
Литье под низким давлением – это высокоточный и высокопроизводительный процесс производства металлов. подходит для промышленных, коммерческих и потребительских товаров. Пресс-формы для литья под давлением имеют длительный срок службы, подходят для изготовления сложных металлических деталей и имеют большое значение в массовом производстве.
Некоторые металлы подходят в качестве материалов для литья под низким давлением. Основными материалами для литья под низким давлением являются сплавы алюминия, магния и цинка, каждый из которых имеет свои преимущества и подходящее применение. В этой статье представлены лучшие материалы для литья под низким давлением , перечисляя их соответствующие преимущества и общие применения в производстве.
Что такое литье под низким давлением?
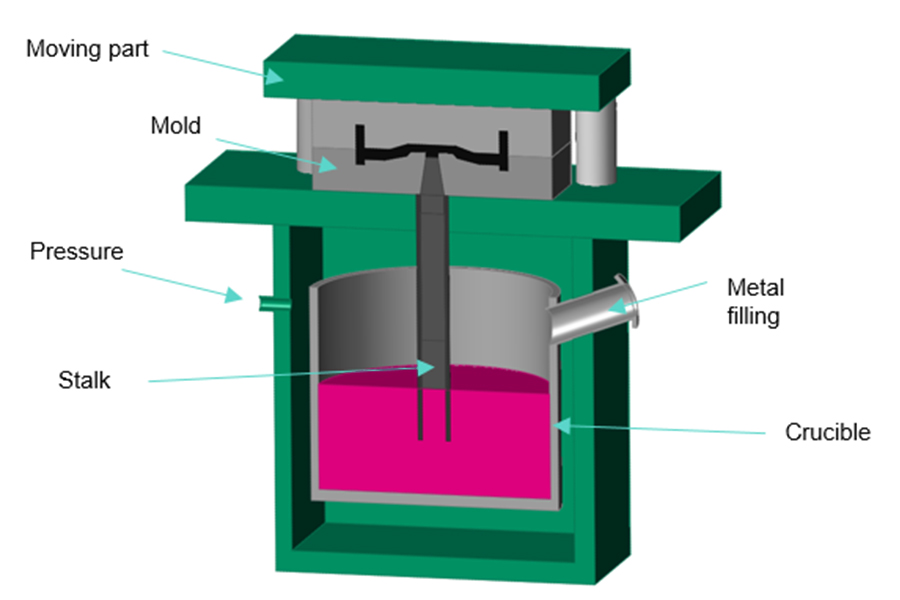
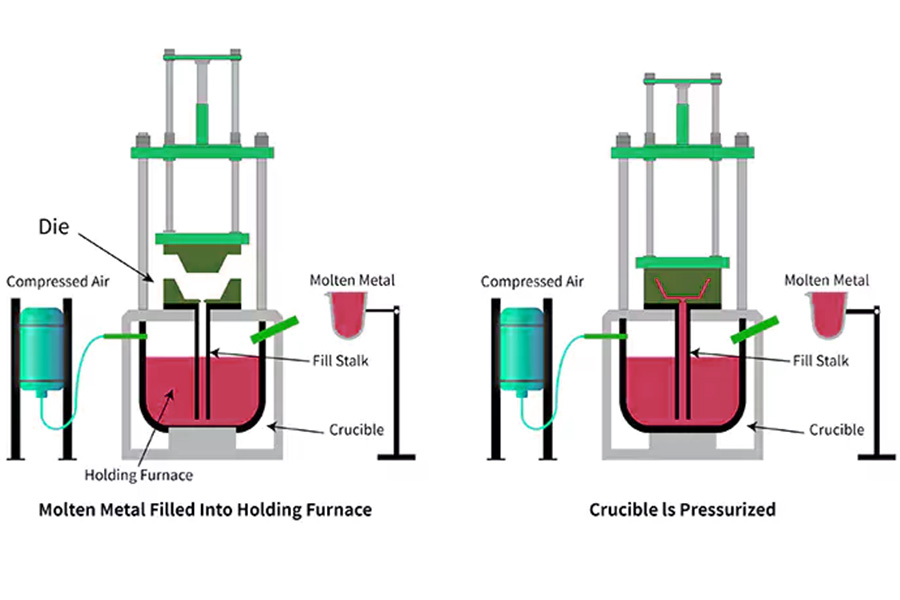
Литье под низким давлением – это процесс формовки металлов. который использует давление газа в качестве движущей силы, чтобы протолкнуть расплавленный металл, чтобы он плавно и равномерно заполнил полость формы и завершил процесс затвердевания в контролируемых условиях окружающей среды. Эту технологию обычно осуществляют в герметичной системе литья. Точно регулируя величину и время давления газа, можно добиться точного контроля скорости наполнения и процесса затвердевания расплавленного металла.
