
La fusione a bassa pressione è un processo di fusione in cui il metallo fuso viene iniettato in uno stampo riutilizzabile a bassa pressione. Questa tecnologia di fusione è di alta qualità, precisa ed efficiente, il che la rende ideale per pezzi che richiedono forme complesse e finiture superficiali di alto livello.
LS In qualità di produttore OEM/ODM internazionale di fascia alta , vantiamo quasi 20 anni di esperienza nello sviluppo. Abbiamo servito e continuiamo a servire una varietà di clienti di diversi settori, tra cui, a titolo esemplificativo, quello automobilistico, dell'automazione, medicale, aerospaziale e della robotica. I nostri principali servizi di produzione includono la lavorazione CNC, la lavorazione della lamiera e lo stampaggio. Abbiamo inoltre ampliato le nostre capacità nella realizzazione di stampi, nello stampaggio a iniezione, nella stampa 3D e nella stampa su plastica, nonché nella realizzazione di progetti chiavi in mano completi. La nostra azienda è un punto di riferimento unico per tutte le vostre esigenze di fusione .
Che cos'è la fusione a bassa pressione?
La fusione a bassa pressione è un processo di formatura dei metalli che utilizza la pressione del gas come forza motrice per spingere il metallo fuso a riempire la cavità dello stampo in modo uniforme e omogeneo, completando il processo di solidificazione in condizioni ambientali controllate. Questa tecnologia viene solitamente eseguita in un sistema di fusione sigillato. Regolando con precisione l'entità e la durata della pressione del gas, è possibile ottenere un controllo preciso della velocità di riempimento e del processo di solidificazione del metallo fuso.
La fusione a bassa pressione non solo evita efficacemente difetti come turbolenze, ossidazione e porosità causati dal metallo fuso durante il riempimento dello stampo, ma migliora anche la densità, le proprietà meccaniche e la qualità superficiale dei getti. Pertanto, è ampiamente utilizzata nei settori aerospaziale, automobilistico , delle apparecchiature elettriche e degli strumenti di precisione. Trova un'ampia gamma di applicazioni in ambiti manifatturieri di alta gamma.
In che cosa si differenzia la fusione a bassa pressione dalla fusione ad alta pressione?
La fusione a bassa pressione e la fusione ad alta pressione sono due processi di fusione dei metalli differenti , che si distinguono significativamente per molti aspetti. La tabella seguente confronta le principali differenze tra i due processi di fusione:
| Progetto | Fusione a bassa pressione | Fusione ad alta pressione |
|---|---|---|
| Forza motrice | Pressione del gas (pressione barometrica) | Azionamento del cilindro idraulico (idraulico) |
| Intervallo di pressione | Generalmente è bassa e la pressione dell'aria è compresa tra 0 e 2 kg/cm². | Alta pressione dell'olio |
| Velocità di riempimento | Più lentamente, il che aiuta il gas a espellere | Più veloce, migliora l'efficienza produttiva |
| Qualità della fusione | Tessuto denso di alta qualità e alta precisione | La qualità della superficie è buona e potrebbero esserci dei pori all'interno |
| tipo di fusione | Forme complesse, requisiti di alta precisione | Produzione su larga scala e in serie per getti a parete sottile |
| Campi di applicazione | Componenti per auto, componenti aerospaziali, ecc. | elettrodomestici, prodotti di ferramenta, ecc. |
| costi di installazione | Relativamente basso | Più alto è il ciclo di produzione dello stampo, più lungo è |
| Produttività | In generale, la velocità di coagulazione è più lenta | Elevata, adatta alla produzione di massa |
| Materiale per stampi | Sabbia da modellare, sabbia resinosa, metallo, ceramica, ecc. | Dipende dalle tue esigenze specifiche |
| Vantaggio | La struttura è densa, le proprietà meccaniche sono buone ed è facile da meccanizzare e automatizzare. | Elevata efficienza produttiva, adatta per getti a parete sottile. |
| Svantaggi | Produttività inferiore e cicli di fusione lunghi | All'interno potrebbero esserci dei pori e la fusione non è densa |
Quali metalli vengono comunemente utilizzati nella fusione a bassa pressione?
