
低圧鋳造とは、溶融金属を再利用可能な鋳型に低圧で注入する鋳造プロセスです。この鋳造技術は、高品質、高精度、高効率であるため、複雑な形状や高い表面仕上げが求められる部品の鋳造に最適です。
LSは、国際的なハイエンドOEM/ODMメーカーとして、20年近い開発経験を有しています。自動車、オートメーション、医療、航空宇宙、ロボット工学など、さまざまな業界のお客様にサービスを提供してまいりました。当社の主要な製造サービスには、CNC加工、板金加工、プレス加工が含まれます。また、金型製作、射出成形、3Dプリンティング、プラスチック印刷、そして完全なターンキープロジェクトにも事業を拡大しており、鋳造に関するあらゆるニーズに対応できるワンストップショップです。
低圧鋳造とは何ですか?
低圧鋳造は、ガス圧を駆動力として溶融金属を鋳型キャビティにスムーズかつ均一に充填し、制御された環境条件下で凝固プロセスを完了させる金属成形プロセスです。この技術は通常、密閉された鋳造システムで行われます。ガス圧の大きさや時間を精密に制御することで、溶融金属の充填速度と凝固プロセスを細かく制御できます。
低圧鋳造は、鋳型充填時に溶融金属によって引き起こされる乱流、酸化、気孔などの欠陥を効果的に回避できるだけでなく、鋳造品の密度、機械的特性、表面品質も向上させることができます。そのため、航空宇宙、自動車製造、電力機器、精密機器などの分野で広く用いられており、ハイエンド製造分野において幅広い用途があります。
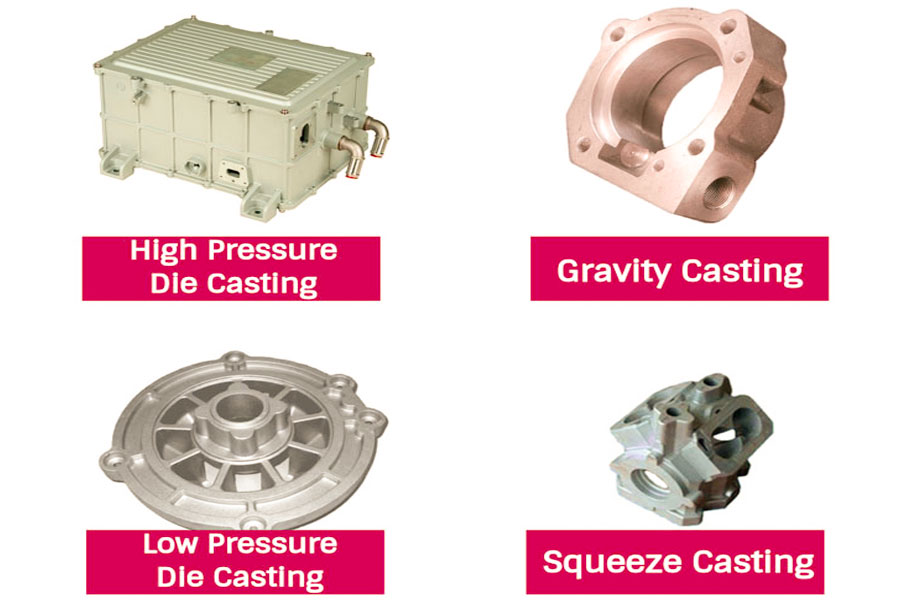
低圧鋳造と高圧鋳造の違いは何ですか?
低圧鋳造と高圧鋳造は、2つの異なる金属鋳造プロセスであり、多くの点で大きく異なります。以下の表は、これら2つの鋳造プロセスの主な違いを比較したものです。
| プロジェクト | 低圧鋳造 | 高圧鋳造 |
|---|---|---|
| 原動力 | ガス圧(気圧) | 油圧シリンダー駆動(油圧式) |
| 圧力範囲 | 一般的に、気圧は低く、0~2kg/cm²です。 | 高圧、油圧を使用 |
| 充填速度 | 速度が遅くなると、ガスが排出されやすくなります | より速く、生産効率を向上させる |
| 鋳造品質 | 高品質、高精度、高密度組織 | 表面の状態は良好ですが、内部に気孔がある可能性があります。 |
| 鋳造タイプ | 複雑な形状、高精度が求められる | 薄肉鋳造品向けに大規模かつ大量生産される |
| 適用分野 | 自動車部品、航空宇宙部品など | 家電製品、ハードウェア製品など |
| 設備費 | 比較的低い | 金型製造サイクルが高いほど長くなります |
| 生産性 | 一般的に、凝固速度は遅い | 高品質で、大量生産に適しています。 |
| 金型材料 | 鋳型砂、樹脂砂、金属、セラミックなど | それはあなたの具体的なニーズによります |
| アドバンテージ | 構造が緻密で、機械的特性が良好であり、機械化や自動化が容易である。 | 高い生産効率、薄肉鋳造に適しています |
| デメリット | 生産性の低下と鋳造サイクルの長期化 | 内部に気孔がある可能性があり、鋳造品は緻密ではありません。 |
低圧鋳造で一般的に使用される金属は何ですか?