Литье под низким давлением позволяет не только эффективно избежать таких дефектов, как турбулентность, окисление и поры, вызванные расплавленным металлом во время заполнения формы, но также улучшить плотность, механические свойства и качество поверхности отливок. Поэтому, широко используется в аэрокосмической и автомобильной промышленности. , энергетическое оборудование и точные инструменты. Он имеет широкий спектр применения в высокотехнологичных производственных областях.
Какие материалы используются при литье под низким давлением?
При литье под низким давлением в основном используются следующие типы материалов:
1. Литейный материал
Литейный материал – это вещество, используемое для изготовления отливок, и при литье под низким давлением можно использовать различные литейные материалы. адаптироваться к потребностям различных кастингов. К распространенным материалам пресс-форм относятся:
- Формовочный песок: широко используемый литейный материал с хорошей формуемостью и воздухопроницаемостью, подходит для изготовления отливок сложной формы.
- Смола-песок: смесь частиц смолы и песка, обладающая высокой прочностью и твердостью, пригодная для изготовления высокоточных и качественных отливок.
- Металл: например медь, железо, алюминий и другие металлические материалы , может использоваться для изготовления отливок в металлических формах, обладает высокой теплопроводностью и хорошей износостойкостью.
- Керамика: Обладая высокой твердостью и устойчивостью к высоким температурам, она подходит для изготовления отливок из жаропрочных сплавов.
- Графит: Обладая хорошей самосмазкой и устойчивостью к высоким температурам, он подходит для изготовления отливок, требующих самосмазывания или устойчивости к высоким температурам.
- Гипс: легко поддается формованию и деформированию, подходит для изготовления отливок небольших размеров и сложной формы.
2. Материалы пресс-формы
Материал пресс-формы – это материал, используемый для изготовления форм для литья под низким давлением. Пресс-форма для литья под низким давлением должен выдерживать эрозию и давление высокотемпературной металлической жидкости, поэтому выбор материала формы очень важен. К распространенным материалам пресс-форм относятся:
- Чугун: низкая стоимость, легко поддается обработке, но легко деформируется, относительно короткий срок службы. Подходит для изготовление отливок с низкими требованиями к сроку службы пресс-формы.
- Легированная сталь: с высокой твердостью и прочностью, хорошей износостойкостью, подходит для изготовления высокоточных и высококачественных литейных форм.
- Твёрдый сплав: с высокой твёрдостью и высокой износостойкостью, подходит для изготовления форм, требующих высокой очищающей силы и высокого давления.
- Вольфрамовая ручка: с чрезвычайно высокой твердостью и износостойкостью, но высокой стоимостью, подходит для изготовления форм и требований к износостойкости.
- Алюминиевый сплав: небольшая плотность, высокая прочность, хорошая жесткость, хорошая теплопроводность, качество света, легкость в обработке. механическая обработка и сварка , может подойти для изготовления форм большого и среднего размера.

Как выбрать подходящие материалы для литья под низким давлением?
Когда выбор подходящих материалов для литья под низким давлением следует учитывать следующие ключевые факторы:
- Требования к характеристикам отливки: материалы выбираются на основе требуемых механических свойств (таких как прочность, твердость, ударная вязкость и т. д.) и химических свойств (таких как коррозионная стойкость, термостойкость и т. д.) отливки. Убедитесь, что выбранный материал соответствует условиям использования и функциональным требованиям отливки.
- Характеристики обработки: учитывайте литейные свойства материала, включая текучесть, усадку, склонность к горячему растрескиванию и т. д. Легко отливаемые материалы уменьшают количество дефектов и улучшают качество отливки.
- Экономическая эффективность: Оцените стоимость различных материалов, включая цены на сырье, плату за обработку и затраты на последующую обработку. Выбирайте экономичные материалы, чтобы обеспечить экономическую выгоду.
- Пригодность к вторичной переработке: Учитывайте защиту окружающей среды и возможность вторичной переработки материалов, чтобы соответствовать текущим тенденциям в области защиты окружающей среды и политическим требованиям.
