Global Metal Casting Service (GMS) — это промышленное решение для точного литья, разработанное с учетом реорганизации мировых цепочек поставок в 2026 году. Оно решает три основные проблемы в сфере закупок промышленного литья: длительный цикл доставки, высокая пористость и стоимость изготовления пресс-форм для мелкосерийного производства по индивидуальному заказу.
В настоящее время большинство поставщиков слишком велики, чтобы гарантировать профессиональное моделирование испытаний и точность процесса , но при этом легко могут привести к браку литых деталей в массовом производстве. В данной статье проводится сравнение технических преимуществ девяти крупнейших производителей, создано профессиональное цифровое руководство по закупкам, позволяющее со временем находить высококлассных поставщиков.

Краткий обзор основных параметров глобальных поставщиков услуг по литью металлов в 2026 году.
Здесь на одном рисунке представлены основные технологии, возможности контроля качества и ценовые преимущества девяти ведущих поставщиков услуг литья . Сотрудники отдела закупок могут использовать этот рисунок для быстрого выбора поставщиков, наилучшим образом отвечающих их потребностям, и эффективного снижения рисков, связанных с закупками .
| Сервисные бренды | Основные преимущества процесса | Параметры контроля качества | Преимущества в стоимости |
| LS Manufacturing | Литье под сверхвысоким вакуумом 45 мбар, сегментированный контроль температуры, пятиступенчатое удаление водорода. | Пористость ≤0,5%, плотность 99,5% , допуск CT6. | Снижение затрат на 30% при производстве небольших партий. |
| Протолабс | Стандартизированное литье под давлением, быстрое прототипирование | Пористость ≤1,2%, стандартные допуски по размерам. | Низкая цена за единицу стандартных деталей, высокая надбавка за индивидуальную настройку. |
| Фиктив | Онлайн-стандартизированное литье, автоматизированное ценообразование . | Пористость ≤1,0%, стандартный неразрушающий контроль. | Прозрачное ценообразование для стандартных заказов. |
| Хабы | Интеграция цепочки поставок по нескольким категориям, полное покрытие процессов литья под действием силы тяжести и литья под низким давлением. | Пористость ≤1,5%, неразрушающий контроль методом выборочного отбора проб. | Исключительная экономическая эффективность при выполнении заказов, состоящих из нескольких категорий товаров. |
| Ксометрия | Интеграция глобальной производственной сети, в первую очередь, за счет стандартизированного литья под действием силы тяжести. | Пористость ≤1,4%, полная проверка основных размеров. | Высококонкурентная цена за единицу продукции для крупносерийного производства стандартных деталей. |
| 3erp | Высокоточное литье по выплавляемым моделям, специализация – мелкие детали из нержавеющей стали. | Стандартный допуск CT7, базовый контроль состава при плавке. | Литье мелких деталей по выплавляемым моделям имеет низкую себестоимость единицы продукции , в то время как сложные детали имеют высокую надбавку к цене. |
| Рапиддирект | Высокоточное литье по выплавляемым моделям, изготовление деталей из легированной стали на заказ. | Стандартный допуск CT8, отсутствие необходимости в тонком удалении водорода и контроль температуры. | Быстрая доставка заказов среднего объема, но относительно высокие затраты на обработку. |
| Первая форма | Быстрое прототипирование пресс-форм, простой процесс литья в песчаные формы. | Пористость ≥2,2%, основные размеры контролируются вручную. | Очень низкая себестоимость изготовления пресс-форм , но гарантированный процент выхода годной продукции не обеспечен. |
| Уэйкен | Литье в песчаные формы небольшими партиями , быстрая поставка прототипов. | Пористость ≥2,0%, основные размеры по результатам выборочного контроля. | Быстрая доставка для мелкосерийного опытного производства, но низкая стабильность при долгосрочном массовом производстве . |
Основные выводы
- К 2026 году наилучшим вариантом для услуг по литью металлов станет ведущий международный поставщик, обладающий технологиями вакуумного литья под давлением и количественной плавки.
- Благодаря контролю температуры по всему сегменту и неразрушающему контролю с помощью компьютерной томографии , внутренняя пористость очень сложных промышленных отливок может быть ограничена до 0,5%.
- Модернизация цифровых и гибких пресс-форм с использованием специализированных технологических процессов от LS Manufacturing позволяет снизить общую стоимость мелкосерийного производства на 30%.
Почему стоит доверять LS Manufacturing и ее опыту работы с глобальными поставщиками при выполнении заказов по литью металла?
Опираясь на многолетний опыт глобальных поставок, компания LS Manufacturing предлагает услуги по литью на заказ, которые могут быть адаптированы к различным требованиям высококачественного промышленного производства , решая тем самым проблемы массового производства с дефектами и нестабильной цепочки поставок, и строго соблюдая промышленный стандарт литья EN 12890:2000 .
