グローバル金属鋳造サービス(GMS)は、2026年の世界的なサプライチェーン再編に対応した、産業用精密鋳造ソリューションです。これは、産業用鋳造調達における3つの主要な課題、すなわち、長い納期、高い気孔率、少量生産のカスタム金型のコストを包括的に解決します。
現在、ほとんどのサプライヤーは規模が大きすぎて専門的なテストシミュレーションやプロセスの精度を保証できませんが、大量生産では鋳造部品が簡単に廃棄される可能性があります。この記事では、最大手のメーカー9社の技術的優位性を比較し、専門的なデジタル購入ガイドを作成し、時間をかけてハイエンドのサプライヤーを見つけます。

2026年における世界の金属鋳造サービスプロバイダーの主要パラメータの概要
主要な鋳造サービスプロバイダー9社の主要技術、品質管理能力、およびコスト面での優位性を1つの図にまとめました。調達担当者はこの図を活用することで、ニーズに最適なサプライヤーを迅速に選定し、調達リスクを効果的に軽減できます。
| サービスブランド | コアプロセスの利点 | 品質管理パラメータ | コスト面でのメリット |
| LSマニュファクチャリング | 45mbar超真空ダイカスト、セグメント式温度制御、5段階水素除去 | 多孔度≤0.5%、密度99.5% 、CT6耐性 | 少量生産の場合、コストを30%削減できます。 |
| プロトラボ | 標準化されたダイカスト、ラピッドプロトタイピング | 気孔率≦1.2%、標準寸法公差 | 標準部品は単価が低いが、カスタマイズ品は割増料金となる。 |
| 架空の | オンライン標準化鋳造、自動見積もり。 | 気孔率1.0%以下、基本的な非破壊検査。 | 定期注文に対する透明性の高い価格設定。 |
| ハブ | 複数カテゴリーのサプライチェーン統合、重力鋳造+低圧鋳造の完全網羅 | 多孔度≤1.5%、バッチサンプリング非破壊検査。 | 複数カテゴリーの商品を組み合わせた注文において、非常に優れたコスト効率を実現します。 |
| Xometry | グローバルな製造ネットワークの統合、主に標準化された重力鋳造。 | 気孔率1.4%以下、基本寸法の完全検査 | 大量生産される通常部品について、非常に競争力のある単価を提供します。 |
| 3erp | 精密鋳造、特に小型ステンレス鋼部品の製造を専門としています。 | 標準的なCT7許容範囲、基本的な製錬組成管理。 | 小型部品の精密鋳造は単価が低い一方、複雑な部品は割高になる。 |
| ラピッドダイレクト | 精密鋳造、特注合金鋼部品。 | 標準的なCT8許容範囲、微細な水素除去および温度制御プロセスなし。 | 中規模注文の配送は迅速だが、処理コストは比較的高い。 |
| 最初の金型 | 迅速な金型試作、シンプルな砂型鋳造プロセス。 | 多孔度2.2%以上、基本寸法は手動で制御。 | 金型製造コストは非常に低いが、歩留まり率は保証されない。 |
| ウェイケン | 小ロットの砂型鋳造、迅速な試作品納品。 | 気孔率2.0%以上、基本寸法のサンプリング検査を実施。 | 少量の試作生産には迅速な納品が可能だが、長期的な大量生産における安定性は低い。 |
主なポイント
- 2026年までに、金属鋳造サービスにおいて最良の選択肢となるのは、真空ダイカストと定量溶解技術を備えた、世界有数のサプライヤーである。
- 全セグメントの温度制御とCT非破壊検査を用いることで、非常に複雑な工業用鋳造品の内部気孔率を0.5%に抑えることが可能です。
- LSマニュファクチャリングによるカスタマイズされたプロセスを用いたデジタル金型およびフレキシブル金型のアップグレードにより、小ロット生産の総コストを30%削減できます。
カスタム金属鋳造サービスにおいて、LS Manufacturingのグローバルサプライヤーとしての経験を信頼する理由とは?
