
Литье под низким давлением — это процесс литья, при котором расплавленный металл впрыскивается в многоразовую форму под низким давлением. Эта технология литья отличается высоким качеством, точностью и эффективностью, что делает ее идеальной для деталей, требующих сложных форм и высококачественной обработки поверхности.
LS — международный производитель высококачественной продукции по OEM/ODM-проектам , обладающий почти 20-летним опытом разработок. Мы обслуживали и продолжаем обслуживать множество клиентов из различных отраслей, включая, помимо прочего, автомобильную, автоматизированную, медицинскую, аэрокосмическую, робототехническую и другие. Наши основные производственные услуги включают обработку на станках с ЧПУ, изготовление изделий из листового металла и штамповку. Мы также расширили свои возможности в области изготовления пресс-форм, литья под давлением, 3D-печати и печати на пластике, а также реализации проектов «под ключ». Наша компания — это универсальный поставщик всех ваших потребностей в литье .
Что такое литье под низким давлением?
Литье под низким давлением — это процесс формования металла, при котором давление газа используется в качестве движущей силы для равномерного и плавного заполнения полости формы расплавленным металлом, а также для завершения процесса затвердевания в контролируемых условиях окружающей среды. Эта технология обычно осуществляется в герметичной литейной системе. Благодаря точному регулированию величины и времени воздействия давления газа можно добиться тонкого контроля скорости заполнения и процесса затвердевания расплавленного металла.
Литье под низким давлением позволяет не только эффективно избегать дефектов, таких как турбулентность, окисление и пористость, возникающие из-за расплавленного металла при заполнении формы, но и улучшать плотность, механические свойства и качество поверхности отливок. Поэтому оно широко используется в аэрокосмической, автомобильной , энергетической и приборостроительной отраслях. Имеет широкий спектр применения в высокотехнологичных производственных областях.
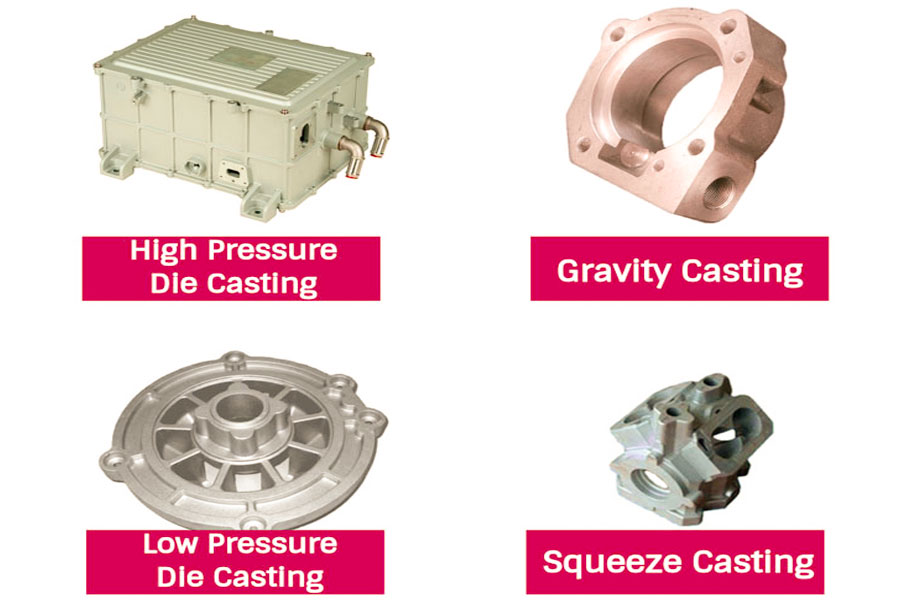
Чем отличается литье под низким давлением от литья под высоким давлением?