低圧鋳造技術は、アルミニウム合金への適用範囲が広いため、しばしばアルミニウム低圧鋳造と呼ばれますが、このプロセスは他の様々な材料にも同様に適用可能です。以下は、低圧鋳造で一般的に使用される材料の例です。
1.アルミニウム
成形工程では、アルミニウムはスムーズに流れ、金型の隅々まで行き渡ります。さらに、アルミニウムは肉厚が5mmを超える薄肉鋳物の製造に特に適しています。これらの特性に加え、アルミニウムの軽量性と高強度が、多くの産業分野におけるアルミニウムの幅広い利用を決定づけています。
2.銅
銅合金は、高い引張強度のおかげで、低圧鋳造プロセスにも適しています。鋳造プロセス中、銅合金は急速に凝固・冷却され、微細な結晶構造を形成するため、鋳造時の割れを防ぎます。耐久性や熱伝導性といった銅合金のその他の特性も、さまざまな産業で広く利用される理由となっています。ただし、銅は融点が高いため、プロセスエネルギー消費量が増加し、コストが高くなる点には注意が必要です。
3. マグネシウム
マグネシウムは、鋳造性が高く流動性にも優れているため、低圧鋳造に最適な材料です。鋳型に継ぎ目なく充填されるため、鋳造品に気泡が生じることはありません。また、マグネシウムは強度対重量比が高く、耐食性にも優れているため、広く利用されています。
4.亜鉛
亜鉛は低圧鋳造においても優れた性能を発揮します。鋳造性に優れ、融点が低く、凝固速度が速いため、低圧鋳造材料として最適です。高圧鋳造と比較して、低圧亜鉛鋳造はサイクルレートの向上とコスト削減につながります。さらに、亜鉛は鋳型への摩耗が少ないため、金型寿命の延長にも貢献します。亜鉛の高い引張強度と耐食性も、様々な分野での応用可能性を広げています。

低圧鋳造工程の手順とは?
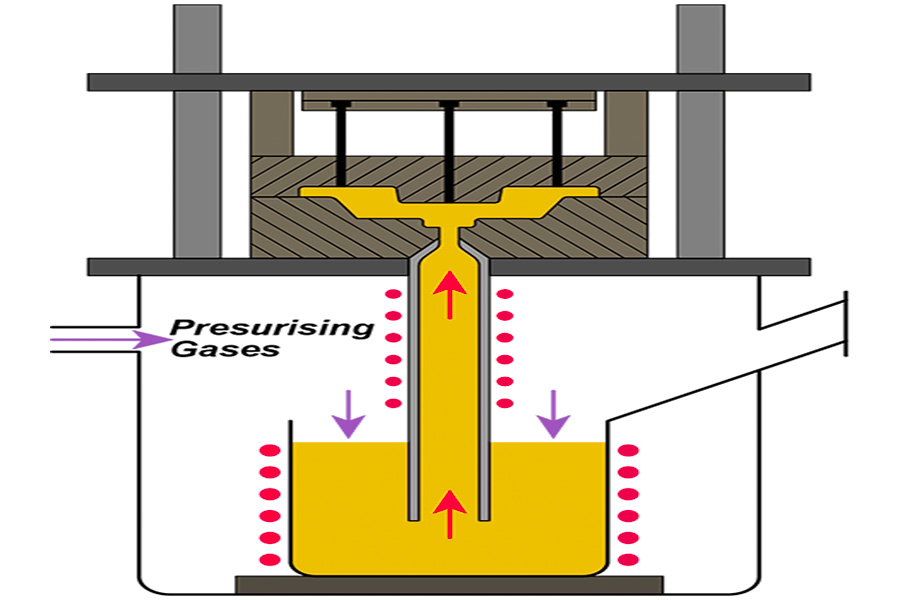
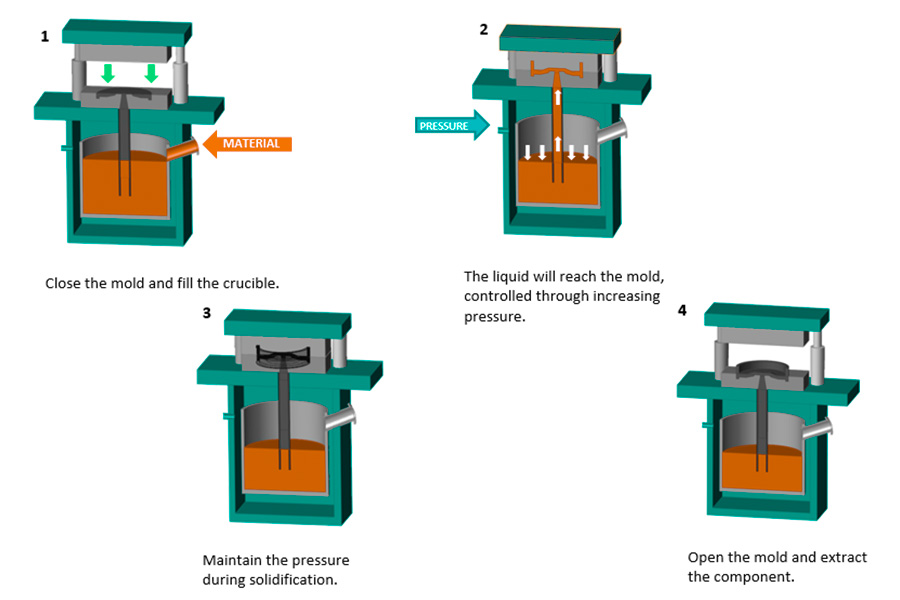
低圧鋳造の基本原理は、ガス圧を利用して溶融金属を押し込み、鋳型にスムーズに充填して加圧下で凝固させることです。鋳造工程では、るつぼ内の溶融金属はガス圧の影響を受け、液柱を通って底部から上部へと鋳造キャビティに流れ込みます。低圧鋳造工程は主に以下のステップで構成されます。
- 金型準備:この工程は、金属部品の最終形状を定める金型の準備から始まります。金型は、鋳造する金属の融点よりわずかに低い温度まで予熱されます。