LS Manufacturingは、長年にわたって培ってきたグローバルな供給経験を活かし、様々な高品質な工業生産要件に合わせてカスタマイズ可能なカスタム鋳造サービスを提供しています。これにより、不良品の大量生産や不安定なサプライチェーンといった問題を解決し、 EN 12890:2000工業鋳造規格を厳守します。
3ヶ月にわたる複数ブランドのプロセス比較テストの結果、9社のサービスプロバイダーの量産における欠陥を詳細に分析した結果、ほとんどのプラットフォーム型企業は高精度かつ低コストの量産を同時に実現できていないことが判明しました。当社はASTM B98-20のパラメータを参照した全工程デジタル品質管理システムを構築し、独自の真空ダイカスト技術とセグメント別温度制御技術によって鋳造品の微細欠陥の問題を効果的に解決し、安定した量産を実現しています。
当社は現在、IATF 16949品質マネジメントシステム認証を取得した7S企業であり、設計段階から完成品の納品まで、製品の品質管理を行うための精密試験ツールと機械を完備しています。世界中の30社以上の産業企業に安定した鋳造サポートサービスを提供し、サプライチェーンのリスクを大幅に低減しています。
当社は長年の業界経験と標準化された技術システムにより、様々なハイエンドカスタム鋳造のご要望にお応えできます。カスタム鋳造品の製造コストを正確に算出するため、いつでもお気軽に当社エンジニアまでご連絡ください。無料の個別コスト計算サービスをご提供いたします。

なぜ工業用金属鋳造品の購入者は、2026年になってもなお高多孔性欠陥に直面するのか?
工業用金属鋳造品の購入者が過剰な気孔欠陥に繰り返し対処しなければならない主な理由の1つは、多くのサプライヤーが真空排気システムを備えていないか、当社のような特殊な金型流動制御機能を備えていないことです。溶融金属を注いだ後、残った空気やその他の不純物が容易に閉じ込められてしまいます。一方、超真空ダイカストと超低圧での電磁充填を組み合わせることで、最初から残留ガスの侵入を完全に防ぎ、鋳造品の気孔欠陥を完全に除去することができます。
従来鋳造と現代鋳造における気孔率制御の根本的な違い
低気孔率鋳造は、一流の工業用鋳造における主要な特徴の一つです。大気圧鋳造では、気孔欠陥が発生する可能性が非常に高くなります。ProtolabsやFictivといった、標準化されたプロセスによる小型部品のダイカストを主力とする主要な金属鋳造サービスプロバイダーでさえ、工業部品向けの厚肉で複雑な金属鋳造における気孔の問題を完全に解決できていません。実際、気孔を制御する能力は、鋳造プロセスの品質レベルを区別する上で重要な要素です。
LS Manufacturing社は、国際規格に準拠した真空ガス置換システムを採用しており、金型キャビティ内の真空度を45mbar未満に安定的に維持し、キャビティ内の空気を完全に除去します。A356やAlSi10Mgといった一般的なアルミニウム合金に対しては、5段階ローター精製・水素除去技術を用いて、溶融金属中の水素濃度を0.1mL/100gに厳密に制限しています。 鋳造キャビティの排気プロセス自体が、発生源で気孔を除去するため、鋳造歩留まりが大幅に向上します。
| プロセスタイプ | 金型キャビティ真空 | 溶融金属中の水素含有量 | 制御可能な多孔性 | 適用可能な鋳造タイプ |
| 従来型重力砂型鋳造 | 大気圧 | 制御不能な水素 | 2.0%以上 | 非精密構造部品 |
| 標準化された低圧ダイカスト | ≤100mbar | ≤0.2mL/100g | ≤1.2% | 従来の工業規格部品 |
| 超真空精密ダイカスト | ≤45mbar | ≤0.1mL/100g | ≤0.5% | ハイエンドの高耐久性油圧コアコンポーネント |