Литье под низким и высоким давлением — это два разных процесса литья металлов , и они существенно различаются по многим параметрам. В следующей таблице сравниваются основные различия между этими двумя процессами литья:
| Проект | Литье под низким давлением | Литье под высоким давлением |
|---|---|---|
| Движущая сила | Давление газа (барометрическое давление) | Привод гидравлического цилиндра (гидравлический) |
| Диапазон давления | Как правило, давление воздуха низкое и составляет 0–2 кг/см². | Высокое давление масла. |
| Скорость наполнения | Более медленный поток способствует выходу газа наружу. | Ускорьте производство и повысьте его эффективность. |
| Качество литья | Высокое качество, высокая точность, плотная ткань | Качество поверхности хорошее, но внутри могут быть поры. |
| Тип литья | Сложные формы, высокие требования к точности. | Крупномасштабное, серийное производство тонкостенных отливок |
| Области применения | Автозапчасти, детали для аэрокосмической отрасли и т. д. | Бытовая техника, хозяйственные товары и т. д. |
| затраты на оборудование | Относительно низкий | Чем выше скорость изготовления пресс-формы, тем дольше цикл производства. |
| Производительность | В целом, скорость свертывания крови ниже. | Высокий, подходит для массового производства. |
| Материал для пресс-формы | Формовочный песок, смоляной песок, металл, керамика и т. д. | Это зависит от ваших конкретных потребностей. |
| Преимущество | Структура плотная, механические свойства хорошие, и его легко механизировать и автоматизировать. | Высокая производительность, подходит для тонкостенных отливок. |
| Недостатки | Снижение производительности и длительные циклы литья. | Внутри могут быть поры, и отливка не очень плотная. |
Какие металлы обычно используются при литье под низким давлением?
Технология литья под низким давлением часто называется литьем алюминия под низким давлением из-за ее широкой применимости к алюминиевым сплавам, но этот процесс в равной степени применим и к множеству других материалов. Ниже перечислены несколько материалов, обычно используемых при литье под низким давлением :
1. Алюминий
В процессе формования он плавно растекается, заполняя все углы формы. Кроме того, алюминий особенно подходит для изготовления тонкостенных отливок с толщиной стенок более 5 мм. Эти свойства в сочетании с малым весом и высокой прочностью алюминия определяют его широкое применение во многих отраслях промышленности.
2. Медь
Благодаря высокой прочности на растяжение, медные сплавы также совместимы с процессами литья под низким давлением . В процессе литья медные сплавы быстро затвердевают и охлаждаются, образуя мелкозернистую структуру, которая предотвращает растрескивание отливки. Другие присущие медным сплавам свойства, такие как прочность и теплопроводность, также способствуют их широкому применению в различных отраслях промышленности. Однако следует отметить, что медь имеет более высокую температуру плавления, что приводит к увеличению энергопотребления и, как следствие, к повышению стоимости процесса.
3. Магний
Магний — идеальный материал для литья под низким давлением благодаря своей высокой литейной способности и хорошей текучести. Он беспрепятственно заполняет форму, обеспечивая отсутствие пористости в отливке. Высокое соотношение прочности к весу и коррозионная стойкость магния также являются причинами его популярности.
4. Цинк
Цинк также хорошо зарекомендовал себя при литье под низким давлением . Он обладает хорошей литейностью, низкой температурой плавления и высокой скоростью затвердевания, что делает его первоклассным материалом для литья под низким давлением. По сравнению с литьем под высоким давлением, литье цинка под низким давлением позволяет увеличить цикличность и снизить затраты. Кроме того, цинк менее абразивен для форм, что способствует увеличению срока службы инструмента. Высокая прочность на растяжение и коррозионная стойкость цинка также открывают возможности его применения в различных областях.

Какие этапы включает процесс литья под низким давлением?
