
Литье под низким давлением — это уникальный процесс литья , при котором жидкий сплав под давлением вдавливается в полость формы снизу вверх и затвердевает под давлением, образуя отливки. Этот метод литья не только повышает чистоту и качество отливок, но и обладает преимуществами высокой производительности и простоты автоматизации. В данной статье подробно рассматриваются принцип работы, технологическая схема и характеристики литья под низким давлением .
Что такое литье под низким давлением?
Литье под низким давлением — это процесс формования металла , при котором давление газа используется в качестве движущей силы для равномерного и плавного заполнения полости формы расплавленным металлом, а также для завершения процесса затвердевания в контролируемых условиях окружающей среды. Эта технология обычно осуществляется в герметичной литейной системе. Благодаря точному регулированию величины и времени воздействия давления газа можно добиться тонкого контроля скорости заполнения и процесса затвердевания расплавленного металла.
Литье под низким давлением позволяет не только эффективно избегать дефектов, таких как турбулентность, окисление и пористость, возникающие из-за расплавленного металла при заполнении формы, но и улучшать плотность, механические свойства и качество поверхности отливок. Поэтому оно широко используется в аэрокосмической, автомобильной , энергетической и приборостроительной отраслях. Имеет широкий спектр применения в высокотехнологичных производственных областях.
Как работает литье под низким давлением?
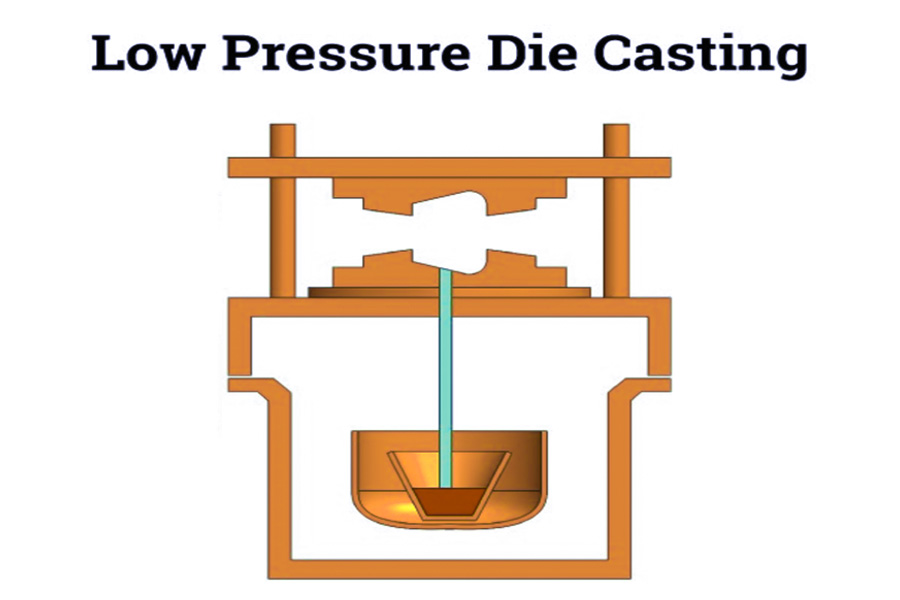
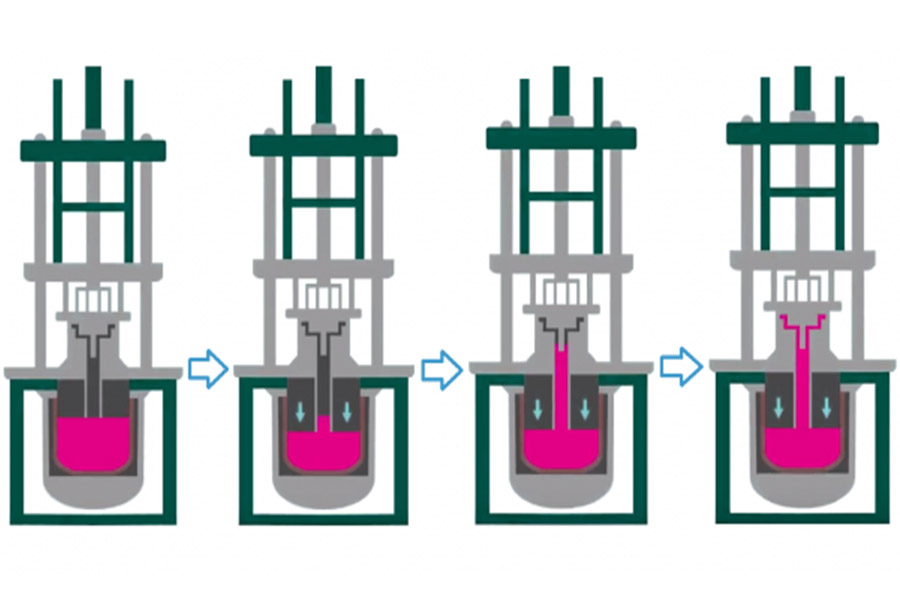
Основной принцип литья под низким давлением заключается в использовании сухого сжатого воздуха или инертного газа, подаваемого в герметичный тигель, для создания определенного давления на поверхность расплавленного металла, благодаря чему расплавленный металл плавно заполняет форму снизу вверх вдоль стояка. Весь процесс можно разделить на следующие этапы:
1. Плавка металла и подготовка форм: Сначала металлическое сырье плавят до жидкого состояния, после чего изготавливают необходимую форму.
