Le service mondial de fonderie de métaux (GMS) est une solution de fonderie de précision industrielle adaptée à la réorganisation de la chaîne d'approvisionnement mondiale en 2026. Il englobe trois points faibles majeurs de l'approvisionnement en fonderie industrielle : un long cycle de livraison, une porosité élevée et le coût des moules personnalisés pour les petits lots.
À l'heure actuelle, la plupart des fournisseurs sont trop importants pour garantir des simulations de tests professionnelles et une précision de processus optimale , mais il est facile de se retrouver avec des pièces de fonderie défectueuses en grande série. Cet article compare les avantages techniques des neuf plus grands fabricants et établit un guide d'achat numérique professionnel pour trouver des fournisseurs haut de gamme au fil du temps.

Aperçu rapide des principaux paramètres des fournisseurs mondiaux de services de fonderie de métaux en 2026
Ce graphique présente les principales technologies, les capacités de contrôle qualité et les avantages concurrentiels de neuf fournisseurs de services de fonderie courants. Les responsables des achats peuvent ainsi sélectionner rapidement les fournisseurs les plus adaptés à leurs besoins et minimiser les risques liés à l'approvisionnement .
| Marques de services | Avantages du processus de base | Paramètres de contrôle de la qualité | Avantages en termes de coûts |
| LS Manufacturing | Moulage sous vide ultra-compact à 45 mbar, contrôle de température segmenté, élimination de l'hydrogène en cinq étapes | Porosité ≤ 0,5 %, densité 99,5 % , tolérance CT6 | Réduction des coûts de 30 % pour les petits lots. |
| Protolabs | Moulage sous pression standardisé, prototypage rapide | Porosité ≤ 1,2 %, tolérances dimensionnelles standard | Prix unitaire bas pour les pièces standard, prime élevée pour la personnalisation. |
| Fictiv | Moulage standardisé en ligne, devis automatisé . | Porosité ≤1,0%, essais non destructifs de base. | Tarification transparente pour les commandes régulières. |
| Hubs | Intégration de la chaîne d'approvisionnement multicatégorielle, couverture complète du moulage par gravité et du moulage basse pression | Porosité ≤1,5 %, échantillonnage par lots , essais non destructifs . | Rapport coût-efficacité exceptionnel pour les commandes combinées multicatégories. |
| Xométrie | Intégration d'un réseau de production mondial, principalement par coulée par gravité standardisée. | Porosité ≤ 1,4 %, contrôle complet des dimensions de base | Prix unitaire très compétitif pour les pièces standard en grande quantité. |
| 3erp | Fonderie de précision à cire perdue, spécialisée dans les petites pièces en acier inoxydable. | Tolérance standard CT7, contrôle de la composition de fusion de base. | Le moulage de précision pour petites pièces a un prix unitaire bas , tandis que les pièces complexes ont une prime élevée. |
| Rapiddirect | Moulage de précision à la cire perdue, pièces en acier allié sur mesure. | Tolérance CT8 standard, sans processus d'élimination fine de l'hydrogène ni de contrôle de la température. | Livraison rapide pour les commandes de volume moyen, mais coûts de traitement relativement élevés. |
| Premier moule | Prototypage rapide de moules, procédé de moulage au sable simple. | Porosité ≥2,2%, dimensions de base contrôlées manuellement. | Coût de production des moules très faible , mais le taux de rendement n'est pas garanti. |
| Wayken | Moulage au sable en petites séries , livraison rapide de prototypes. | Porosité ≥2,0%, dimensions de base contrôlées par échantillonnage. | Livraison rapide pour les essais de production en petits lots, mais faible stabilité à long terme pour la production de masse . |
Points clés à retenir
- D’ici 2026, la meilleure option pour les services de fonderie de métaux sera un fournisseur international de premier plan doté de technologies de moulage sous vide et de fusion quantitative.
- Grâce à un contrôle précis de la température par segment et à des essais non destructifs par tomographie , la porosité interne de pièces moulées industrielles très complexes peut être limitée à 0,5 %.
- La modernisation des moules numériques et flexibles grâce aux procédés personnalisés de LS Manufacturing peut réduire de 30 % le coût total de la fabrication en petites séries.
Pourquoi faire confiance à l'expérience de fournisseur mondial de LS Manufacturing pour vos services de fonderie de métaux sur mesure ?
S'appuyant sur la vaste expérience mondiale en matière d'approvisionnement acquise au fil des ans, le service de fonderie sur mesure de LS Manufacturing peut être adapté pour répondre à diverses exigences de production industrielle de haute qualité , résolvant ainsi les problèmes de production de masse défectueuse et de chaîne d'approvisionnement instable, et respectant strictement la norme de fonderie industrielle EN 12890:2000 .