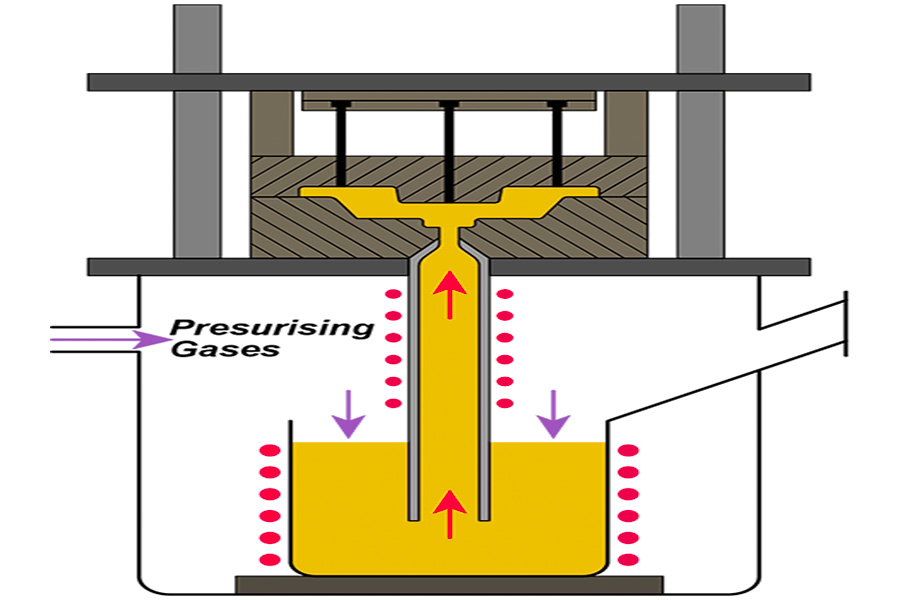
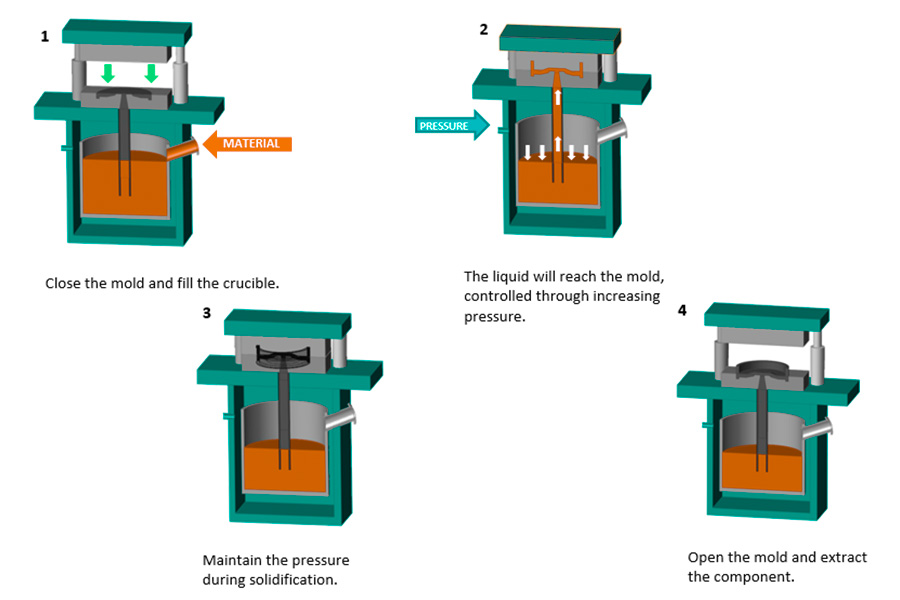
Основной принцип литья под низким давлением заключается в использовании давления газа для выталкивания расплавленного металла, чтобы он плавно заполнял форму и затвердевал под давлением. В процессе литья расплавленный металл в тигле подвергается воздействию давления газа и поступает в литейную полость снизу вверх через жидкостный стояк. Процесс литья под низким давлением включает в себя следующие основные этапы:
- Подготовка пресс-формы: Процесс начинается с подготовки пресс-формы, определяющей окончательную форму металлической детали. Пресс-форма предварительно нагревается до температуры, немного ниже температуры плавления отливаемого металла.