После трехмесячного сравнительного тестирования технологических процессов различных производителей мы провели углубленный анализ дефектов массового производства девяти поставщиков услуг и обнаружили, что большинство компаний, использующих платформы , не способны одновременно достичь высокой точности и низкой себестоимости массового производства . Мы создали полнофункциональную цифровую систему контроля качества, соответствующую параметрам ASTM B98-20 , и наши собственные технологии вакуумного литья под давлением и сегментированного контроля температуры позволяют эффективно решить проблему микроскопических дефектов в отливках , обеспечивая тем самым стабильное массовое производство.
В настоящее время мы сертифицированы по системе управления качеством IATF 16949 (7S Corporation) и располагаем полным спектром высокоточных испытательных инструментов и оборудования для контроля качества нашей продукции на всех этапах — от проектирования до поставки готовой продукции . Мы предоставляем надежные услуги по поддержке литья более чем 30 промышленным предприятиям по всему миру, значительно снижая риски в цепочке поставок.
Благодаря нашему богатому опыту работы в отрасли и стандартизированной технической системе, мы способны удовлетворить различные высокотехнологичные требования к литью на заказ. Свяжитесь с нашими инженерами в любое время для бесплатной индивидуальной консультации по расчету себестоимости производства вашего заказа на литье.

Почему покупатели промышленного литья металлов по-прежнему сталкиваются с дефектами, связанными с высокой пористостью, в 2026 году?
Одна из главных причин, по которой покупатели промышленного литья из металла постоянно сталкиваются с чрезмерной пористостью, заключается в том, что многие поставщики не используют вакуумные вытяжные системы или не обладают нашими специализированными возможностями по контролю потока в форме. После заливки расплавленного металла воздух и другие примеси легко могут задерживаться внутри. В то время как сверхвакуумное литье под давлением в сочетании с электромагнитным заполнением при очень низком давлении может полностью предотвратить проникновение остаточных газов с самого начала и, таким образом, полностью устранить пористость в отливках .
Фундаментальные различия в контроле пористости в традиционном и современном литье.
Низкопористая отливка — одна из главных особенностей высококачественного промышленного литья. Литье при атмосферном давлении с высокой вероятностью приводит к пористости. Крупнейшие поставщики услуг по литью металлов, такие как Protolabs и Fictiv, которые в основном полагаются на литье мелких изделий под давлением с использованием стандартизированных процессов, не смогли в полной мере решить проблему пористости в толстостенных, сложных металлических отливках для промышленных компонентов . Фактически, контроль пористости является важным фактором, определяющим качество процессов литья.
Компания LS Manufacturing использует систему вакуумной замены газа, соответствующую международным стандартам и способную стабильно и надежно создавать вакуум в полости формы менее 45 мбар , полностью удаляя воздух из полости. Для распространенных алюминиевых сплавов, таких как A356 и AlSi10Mg, используется пятиступенчатая технология роторной очистки и удаления водорода, которая строго ограничивает содержание водорода в расплавленном металле до 0,1 мл/100 г. Сам процесс откачки воздуха из литейной полости устраняет пористость непосредственно в источнике, значительно повышая выход годной продукции.
| Тип процесса | Вакуумная очистка полости пресс-формы | Содержание водорода в расплавленном металле | Контролируемая пористость | Применимый тип литья |
| Традиционное гравитационное литье в песчаные формы | Атмосферное давление | Неконтролируемый водород | ≥2,0% | Неточные конструкционные детали |
| Стандартизированное литье под низким давлением | ≤100 мбар | ≤0,2 мл/100 г | ≤1,2% | Обычные промышленные стандартные детали |
| Сверхточное вакуумное литье под давлением | ≤45 мбар | ≤0,1 мл/100 г | ≤0,5% | Высококачественные гидравлические компоненты для тяжелых условий эксплуатации |
| Высокоточное литье по выплавляемым моделям | ≤80 мбар | ≤0,15 мл/100 г | ≤0,8% | Прецизионные мелкие детали из нержавеющей стали/легированной стали |
Четырехэтапный метод проверки технической подлинности поставщика
Сотрудники отдела закупок могут очень быстро проверить способность поставщика контролировать пористость, используя стандартные этапы. Это позволяет максимально точно сопоставлять требования к закупкам различных видов промышленного литья из металла и эффективно выбирать надежных партнеров.
- Проверьте конструкцию вентиляционного канала в форме, чтобы убедиться, что ширина и глубина вентиляционного канала соответствуют толщине стенки отливки .