- Производственный опыт и технологии: в сочетании с существующим производственным опытом и техническим уровнем выбирайте материалы, которые просты в эксплуатации и контроле, чтобы снизить производственные сложности и риски.
Каковы преимущества литья под низким давлением?
Литье под низким давлением имеет ряд существенных преимуществ. :
| Преимущества | Описание |
| Высокая чистота отливок | Поскольку расплавленный шлак обычно плавает на поверхности расплавленного металла, литье под низким давлением заполняет форму через расплавленный металл в нижней части тигля, что позволяет избежать возможности попадания расплавленного шлака в полость формы, тем самым улучшая чистоту отливок. |
| Стабильное наполнение | Расплавленный металл под давлением плавно заполняет форму, что уменьшает опрокидывание, удары и разбрызгивание расплавленного металла при заполнении формы, уменьшает образование оксидного шлака, улучшает качество отливки. |
| Отливка имеет плотную структуру. | Отливка кристаллизуется и затвердевает под давлением и может подаваться полностью, что придает отливке плотную структуру и высокие механические свойства. |
| Высокий коэффициент использования расплавленного металла | Как правило, стояк не требуется, а незатвердевший металл из стояка можно вернуть в тигель для повторного использования, что значительно увеличивает выход расплавленного металла, обычно до более чем 90%. |
| Легко автоматизировать | Литье под низким давлением просто в эксплуатации, имеет хорошие условия труда, высокую эффективность производства, легко реализовать механизированное и автоматизированное производство. |
| Широкая сфера применения | Литье под низким давлением может использоваться для литья различных цветных сплавов, таких как алюминиевые сплавы, магниевые сплавы и т. д., а также чугуна и литой стали. Он особенно подходит для литья отливок сложной формы с высокими требованиями к производительности и качеству. |
Каковы недостатки литья под низким давлением?
Недостатки литья под низким давлением в основном включают следующие моменты:
| Недостатки | Описание |
| Сравнительно низкая эффективность производства. | По сравнению с литьем под давлением, литье под низким давлением имеет более низкую эффективность производства, главным образом потому, что цикл литья более продолжительный, а скорость затвердевания относительно медленная из-за более высокой температуры формы. |
| Высокие затраты на оборудование | Оборудование, необходимое для литья под низким давлением, относительно сложное, включая главный двигатель, гидравлическую систему, раздаточную печь, устройство для создания давления на поверхности жидкости, электрическую систему управления и систему охлаждения формы и т. д., поэтому инвестиции в оборудование относительно велики. |
| Высокие требования к менеджменту | Чтобы поддерживать направленное затвердевание и текучесть расплава, литье под низким давлением требует комплексного и строгого управления, включая точный контроль параметров процесса, таких как температура и давление, что увеличивает сложность и стоимость управления. |
| Срок службы подъемной трубы ограничен. | стояк легко подвергается коррозии и ломается при длительном использовании. Особенно при производстве отливок из алюминиевых сплавов тигель и стояк находятся в длительном контакте с расплавленным металлом, что с большей вероятностью сокращает срок службы стояка. |
Какое оборудование обычно используется при литье под низким давлением?
Основным оборудованием, обычно используемым при литье под низким давлением, является машина для литья под низким давлением , но вся система литья под низким давлением также содержит некоторые другие ключевые компоненты и оборудование, в том числе:
- Машина для литья под низким давлением: это основное оборудование процесс литья под низким давлением и используется для контроля процесса заливки и затвердевания расплавленного металла. Обычно включает в себя главный двигатель, гидравлическую систему, электрическую систему управления и другие детали.
- Изоляционная печь: используется для хранения и изоляции расплавленного металла, чтобы обеспечить поддержание стабильной температуры расплавленного металла во время процесса литья. Распространенные типы разогревающих печей включают раздаточные печи с графитовым тиглем и выдерживающие печи с огнеупорной футеровкой.
- Подъемная труба: металлическая трубка, соединяющая раздаточную печь и форму, используемая для подачи расплавленного металла из раздаточной печи в полость формы. Материал и размер стояка нужно подбирать в зависимости от типа отливки металла и размеров отливки.
- Форма: Инструментальное оборудование, используемое для придания формы отливке. При проектировании формы необходимо учитывать такие факторы, как текучесть расплавленного металла и усадка при затвердевании, чтобы обеспечить качество отливки.
- Устройство для создания давления на поверхность жидкости: используется для приложения давления к расплавленному металлу для заполнения полости формы снизу вверх. Устройства для создания давления обычно включают в себя воздушные насосы, манометры, клапаны и другие компоненты.