- Впрыск расплавленного металла: Расплавленный металл, часто алюминий или цинк, заливается в плавильную печь, расположенную под матрицей. Расплавленный металл впрыскивается в форму под относительно низким давлением. То есть, давление прикладывается к расплавленному металлу, чтобы вытолкнуть его вверх по стояку и в полость матрицы.
- Затвердевание: Давление поддерживается до полного затвердевания металла. Металл принимает форму полости.
- Извлечение: После затвердевания металла форма открывается. Полученное в результате отливки изделие извлекается из формы.
- Обрезка и финишная обработка: удаляется излишек материала (облой). Для соответствия стандартам качества могут применяться дополнительные процессы финишной обработки. Излишки материала и бракованные детали часто перерабатываются для дальнейшего использования.
В чём заключаются основные преимущества литья под низким давлением?
Литье под низким давлением имеет множество преимуществ , что делает его подходящим методом литья под давлением для различных отраслей промышленности. Вот некоторые из преимуществ этого процесса.
Высокая точность
Детали, изготовленные методом литья под низким давлением, отличаются точностью и прецизионностью. Это достигается за счет медленного заполнения формы при постоянной температуре и давлении. Высокая точность размеров, присущая этому процессу, важна при изготовлении небольших отливок, требующих последующей сборки.
Формирует высокочистые отливки.
Поскольку процесс происходит при низком давлении и медленно заполняет форму, это приводит к образованию очень чистого отливочного материала, так как не образуется шлак. Образование шлака на поверхности жидкого металла является распространенным явлением в других процессах литья под давлением, особенно при литье под высоким давлением . Однако, поскольку литье осуществляется восходящим движением, шлак не покидает плавильную печь при перекачивании металла.
Обладает хорошей формуемостью.
Литье под низким давлением обладает хорошей формуемостью, поскольку позволяет получать металлические детали без растрескивания и деформации. В результате оно подходит для изготовления деталей сложной формы и конструкции.
Кристаллизация
Правильное распределение тепла и подача давления в процессе затвердевания приводят к кристаллизации конечного изделия. Кристаллизация позволяет получить более прочные детали с более мелким размером зерна. В результате литье под низким давлением подходит для применений, где важна ударопрочность и устойчивость к нагрузкам.
Экологически чистый
Литье под низким давлением — это экологически чистый процесс . По сравнению с некоторыми другими процессами литья, он более энергоэффективен. Кроме того, он образует минимальное количество отходов, которые могут быть переработаны. Благодаря своей экологичности, литье под низким давлением позволяет экономить эксплуатационные расходы.
Какие недостатки у литья под низким давлением?
Хотя технология литья под низким давлением считается предпочтительным решением для достижения точных производственных целей, она также имеет некоторые ограничения.
1. Длительный производственный цикл и высокая стоимость.
Относительно медленный производственный цикл, обусловленный более низким давлением при литье под низким давлением, ограничивает количество деталей, которые можно изготовить за единицу времени, что приводит к увеличению стоимости одной детали.
2. Металлические детали подвержены коррозии.
При литье под низким давлением металлические компоненты оборудования подвержены коррозии из-за прямого контакта с расплавленным металлом, а алюминиевые формы, в частности, более подвержены повреждениям. Это не только увеличивает затраты на техническое обслуживание, особенно на крупных производственных линиях, но и потенциальное проникновение металлических компонентов может ослабить эксплуатационные характеристики жидкого металла.
3. Производство тонкостенных деталей ограничено.
Минимальная толщина стенки отливки, которую можно получить с помощью технологии литья под низким давлением, составляет около 3 мм. Это ограничение означает, что данная технология не имеет преимуществ перед литьем под высоким давлением при изготовлении тонкостенных деталей.
Причины выбрать LS в качестве производителя отливок.
Независимо от того, какие услуги по литью вам необходимы, мы готовы помочь. Благодаря нашему опыту и передовым технологиям мы можем предоставить вам отливки высочайшего качества.