- Определите точно объем полости, образованной холодными порами , чтобы избежать неравномерного распределения пористости, возникающего из-за наличия холодных пор.
- Оцените степень дегидрирования при плавке, чтобы определить, способен ли он обеспечить дегидрирование при рафинировании на уровне 4 или выше .
- Запросите заключение компьютерной томографии, чтобы подтвердить, что пористость отливки соответствует ведущему в отрасли стандарту в 0,5%.
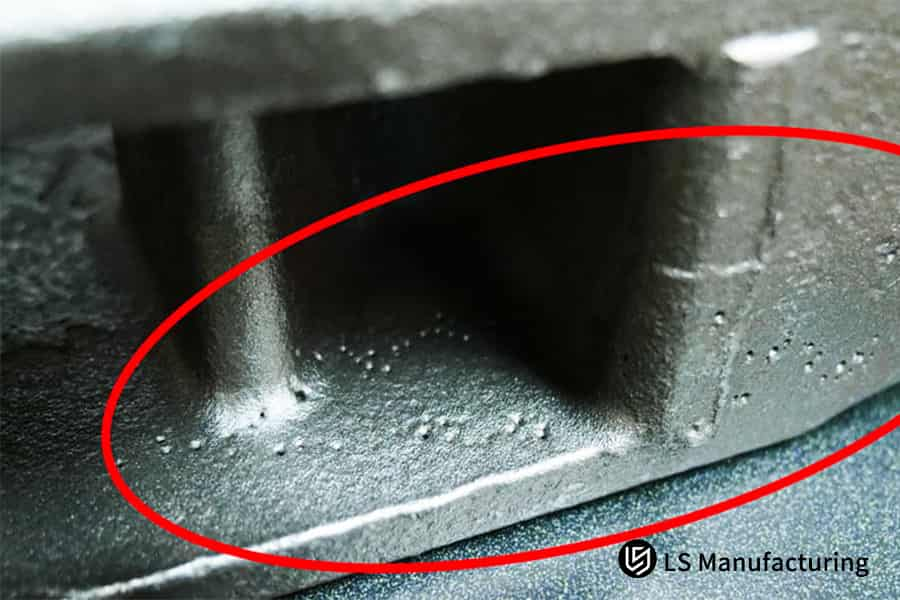
Рисунок 1: Металлическая отливка с дефектами пористости (небольшими отверстиями), выделенными красным цветом внутри полости.
Как специалисты по литью металла на заказ могут поддерживать внутреннюю плотность, подтвержденную компьютерной томографией?
Ключевым фактором достижения высоких показателей плотности отливок при производстве высококачественных металлических отливок на заказ является точный контроль температурного градиента затвердевания отливки и предотвращение внутренних усадочных дефектов . Благодаря использованию теплопроводящих вставок в форму, новейшей полностью автоматизированной технологии микронапыления и промышленного неразрушающего контроля с помощью компьютерной томографии, внутренняя плотность отливки может быть стабильно повышена до уровня, превышающего 99,5%.
Сравнение возможностей контроля качества основных поставщиков
Точное измельчение зерна является определяющим фактором плотности отливки. Поставщики услуг по литью металлов на основе платформ, такие как Hubs и Xometry, продолжают полагаться на традиционные методы литья и поэтапного контроля температуры, которые не способны точно контролировать градиент затвердевания, что легко приводит к образованию зон термической усадки и несоответствию высоким стандартам производства для литья тяжелых металлов для промышленных компонентов.
Благодаря использованию технологии контроля температуры с полным сегментированием и компоновки горячих и холодных каналов в форме, компания LS Manufacturing добивается упорядоченного затвердевания расплавленного металла , что полностью исключает образование микроусадочных полостей в изделии. Зерна отливки стабильны и соответствуют стандарту ASTM E155 Class II , имея однородную и плотно упакованную внутреннюю структуру . Технология уплотнения структуры отливки гарантирует стабильную работу в течение длительного времени.
Основной процесс контроля качества неразрушающего контроля с помощью компьютерной томографии.
Для производства высококачественных металлических отливок для промышленных компонентов мы внедрили высокоточную систему контроля качества. Стандартизированный процесс контроля качества с целью выявления дефектов представлен ниже:
- Промышленное компьютерное томографическое сканирование отливки после ее формовки, послойно, проводится для обеспечения полного охвата внутренних усадочных полостей и дефектов пористости.
- Металлографическая структура исследуется путем определения соответствия размера зерна и плотности рабочим стандартам.
- Отливки, не прошедшие сортировку, отделяются, и одновременно оптимизируются соответствующие параметры контроля температуры заливки партии.
- Для обеспечения полной прослеживаемости качества партии продукции формируется официальный отчет об обнаружении дефектов .