- Система охлаждения: используется для охлаждения формы для ускорения процесса затвердевания отливки. Система охлаждения обычно включает в себя трубы охлаждающей воды, водяные насосы, радиаторы и другое оборудование.
- Оборудование для обработки жидкостей сплавов: используется для дегазации и удаления шлаков из расплавленного металла с целью улучшения качества отливок. Обычное оборудование для обработки жидкостей сплавов включает в себя вращающийся дегазатор, стационарный шлакоуловитель и т. д.
- Оборудование для шлакования: используется для удаления поверхностной накипи и оксидов перед заливкой расплавленного металла. Оборудование для удаления шлака может управляться вручную или с помощью автоматизированного оборудования.
- Оборудование для обнаружения и измерения: используется для обнаружения и измерения таких параметров, как температура, давление и состав расплавленного металла в процессе литья. Обычное оборудование для обнаружения и измерения включает термометры, манометры, анализаторы спектра и т. д.

Какие виды отливок подходят для литья под низким давлением?
виды литья Подходящие для литья под низким давлением в основном включают следующие категории:
- Отливки из цветных сплавов: Литье под низким давлением особенно подходит для производства отливок из цветных сплавов, таких как алюминиевые и магниевые сплавы. Этот тип литья обычно требует плотной структуры, хороших механических свойств и высокого качества поверхности.
- Отливки сложной формы: благодаря хорошим условиям наполнения при литье под низким давлением можно отливать отливки сложной формы. Этот тип литья часто трудно получить другими методами литья, и литье под низким давлением может удовлетворить свои требования .
- Тонкостенные отливки. Литье под низким давлением позволяет получать тонкостенные отливки, поскольку расплавленный металл заполняет форму под давлением и может лучше заполнять полость формы и избегать таких дефектов, как поры и включения.
- Отливки с высокими требованиями к качеству: Отливки, отлитые методом литья под низким давлением, обычно обладают высокими механическими свойствами, устойчивостью к давлению и стойкостью к утечкам, поэтому подходят для производства отливок с высокими требованиями к качеству, таких как блоки цилиндров, головки цилиндров, поршни и другие автомобильные детали. а также большие морские гребные винты и большие коленчатые валы из ковкого чугуна и т. д.
Чем литье под низким давлением отличается от литья под высоким давлением?
Литье под низким давлением и литье под высоким давлением — это два разных процесса литья металлов. , и они существенно различаются по многим аспектам. В следующей таблице сравниваются основные различия между двумя процессами литья:
| Проект | Литье под низким давлением | Литье под высоким давлением |
|---|---|---|
| Движущая сила | Давление газа (барометрическое давление) | Привод гидроцилиндра (гидравлический) |
| Диапазон давления | Как правило, оно низкое, а давление воздуха составляет 0 ~ 2 кг/см². | Высокое, используйте давление масла |
| Скорость наполнения | Медленнее, что помогает газу вытесняться. | Быстрее, повысить эффективность производства |
| Качество литья | Высокое качество, высокая точность, плотная ткань | Качество поверхности хорошее, внутри могут быть поры. |
| Тип литья | Сложные формы, высокие требования к точности. | Крупносерийное, серийное производство для тонкостенных отливок. |
| Области применения | Автозапчасти, аэрокосмические детали и т. д. | Бытовая техника, метизы и т. д. |
| Стоимость оборудования | Относительно низкий | Чем выше цикл изготовления пресс-формы, тем дольше |
| Производительность | В целом скорость свертывания крови замедляется. | Высокая, подходит для массового производства |
| Материал пресс-формы | Формовочный песок, смоляной песок, металл, керамика и т. д. | Это зависит от ваших конкретных потребностей |
| Преимущество | Структура плотная, механические свойства хорошие, ее легко механизировать и автоматизировать. | Высокая эффективность производства, подходит для тонкостенных отливок. |
| Недостатки | Низкая производительность и длинные циклы разливки | Внутри могут быть поры, а отливка не плотная |
Каковы этапы истории литья под низким давлением?
история литья под низким давлением восходит к началу 20 века и прошел несколько этапов развития. Вот краткий обзор истории литья под низким давлением:
- Происхождение и ранние эксперименты: В начале 20 века начал появляться прототип литья под низким давлением. В 1920-х годах Франция и Германия начали пытаться применить метод литья под низким давлением для литья алюминиевых сплавов. Однако оно все еще находилось на стадии экспериментального и первоначального накопления, технические условия были относительно отсталыми, а применение алюминиевых сплавов не было широко распространено, поэтому процесс литья под низким давлением не получил широкого распространения.