2. Подготовка перед заливкой : включая герметизацию тигля (установку герметизирующей крышки), удаление шлака из стояка (удаление примесей), измерение уровня жидкости, проведение проверки герметичности, подбор формы и закрепление формы и т. д.
3. Наливание :
- Литры жидкости : Расплавленный металл поднимается по стояку под действием давления газа.
- Заполнение : Расплавленный металл плавно проходит через литник в полость формы.
- Наддув : Поддерживайте давление газа на поверхности жидкого металла до полного затвердевания отливки.
- Застывание : Расплавленный металл кристаллизуется и затвердевает под давлением.
- Сброс давления : Сбрасывает давление газа на поверхности жидкости, так что расплавленный металл, не затвердевший в стояке и литнике, стекает обратно в тигель.
- Охлаждение : Отливка охлаждается до комнатной температуры в форме.
4. Извлечение : включает в себя свободное извлечение из формы и удаление отливок.
Какие этапы включает процесс литья под низким давлением?
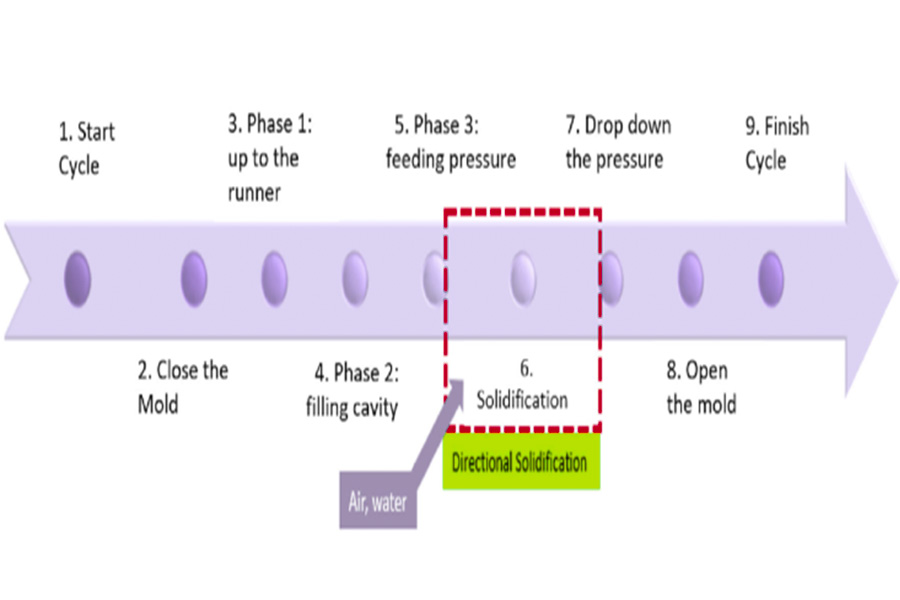
Технологический процесс литья под низким давлением в основном включает следующие этапы:
-
Выплавка металлов : металлическое сырье помещается в тигель для плавки, при этом температура и состав расплавленного металла соответствуют требованиям процесса.
-
Подготовка формы. В соответствии с проектными требованиями к литью, необходимая форма подготавливается и предварительно нагревается, чтобы предотвратить слишком быстрое охлаждение расплавленного металла в процессе заполнения формы.
-
Подготовка к заливке : герметизировать тигель, удалить примеси из стояка, обеспечить герметичность системы, провести необходимые проверки и регулировки.
-
Процесс заливки :
- Литры и заполнение. Под действием давления газа расплавленный металл поднимается по стояковой трубе и плавно заполняет полость формы.
- Создание избыточного давления и коагуляция : Поддержание давления газа на поверхности жидкого металла для кристаллизации и затвердевания отливки под давлением.