Après trois mois de tests comparatifs de procédés multimarques, nous avons analysé en profondeur les défauts de production en série de neuf prestataires de services et constaté que la plupart des entreprises utilisant des plateformes numériques sont incapables d'assurer simultanément une production de masse à la fois précise et économique . Nous avons mis en place un système de contrôle qualité numérique complet, conforme à la norme ASTM B98-20 , et nos technologies exclusives de moulage sous vide et de contrôle de température segmenté permettent de résoudre efficacement le problème des défauts microscopiques dans les pièces moulées , garantissant ainsi une production en série stable.
Nous sommes actuellement certifiés IATF 16949 (système de management de la qualité) par 7S Corporation et disposons d'une gamme complète d'outils et de machines de contrôle de précision pour assurer la qualité de nos produits , de leur conception à la livraison des produits finis . Nous fournissons des services de fonderie fiables à plus de 30 entreprises industrielles à travers le monde, réduisant ainsi considérablement les risques liés à la chaîne d'approvisionnement.
Forts de notre solide expérience industrielle et de notre système technique standardisé, nous sommes en mesure de répondre à toutes vos exigences en matière de fonderie sur mesure haut de gamme. N'hésitez pas à contacter nos ingénieurs à tout moment pour bénéficier d'un service gratuit et personnalisé d'estimation des coûts, afin de calculer avec précision le coût de production de vos pièces moulées sur mesure.

Pourquoi les acheteurs de pièces moulées industrielles sont-ils encore confrontés à des défauts de porosité élevés en 2026 ?
L'une des principales raisons pour lesquelles les acheteurs de pièces moulées industrielles sont confrontés à des défauts de porosité excessifs de manière récurrente est que de nombreux fournisseurs ne disposent pas de systèmes d'évacuation du vide ou de nos capacités très spécialisées en matière de contrôle du flux de coulée. Après la coulée du métal en fusion, l'air et les impuretés résiduelles peuvent facilement se retrouver piégés. En revanche, le moulage sous ultra-vide, combiné au remplissage électromagnétique à très basse pression, permet d'empêcher toute entrée de gaz résiduels dès le départ et d'éliminer ainsi complètement les défauts de porosité dans les pièces moulées .
Différences fondamentales dans le contrôle de la porosité des pièces moulées traditionnelles et modernes
La faible porosité des pièces moulées est une caractéristique essentielle de la fonderie industrielle de haute qualité. La fonderie sous pression atmosphérique est susceptible d'engendrer des défauts de porosité. Les principaux prestataires de services de fonderie, tels que Protolabs et Fictiv, qui s'appuient essentiellement sur le moulage sous pression de petites pièces selon des procédés standardisés, peinent encore à résoudre le problème de la porosité dans les pièces moulées complexes à parois épaisses destinées aux composants industriels . En effet, la maîtrise de la porosité est un facteur déterminant pour la qualité des procédés de fonderie.
LS Manufacturing utilise un système de remplacement de gaz sous vide conforme aux normes internationales, capable de maintenir un niveau de vide dans la cavité du moule inférieur à 45 mbar de manière constante et stable , éliminant ainsi totalement l'air. Pour les alliages d'aluminium couramment utilisés, tels que l'A356 et l'AlSi10Mg, elle emploie une technologie de raffinage par rotor en cinq étapes et d'élimination de l'hydrogène, limitant strictement la teneur en hydrogène du métal en fusion à 0,1 mL/100 g . Le processus d'évacuation de la cavité de coulée élimine la porosité à la source, améliorant considérablement le rendement de coulée.
| Type de processus | Aspirateur pour cavités de moisissure | Teneur en hydrogène dans le métal en fusion | Porosité contrôlable | Type de moulage applicable |
| Moulage en sable par gravité conventionnel | Pression atmosphérique | Hydrogène incontrôlé | ≥2,0% | Pièces structurelles non précises |
| Moulage sous pression standardisé | ≤100 mbar | ≤0,2 mL/100 g | ≤1,2% | Pièces standard industrielles conventionnelles |
| Moulage sous pression de précision sous ultra-vide | ≤45 mbar | ≤0,1 mL/100 g | ≤0,5% | Composants hydrauliques haut de gamme et robustes |
| Fonderie de précision | ≤80 mbar | ≤0,15 mL/100 g | ≤0,8% | petites pièces de précision en acier inoxydable/acier allié |
Méthode de vérification en quatre étapes de l'authenticité technique des fournisseurs
Le service des achats peut rapidement vérifier la capacité du fournisseur à maîtriser la porosité grâce à une procédure standardisée. Les exigences d'approvisionnement des différentes fonderies industrielles sont parfaitement alignées, et la sélection de partenaires fiables s'effectue efficacement.
- Vérifiez la conception du canal d'évacuation dans le moule pour confirmer que la largeur et la profondeur du canal d'évacuation sont adaptées à l' épaisseur de la paroi de la pièce moulée .
- Déterminer précisément le volume de la cavité de la pastille froide afin d'éviter les irrégularités de porosité dues à la présence de ces pastilles.