La tecnologia di fusione a bassa pressione viene spesso definita fusione a bassa pressione dell'alluminio per la sua ampia applicabilità alle leghe di alluminio, ma il processo è ugualmente applicabile a una varietà di altri materiali. Di seguito sono elencati alcuni materiali comunemente utilizzati nella fusione a bassa pressione :
1. Alluminio
Durante il processo, il materiale scorre uniformemente riempiendo ogni angolo dello stampo. Inoltre, l'alluminio è particolarmente adatto alla produzione di getti a parete sottile con spessori superiori a 5 mm. Queste proprietà, unite alla leggerezza e all'elevata resistenza dell'alluminio, ne determinano l'ampio utilizzo in numerosi settori industriali.
2. Rame
Grazie alla loro elevata resistenza alla trazione, le leghe di rame sono compatibili anche con i processi di fusione a bassa pressione . Durante il processo di fusione, le leghe di rame solidificano e si raffreddano rapidamente, formando una struttura a grana fine che previene la formazione di crepe nel getto. Altre proprietà intrinseche delle leghe di rame, come la durabilità e la conducibilità termica, ne favoriscono l'ampio utilizzo in diversi settori industriali. Tuttavia, è importante notare che il rame ha un punto di fusione più elevato, il che comporta un maggiore consumo energetico del processo e costi più alti.
3. Magnesio
Il magnesio è un materiale ideale per la fusione a bassa pressione grazie alla sua elevata colabilità e alla buona fluidità. Riempie lo stampo in modo uniforme, garantendo che il getto non risulti poroso. L'elevato rapporto resistenza/peso e la resistenza alla corrosione del magnesio sono ulteriori motivi della sua popolarità.
4. Zinco
Lo zinco si presta bene anche alla fusione a bassa pressione . Possiede una buona colabilità, un basso punto di fusione e un'elevata velocità di solidificazione, caratteristiche che lo rendono un materiale di prim'ordine per la fusione a bassa pressione. Rispetto alla fusione ad alta pressione, la fusione di zinco a bassa pressione consente di aumentare la velocità di ciclo e ridurre i costi. Inoltre, lo zinco è meno abrasivo per gli stampi, contribuendo a prolungarne la durata. L'elevata resistenza alla trazione e alla corrosione dello zinco ne ampliano ulteriormente le possibilità di applicazione in diversi settori.

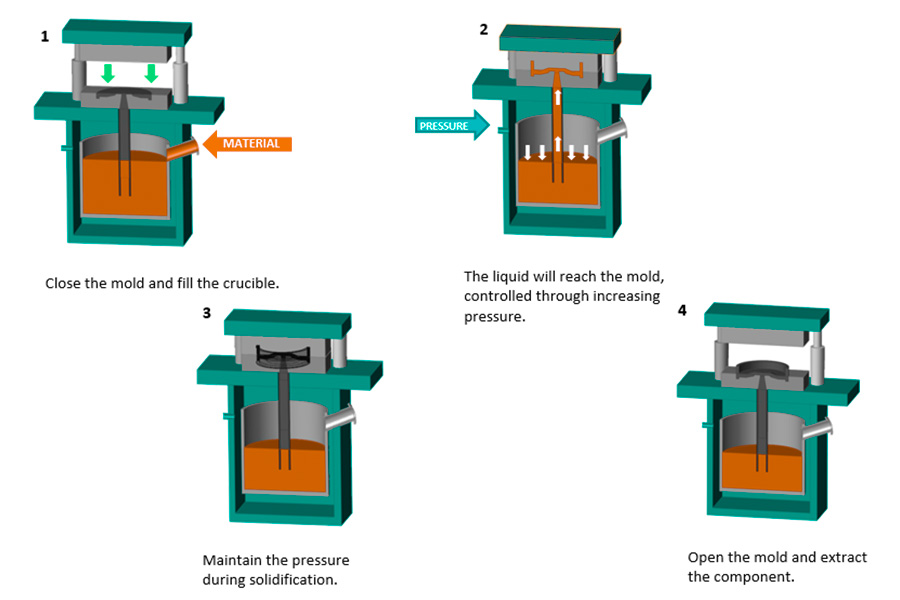
Quali sono le fasi del processo di fusione a bassa pressione?