| 精密インベストメント鋳造 | ≤80mbar | ≤0.15mL/100g | ≤0.8% | ステンレス鋼/合金鋼製の精密小型部品 |
サプライヤーの技術的真正性を確認するための4段階検証方法
購買担当者は、標準的な手順を用いることで、サプライヤーの多孔度管理能力を迅速に検証できます。これにより、様々な工業用金属鋳造の調達要件を綿密に照合し、信頼できるパートナーを効率的に選定することが可能になります。
- 金型内の通気チャネルの設計を確認し、通気チャネルの幅と深さが鋳造壁の厚さに適していることを確認します。
- 冷塊が存在することによって生じる不均一な多孔性パターンを回避するために、冷塊空洞の体積を正確に決定する。
- 製錬脱水素プロセスの程度を評価し、レベル4以上の精製脱水素が可能かどうかを調べます。
- 鋳造品の気孔率が業界最高水準の0.5%を満たしていることを確認するため、CTスキャンレポートを依頼してください。
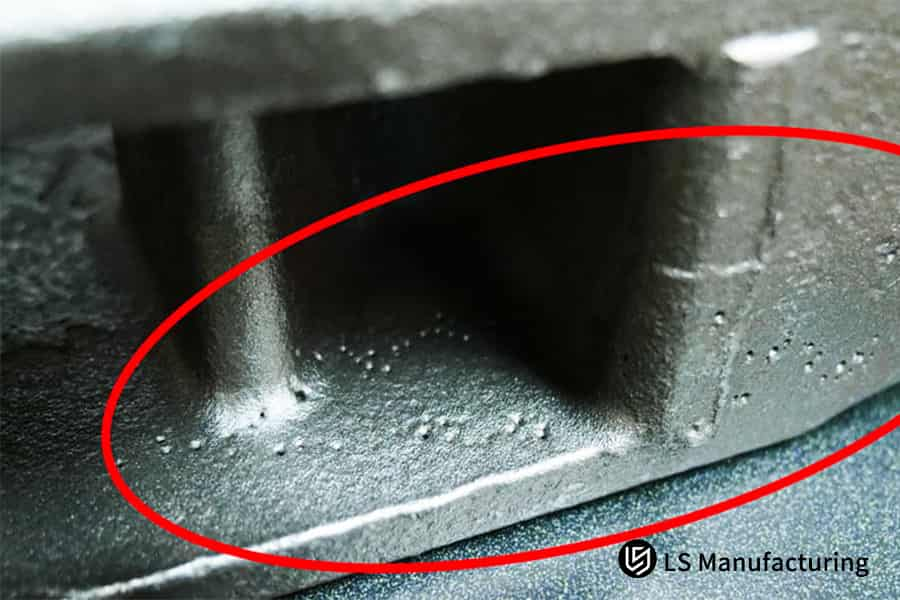
図1:空洞内に赤色で強調表示された、多孔性欠陥(小さな穴)のある金属鋳造品。
カスタム金属鋳造サービスの専門家は、CTスキャンで検証された内部密度をどのように維持できるのでしょうか?
最高品質のカスタム金属鋳造サービスで高い鋳造密度目標を達成するための根本的な鍵は、鋳造凝固温度勾配を正確に制御し、内部収縮欠陥を回避することです。金型熱伝導性インサート、最新の全自動マイクロスプレー技術、および工業用CT非破壊検査を導入することで、鋳造内部密度を99.5%を超えるレベルまで一貫して高めることができます。
主要サプライヤーの品質管理能力の比較
精密なレベルで結晶粒を微細化することが、鋳造密度の決定要因となります。HubsやXometryのようなプラットフォームベースの金属鋳造サービスプロバイダーは、依然として従来の鋳造方法と段階的な温度監視方法に依存していますが、これらは凝固勾配を正確に制御することができず、熱収縮空洞の形成や、産業部品向けの高耐久性金属鋳造に対する高い生産基準を満たせないという問題が生じています。
LSマニュファクチャリングは、完全分割型の温度制御技術と金型のホットランナー/コールドランナーレイアウトを最大限に活用することで、溶融金属の規則的な凝固を実現し、製品から微細収縮空洞を完全に排除しています。鋳造品の結晶粒は安定しており、 ASTM E155クラスII規格に準拠し、均一で緻密な内部構造を有しています。この鋳造構造緻密化技術は、長期間にわたり安定した動作を保証します。
CT非破壊検査品質管理コアプロセス
産業部品向けハイエンド金属鋳造品の製造において、当社は高精度な品質管理システムを導入しています。標準化された欠陥検出品質管理プロセスは以下のとおりです。
- 鋳造後の鋳物を工業用CTスキャンで層ごとにスキャンすることで、内部の収縮空洞や気孔欠陥が完全に検出されていることを確認する。
- 金属組織は、結晶粒径と密度が作業基準に適合しているかどうかを判断することによって検査される。
- 選別工程を通過しなかった鋳造品は分離され、同時に、対応するバッチ注湯温度制御パラメータが最適化される。
- これにより、公式の欠陥検出レポートが生成され、バッチ全体の品質トレーサビリティが確保されます。
精密な結晶粒微細化とCT非破壊検査は、カスタム金属鋳造サービスから出荷される鋳造品の高密度化を保証する2つの主要なコア技術です。これらの技術を用いることで、収縮穴を完全に除去し、ハイエンド産業部品のさまざまな長期稼働基準を満たすことが可能です。品質管理を計画したいお客様には無料の品質管理コスト見積もりを提供し、特定のニーズをお持ちのお客様には、個別の密度最適化ソリューションをカスタマイズしてご提供いたします。
二次加工なしでCT6公差を確実に達成できるグローバル金属鋳造サービスはどこですか?