- Мелкомасштабное применение: В 1945 году, после окончания Второй мировой войны, литье под низким давлением стало использоваться в небольших масштабах в Великобритании, в основном для производства гражданских промышленных деталей, таких как водосточные трубы и пивные ёмкости. С тех пор технология литья под низким давлением начала применяться также в электротехнической, текстильной и других отраслях промышленности.
- Широкое применение и развитие автомобильной промышленности: В 1950-е гг. технология литья под низким давлением начал привлекать внимание мировой автомобильной промышленности. В 1956 году западногерманская компания KS начала применять технологию литья под низким давлением для производства головок цилиндров двигателей с воздушным охлаждением для небольших автомобилей. В 1958 году американцы применили литье под низким давлением для отливки деталей автомобильных двигателей, таких как головки цилиндров, корпуса, коробки передач и т. д. Это положило начало широкому применению литья под низким давлением и вызвало большой резонанс в автомобильной промышленности.
- Развитие в Китае. В конце 1950-х гг. метод литья под низким давлением был завезен в Китай. В 1960-х годах Китай начал исследования и внедрение оборудования для литья под низким давлением. Производство головок цилиндров с воздушным охлаждением для легковых автомобилей стало началом практического применения литья под низким давлением в Китае. В 1961 году в Китае начали использовать технологию литья под низким давлением для производства автозапчастей. С тех пор технология литья под низким давлением широко используется в автомобильной промышленности Китая и постепенно завоевала прочные позиции в области литья из легких сплавов.
- Современные применения и разработки: С развитием облегчения автомобилей и увеличением спроса на высокопроизводительные детали технология литья под низким давлением получила дальнейшее развитие. Современная технология литья под низким давлением позволяет производить более сложные и качественные отливки и широко используется в автомобильной, аэрокосмической и других областях.
Где применяется литье под низким давлением?
Типичные области применения литья под низким давлением охватывают различные области, такие как автомобили, аэрокосмическая промышленность и потребительские товары. Ниже приводится подробное описание этих приложений:
1.Автомобильное производство:
В автомобильной промышленности, литье под низким давлением широко используется для производства ключевых деталей, таких как колеса. , детали двигателя (такие как блоки цилиндров, головки цилиндров), детали подвески и т. д. Эти детали требуют высокой прочности, высокой точности и хорошей коррозионной стойкости. Технология литья под низким давлением позволяет удовлетворить эти требования и повысить надежность и долговечность автомобилей.
2. Аэрокосмическая промышленность:
В области аэрокосмической промышленности литье под низким давлением используется для изготовления легких конструктивных деталей, таких как лопасти авиационных двигателей. , детали турбин и т. д. Эти детали должны выдерживать суровые условия эксплуатации при высоких температурах, высоком давлении и высокой скорости. Технология литья под низким давлением может обеспечить материалы с высокой прочностью, высокой ударной вязкостью и термостойкостью, чтобы обеспечить безопасность и производительность аэрокосмических аппаратов.
3.Производство товаров народного потребления:
В сфере потребительских товаров литье под низким давлением используется для производства высококачественных электротехнических изделий. и корпуса электронных изделий, кухонная утварь, мебельная фурнитура и т. д. Эти изделия требуют изысканного внешнего вида и хорошей долговечности. Технология литья под низким давлением позволяет получать высокоточные, блестящие и устойчивые к коррозии материалы, отвечающие требованиям потребителей к качеству продукции.
4.Другие промышленные области:
Литье под низким давлением также используется в других отраслях промышленности, таких как судостроение, производство тяжелого машиностроения и т. д. В этих областях технология литья под низким давлением позволяет производить отливки больших, сложных форм и высокопроизводительные отливки, отвечающие требованиям промышленного оборудования к высокой прочности, высокой точности и длительному сроку службы.
Каковы причины выбора LS в качестве партнера?
LS Steel, безусловно, является одним из производителей алюминия в Китае. и поставщики услуг по производству литья под давлением цинка. Помимо литья, мы также представляем поставщиков прототипов, оснастки, механической обработки и отделки полов. Мы используем, по существу, самый передовой опыт в производстве литья под давлением. Наш Сервис механической обработки с ЧПУ работает с одним из лучших специалистов и опытными инженерами и сотрудниками с десятилетним опытом работы. Мы предоставляем одно из лучших экономичных и технических решений по проектированию и производству механической обработки, которые вы можете запросить. Вот отчет о наших возможностях обработки на станках с ЧПУ:
- Наш фрезерный цех с ЧПУ включает в себя 5-осевые станки с ЧПУ это чрезвычайно точно. Эти машины способны обеспечить допуск до 0,005 мм.