-
Снижение давления и охлаждение : Сбрасывает давление газа на поверхности расплавленного металла, позволяет незатвердевшему расплавленному металлу вернуться в тигель, а затем позволяет отливке естественным образом остыть в форме.
-
Извлечение отливки из формы. После полного охлаждения отливки откройте форму и извлеките ее.
Каковы преимущества и недостатки литья под низким давлением?
Литье под низким давлением, как уникальный процесс, обладает рядом существенных преимуществ и определенных ограничений. Ниже представлен подробный анализ преимуществ и недостатков литья под низким давлением :
Преимущества
1. Высококачественное литье :
- Заполнение чистым расплавленным металлом: шлак обычно плавает на поверхности расплавленного металла, тогда как при литье под низким давлением заполнение происходит через стояк, что предотвращает попадание шлака в полость формы и повышает чистоту отливки.
- Хорошая формуемость: расплавленный металл заполняется под давлением, что повышает текучесть и способствует формированию отливок с четкими контурами и гладкими поверхностями, особенно подходящих для изготовления крупных тонкостенных отливок.
- Плотная структура: отливка кристаллизуется и затвердевает под давлением, что позволяет полностью восполнить ее запасы, обеспечивая плотную структуру и высокие механические свойства.
2. Высокий выход расплавленного металла :
Как правило, стояк не требуется, а незатвердевший расплавленный металл в стояковой трубе может быть рефлюксирован в тигель для повторного использования, что значительно повышает выход расплавленного металла, обычно до более чем 90%.
3. Высокая эффективность производства и степень автоматизации :
Условия труда хорошие, оборудование простое, легко реализовать механизированное и автоматизированное производство, что повышает эффективность производства.
4. Широкий спектр применения :
Литье под низким давлением может использоваться для отливки различных сплавов , включая цветные металлы, чугун и литую сталь, и многих других. Оно особенно подходит для цветных металлов, легко окисляющихся, и может эффективно предотвращать окисление шлаковых включений в процессе разливки расплавленного металла.
5. Низкие требования к материалам для пресс-форм :
Для литья под низким давлением в качестве литейных форм можно использовать самые разные материалы, такие как песчаные формы (глиняный песок, песок из силиката натрия, смоляной песок и т. д.), оболочечные формы, металлические формы, графитовые формы, формы для точного литья по выплавляемым моделям , керамические формы и т. д.
Недостатки
1. Крупные инвестиции в оборудование :
Оборудование для литья под низким давлением включает в себя главный двигатель, гидравлическую систему, выдержочную печь, устройство регулирования уровня жидкости, систему электрического управления и систему охлаждения отливок и т. д., а общие инвестиции в него значительны.
2. Эффективность производства относительно низкая :
По сравнению с литьем под действием силы тяжести и литьем под высоким давлением , литье под низким давлением имеет более низкую производительность и более длительный цикл литья. Для поддержания направленного затвердевания и текучести расплава температура формы высока, а скорость затвердевания низкая.
3. Требования к управлению строгие :
Структура вблизи затвора имеет грубую структуру, а механические свойства нижнего профиля невысоки, что требует комплексного и строгого управления, включая контроль параметров процесса, таких как температура и давление.
4. Стоячие трубы имеют ограниченный срок службы :
В процессе длительного контакта с расплавленным металлом стояковые трубы подвержены эрозии и образованию отходов, поэтому их необходимо регулярно заменять.
Какие металлы обычно используются при литье под низким давлением?
1. Материал для литья
Литейный материал — это вещество, используемое для изготовления литейных форм, а при литье под низким давлением можно использовать различные литейные материалы , чтобы адаптироваться к потребностям различных отливок. К распространенным материалам для форм относятся:
- Формовочный песок: широко используемый литейный материал с хорошей формуемостью и воздухопроницаемостью, подходящий для изготовления отливок сложной формы.
- Смоляной песок: смесь смолы и песчаных частиц, обладающая высокой прочностью и твердостью, пригодная для изготовления высокоточных и высококачественных отливок.
- Металлы, такие как медь, железо, алюминий и другие, могут использоваться для изготовления металлических отливок, обладая высокой теплопроводностью и хорошей износостойкостью.
- Керамика: Благодаря высокой твердости и термостойкости, подходит для изготовления отливок из высокотемпературных сплавов.
- Графит: Обладая хорошими самосмазывающими свойствами и высокой термостойкостью, он подходит для изготовления отливок, требующих самосмазывания или высокой термостойкости.
- Гипс: Легко поддается формовке и извлечению из формы, подходит для изготовления небольших и сложных отливок.