Точное измельчение зерна и неразрушающий контроль с помощью компьютерной томографии — две основные технологии, обеспечивающие высокую плотность отливок, получаемых в рамках услуг по литью металла на заказ . С их помощью можно полностью устранить усадочные отверстия, а также обеспечить соответствие различным стандартам долгосрочной эксплуатации высокотехнологичных промышленных компонентов. Мы предоставляем бесплатную смету затрат на контроль качества для тех, кто хочет спланировать контроль качества, а также разрабатываем индивидуальные решения по оптимизации плотности для клиентов со специфическими потребностями.
Какая глобальная компания по литью металлов может обеспечить точность размеров CT6 без дополнительной механической обработки?
Высокотехнологичный глобальный сервис литья металлов позволяет достигать точности уровня ISO CT6 без необходимости механической обработки. Это стало возможным благодаря прецизионной обработке форм, качественным материалам для литья металлов и интеллектуальному алгоритму, автоматически адаптирующемуся к термическому расширению. Использование форм, изготовленных на станках с ЧПУ, и учет коэффициентов усадки материала позволяют напрямую получать отливки очень высокой точности, готовые к использованию.
Сравнение пределов допустимых отклонений среди основных поставщиков услуг.
Среди факторов, влияющих на высокоточное литье, точная термическая регулировка штампа является важнейшим фактором. 3ERP, Rapiddirect и другие могут обеспечить допуски только CT7-CT8 , и поэтому зависят от последующей механической обработки для получения правильных размеров, что приводит к увеличению затрат на закупку. Традиционные методы литья по выплавляемым моделям не могут обеспечить уровень точности, необходимый для высокоточного литья металла для OEM-производителей, и обычно это остается основным технологическим ограничением для ведущих поставщиков услуг литья металла к 2026 году .
Запатентованная система прогнозирования термического расширения пресс-форм компании LS Manufacturing динамически компенсирует отклонения размеров на этапе проектирования. Благодаря стабильной производственной среде с постоянной температурой, предотвращающей деформацию оболочки, этот метод неизменно обеспечивает получение отливок с точностью CT6. Наша комплексная система обеспечения точности литья идеально подходит для производства различных типов высокоточных деталей.
Основные преимущества высокоточного литья для снижения затрат
Высокоточные технологии и технологии, не требующие механической обработки, могут значительно снизить общие затраты на закупку материалов для проекта. Основные преимущества обусловлены несколькими аспектами:
- Не требует вторичной обработки на станках с ЧПУ, которая является основным источником потерь времени и материалов.
- Повреждения отливок и брак в результате механической обработки не являются фактором риска.
- Обеспечивает постоянство размеров отливки, что гарантирует совместимость всей конструкции механизма.
- Обеспечивает снижение затрат на закупку и обработку на 25%, а также высокую экономическую эффективность при длительном массовом производстве.
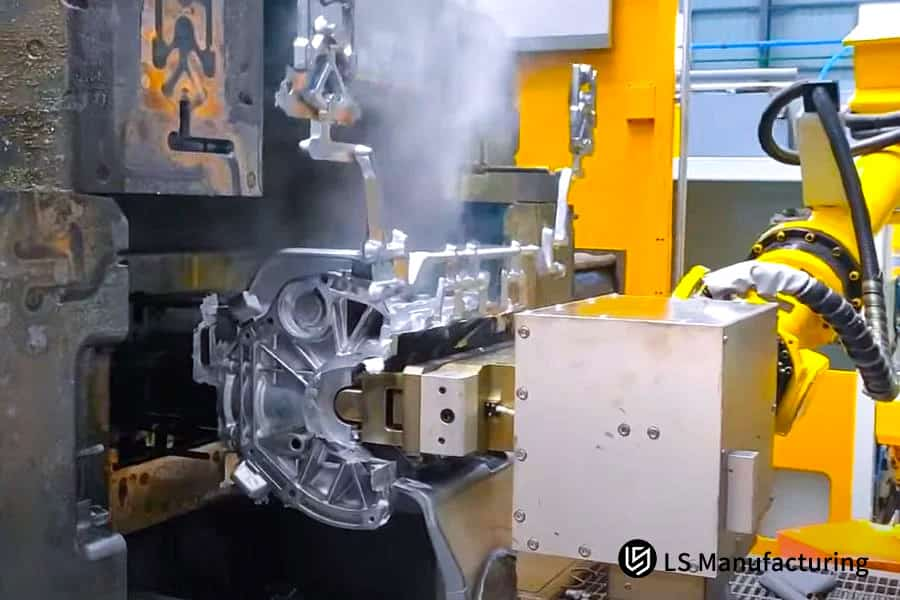
Рисунок 2: Роботизированная рука на заводе точно обрабатывает литую металлическую деталь двигателя.