- 溶融金属射出成形:溶融金属(多くの場合、アルミニウムまたは亜鉛)を、金型の下にある保持炉に注ぎ込みます。溶融金属は比較的低い圧力で金型に射出されます。つまり、溶融金属に圧力を加えて、ライザーチューブを通って金型キャビティに押し上げます。
- 凝固:金属が完全に凝固するまで圧力が維持されます。金属は空洞の形状に沿って固まります。
- 取り出し:金属が固まった後、金型が開かれる。新しく鋳造された製品が取り出される。
- トリミングと仕上げ:余分な材料(バリ)を除去します。品質基準を満たすために、追加の仕上げ工程が適用される場合があります。余分な材料や廃棄された部品は、多くの場合、将来の使用のためにリサイクルされます。
低圧鋳造の主な利点は何ですか?
低圧鋳造には多くの利点があり、様々な産業に適したダイカスト法となっています。以下に、この製法の利点をいくつかご紹介します。
高精度
低圧鋳造法で製造された部品は、精度が高く、精密です。これは、一定の温度と圧力下で金型への充填がゆっくりと行われるためです。このプロセスに伴う高い寸法精度は、製造後に組み立てが必要な小型鋳造品の製造において重要です。
高純度の鋳造品を形成する
このプロセスは低圧でゆっくりと金型に金属が充填されるため、スラグが発生しず、非常に純度の高い鋳造品が得られます。溶融金属の表面にスラグが発生するのは、他のダイカストプロセス、特に高圧鋳造ではよく見られる現象です。しかし、この鋳造プロセスでは上方への移動を利用するため、金属をポンプで送り込む際にスラグが保持炉から排出されることはありません。
成形性に優れている
低圧鋳造は、割れや変形のない金属部品を製造できるため、成形性に優れています。そのため、複雑な形状やデザインの部品の製造に適しています。
結晶
凝固過程における適切な熱分布と加圧により、最終製品の結晶化が促進される。結晶化によって、より微細な結晶粒を持つ、より強度のある製品が製造される。そのため、低圧鋳造は、衝撃や応力に対する耐性が不可欠な用途に適している。
環境に優しい
低圧鋳造は環境に優しいプロセスです。他の鋳造プロセスと比較して、エネルギー効率に優れています。さらに、発生する廃棄物は最小限で、リサイクル可能です。環境に優しい低圧ダイカストは、運用コストの削減にもつながります。
低圧鋳造の欠点は何ですか?