- Évaluer le degré du processus de déshydrogénation de fusion pour déterminer s'il est capable d' affiner la déshydrogénation au niveau 4 ou supérieur .
- Demandez un rapport de tomographie assistée par ordinateur pour confirmer que la porosité de la pièce moulée est conforme à la norme de référence du secteur, soit 0,5 %.
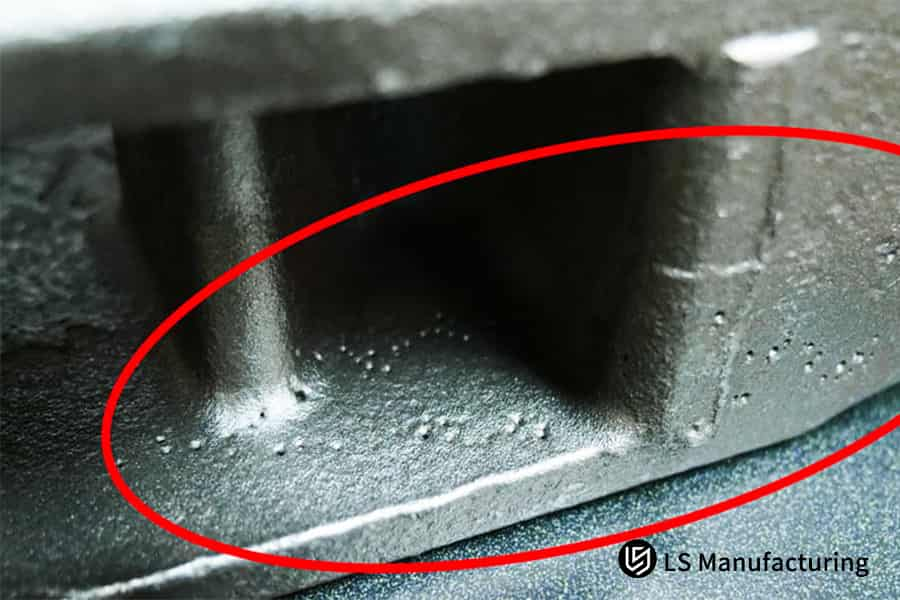
Figure 1 : Pièce moulée en métal avec des défauts de porosité (petits trous) mis en évidence en rouge dans une cavité.
Comment les experts en fonderie de métaux sur mesure peuvent-ils maintenir une densité interne vérifiée par tomographie ?
Pour atteindre les objectifs de haute densité de coulée grâce à un service de fonderie sur mesure de qualité supérieure, il est essentiel de maîtriser précisément le gradient de température de solidification et d'éviter les défauts de retrait internes . L'utilisation d'inserts thermoconducteurs dans le moule, d'une technologie de micro-pulvérisation entièrement automatisée de pointe et de contrôles non destructifs par tomographie industrielle permet d'obtenir une densité interne de coulée supérieure à 99,5 % de manière constante.
Comparaison des capacités de contrôle qualité des principaux fournisseurs
Le raffinement précis du grain est déterminant pour la densité de la pièce moulée. Les prestataires de services de fonderie sur plateforme, tels que Hubs et Xometry, continuent de s'appuyer sur des méthodes conventionnelles de coulée et de contrôle de température par étapes, incapables de maîtriser avec précision le gradient de solidification. Il en résulte une formation importante de cavités de retrait thermique et un non-respect des exigences de production élevées pour la fonderie de pièces industrielles lourdes.
LS Manufacturing, grâce à une technologie de contrôle de température entièrement segmentée et à une configuration optimisée des canaux chauds et froids du moule, obtient une solidification ordonnée du métal en fusion , éliminant ainsi tout risque de micro-retrait. La granulométrie de la pièce moulée est stable et conforme à la norme ASTM E155 Classe II , garantissant une structure interne uniforme et dense. Cette technique de densification de la structure assure une stabilité durable.
Processus de base du contrôle qualité des essais non destructifs par tomographie
Pour la fabrication de pièces moulées haut de gamme destinées à des composants industriels, nous avons mis en place un système de contrôle qualité de haute précision. Le processus standardisé de détection des défauts est décrit ci-dessous :
- Le scan CT industriel couche par couche de la pièce moulée après sa formation est effectué pour s'assurer que les cavités de retrait internes et les défauts de porosité sont entièrement couverts.
- La structure métallographique est examinée en déterminant si la taille des grains et la densité sont conformes aux normes de travail.
- Les pièces moulées qui ne passent pas le contrôle sont séparées et, simultanément, les paramètres de contrôle de la température de coulée par lots correspondants sont optimisés.
- Un rapport officiel de détection des défauts est généré , garantissant ainsi une traçabilité complète de la qualité du lot.