Какие параметры отличают крупносерийное литье металлов от литья прототипов?
Основные различия между крупносерийным литьем металлов и литьем прототипов заключаются в сроке службы форм, времени производства и стабильности состава сплавов. В серийном производстве в основном используется долговечная штамповая сталь для горячей обработки и автоматизированные, регулярные циклы, обеспечивающие стабильное качество и минимальное отклонение допусков конечной продукции на протяжении миллионов единиц.
Основные различия в параметрах между серийным производством и литьем прототипов.
Для стабильного массового производства крайне важно правильно подобрать состав сплава. Однако литье прототипов страдает от короткого срока службы формы, циклы литья могут сильно колебаться, а отклонения в составе довольно значительны. По этим причинам такой способ литья не подходит для долгосрочного массового производства. Большинство контрактных производителей, работающих в металлургической отрасли, используют очень широкие параметры массового производства, что часто затрудняет обеспечение стабильности качества продукции при промышленном литье металлов.
Кроме того, оптимизация цикла литья является ключевым фактором для выведения стандартов массового производства на новый уровень. Компания LS Manufacturing располагает автоматизированным цехом литья под давлением мощностью 1600-3500 тонн, использует долговечную инструментальную сталь 48-52 HRC и имеет стабильное время цикла литья в одну форму — 45 секунд. Производственный персонал постоянно отслеживает основные параметры, а расплавленный металл из каждой партии проходит 100% спектральный анализ для обеспечения строгого контроля примесей и отклонений в составе, что исключает дефекты, связанные с горячим растрескиванием. Стабильность партий литья обеспечивает стабильное качество продукции при больших объемах производства.
| Размеры параметров | Массовое литье | Литье прототипа | Различия в эффективности использования мощностей |
| Выбор штамповой стали | Горячекатаная сталь H13/DIEVAR (48-52 HRC) | Предварительно закаленная сталь P20 (30-35 HRC) | Эффективность массового производства повысилась более чем в 10 раз. |
| Время цикла одной пресс-формы | ≤45 с/форма | ≥120 с/форма | Производственная мощность серийного производства в 2,6 раза и более превышает мощность прототипа. |
| Контроль состава сплава | 100% спектральный анализ OES на каждую печь | Контроль качества партий продукции | Отклонение состава продукции массового производства ≤±0,05%. |
| Коэффициент автоматизации производства | Автоматизированный цех литья под давлением (≥95%) | ≤30% Полуавтоматический/Ручной режим работы | Выход годной продукции в серийном производстве ≥99% по сравнению с прототипом ≤85%. |
Контрольный список основных требований для массовых закупок
При закупке больших партий промышленных изделий из литого металла предприятия могут проверить различные размеры, чтобы подтвердить возможности поставщика по массовому производству и таким образом эффективно избежать рисков, связанных с качеством партии и сроками поставки.
- Необходимо проверить тип и параметры твердости инструментальной стали, чтобы убедиться в их пригодности для серийного производства с миллионным циклом.
- Для обеспечения стабильной и контролируемой эффективности производства с использованием одной пресс-формы необходимо проверить время цикла автоматизации производственной линии .
- Просим предоставить протоколы испытаний состава сплава, подтверждающие надлежащую однородность материала каждой партии.
- Риск возникновения дефектов в партиях продукции можно снизить путем проверки данных вакуумного мониторинга в массовом производстве.
Стабильный срок службы пресс-форм, время цикла автоматизации и контроль состава сплавов — основные факторы, обеспечивающие высокую эффективность крупномасштабного литья металлов , что позволяет добиться очень высокого уровня стабильности качества промышленных отливок в больших количествах . В ходе индивидуальной консультации можно оказать помощь в разработке решений для массового производства тем, кто планирует закупки.

Рисунок 3: Алюминиевые отливки, расположенные в виде сетки, представляющие собой компоненты, изготавливаемые серийно.
Как оптимизировать амортизацию оснастки для мелкосерийного литья металла на заказ?
Ключевым фактором снижения затрат при мелкосерийном литье является использование гибких быстросменных оснований форм и легких процессов прототипирования. Сочетание стандартизированных основных оснований форм со съемными вставками, изготовленными на заказ, исключает необходимость полного вскрытия формы, что позволяет сократить инвестиции в форму более чем на 45%. Это основная особенность высококачественного литья металла на заказ, обеспечивающая снижение затрат.
Анализ недостатков гибкого производства, проведенный коллегами.