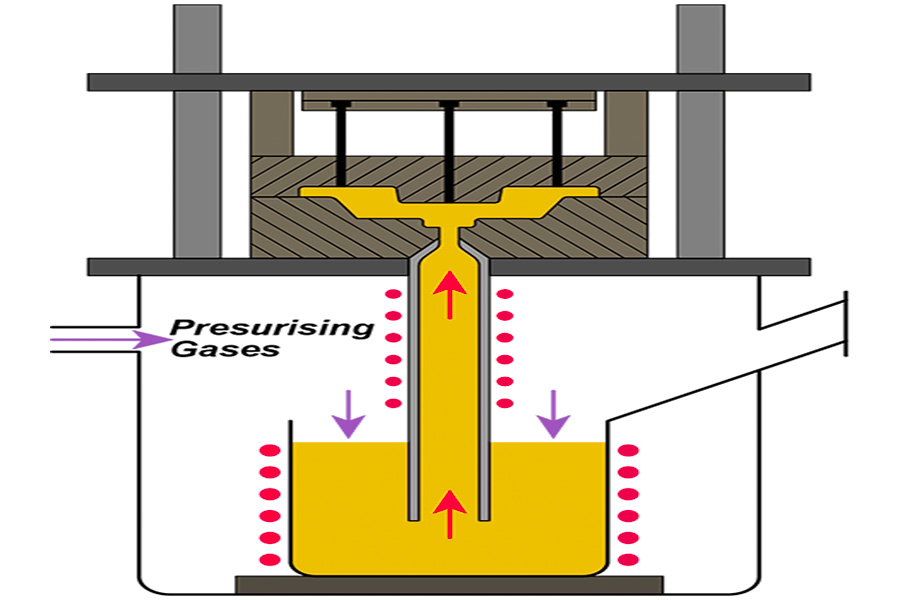
Il principio fondamentale della fusione a bassa pressione consiste nell'utilizzare la pressione del gas per spingere il metallo fuso in modo che riempia uniformemente lo stampo e si solidifichi sotto pressione. Durante il processo di fusione, il metallo fuso nel crogiolo viene influenzato dalla pressione del gas e fluisce nella cavità di fusione dal basso verso l'alto attraverso il canale di risalita del liquido. Il processo di fusione a bassa pressione comprende principalmente le seguenti fasi:
- Preparazione dello stampo: Il processo inizia con la preparazione di uno stampo che definisce la forma finale del componente metallico. Lo stampo viene preriscaldato a una temperatura leggermente inferiore al punto di fusione del metallo da fondere.
- Iniezione di metallo fuso: il metallo fuso, spesso alluminio o zinco, viene versato in un forno di contenimento situato sotto lo stampo. Il metallo fuso viene iniettato nello stampo a pressioni relativamente basse. In altre parole, viene applicata pressione al metallo fuso per spingerlo verso l'alto attraverso un tubo di risalita e nella cavità dello stampo.
- Solidificazione: La pressione viene mantenuta fino a quando il metallo non si solidifica completamente. Il metallo assume la forma della cavità.
- Estrazione: Dopo che il metallo si è solidificato, lo stampo viene aperto. Il prodotto appena fuso viene estratto.
- Rifilatura e finitura: il materiale in eccesso (bave) viene rimosso. Ulteriori processi di finitura possono essere applicati per soddisfare gli standard di qualità. Il materiale in eccesso e le parti scartate vengono spesso riciclati per un utilizzo futuro.
Quali sono i principali vantaggi della fusione a bassa pressione?
La pressofusione a bassa pressione offre numerosi vantaggi , rendendola un metodo di pressofusione adatto a diversi settori industriali. Ecco alcuni dei vantaggi di questo processo.