高度なグローバル金属鋳造サービスでは、機械加工を必要とせずにISO CT6レベルの精度を実現できます。これは、精密な金型加工、高品質の金属鋳造材料、そして熱膨張に自動的に対応するスマートアルゴリズムによって可能になります。CNC加工された金型と材料の特性に合わせた収縮率により、非常に高精度な鋳造品をすぐに使用できる状態で製造できます。
主要サービスプロバイダー間の許容範囲の比較
高精度鋳造の要因の中で、正確な金型熱調整が主要な要因です。3ERP、RapiddirectなどはCT7-CT8の公差しか満たせないため、適切な寸法を得るには後続の機械加工が必要となり、調達コストが高くなります。従来の精密鋳造法では、高精度OEM金属鋳造サービスに必要な精度レベルを実現できず、通常、これは2026年のトップ金属鋳造プロバイダーにとって主要な技術的制約となっています。
LSマニュファクチャリング独自の金型熱膨張予測システムは、設計段階で寸法誤差を動的に補正します。また、シェル変形を防ぐ一定温度の安定した生産環境により、 CT6規格の精密鋳造品を安定して生産できます。当社の包括的な鋳造公差保証システムは、様々な種類のハイエンド精密部品の製造に最適です。
コスト削減における高精度鋳造の主な利点
高精度かつ機械加工不要の技術は、プロジェクトの総調達コストを大幅に削減できます。主な利点は、以下のいくつかの側面から生じます。
- 時間と材料の無駄の主な原因となる二次的なCNC加工が不要です。
- 鋳造品の破損や機械加工によるスクラップは、リスク要因には含まれません。
- 鋳造品の寸法精度を維持し、機械全体の組み立てにおける互換性を確保する。
- 調達および加工コストを25%削減するとともに、長期的な大量生産において高い費用対効果を実現するという利点も得られます。
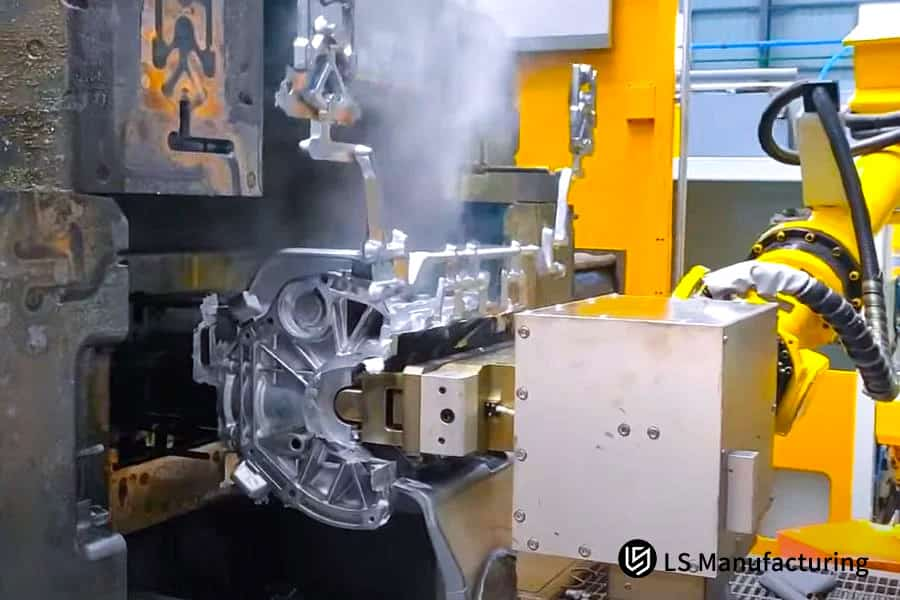
図2:工場内のロボットアームが、鋳造金属製のエンジン部品を精密に扱っている。
大量生産の金属鋳造ラインと試作品鋳造ラインを区別するパラメータは何ですか?