Традиционные поставщики услуг, такие как First Mold и Wayken, используют цельные конструкции пресс-форм, что приводит к очень высоким затратам на изготовление пресс-форм и длительным срокам выполнения мелкосерийных заказов. Именно поэтому их нельзя использовать для индивидуальных заказов от 50 до 500 штук , что значительно увеличивает стоимость литья металла для промышленных компонентов. Их гибкие производственные возможности значительно уступают возможностям профессиональных глобальных компаний, предоставляющих услуги по литью металла.
Практические решения для снижения и оптимизации затрат в мелкосерийном производстве.
Компания LS Manufacturing внесла существенные изменения в свою модель гибкого мелкосерийного производства, чтобы удовлетворить различные потребности в индивидуальной настройке промышленных деталей . Благодаря использованию решения по оптимизации затрат на облегченное литье , ей удается не только снизить общую стоимость мелкосерийного производства, но и не снизить качество.
- Использование модульной быстросменной пресс-формы позволяет настраивать только вставки в полость стержня, а затраты на пресс-форму снижаются до 35% по сравнению с традиционными решениями .
- Благодаря модульному проектированию с использованием CAD/CAM-систем цикл изготовления пресс-форм сокращается до 9 дней.
- Чтобы избежать излишнего усложнения конструкции, сталь для пресс-форм подбирается в соответствии с требованиями рынка, небольшие партии изготавливаются из предварительно закаленной стали P20.
- Расчет амортизационных отчислений по пресс-формам производится с высокой точностью, чтобы свести к минимуму стоимость приобретения единицы продукции.
Пример из практики: Как компания LS Manufacturing решила сложную задачу проектирования корпуса тяжелого промышленного шестеренчатого насоса
Данное исследование посвящено литью корпусов гидравлических шестеренчатых насосов для тяжелой промышленности. Благодаря внедрению специально разработанной технологии вакуумного гравитационного литья , компания смогла устранить проблему утечек под высоким давлением, обеспечить поставку продукции безупречного качества без дефектов и утвердиться в качестве ведущего поставщика литьевых материалов к 2026 году.
Проблема клиента
Литье гидравлических компонентов требует очень высокой плотности материала и герметичности. Именно поэтому многонациональный клиент из тяжелой промышленности смог получить лишь 72% выхода годных изделий для корпуса шестеренчатого насоса QT500-7, отлитого традиционным методом гравитационного литья в песчаные формы, применяемым компанией Hubs. Кроме того, корпуса шестеренчатых насосов постоянно протекали во время испытаний под высоким давлением. Им требовались профессиональные услуги по литью металла в соответствии с высокими промышленными стандартами.
LS Manufacturing Solution
Наша техническая команда использовала программное обеспечение для моделирования литья MAGMA для выявления дефектов литья и решила отказаться от традиционного метода литья в песчаные формы в пользу метода литья под низким давлением в вакууме. Мы смогли полностью устранить усадочные полости, точно установив температуру заливки, отрегулировав соотношение затравки, улучшив сфероидизацию графита и разместив водоохлаждаемые литники в горячих точках, что также решило проблему дефектов в толстостенных деталях.
Результаты и ценность
Оптимизация процесса позволила значительно снизить пористость в этой партии, отливки выдержали длительную усталостную обработку под высоким давлением без утечек, а процент качественной готовой продукции вырос до 99,8%. Это не только помогло сократить потери и затраты на переделку, но и решило проблемы с цепочкой поставок, а также привело к долгосрочному эксклюзивному партнерству в области массового производства.
Этот прочный образец гидравлического литья полностью подтверждает влияние процессов вакуумного литья и теплового баланса на улучшение герметичности и плотности отливок гидравлических деталей , демонстрируя значительную практическую ценность. Если вы хотите узнать больше из нашего опыта, вы можете скачать полный комплект материалов по этому образцу.

Какие скрытые факторы стоимости определяют реальные расценки поставщиков услуг по литью металлов?
Выявление скрытых затрат в коммерческих предложениях от поставщиков услуг по литью металлов имеет чрезвычайно важное значение. В первую очередь необходимо обращать внимание на скрытые расходы, такие как припуски на механическую обработку, обработка остатков в питателе, коррекция термической обработки и т. д . В достоверном коммерческом предложении должны быть четко указаны чистый вес, коэффициент извлечения остатков в питателе и стоимость распределения дефектов, чтобы исключить возможность завышения цены в дальнейшем.