Le raffinement du grain avec précision et le contrôle non destructif par tomographie sont deux technologies clés pour garantir la haute densité des pièces moulées issues de notre service de fonderie sur mesure . Grâce à elles, il est possible d'éliminer totalement les retassures et de respecter les différentes normes d'utilisation à long terme des composants industriels haut de gamme. Nous proposons un devis gratuit pour le contrôle qualité à ceux qui souhaitent le planifier, ainsi que des solutions d'optimisation de la densité personnalisées pour les clients ayant des besoins spécifiques.
Quel service de fonderie de métaux international peut garantir des tolérances CT6 sans usinage secondaire ?
Un service de fonderie de métaux de haute précision à l'échelle mondiale permet d'atteindre le niveau de précision ISO CT6 sans usinage. Ce résultat est obtenu grâce à la précision des moules, à la qualité des matériaux de fonderie et à un algorithme intelligent qui compense automatiquement la dilatation thermique. L'utilisation de moules usinés par commande numérique et la maîtrise des taux de retrait du matériau permettent de produire directement des pièces moulées de très haute précision, prêtes à l'emploi.
Comparaison des limites de tolérance entre les principaux fournisseurs de services
Parmi les facteurs déterminants pour la fonderie de haute précision, le réglage thermique précis du moule est primordial. 3ERP, Rapiddirect et d'autres ne peuvent atteindre que les tolérances CT7-CT8 et, de ce fait, dépendent d'un usinage ultérieur pour obtenir les dimensions exactes, ce qui engendre des coûts d'approvisionnement plus élevés. Les méthodes traditionnelles de fonderie à cire perdue ne permettent pas d'atteindre les niveaux de précision requis pour les services de fonderie de métaux OEM de haute précision et constituent généralement une limitation technologique majeure pour les principaux fournisseurs de fonderie de métaux en 2026 .
Le système exclusif de prédiction de la dilatation thermique des moules de LS Manufacturing compense dynamiquement les écarts dimensionnels dès la phase de conception. Grâce à un environnement de production stable à température constante, qui prévient toute déformation de la coquille, cette méthode garantit des pièces moulées de précision CT6. Notre système complet d'assurance des tolérances de moulage est parfaitement adapté à la fabrication de différents types de pièces de haute précision.
Principaux avantages du moulage de haute précision pour la réduction des coûts
Les techniques de haute précision et sans usinage peuvent considérablement réduire les coûts totaux d'approvisionnement du projet. Les principaux avantages découlent de plusieurs aspects :
- Ne nécessite pas d'usinage CNC secondaire, principale source de gaspillage de temps et de matériaux.
- Les bris et les rebuts de fonderie dus à l'usinage ne constituent pas un risque.
- Assure la constance dimensionnelle des pièces moulées afin que l'ensemble de la machinerie soit compatible.
- Permet de réduire de 25 % les coûts d'approvisionnement et de traitement, avec l'avantage supplémentaire d'une rentabilité élevée lors de la production de masse à long terme.
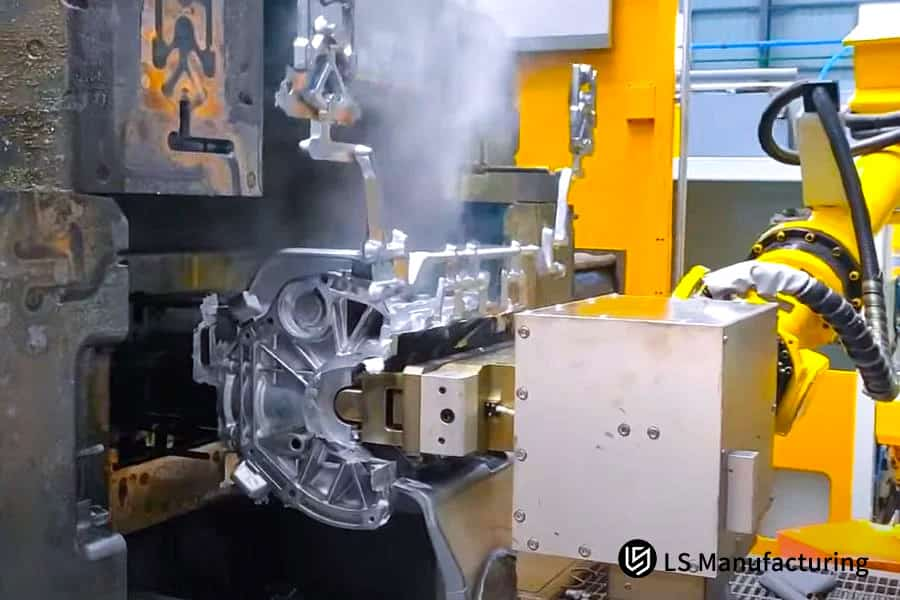
Figure 2 : Un bras robotisé dans une usine manipule avec précision un composant de moteur en métal moulé.
Quels paramètres différencient les lignes de fonderie de métaux à grande échelle des lignes de fonderie de prototypes ?