- Обработка различных материалов: Мы можем обрабатывать самые разнообразные материалы, и независимо от того, какой материал вам необходимо обработать, мы предоставим профессиональные решения.
- Индивидуальный подход к обслуживанию: Предоставление индивидуальных решений, основанных на проектных требованиях и спецификациях заказчиков , для обеспечения соответствия отливок их уникальным потребностям.
- Конкурентоспособные цены: Мы предлагаем конкурентоспособные цены и экономически эффективные решения, чтобы клиенты могли получить максимальную выгоду в контроле затрат.
- Быстрая доставка: Благодаря эффективным производственным процессам и гибким производственным планам мы можем своевременно доставлять заказы клиентов и удовлетворять срочные потребности проектов.
Компания LS гарантирует качество вашей отливки в соответствии со стандартами ISO 9001:2015, ISO 9001:14001 и IATF16949. В LS мы можем изготовить отливки, соответствующие потребностям вашего бизнеса, будь то чугун, сталь или никелевые сплавы. Нажмите здесь, чтобы связаться с нами сегодня.
Часто задаваемые вопросы
1. Что такое литье под низким давлением?
Литье под низким давлением — это процесс литья металла , при котором давление газа используется для проталкивания расплавленного металла внутрь тигля и его плавного потока в полость формы снизу вверх через стояк до полного затвердевания отливки. Для обеспечения качества и характеристик отливки этот процесс требует точного контроля давления газа и степени заполнения расплавленным металлом.
2. Каков принцип работы литья под низким давлением?
В процессе литья под низким давлением сухой сжатый воздух или инертный газ подается в герметичный тигель, который плавно заполняет форму снизу вверх вдоль стояка, воздействуя на поверхность расплавленного металла под давлением. Давление заполнения обычно составляет 20–60 кПа, а высота подъема расплавленного металла прямо пропорциональна давлению газа в тигле и обратно пропорциональна плотности расплавленного металла. Отливка кристаллизуется и затвердевает под давлением, образуя отливку с плотной структурой.
3. Каковы основные преимущества литья под низким давлением?
Основные преимущества литья под низким давлением включают: Высокое качество отливки : расплавленный металл плавно заполняется под давлением, что снижает образование оксидного шлака и газов, а также повышает чистоту и плотность отливки. Высокий коэффициент использования металла: отсутствует необходимость в питателе, а незатвердевший металл в питающей трубе может быть возвращен в тигель для повторного использования, что повышает выход расплавленного металла. Адаптируемость : подходит для различных сплавов и материалов для литья, позволяет производить крупные, средние и малые отливки, удовлетворяя потребности как мелкосерийного, так и крупномасштабного производства. Точность размеров отливки : отливки, затвердевшие под давлением, обладают высокой точностью размеров и стабильностью формы. Легкость автоматизации производства : простота эксплуатации, а оборудование легко поддается механизации и автоматизации.
4. Каковы ограничения литья под низким давлением?
Основные ограничения литья под низким давлением включают: Относительно низкую эффективность производства : по сравнению с литьем под высоким давлением, литье под низким давлением имеет более медленный процесс заполнения и затвердевания, что может привести к увеличению производственного цикла. Высокие затраты на оборудование и техническое обслуживание : требуется специализированное оборудование и формы, а затраты на их приобретение и обслуживание высоки. Ограничения по материалам : в основном подходит для сплавов цветных металлов с низкой температурой плавления и плохо применим для металлов с высокой температурой плавления. Высокая техническая сложность : требуется точный контроль параметров процесса, что требует высокого уровня квалификации и знаний оператора.
Краткое содержание
Литье под низким давлением — это эффективный и высококачественный процесс литья металлов. Его уникальные преимущества обеспечивают широкое применение во многих областях, предоставляя важную техническую поддержку промышленному производству. С непрерывным развитием технологий литья литье под низким давлением будет и в будущем играть важную роль, обеспечивая все большее количество высококачественной литой продукции для различных отраслей промышленности.


📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