金属大量生産鋳造と試作品鋳造の主な違いは、金型寿命、生産時間、合金組成の一貫性です。大量生産では、主に長寿命の熱間加工用金型鋼と自動化された規則的なサイクルタイムを採用することで、数百万個もの最終製品において一貫した品質と最小限の公差変動を実現しています。
量産用鋳造と試作品鋳造の主なパラメータの違い
安定した量産を実現するためには、合金組成の調整が非常に重要です。しかし、試作品の鋳造では金型寿命が短く、サイクルタイムが大きく変動し、組成のばらつきも大きくなるという問題があります。そのため、長期的な量産には適していません。金属鋳造業界で事業を展開する多くの受託製造業者は、非常に幅広い量産パラメータを使用しているため、工業用金属鋳造において製品の一貫性を確保することが困難になる場合が少なくありません。
さらに、鋳造サイクルの最適化は、量産基準を次のレベルに引き上げるための重要な鍵となります。LS Manufacturingは、1600トンから3500トンの自動ダイカスト設備を備え、48~52HRCの長寿命ダイス鋼を使用し、安定した単一金型サイクルタイム45秒を実現しています。生産担当者は常に主要パラメータを監視し、各バッチの溶融金属を分光分析により100%検査することで、不純物や組成のばらつきを厳密に管理し、ホットクラック欠陥を排除しています。鋳造バッチの一貫性により、大量生産においても一貫した製品品質が実現します。
| パラメータの寸法 | 量産鋳造 | 試作品鋳造 | 容量効率の違い |
| 金型鋼材の選定 | H13/DIEVAR 熱間加工用鋼(硬度48~52HRC) | P20 プレ硬化鋼(硬度30~35HRC) | 大量生産の効率は10倍以上に向上した。 |
| 単一金型サイクル時間 | ≤45秒/型 | 120秒/型以上 | 量産能力は試作品の2.6倍以上です。 |
| 合金組成制御 | 炉1台あたり100%のOESスペクトル分析 | バッチサンプリング検査 | 量産品の組成偏差は±0.05%以下です。 |
| 生産自動化率 | 95%以上の完全自動化ダイカスト装置 | 30%以下半自動/手動操作 | 量産歩留まり99%以上 vs. 試作品歩留まり85%以下 |
大量調達のためのコア検証チェックリスト
工業用金属鋳造製品を大量に購入する場合、企業はさまざまな寸法をチェックすることで、供給業者の量産能力を確認し、ロット品質や納期に関するリスクを効率的に回避することができる。
- 金型鋼の種類と硬度パラメータを確認し、百万サイクル規模の量産に適していることを確認する必要がある。
- 生産ラインの自動化サイクルタイムを検証し、安定した制御可能な単一金型生産効率を確保する必要がある。
- 各バッチの材料の均一性が良好な状態であることを確認するため、合金組成試験報告書をご提出ください。
- 量産時の真空モニタリングデータを検証することで、バッチ不良のリスクを低減できる。
金型の安定した寿命、自動化サイクルタイム、合金組成の制御は、大量生産における金属鋳造の効率性を高め、工業用鋳造品の品質を大量生産においても非常に高いレベルで維持することを可能にする主な要因です。調達計画をお持ちのお客様には、個別相談を通じて大量生産ソリューションに関する支援を提供いたします。

図3:格子状に配置されたアルミニウム鋳造品。これは大量生産部品を表している。
小ロットのカスタム金属鋳造サービスにおける金型償却を最適化するには?