- Теперь у нас есть опыт в области быстрых приспособлений с ЧПУ, который обеспечивает более быструю обработку и своевременную поставку нашим покупателям.
- Наши услуги по механической обработке предназначены не только для литья деталей, но и для многих видов пластмасс и деталей из хромированной стали.
- От превосходных токарных станков с ЧПУ и электроэрозионных станков до напольно-шлифовальных станков и станков для резки проволоки — в нашем механическом магазине есть все, что вам нужно для механической обработки.
Процесс механического литья – это не самая лучшая работа для полуфабриката. Напольное окончание также может быть важной частью производства отливок. Помня об этом, мы предлагаем услуги по отделке поверхности, такие как анодирование, порошковое покрытие, хромирование, влажная окраска и многие другие. Итак, вы можете увидеть это Поставки LS Steel все решение о производстве литья под давлением. Мы предлагаем поставщиков в Китае, а также на международном уровне. Свяжитесь с нами, чтобы получить одну из лучших услуг по производству литья под давлением из Китая.
Часто задаваемые вопросы
1. Какие материалы в основном используются в качестве литейных материалов при литье под низким давлением?
Существует множество вариантов материалов для форм для литья под низким давлением, включая, помимо прочего, формовочный песок, смоляной песок, металл, керамику, графит и гипс. Выбор различных материалов зависит от точности, сложности и требуемых свойств отливки. Например, для высокоточных отливок обычно используются металлические формы, для отливок со сложной внутренней структурой могут использоваться песчаные стержни, а для отливок со сложной структурой и высокими требованиями к точности могут использоваться паковочные формы.
2. Для каких материалов в основном подходит литье под низким давлением?
Литье под низким давлением в основном подходит для отливок. сплавов цветных металлов, особенно легких сплавов, таких как алюминиевые и магниевые сплавы. Эти сплавы обладают хорошей формуемостью, коррозионной стойкостью, легким весом и высокой прочностью, что делает их идеальными для процессы литья под низким давлением . Кроме того, литье под низким давлением также можно использовать для производства медных, чугунных и стальных отливок с более высокими температурами плавления, но, условно говоря, его применение в литье легких сплавов более обширно.
3. Каковы характеристики отливок, отлитых под низким давлением?
Отливки для литья под низким давлением имеют характеристики плотной структуры. , хорошее качество поверхности и высокий выход процесса. Благодаря использованию технологии антигравитационного литья эта технология позволяет отливать тонкостенные и сложные отливки, трудно поддающиеся формовке, и подходит для производства средне- и тонкостенных отливок. Кроме того, отливки, отлитые под низким давлением, также обладают хорошими механическими свойствами и формуемостью и подходят для производства отливок с высокими требованиями к производительности.
4. Для каких отраслей и областей подходит литье под низким давлением?
Литье под низким давлением в основном используется в области литья цветных сплавов. , особенно литье из легких сплавов, таких как алюминиевый сплав и магниевый сплав. Эти отливки широко используются в таких отраслях, как автомобилестроение, электроэнергетика, аэрокосмическая и военная промышленность. Например, с помощью технологии литья под низким давлением можно производить отливки с высокими требованиями к производительности, такие как автомобильные колеса, блоки и головки двигателей, крыльчатки и корпуса ракет.
Краткое содержание
Обычно используемые материалы при литье под низким давлением включают литейные материалы из легких сплавов, такие как алюминиевые сплавы и магниевые сплавы, а также литейные материалы, такие как формовочный песок, смоляной песок, металлические формы и керамические формы. Кроме того, необходимо использовать изоляционные материалы, охлаждающие материалы, антиадгезивы, чистящие средства и другие сопутствующие материалы. При выборе материалов следует всесторонне учитывать такие факторы, как требования к производительности отливки, рабочая среда, стоимость производства и условия процесса, чтобы обеспечить качество и производительность отливки. С развитием науки и техники и развитием технологии литья в будущем при литье под низким давлением можно будет использовать все больше новых материалов и передовых технологий для улучшения качества и производительности отливок, снижения производственных затрат и содействия устойчивому развитию литейной промышленности.


📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