Les principales différences entre la fonderie de métaux en grande série et la fonderie de prototypes résident dans la durée de vie des moules, le temps de production et la constance de la composition des alliages. La production en série utilise principalement des aciers à matrices pour travail à chaud à longue durée de vie et des cycles automatisés et réguliers afin de garantir une qualité constante et une dérive minimale des tolérances des produits finaux, et ce, pour des millions d'unités.
Principales différences de paramètres entre la production en série et le moulage de prototypes
Il est crucial d'optimiser la composition de l'alliage pour une production de masse stable. Cependant, le moulage de prototypes présente l'inconvénient d'une durée de vie des moules réduite, de temps de cycle très variables et d'importantes variations de composition. De ce fait, il n'est pas adapté à une production de masse à long terme. La plupart des sous-traitants du secteur de la fonderie utilisent des paramètres de production de masse très larges, ce qui complique souvent le maintien de la constance des produits en fonderie industrielle.
Par ailleurs, l'optimisation du cycle de coulée est essentielle pour faire passer les normes de production de masse à un niveau supérieur. LS Manufacturing dispose d'une installation de coulée sous pression automatisée d'une capacité de 1 600 à 3 500 tonnes, utilise un acier à moules longue durée de 48 à 52 HRC et bénéficie d'un temps de cycle stable de 45 secondes par moule. Le personnel de production surveille en permanence les principaux paramètres et 100 % du métal en fusion de chaque lot est analysé par spectroscopie afin de contrôler rigoureusement les impuretés et les écarts de composition, éliminant ainsi les défauts de fissuration à chaud. La constance des lots de coulée garantit une qualité de produit homogène, même pour des lots de grande taille.
| Dimensions des paramètres | Fonderie de production en série | Moulage de prototype | Différences d'efficacité de capacité |
| Sélection d'acier à outils | Acier pour travail à chaud H13/DIEVAR (48-52 HRC) | Acier pré-trempé P20 (30-35 HRC) | L'efficacité de la production de masse a été multipliée par plus de 10. |
| Temps de cycle d'un seul moule | ≤45s/moule | ≥120 s/moule | La capacité de production en série est plus de 2,6 fois supérieure à celle du prototype. |
| Contrôle de la composition des alliages | Analyse spectrale OES à 100 % par four | Inspection par échantillonnage de lots | Écart de composition de la production de masse ≤±0,05%. |
| Taux d'automatisation de la production | Unité de moulage sous pression entièrement automatisée à ≥95 % | ≤30 % Fonctionnement semi-automatique/manuel | Rendement de production en série ≥ 99 % contre ≤ 85 % pour le prototype |
Liste de contrôle de vérification de base pour les achats en masse
Lors de l'achat de grandes quantités de produits de fonderie industrielle, les entreprises peuvent vérifier différentes dimensions afin de confirmer les capacités de production en série d'un fournisseur et ainsi éviter efficacement les risques liés à la qualité des lots et à la livraison.
- Il convient de vérifier le type d'acier du moule et ses paramètres de dureté afin de s'assurer qu'ils conviennent à une production en série de plusieurs millions d'unités.
- Le temps de cycle de l'automatisation de la ligne de production doit être vérifié afin de garantir une efficacité de production stable et contrôlable pour les moules uniques.
- Veuillez fournir les rapports d'analyse de la composition de l'alliage afin de vérifier que l' homogénéité du matériau de chaque lot est bonne.
- Les risques de défauts de lot peuvent être réduits en vérifiant les données de surveillance du vide en production de masse.
La durée de vie stable des moules, le temps de cycle d'automatisation et la maîtrise de la composition des alliages sont les principaux facteurs qui rendent la production en série de pièces moulées en métal si efficace qu'elle permet une qualité très constante des pièces industrielles produites en grande quantité . Un accompagnement personnalisé est proposé aux personnes ayant des projets d'approvisionnement afin de les aider à élaborer des solutions pour la production en série.

Figure 3 : Pièces moulées en aluminium disposées en grille, représentant des composants fabriqués en grande série.
Comment optimiser l'amortissement de l'outillage pour un service de fonderie de métaux sur mesure en petites séries ?
Le facteur clé de réduction des coûts pour les pièces moulées en petites séries réside dans l'utilisation de bases de moules à changement rapide et flexibles, ainsi que dans des procédés de prototypage légers. L'association de bases de moules principales standardisées et d'inserts détachables sur mesure permet de s'affranchir de l'ouverture complète du moule, ce qui peut réduire l'investissement de plus de 45 %. Il s'agit là du principal avantage économique des services de fonderie métallique sur mesure de haute qualité.