2. Материалы для пресс-форм
Материал для формы — это материал, используемый для изготовления литейной формы для литья под низким давлением. Литейная форма для литья под низким давлением должна выдерживать эрозию и давление высокотемпературного жидкого металла, поэтому выбор материала для формы имеет очень важное значение. К распространенным материалам для форм относятся:
- Чугун: низкая стоимость, простота обработки, но легко деформируется, относительно короткий срок службы. Подходит для изготовления отливок с низкими требованиями к сроку службы формы.
- Легированная сталь: обладает высокой твердостью и прочностью, хорошей износостойкостью, подходит для изготовления высокоточных и высококачественных литейных форм.
- Твердосплавные материалы: обладают высокой твердостью и износостойкостью, подходят для изготовления пресс-форм, требующих высокой силы очистки и высокого давления.
- Рукоятка из вольфрама: обладает чрезвычайно высокой твердостью и износостойкостью, но имеет высокую стоимость, поэтому подходит для производства пресс-форм с высокими требованиями к сроку службы и износостойкости.
- Алюминиевый сплав: низкая плотность, высокая прочность, хорошая жесткость, хорошая теплопроводность, малый вес, легко поддается механической обработке и сварке, подходит для изготовления крупных и средних пресс-форм.
Каковы типичные области применения литья под низким давлением?
Типичные области применения литья под низким давлением охватывают широкий спектр отраслей, таких как автомобилестроение, аэрокосмическая промышленность и производство потребительских товаров. Ниже приводится подробное описание этих областей применения:
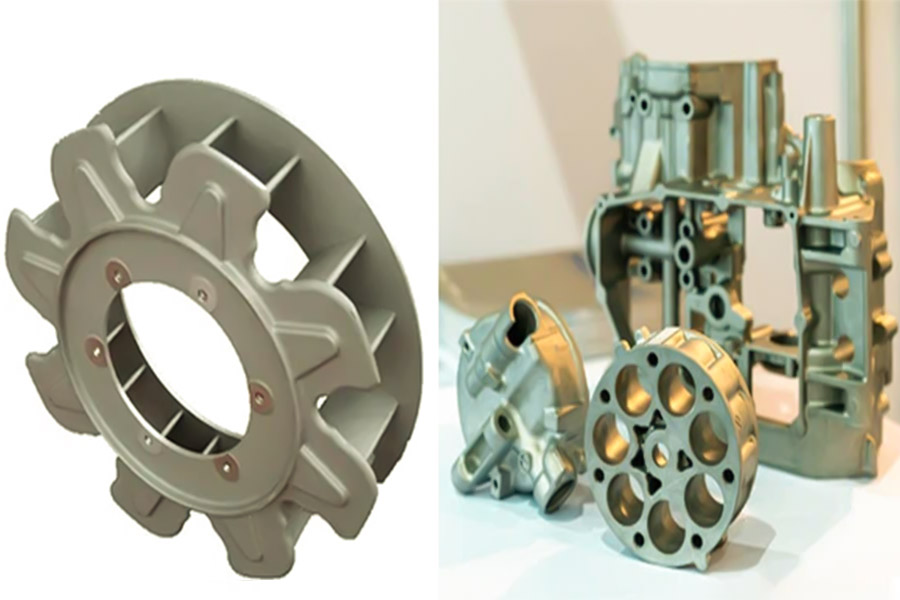
1. Автомобильное производство:
В автомобильной промышленности литье под низким давлением широко используется для производства ключевых деталей, таких как колеса , детали двигателя (например, блоки цилиндров, головки цилиндров), детали подвески и т. д. Эти детали требуют высокой прочности, высокой точности и хорошей коррозионной стойкости. Технология литья под низким давлением может удовлетворить эти требования и повысить надежность и долговечность автомобилей.
2. Аэрокосмическая отрасль:
В аэрокосмической отрасли литье под низким давлением используется для изготовления легких конструкционных деталей, таких как лопатки авиационных двигателей , детали турбин и т. д. Эти детали должны выдерживать суровые условия эксплуатации, такие как высокие температуры, высокое давление и высокие скорости. Технология литья под низким давлением позволяет получать материалы с высокой прочностью, ударной вязкостью и термостойкостью, что обеспечивает безопасность и производительность аэрокосмических аппаратов.
3. Производство потребительских товаров:
В сфере потребительских товаров литье под низким давлением используется для производства высококачественных корпусов для электротехнических и электронных изделий, кухонной утвари, мебельной фурнитуры и т.д. Эти изделия требуют изысканного внешнего вида и хорошей долговечности. Технология литья под низким давлением позволяет получать высокоточные, глянцевые и коррозионностойкие материалы, отвечающие требованиям потребителей к качеству продукции.