Alta precisione
I componenti realizzati mediante fusione a bassa pressione sono accurati e precisi. Ciò è dovuto al riempimento lento dello stampo a temperatura e pressione costanti. Questa elevata precisione dimensionale, associata al processo, è fondamentale nella produzione di piccoli pezzi fusi che necessitano di essere assemblati dopo la lavorazione.
Forma fusioni di elevata purezza
Poiché il processo avviene a bassa pressione e riempie lentamente lo stampo, si ottiene una fusione molto pura, senza formazione di scorie. La formazione di scorie sulla superficie del metallo liquido è comune in altri processi di pressofusione, soprattutto nella fusione ad alta pressione . Tuttavia, poiché la fusione avviene con un movimento ascendente, le scorie non fuoriescono dal forno di mantenimento durante il pompaggio del metallo.
Ha una buona formabilità
La fusione a bassa pressione offre una buona formabilità , consentendo di produrre pezzi metallici senza crepe o deformazioni. Di conseguenza, è adatta alla produzione di componenti con forme e design complessi.
Cristallizzazione
Un'adeguata distribuzione del calore e l'applicazione di pressione durante la solidificazione portano alla cristallizzazione del pezzo finale. La cristallizzazione produce pezzi più resistenti con una granulometria più fine. Di conseguenza, la fusione a bassa pressione è adatta per applicazioni in cui la resistenza agli urti e alle sollecitazioni è essenziale.
Rispettoso dell'ambiente
La pressofusione a bassa pressione è un processo ecocompatibile . Rispetto ad altri processi di fusione, è più efficiente dal punto di vista energetico. Inoltre, genera una quantità minima di scarti che possono essere riciclati. Essendo ecocompatibile, la pressofusione a bassa pressione consente di ridurre i costi operativi.
Quali sono gli svantaggi della fusione a bassa pressione?
Sebbene la tecnologia di fusione a bassa pressione sia considerata la soluzione preferibile per raggiungere obiettivi di produzione precisi, presenta anche alcune limitazioni.
1. Ciclo di produzione lungo e costi elevati
Il ciclo di produzione relativamente lento, dovuto alle pressioni inferiori impiegate nella fusione a bassa pressione, limita il numero di pezzi che possono essere fabbricati per unità di tempo, facendo lievitare il costo del singolo pezzo.
2. Le parti metalliche sono soggette a corrosione
Nelle operazioni di fusione a bassa pressione , i componenti metallici delle apparecchiature sono soggetti a corrosione a causa del contatto diretto con il metallo fuso, e gli stampi in alluminio in particolare sono più vulnerabili ai danni. Ciò non solo aumenta i costi di manutenzione, soprattutto nelle grandi linee di produzione, ma la potenziale infiltrazione di componenti metallici può anche compromettere le prestazioni del metallo liquido.
3. La produzione di parti a parete sottile è limitata
Lo spessore minimo della parete di fusione che la tecnologia di fusione a bassa pressione può raggiungere è di circa 3 mm. Questa limitazione implica che non offre alcun vantaggio rispetto alla fusione ad alta pressione nella produzione di componenti a parete sottile.
Motivi per scegliere LS come produttore di fusioni
Qualunque sia il tipo di servizio di fusione di cui hai bisogno, siamo qui per aiutarti. Grazie alla nostra esperienza e alla tecnologia all'avanguardia del settore, possiamo fornirti fusioni di altissima qualità.
- Lavorazione di materiali multipli: Siamo in grado di lavorare una varietà di materiali; qualunque sia il materiale da lavorare, possiamo fornire soluzioni professionali.
- Servizi personalizzati: Forniamo soluzioni personalizzate in base ai requisiti e alle specifiche di progettazione dei clienti , per garantire che i getti soddisfino le loro esigenze specifiche.
- Prezzi competitivi: Offriamo prezzi competitivi e soluzioni economicamente vantaggiose per garantire ai clienti il massimo beneficio in termini di controllo dei costi.