小ロット鋳造におけるコスト削減の鍵は、柔軟性の高いクイックチェンジ式金型ベースと軽量な試作プロセスを採用することです。標準化されたメイン金型ベースと着脱可能なカスタムインサートを組み合わせることで、金型全体を開口する必要がなくなり、金型投資を45%以上削減できます。これが、高品質なカスタム金属鋳造サービスにおける主要なコスト削減機能です。
同業他社によるフレキシブル生産における欠点の分析
First MoldやWaykenといった従来のサービスプロバイダーは、一体成型の金型構造を採用しているため、金型製作費用が非常に高額になり、小ロット注文の納期も長くなります。そのため、50~500個程度のカスタマイズには対応できず、工業部品の金属鋳造における調達コストを大幅に増加させてしまいます。これらのサービスの柔軟な生産能力は、プロフェッショナルなグローバル金属鋳造サービスには遠く及びません。
小ロット生産におけるコスト削減と最適化のための実践的なソリューション
LSマニュファクチャリングは、さまざまな産業部品のカスタマイズニーズに対応するため、小ロット生産の柔軟な生産モデルに具体的な変更を加えました。軽量鋳造によるコスト最適化ソリューションを活用することで、小ロットカスタマイズの総コストを削減するだけでなく、品質を損なうことなく実現しています。
- モジュール式のクイックチェンジ金型ベースを使用することで、コアキャビティインサートのカスタマイズのみが必要となり、金型コストを従来レベルの35%に削減できます。
- CAD/CAMによるモジュール設計により、金型製造サイクルは9日間に短縮される。
- 過剰設計を避けるため、金型鋼は需要に合わせて選定され、P20予備焼入れ鋼を用いて少量生産が行われる。
- 金型償却費は、ユニットの購入価格を最小限に抑えるために非常に正確に計算されます。
事例研究:LSマニュファクチャリングが複雑な重工業用ギアポンプハウジング設計をどのように解決したか
この事例研究は、重工業向け油圧ギアポンプハウジングの鋳造に関するものです。同社は、特注の真空重力鋳造技術を採用することで、高圧下での漏れ問題を解消し、欠陥のない完璧な品質の製品を提供することに成功し、2026年にはトップクラスの金属鋳造サプライヤーとしての地位を確立しました。
クライアントの問題
油圧部品の鋳造には、非常に高い材料密度とシール性能が求められます。そのため、多国籍重工業企業である顧客は、ハブス社の従来型重力砂型鋳造法で鋳造したQT500-7ギアポンプハウジングの歩留まりがわずか72%にとどまりました。さらに、高圧試験中にギアポンプハウジングからオイル漏れが発生しました。彼らは、ハイエンドの工業用鋳造基準を満たす、プロフェッショナルなOEM金属鋳造サービスを求めていました。
LSマニュファクチャリングソリューション
当社の技術チームは、MAGMA鋳造シミュレーションソフトウェアを使用して鋳造欠陥を特定し、従来の砂型鋳造法を廃止して低圧真空鋳造法を採用することを決定しました。注湯温度を正確に固定し、接種剤の比率を調整し、黒鉛の球状化を促進し、ホットスポットに水冷ランナーを配置することで、収縮空洞を完全に解消することができ、厚肉部品の欠陥問題も解決しました。
結果と価値
工程の最適化により、今回のバッチの気孔率は劇的に低下し、鋳造品は漏れゼロで長期高圧疲労に耐えることができ、合格品率は99.8%にまで上昇しました。これは、損失と再加工コストの削減に貢献しただけでなく、サプライチェーンの問題も解決し、長期的な独占量産パートナーシップへとつながりました。
この重荷重油圧鋳造事例は、真空鋳造と熱バランスプロセスが油圧部品鋳造品のシール性と密度向上に及ぼす効果を完全に検証し、その実用性の高さを実証しています。経験から学びたい方は、事例ファイル全文をダウンロードしてください。

金属鋳造サービス提供業者の見積書を左右する隠れたコスト要因とは?