4. Другие отрасли промышленности:
Литье под низким давлением также используется в других отраслях промышленности, таких как судостроение, производство тяжелого машиностроения и т. д. В этих областях технология литья под низким давлением позволяет производить крупные, сложные формы и высокоэффективные отливки, отвечающие требованиям промышленного оборудования к высокой прочности, точности и длительному сроку службы.
Выберите LS в качестве своего надежного партнера.
Компания LS Steel, безусловно, является одним из ведущих поставщиков услуг по литью алюминия и цинка под давлением в Китае . Помимо литья, мы также предлагаем услуги по прототипированию, изготовлению оснастки, механической обработке и обработке деталей на производственных площадках. Мы используем самые передовые технологии для производства литьевых изделий. Наша служба обработки на станках с ЧПУ работает с использованием лучших технологий и имеет десятилетний опыт работы инженеров и сотрудников. Мы предлагаем лучшие по стоимости и технологичности решения по проектированию и изготовлению деталей на станках с ЧПУ. Вот список наших возможностей по обработке на станках с ЧПУ:
- В нашем цехе фрезерования с ЧПУ используются 5-осевые станки с ЧПУ , отличающиеся исключительной точностью. Эти станки обеспечивают допуск до 0,005 мм.
- Теперь мы располагаем передовыми технологиями обработки деталей на станках с ЧПУ, что обеспечивает ускоренную обработку и своевременную поставку продукции нашим клиентам.
- Наши услуги по механической обработке охватывают не только литые детали, но и множество других видов деталей из пластмассы и хромированной стали.
- В нашем цехе есть все необходимое для механической обработки: от высокоточных токарных станков с ЧПУ и электроэрозионных станков до шлифовальных машин и проволочно-резательных станков.
Механическая обработка литья — это не единственная задача для литейной машины. Обработка поверхности также является важной частью процесса литья. Учитывая это, мы предлагаем услуги по обработке поверхности, такие как анодирование, порошковая покраска, хромирование, влажное покрытие и многое другое. Таким образом, вы можете видеть, что LS Steel предоставляет полный спектр услуг для производства литья под давлением. Мы предоставляем услуги в Китае, а также на международном уровне. Свяжитесь с нами, чтобы получить лучшие услуги по производству литья под давлением из Китая.
Часто задаваемые вопросы
1. В чем заключается основной процесс литья под низким давлением?
Основной процесс литья под низким давлением включает в себя плавку металла и подготовку форм, подготовку перед заливкой (например, герметизацию тигля, удаление шлака из стояков, измерение уровня жидкости и т. д.), заливку (включая этапы подъема жидкости, формования, создания давления, затвердевания, сброса давления и охлаждения) и извлечение из формы (включая свободное извлечение из формы и удаление отливок).
2. Каковы основные компоненты оборудования для литья под низким давлением?
Оборудование для литья под низким давлением обычно состоит из главного двигателя, гидравлической системы, плавильной печи, устройства для создания давления жидкости, системы электрического управления и системы охлаждения отливок. Среди них выделяют два основных типа плавильных печей: тигельные и печи для выдержки расплавленного металла, а также различные типы тигельных печей, такие как чугунные, стальные и комбинированные.
3. В каких областях литье под низким давлением находит типичное применение?
Литье под низким давлением широко используется в автомобилестроении, аэрокосмической отрасли, производстве потребительских товаров и других отраслях промышленности. Например, в автомобилестроении литье под низким давлением используется для производства ключевых компонентов, таких как колеса и детали двигателей; в аэрокосмической отрасли — для изготовления легких конструкционных элементов; в производстве потребительских товаров — для производства высококачественных корпусов для электротехнических и электронных изделий и т. д.
4. Какие потенциальные проблемы или ограничения могут возникнуть при литье под низким давлением?
Несмотря на многочисленные преимущества литья под низким давлением, существуют и потенциальные проблемы или ограничения. Например, стоимость оборудования и инвестиций в формы велика; при производстве отливок из алюминиевых сплавов тигли и питатели длительное время контактируют с расплавленным металлом, что делает их подверженными эрозии и износу; кроме того, эффективность производства относительно низка, особенно при работе с крупными или сложными по форме отливками.
Краткое содержание
Низкотемпературное литье, как эффективный и высококачественный метод, играет незаменимую роль в сфере промышленного производства. Благодаря постоянной оптимизации технологий и оборудования, у нас есть основания полагать, что низкотемпературное литье будет и в будущем определять тенденции развития технологий обработки металлов и вдохнет новую жизнь в промышленное производство.


📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