Analyse des lacunes de la fabrication flexible par les pairs
Les prestataires traditionnels comme First Mold et Wayken utilisent des moules monoblocs, ce qui engendre des coûts de fabrication très élevés et des délais de livraison importants pour les petites séries. C'est pourquoi ils ne conviennent pas aux productions sur mesure de 50 à 500 pièces , ce qui augmente considérablement les coûts d'approvisionnement en fonderie pour les composants industriels. Leurs capacités de production flexibles sont loin d'égaler celles des services professionnels de fonderie à l'échelle mondiale.
Solutions pratiques pour la réduction des coûts et l'optimisation de la production en petits lots
LS Manufacturing a adapté son modèle de production flexible en petites séries aux besoins variés de personnalisation des pièces industrielles . Grâce à une solution d'optimisation des coûts de fonderie légère, l'entreprise parvient non seulement à réduire le coût total de la personnalisation en petites séries, mais aussi à maintenir une qualité irréprochable.
- Grâce à l'utilisation d'une base de moule modulaire à changement rapide, seule la personnalisation des inserts de cavité centrale est nécessaire, et les coûts du moule sont réduits à 35 % des niveaux conventionnels .
- Le cycle de fabrication des moules est réduit à 9 jours grâce à la conception modulaire CAO/FAO.
- Pour éviter le surdimensionnement, l'acier du moule est adapté à la demande, de petits lots sont produits avec de l'acier pré-trempé P20.
- Les coûts d'amortissement des moisissures sont calculés avec une grande précision afin de minimiser le prix d'achat unitaire.
Étude de cas : Comment LS Manufacturing a résolu un problème complexe de conception de carter de pompe à engrenages industrielle lourde
Cette étude de cas porte sur le moulage de carters de pompes hydrauliques à engrenages pour l'industrie lourde. Grâce à une technique de moulage par gravité sous vide spécialement conçue, l'entreprise a pu éliminer les problèmes de fuite sous haute pression, fournir des produits d'une qualité irréprochable et s'imposer comme l'un des principaux fournisseurs de pièces moulées en 2026.
Problème client
Le moulage de composants hydrauliques exige une densité de matériau et une étanchéité optimales. C'est pourquoi le client multinational du secteur industriel lourd n'a pu obtenir qu'un rendement de 72 % pour le carter de sa pompe à engrenages QT500-7, moulé selon le procédé traditionnel de moulage en sable par gravité de Hubs. De plus, les carters de pompe présentaient des fuites d'huile persistantes lors des tests haute pression. Le client recherchait un service de fonderie de métaux OEM professionnel, conforme aux normes industrielles les plus exigeantes.
Solution de fabrication LS
Notre équipe technique a utilisé le logiciel de simulation de fonderie MAGMA pour identifier les défauts de coulée et a décidé d'abandonner la méthode traditionnelle de coulée en sable au profit d'une méthode de coulée sous vide à basse pression. Nous avons pu éliminer complètement les retassures en fixant précisément la température de coulée, en ajustant le taux d'inoculant, en améliorant la sphéroïdisation du graphite et en plaçant des canaux de refroidissement à eau aux points chauds, ce qui a également permis de résoudre le problème des défauts dans les pièces à parois épaisses.
Résultats et valeur
L'optimisation du procédé a permis de réduire considérablement la porosité de ce lot, les pièces moulées ont résisté à une fatigue sous haute pression de longue durée sans aucune fuite, et le taux de produits finis conformes a atteint 99,8 %. Ceci a non seulement permis de réduire les pertes et les coûts de retouche, mais aussi de résoudre les problèmes d'approvisionnement et de conclure un partenariat exclusif de production en série à long terme.
Ce cas de fonderie hydraulique robuste démontre pleinement l'efficacité des procédés de fonderie sous vide et d'équilibrage thermique pour améliorer l'étanchéité et la densité des pièces hydrauliques moulées , et présente un intérêt pratique considérable. Pour tirer des enseignements de cette expérience, vous pouvez télécharger notre dossier complet.

Quels sont les facteurs de coûts cachés qui influencent les devis des prestataires de services de fonderie de métaux ?
Il est primordial de repérer les coûts cachés dans les devis des fonderies . Il faut notamment être attentif aux dépenses occultes telles que les surépaisseurs d'usinage, le traitement des résidus de masselottes, la correction du traitement thermique, etc. Un devis fiable doit clairement indiquer le poids net, le taux de récupération des masselottes et les coûts d'imputation des défauts afin d'éviter toute surfacturation ultérieure.