金属鋳造サービス業者からの見積もりにおける隠れたコストを特定することは非常に重要です。特に、機械加工代、ライザー残渣処理、熱処理補正などの隠れた費用に注意する必要があります。正当な見積もりには、正味重量、ライザー回収率、欠陥配分コストが明確に記載されている必要があり、後から価格の上昇を要求される可能性をなくすことが重要です。
業界標準価格計算式
調達上のトラブルを回避するには、正確な原価計算が不可欠です。業界標準の計算式を用いることで、 大規模金属鋳造やカスタム金属鋳造サービスの価格を非常に正確に算出できます。また、鋳造価格の透明性が高まることで、隠れた調達上の落とし穴を回避することも可能です。
| コスト項目 | パーセンテージ範囲 | 業界標準の計算ルール | よくある隠れたリスク |
| 原材料費 | 55%~65% | 鋳造品の正味重量+3~5%の燃焼率計算。 | 再生材を過剰に使用すると、材料の性能が低下する。 |
| カビの減価償却費 | 10%~20% | 金型総コスト / バッチあたりの推定償却費 | 小ロット注文の金型償却費が40%以上に急増。 |
| 製錬および加工コスト | 10%~15% | 製錬時のエネルギー消費量+加工時間の計算。 | 非標準プロセスに対する料金設定が不明確だと、後々の価格上昇につながる。 |
| 熱処理および検査費用 | 5%~10% | 加工タイプ+ワークピース表面積/サンプリング比率の計算。 | T6溶液処理、CT欠陥検出などは、別途料金がかかりません。 |
| 管理費および物流費 | 2%~5% | 注文合計金額に対する固定割合の計算。 | 不明確な国際物流と関税が、着地コストの過剰支出につながる。 |
主流価格設定プラットフォームのメリットとデメリットの分析
FictivやXometryのようなオンラインプラットフォームは、価格設定の効率性という点では非常に優れていますが、複雑な工業部品の価格設定精度は低く、ハイエンドな加工工程における割増料金を正確に算出することもできません。一方、一部の小規模工場では、単価を下げるためだけに、製品の限界までリサイクル材を大幅に追加しており、その結果、鋳造品の機械的特性が損なわれ、設備の安全性に潜在的なリスクをもたらしています。
- 調達部門は、ADC12アルミニウム合金とASTM A216 WCB炭素鋼のコストに差をつけることで、効果的な価格交渉を可能にする必要がある。
- 使用された再生材の割合を確認し、業界の安全基準である30%を維持してください。
- 熱処理や欠陥検査などの作業が別途料金で請求されているか確認し、隠れた料金が発生しないようにしましょう。

図4:さまざまな形状とサイズの金属鋳物が、白い背景に配置されている。
LSマニュファクチャリングを選ぶことで、工業用金属鋳造におけるサプライチェーンリスクをゼロに抑えられる理由とは?
優れた工業用金属鋳造サプライチェーンの最大の利点は、IATF 16949認証を取得していることと、垂直統合による生産を自社で行えることです。金型設計から鋳造、 CNC加工まで、すべての工程を自社で実施し、品質管理とトレーサビリティをデジタルで統合しているため、追跡可能な良質な製品のみが生産工程の各段階を通過します。
プロセス全体を通してハードウェアの品質管理機能
サプライチェーンマネジメントにおける主要な要素の一つは安定性です。当社は外部委託のない自社工場として、強力な品質管理と製造能力により、産業部品向けの様々な金属鋳造品を継続的に供給することが可能となり、2026年にはトップクラスの金属鋳造サプライヤーへと成長しました。
完全なライフサイクル追跡システム
当社は、世界中のサプライチェーンに対応したデジタルトレーサビリティシステムを構築しました。詳細な鋳造品質トレーサビリティシステムを活用することで、原材料から最終製品に至るまで、鋳造品のライフサイクル全体にわたる品質トレーサビリティを提供します。
- 原材料の保管:金属原材料の各バッチごとに材料試験記録(MTR)の証明書が保管され、供給元からの材料管理が保証されます。
- 生産トレーサビリティ:溶融温度、ダイカストサイクル時間、真空度などの主要なプロセスパラメータは、生産プロセス全体を通して記録されます。
- 品質検査のトレーサビリティ: CTスキャンによる欠陥検出および機械的試験の報告書が製品に添付されます。
- サービス追跡機能:24時間体制の技術サポート、設計変更や生産能力変更への迅速な対応。
よくある質問
Q1:御社のカスタム金属鋳造サービスで実現できる最小肉厚はどれくらいですか?
当社は、高度な超真空ダイカスト技術を活用し、アルミニウム合金鋳造品の最小肉厚を1.2mm±0.15mmに安定的に制御することで、均一かつ完全な充填を実現し、コールドシャットや鋳造不良などの一般的な欠陥を効果的に回避し、様々な小型工業部品のカスタマイズされた生産ニーズに対応しています。
Q2:LSマニュファクチャリングは、アルミニウム合金の化学組成の一貫性をどのように自社で保証しているのですか?