Стандартная формула расчета цен в отрасли
Правильное и точное ведение учета затрат имеет решающее значение для предотвращения проблем с закупками. Для точного расчета цен на крупномасштабное литье металлов и услуги по литью металлов на заказ можно использовать стандартные отраслевые формулы. Кроме того, прозрачность ценообразования на литье позволяет избежать различных скрытых ловушек в сфере закупок.
| Статьи затрат | Процентный диапазон | Стандартные отраслевые правила расчета | Распространенные скрытые риски |
| Стоимость сырья | 55%-65% | Расчет чистой массы отливок + скорость выгорания 3-5%. | Чрезмерное использование переработанных материалов приводит к снижению эксплуатационных характеристик материалов. |
| Амортизационные расходы пресс-форм | 10%-20% | Общая стоимость пресс-формы / Предполагаемая амортизация по одной партии. | Амортизация пресс-форм для мелкосерийных заказов резко возросла до 40% и более . |
| Затраты на плавку и переработку | 10%-15% | Расчет энергопотребления при плавке + времени обработки. | Нечетко определенные надбавки за нестандартные процессы приводят к последующему повышению цен. |
| Стоимость термообработки и контроля качества | 5%-10% | Расчет типа процесса + площади поверхности заготовки / коэффициента выборки. | Обработка раствором Т6, дефектоскопия с помощью КТ и т.д. не оплачиваются отдельно. |
| Затраты на управление и логистику | 2%-5% | Расчет фиксированного процента от общей стоимости заказа. | Неясность международной логистики и тарифов приводит к перерасходу средств на доставку. |
Анализ преимуществ и недостатков основных платформ ценообразования.
Онлайн-платформы, такие как Fictiv и Xometry, довольно хороши с точки зрения эффективности ценообразования, но точность ценообразования для сложных промышленных деталей оставляет желать лучшего, и платформы также не способны определять надбавки для высокотехнологичных процессов. В то же время некоторые небольшие заводы резко увеличивают количество переработанных материалов в своей продукции, чтобы снизить цену за единицу, тем самым ухудшая механические свойства отливок и создавая потенциальный риск для безопасности оборудования.
- Для эффективного ведения переговоров о цене необходимо, чтобы закупочная сторона смогла добиться разницы в стоимости алюминиевого сплава ADC12 и углеродистой стали ASTM A216 WCB .
- Проверьте процент использованных переработанных материалов и соблюдайте установленный в отрасли предельный уровень в 30%.
- Уточните, включены ли в стоимость такие операции, как термообработка и дефектоскопия, чтобы избежать скрытых платежей.

Рисунок 4: Различные металлические отливки разных форм и размеров, расположенные на белом фоне.
Почему выбор LS Manufacturing гарантирует нулевые риски в цепочке поставок для промышленного литья металлов?
Главное преимущество превосходной цепочки поставок для промышленного литья металлов заключается в сертификации по стандарту IATF 16949 и возможности осуществлять производство за счет вертикальной интеграции . Они самостоятельно выполняют все этапы, от проектирования пресс-форм и литья до обработки на станках с ЧПУ , и внедрили цифровую систему контроля качества и отслеживания, благодаря чему через каждый этап производства проходят только качественные, отслеживаемые изделия.
Возможности контроля качества оборудования на протяжении всего процесса.
Одним из главных аспектов управления цепочкой поставок является стабильность. Будучи собственным заводом, работающим без привлечения сторонних субподрядчиков, мы вошли в число ведущих поставщиков литья металлов к 2026 году благодаря нашим строгим стандартам контроля качества и производственным возможностям , которые позволяют нам непрерывно выполнять заказы на различные виды литья металлов для промышленных компонентов.
Комплексная система отслеживания жизненного цикла
Мы создали цифровую систему отслеживания, ориентированную на глобальные цепочки поставок. Используя детальную систему отслеживания качества литья , мы обеспечиваем полное отслеживание качества отливок на протяжении всего жизненного цикла, от сырья до конечного продукта.
- Архивирование сырья: Для каждой партии металлического сырья хранятся сертификаты испытаний материалов (MTR), гарантирующие контроль качества материала с момента его закупки.
- Прослеживаемость производства: Ключевые параметры процесса, такие как температура плавления, время цикла литья под давлением и уровень вакуума , регистрируются на протяжении всего производственного процесса.
- Прослеживаемость контроля качества: к товарам прилагаются протоколы дефектоскопии с использованием компьютерной томографии и механических испытаний.
- Отслеживаемость сервиса: круглосуточная техническая поддержка , оперативное реагирование на изменения в проекте и производственных мощностях.
Часто задаваемые вопросы
В1: Какова минимальная толщина стенок, которую вы можете достичь с помощью услуги литья металла на заказ?
Мы используем передовую технологию литья под сверхвысоким вакуумом для стабильного контроля минимальной толщины стенок отливок из алюминиевых сплавов на уровне 1,2 мм ± 0,15 мм , что позволяет обеспечить равномерное и полное заполнение, эффективно избегая распространенных дефектов, таких как холодные спайки и неполное литье, и удовлетворять индивидуальные производственные потребности в различных компактных промышленных деталях.