Formule de calcul des prix standard de l'industrie
Une comptabilité analytique précise est essentielle pour éviter les problèmes d'approvisionnement. On peut utiliser des formules standard du secteur pour calculer avec exactitude les prix des services de fonderie de métaux à grande échelle et sur mesure. De plus, la transparence des prix de la fonderie permet d'éviter divers pièges liés à l'approvisionnement.
| Articles coûteux | Plage de pourcentage | Règles de calcul standard de l'industrie | Risques cachés courants |
| Coûts des matières premières | 55 % à 65 % | Poids net des pièces moulées + calcul du taux de combustion de 3 % à 5 %. | L'utilisation excessive de matériaux recyclés entraîne une diminution des performances des matériaux. |
| Coûts de dépréciation liés aux moisissures | 10 % à 20 % | Coût total du moule / Amortissement estimé par lot. | L'amortissement des moules pour les commandes de petits lots grimpe à plus de 40 % . |
| Coûts de fusion et de traitement | 10 % à 15 % | Calcul de la consommation d'énergie de fusion et du temps d'usinage. | Des primes mal définies pour les processus non standardisés entraînent des hausses de prix ultérieures. |
| Coûts du traitement thermique et de l'inspection | 5 % à 10 % | Calcul du type de processus + surface de la pièce / taux d'échantillonnage. | Le traitement de solution T6, la détection des défauts par tomographie, etc., ne sont pas facturés séparément. |
| Coûts de gestion et de logistique | 2%-5% | Calcul d'un pourcentage fixe du prix total de la commande. | L'imprécision des procédures logistiques et tarifaires internationales entraîne des surcoûts liés au transport des marchandises importées. |
Analyse des avantages et des inconvénients des principales plateformes de tarification
Les plateformes en ligne comme Fictiv et Xometry sont performantes en matière de tarification, mais la précision des prix pour les pièces industrielles complexes laisse à désirer . De plus, elles sont incapables de déterminer les surcoûts liés aux procédés haut de gamme. Par ailleurs, certaines petites usines ajoutent massivement des matériaux recyclés à leurs produits afin de réduire les prix unitaires, ce qui compromet les propriétés mécaniques des pièces moulées et représente un risque potentiel pour la sécurité des équipements.
- Le service des achats doit tenir compte de la différence de coût entre l'alliage d'aluminium ADC12 et l'acier au carbone ASTM A216 WCB afin de pouvoir négocier efficacement les prix.
- Vérifiez le pourcentage de matériaux recyclés utilisés et maintenez la limite de sécurité de l'industrie à 30 %.
- Vérifiez si des opérations telles que le traitement thermique et la détection des défauts ont été facturées séparément afin d'éviter les frais cachés.

Figure 4 : Diverses pièces de fonderie en métal de formes et de tailles différentes, disposées sur un fond blanc.
Pourquoi choisir LS Manufacturing garantit-il l'absence de risques liés à la chaîne d'approvisionnement pour la fonderie industrielle de métaux ?
Le principal avantage d'une excellente chaîne d'approvisionnement en fonderie industrielle réside dans sa certification IATF 16949 et sa capacité à assurer elle-même la production grâce à une intégration verticale complète. Elle maîtrise l'ensemble du processus, de la conception des moules à l'usinage CNC, en passant par la coulée, et a intégré le contrôle qualité et la traçabilité de manière numérique, garantissant ainsi que seuls les produits conformes et traçables franchissent chaque étape de la production.
Capacités de contrôle de la qualité du matériel tout au long du processus
La stabilité est un aspect essentiel de la gestion de la chaîne d'approvisionnement. En tant qu'usine intégrée, sans sous-traitance, nous nous sommes hissés parmi les meilleurs fournisseurs de pièces moulées en 2026 grâce à notre contrôle qualité rigoureux et à nos capacités de production performantes , qui nous permettent d'assurer des livraisons continues pour diverses pièces moulées destinées à l'industrie.
Système complet de traçabilité du cycle de vie
Nous avons mis en place un système de traçabilité numérique destiné aux chaînes d'approvisionnement mondiales. Grâce à un système de traçabilité détaillé de la qualité des pièces moulées , nous assurons une traçabilité complète de leur cycle de vie, de la matière première au produit fini.
- Archivage des matières premières : Les certificats d'essais des matériaux (MTR) sont conservés pour chaque lot de matières premières métalliques, garantissant ainsi le contrôle du matériau depuis sa source.
- Traçabilité de la production : Les principaux paramètres du processus, par exemple la température de fusion, le temps de cycle de moulage sous pression et le niveau de vide , sont enregistrés tout au long du processus de production.
- Traçabilité du contrôle qualité : Les marchandises sont accompagnées de rapports de détection des défauts par tomographie et d'essais mécaniques.
- Traçabilité du service : assistance technique 24h/24 et 7j/7 , avec une réponse rapide aux modifications de conception et aux changements de capacité.
FAQ
Q1 : Quelle est l'épaisseur de paroi minimale que vous pouvez atteindre avec votre service de fonderie métallique sur mesure ?
Nous nous appuyons sur une technologie de moulage sous vide ultra-avancée pour contrôler de manière stable l'épaisseur minimale de paroi des pièces moulées en alliage d'aluminium à 1,2 mm ± 0,15 mm , permettant ainsi un remplissage régulier et complet, évitant efficacement les défauts courants tels que les fermetures à froid et le moulage incomplet, etc., et répondant aux besoins de production personnalisés de diverses pièces industrielles compactes.