当社では、アルミニウム合金の各バッチを溶解する前に、輸入した直読式分光計を用いて包括的な検査を実施し、鉄含有量を0.8%に厳密に管理するとともに、すべての強化元素の偏差を0.05%以内に抑えています。これにより、各バッチの合金組成を安定かつ均一に保つことができます。
Q3:貴社のグローバル金属鋳造サービスは、ASTM規格とEN規格の両方の冶金規格に準拠することは可能ですか?
当社は、 ASTM、EN、GBといった国際的な主要工業規格に準拠するだけでなく、A356 EN AC-43400などの最も一般的な合金も供給し、世界中のお客様のご注文に柔軟に対応いたします。つまり、世界中のお客様の規格に準拠した生産ニーズにお応えする体制が整っています。
Q4:高圧部品に対して、御社ではどのような非破壊検査を提供していますか?
当社は、工業用CTスキャン、磁粉探傷試験、浸透探傷試験など、専門的な非破壊検査機器を完備しています。また、高品質な工業部品の品質管理要件を満たす、信頼性が高く規格に準拠した試験報告書も提供可能です。
Q5:ダイカスト金型を早期の熱割れからどのように保護しますか?
金型には、焼き戻し硬度が48~52HRCと安定した、ハイエンドの熱間加工用金型鋼であるDIEVARとH13を採用しています。さらに、この金型には全自動マイクロスプレー潤滑システムが搭載されており、高温衝撃に非常に効果的に耐えることができます。また、1セットの金型で10万回以上の量産が可能で、性能の安定性も確保されています。
Q6:貴社の少量金属鋳造の見積もりは、なぜ従来の鋳造工場よりも競争力があるのですか?
当社では、モジュール式のクイックチェンジ金型ベースシステムを採用しています。少量生産の場合、金型全体を再構築する必要はなく、コアキャビティインサートのみを製造すれば済むため、金型償却コストを約45%削減できます。図面ファイルを直接アップロードしていただくことで、お客様のご要望に合わせた正確な見積もりをご提供いたします。
Q7:工業用金属鋳造工程後、どの程度の二次CNC加工公差を維持できますか?
当社は、5軸CNC精密加工機を1台保有する工場を有しており、鋳造ブランク材への精密な二次加工が可能です。主要な組立位置、ベアリング穴、その他のコア位置の寸法公差は0.005mm以内に安定して制御できるため、高精度組立が求められる用途に適しています。
Q8:工業部品の新規金属鋳造プロジェクトの標準的なリードタイムはどれくらいですか?
当社では、完全デジタル化されたDFM解析と並行金型設計プロセスを採用しており、 9日以内にT1ラピッドプロトタイプサンプルを提供することが可能です。ハイエンド量産用ダイカスト金型のリードタイムは25~30日であり、プロジェクトの開発と実装に必要な総時間を大幅に短縮できます。
まとめ
2026年における当社の高品質工業用金属鋳造調達における主な重点は、気孔率の制御、精度の向上、量産安定性の確保、そしてコストの抑制です。当社は生産チェーン全体にわたる専門的な技術と包括的な品質管理を提供し、様々な鋳造調達問題に対するワンストップソリューションを保証することで、貴社にとって強力かつ高品質なサプライチェーンシステムを実現します。
鋳造時の気孔率、寸法誤差、金型の高コストといった問題に悩まされてきた貴社のサプライチェーンにとって、高品質な製品を用いた鋳造サプライチェーンの徹底的なアップグレードを実施し、最終的に製品品質の最適化を実現する時が来ました。そうすることで、実際にはプロジェクトの納期を遅らせる表面的な協力関係を完全に回避できるでしょう。
今すぐ3D図面をアップロードして、お客様に合わせた技術プランと価格をご提示させてください。当社の専門家が24時間以内にDFM解析、金型流動シミュレーションレポート、分かりやすく透明性の高い工場見積もりを提供いたします。鋳造に関する豊富な知識と包括的な品質保証により、お客様のグローバルな産業用鋳造サプライチェーンの安定した基盤を構築します。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