- Consegna rapida: grazie a processi produttivi efficienti e piani di produzione flessibili, siamo in grado di consegnare gli ordini dei clienti in tempi rapidi e soddisfare le esigenze urgenti dei progetti.
LS garantisce la qualità dei vostri getti attraverso le certificazioni ISO 9001:2015, ISO 9001:14001 e IATF16949. Noi di LS possiamo realizzare getti adatti alle vostre esigenze aziendali, in ghisa, acciaio o leghe di nichel. Cliccate qui per contattarci oggi stesso.
FAQ
1. Che cos'è la fusione a bassa pressione?
La fusione a bassa pressione è un processo di fusione dei metalli che utilizza la pressione del gas per spingere il metallo fuso all'interno del crogiolo e farlo fluire uniformemente nella cavità dello stampo dal basso verso l'alto attraverso un tubo di risalita fino al completo solidificazione del getto. Il processo richiede un controllo preciso della pressione del gas e della velocità di riempimento del metallo fuso per garantire la qualità e le prestazioni del getto.
2. Qual è il principio di funzionamento della fusione a bassa pressione?
Nel processo di fusione a bassa pressione, aria compressa secca o gas inerte viene introdotta nel crogiolo sigillato, riempiendo uniformemente lo stampo dal basso verso l'alto lungo il tubo di risalita grazie alla pressione esercitata sulla superficie del metallo fuso. La pressione di riempimento è generalmente compresa tra 20 e 60 kPa, e l'altezza di risalita del metallo fuso è direttamente proporzionale alla pressione del gas nel crogiolo e inversamente proporzionale alla densità del metallo fuso. Il getto cristallizza e solidifica sotto pressione, ottenendo una fusione con una struttura densa.
3. Quali sono i principali vantaggi della fusione a bassa pressione?
I principali vantaggi della fusione a bassa pressione includono: Qualità di fusione elevata : il metallo fuso viene riempito uniformemente sotto pressione, riducendo la formazione di scorie di ossidazione e gas e migliorando la purezza e la compattezza del getto. Elevato tasso di utilizzo del metallo: non è necessario un canale di alimentazione e il metallo non solidificato nel canale può essere rifuso nel crogiolo per essere riutilizzato, migliorando la resa del metallo fuso. Adattabilità: è adatto a una varietà di leghe e materiali di fusione e può produrre getti di grandi, medie e piccole dimensioni per soddisfare le esigenze di piccole produzioni o di produzione su larga scala. Precisione dimensionale del getto : i getti solidificati sotto pressione presentano un'elevata precisione dimensionale e stabilità di forma. Facile automazione della produzione : il funzionamento è semplice e l'attrezzatura è facilmente meccanizzabile e automatizzabile.
4. Quali sono i limiti della fusione a bassa pressione?
I principali limiti della fusione a bassa pressione includono: L'efficienza produttiva è relativamente bassa : rispetto alla fusione ad alta pressione, la fusione a bassa pressione ha un processo di riempimento e solidificazione più lento, che può portare a un ciclo di produzione più lungo. I costi di investimento e manutenzione delle attrezzature sono elevati : sono necessarie attrezzature e stampi specializzati, e i costi di acquisto e manutenzione sono elevati. Limitazioni dei materiali : è principalmente adatta per leghe di metalli non ferrosi con basso punto di fusione e ha una scarsa applicabilità ai metalli con alto punto di fusione. L'elevata difficoltà tecnica è elevata : è richiesto un controllo preciso dei parametri di processo, il che richiede un alto livello di competenza e conoscenza da parte dell'operatore.
Riepilogo
La fusione a bassa pressione è un processo di fusione dei metalli efficiente e di alta qualità. I suoi vantaggi unici ne consentono un ampio utilizzo in molti settori, fornendo un importante supporto tecnico alla produzione industriale. Con il continuo sviluppo della tecnologia di fusione, la fusione a bassa pressione continuerà a svolgere un ruolo importante in futuro, fornendo prodotti di fusione di qualità sempre maggiore a diversi settori.


📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