Q2 : Comment LS Manufacturing assure-t-elle par elle-même la constance de la composition chimique des alliages d'aluminium ?
Nous effectuons un test complet avec un spectromètre à lecture directe importé avant chaque lot de fusion d'alliage d'aluminium, en contrôlant strictement la teneur en fer à 0,8 % et les écarts de tous les éléments de renforcement à moins de 0,05 %, ce qui rend la composition de l'alliage de chaque lot stable et uniforme.
Q3 : Votre service mondial de fonderie de métaux peut-il être conforme aux normes métallurgiques ASTM et EN ?
Nous produisons les commandes de nos clients du monde entier en respectant parfaitement les principales normes industrielles internationales telles que ASTM, EN ou GB, et en fournissant les alliages les plus courants, par exemple A356 EN AC-43400. Nous sommes ainsi prêts à assurer la production conforme des clients situés partout dans le monde.
Q4 : Quels types de tests non destructifs sont disponibles de votre côté pour les composants haute pression ?
Nous disposons d'un ensemble complet d'équipements professionnels de contrôle non destructif, incluant la tomographie industrielle, le contrôle par magnétoscopie et le contrôle par ressuage . Nous pouvons également fournir des rapports d'essais conformes aux normes et faisant autorité, répondant aux exigences de contrôle qualité des composants industriels de haute précision.
Q5 : Comment protéger les moules de fonderie sous pression contre la fissuration thermique prématurée ?
Pour nos matrices, nous privilégions les aciers à outils haut de gamme pour travail à chaud DIEVAR et H13, dont la dureté après revenu est stable entre 48 et 52 HRC. La pièce est équipée d'un système de lubrification par micro-pulvérisation entièrement automatisé , assurant une excellente résistance aux chocs à haute température. De plus, un seul jeu de moules permet une production en série de plus de 100 000 cycles, avec une performance stable.
Q6 : Pourquoi votre devis pour la fonderie de métaux en petites séries est-il plus compétitif que celui des fonderies traditionnelles ?
Nous avons intégré un système de base de moule modulaire à changement rapide. Pour les petites séries, il n'est pas nécessaire de reconstruire l'ensemble du moule ; seuls les inserts de cavité de noyau doivent être fabriqués, ce qui permet de réduire d'environ 45 % les coûts d'amortissement du moule . Vous pouvez télécharger directement vos fichiers de dessin pour obtenir un devis personnalisé et précis.
Q7 : Quelles tolérances d'usinage CNC secondaires pouvez-vous maintenir après le processus de fonderie industrielle de métaux ?
Nous disposons d'un atelier d'usinage CNC cinq axes à commande unique, ce qui nous permet de réaliser un usinage secondaire précis sur les ébauches de fonderie. Les tolérances dimensionnelles des points d'assemblage clés, des alésages de paliers et autres zones essentielles sont maîtrisées avec une précision de 0,005 mm, ce qui convient aux applications d'assemblage de haute précision.
Q8 : Quel est le délai de livraison standard pour un nouveau projet de fonderie de métaux destiné aux composants industriels ?
Nous utilisons une analyse DFM entièrement numérique et un processus de conception de moules en parallèle, ce qui nous permet de fournir des prototypes rapides T1 en 9 jours . Le délai de production des moules de fonderie sous pression haut de gamme pour la production en série est de 25 à 30 jours, ce qui réduit considérablement le temps global nécessaire au développement et à la mise en œuvre du projet.
Résumé
En 2026, notre priorité pour l'approvisionnement en pièces moulées industrielles haut de gamme est de maîtriser la porosité, d'accroître la précision, de garantir la stabilité de la production en série et de contenir les coûts . Nous proposons une expertise technologique pointue et un contrôle qualité rigoureux tout au long de la chaîne de production, vous assurant ainsi une solution complète à vos problématiques d'achat de pièces moulées. Il en résulte un système d'approvisionnement performant et fiable pour votre entreprise.
Il est grand temps que votre chaîne d'approvisionnement, qui a connu des difficultés liées à la porosité des pièces moulées, aux erreurs dimensionnelles et au coût très élevé des moules, procède à une modernisation complète de sa chaîne d'approvisionnement en pièces moulées avec des produits de haute qualité , afin d'optimiser la qualité des produits et d'éviter ainsi les collaborations superficielles qui retardent en réalité la livraison des projets.
Pourquoi ne pas télécharger vos dessins 3D dès maintenant ? Nous vous proposerons un plan technique et un devis personnalisés . Nos experts réaliseront une analyse de fabricabilité (DFM), fourniront des rapports de simulation d'écoulement de matière et des devis d'usine clairs et transparents, le tout sous 24 heures. Notre expertise en fonderie et notre processus d'assurance qualité rigoureux nous permettent de constituer un partenaire fiable pour votre chaîne d'approvisionnement mondiale en pièces moulées industrielles.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