В2: Каким образом компания LS Manufacturing самостоятельно обеспечивает стабильность химического состава алюминиевых сплавов?
Перед каждой плавкой партии алюминиевого сплава мы проводим комплексное тестирование с помощью импортного спектрометра прямого считывания, строго контролируя содержание железа до 0,8% , а отклонения всех упрочняющих элементов — в пределах 0,05%, благодаря чему состав сплава каждой партии становится стабильным и однородным.
В3: Возможно ли, чтобы ваша глобальная служба литья металлов соответствовала одновременно металлургическим стандартам ASTM и EN?
Мы с легкостью выполняем заказы наших клиентов по всему миру, соблюдая не только основные международные промышленные стандарты, такие как ASTM, EN или GB, но и поставляя наиболее популярные сплавы, например, A356 EN AC-43400. Это означает, что мы готовы выполнить заказы клиентов по всему миру, соответствующие всем требованиям.
Вопрос 4: Какие виды неразрушающего контроля доступны у вас для компонентов, работающих под высоким давлением?
Мы располагаем полным комплектом профессионального оборудования для неразрушающего контроля, включая промышленную компьютерную томографию, магнитопорошковый контроль и капиллярный контроль . Мы также можем предоставить авторитетные и соответствующие стандартам протоколы испытаний для обеспечения контроля качества высококачественных промышленных компонентов.
В5: Как защитить литейные формы от преждевременного термического растрескивания?
Для изготовления штампов мы используем высококачественные штамповые стали для горячей обработки, DIEVAR и H13, с твердостью после закалки, стабильной на уровне 48-52 HRC. Кроме того, деталь оснащена полностью автоматизированной системой микрораспылительной смазки , что в совокупности обеспечивает эффективное сопротивление высокотемпературным ударам. Также, один комплект пресс-форм способен обеспечить серийное производство более 100 000 циклов со стабильной производительностью.
В6: Почему ваши расценки на мелкосерийное литье металла более конкурентоспособны, чем у традиционных литейных заводов?
Мы внедрили модульную систему быстрой смены основания пресс-формы. При мелкосерийном производстве не требуется переделывать весь комплект пресс-форм, изготавливаются только вставки для стержневых полостей, что приводит к снижению амортизационных расходов на пресс-форму примерно на 45% . Вы можете напрямую загрузить свои чертежи, чтобы получить точное индивидуальное ценовое предложение.
В7: Какие допуски вторичной обработки на станках с ЧПУ можно сохранить после процесса промышленного литья металла?
В нашем распоряжении имеется цех высокоточной обработки на пятиосевом станке с ЧПУ , что позволяет нам выполнять прецизионную вторичную обработку литых заготовок. Допуски на размеры ключевых узлов, отверстий для подшипников и других важных мест стабильно контролируются в пределах 0,005 мм, что подходит для высокоточных сборочных операций.
В8: Каков стандартный срок выполнения нового проекта по литью металлических деталей для промышленного применения?
Мы используем полностью цифровой анализ DFM и параллельный процесс проектирования пресс-форм, что позволяет нам изготавливать образцы быстрого прототипирования T1 в течение 9 дней . Срок изготовления высококачественных пресс-форм для серийного производства составляет 25-30 дней, что значительно сокращает общее время, необходимое для разработки и реализации проекта.
Краткое содержание
В 2026 году наша основная задача при закупке высококачественного промышленного литья из металла – контроль пористости, повышение точности, обеспечение стабильности серийного производства и поддержание затрат в допустимых пределах . Мы предлагаем профессиональные технологии и комплексный контроль качества на протяжении всей производственной цепочки, что гарантирует комплексное решение различных проблем, связанных с закупкой литья, и создание надежной и высококачественной системы поставок для вашей компании.
Настало время для вашей цепочки поставок, которая борется с проблемами пористости литья, неточностями размеров и очень высокой стоимостью форм, пройти тщательную модернизацию цепочки поставок литья с использованием высококачественной продукции и в конечном итоге оптимизировать качество продукции, полностью избегая поверхностного сотрудничества, которое на самом деле задерживает выполнение проекта.
Почему бы вам не загрузить свои 3D-чертежи прямо сейчас, и мы свяжемся с вами с индивидуальным техническим планом и ценой? Наши эксперты проведут анализ DFM (проектирование для производства), предоставят отчеты по моделированию потока расплава и заводские предложения, которые будут понятны и прозрачны, — и все это в течение 24 часов. Использование основных знаний в области литья и всесторонняя система обеспечения качества позволяют нам создать стабильную основу для вашей глобальной цепочки поставок в сфере промышленного литья.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