低圧鋳造技術は、精密な製造目標を達成するための好ましい解決策と考えられているが、いくつかの制約も伴う。
1. 生産サイクルが長く、コストが高い
低圧鋳造では圧力が低いため、生産サイクルが比較的遅くなり、単位時間あたりに製造できる部品数が制限され、部品1個あたりのコストが上昇する。
2.金属部品は腐食しやすい
低圧鋳造工程では、装置の金属部品が溶融金属と直接接触するため腐食しやすく、特にアルミニウム製の鋳型は損傷を受けやすい。これは、特に大規模な生産ラインにおいてメンテナンスコストを増加させるだけでなく、金属部品への溶融金属の浸入によって溶融金属の性能が低下する可能性もある。
3.薄肉部品の製造には限界がある
低圧鋳造技術で実現できる最小鋳造肉厚は約3mmである。この制限により、薄肉部品の製造においては高圧鋳造に比べて優位性はない。
LSを鋳造メーカーとして選ぶ理由
どのような鋳造加工サービスが必要であっても、当社がお手伝いいたします。当社の専門知識と業界最先端の技術により、最高品質の鋳造品をご提供いたします。
- 多種多様な材料の加工に対応可能です。どのような材料の加工をご希望でも、専門的なソリューションをご提供いたします。
- カスタマイズサービス:お客様の設計要件と仕様に基づき、お客様独自のニーズを満たす鋳造品を提供するために、カスタマイズされたソリューションを提供します。
- 競争力のある価格:当社は、お客様がコスト管理において最大限のメリットを得られるよう、競争力のある価格と費用対効果の高いソリューションを提供します。
- 迅速な納品:当社は効率的な生産プロセスと柔軟な生産計画により、お客様のご注文をタイムリーにお届けし、緊急のプロジェクトニーズにも対応できます。
LSは、ISO 9001:2015、ISO 9001:14001、IATF16949の認証取得により、鋳造品の品質を保証します。LSでは、鋳鉄、鋼、ニッケル合金など、お客様のビジネスニーズに合わせた鋳造品を製造いたします。お問い合わせはこちらをクリックしてください。
よくある質問
1. 低圧鋳造とは何ですか?
低圧鋳造は、ガス圧を利用して溶融金属をるつぼ内に押し込み、ライザーチューブを通して鋳型キャビティの底部から上部へとスムーズに流し込み、完全に凝固させる金属鋳造プロセスです。このプロセスでは、鋳造品の品質と性能を確保するために、ガス圧と溶融金属の充填速度を精密に制御する必要があります。
2. 低圧鋳造の動作原理は何ですか?
低圧鋳造プロセスでは、乾燥した圧縮空気または不活性ガスを密閉されたるつぼに導入し、溶融金属表面にかかる圧力によって、ライザーチューブに沿って底部から上部へと鋳型をスムーズに充填します。充填圧力は一般的に20~60kPaであり、溶融金属の上昇高さはるつぼ内のガス圧に比例し、溶融金属の密度に反比例します。鋳造物は圧力下で結晶化・凝固し、緻密な構造を持つ鋳造品が得られます。
3.低圧鋳造の主な利点は何ですか?
低圧鋳造の主な利点は次のとおりです。鋳造品質が良い: 溶融金属は圧力下でスムーズに充填されるため、酸化スラグやガスの関与が減り、鋳造品の純度と組織の緻密性が向上します。金属の利用率が高い:ライザーは不要で、ライザーチューブ内の未凝固金属はるつぼに再流動させて再利用できるため、溶融金属の歩留まりが向上します。適応性が高い: さまざまな合金材料や鋳造材料に適しており、小ロット生産や大規模生産のニーズを満たすために、大小さまざまな鋳造品を生産できます。鋳造品の寸法精度が高い: 圧力下で凝固した鋳造品は、寸法精度と形状安定性に優れています。生産の自動化が容易: 操作が簡単で、装置の機械化と自動化が容易です。
4. 低圧鋳造の限界は何ですか?
低圧鋳造の主な制約事項は以下のとおりです。生産効率が比較的低い:高圧鋳造と比較して、低圧鋳造は充填および凝固プロセスが遅いため、生産サイクルが長くなる可能性があります。設備投資および維持コストが高い:専用の設備と金型が必要であり、購入および維持コストが高くなります。材料の制約:主に低融点の非鉄金属合金に適しており、高融点の金属には適用性が低い。技術的難易度が高い:プロセスパラメータの精密な制御が必要であり、オペレーターの高いスキルと知識が求められます。
まとめ
低圧鋳造は、効率的で高品質な金属鋳造プロセスです。その独自の利点により、多くの分野で広く利用されており、工業生産に重要な技術的支援を提供しています。鋳造技術の継続的な発展に伴い、低圧鋳造は今後も重要な役割を果たし続け、様々な産業に高品質な鋳造製品を提供していくでしょう。


📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


