Il Global Metal Casting Service (GMS) è una soluzione di fusione di precisione industriale pensata per la riorganizzazione della catena di approvvigionamento globale prevista per il 2026. Risolve tre problematiche principali nell'approvvigionamento di fusioni industriali: lunghi tempi di consegna, elevata porosità e costi elevati per stampi personalizzati in piccole serie.
Attualmente, la maggior parte dei fornitori è troppo grande per garantire simulazioni di test professionali e accuratezza di processo , ma è possibile scartare facilmente i pezzi fusi in serie. Questo articolo confronta i vantaggi tecnici dei nove maggiori produttori, creando una guida digitale professionale all'acquisto, per individuare nel tempo fornitori di fascia alta.

Panoramica rapida dei parametri chiave dei fornitori globali di servizi di fusione dei metalli nel 2026
Ecco una tabella che riassume le principali tecnologie, le capacità di controllo qualità e i vantaggi in termini di costi di nove fornitori di servizi di fusione leader del settore. Il personale addetto agli acquisti può utilizzare questa tabella per selezionare rapidamente i fornitori che meglio soddisfano le proprie esigenze e mitigare efficacemente i rischi di approvvigionamento .
| Marchi di servizi | Vantaggi del processo principale | Parametri di controllo qualità | Vantaggi in termini di costi |
| LS Manufacturing | Pressofusione sottovuoto a 45 mbar, controllo segmentato della temperatura, rimozione dell'idrogeno in cinque fasi. | Porosità ≤0,5%, densità 99,5% , tolleranza CT6 | Riduzione dei costi del 30% per piccoli lotti. |
| Protolabs | Pressofusione standardizzata, prototipazione rapida | Porosità ≤1,2%, tolleranze dimensionali standard | Prezzo unitario basso per i componenti standard, sovrapprezzo elevato per la personalizzazione. |
| Fittizio | Casting online standardizzato, preventivo automatizzato . | Porosità ≤1,0%, test non distruttivi di base. | Prezzi trasparenti per gli ordini regolari. |
| Hub | Integrazione della catena di fornitura multi-categoria, copertura completa della fusione per gravità e della fusione a bassa pressione | Porosità ≤1,5%, test non distruttivi su campionamento a lotti. | Eccezionale rapporto costo-efficacia per ordini combinati di più categorie. |
| Xometria | Integrazione della rete produttiva globale, principalmente mediante fusione per gravità standardizzata. | Porosità ≤1,4%, ispezione completa delle dimensioni di base | Prezzo unitario altamente competitivo per grandi volumi di componenti standard. |
| 3erp | Fusione di precisione a cera persa, specializzata in piccoli componenti in acciaio inossidabile. | Tolleranza standard CT7, controllo di base della composizione di fusione. | La fusione di precisione di piccoli componenti ha un prezzo unitario basso , mentre i componenti complessi hanno un costo aggiuntivo elevato. |
| Rapiddirect | Fusione di precisione a cera persa, componenti personalizzati in acciaio legato. | Tolleranza standard CT8, nessun processo di rimozione dell'idrogeno fine e di controllo della temperatura. | Consegna rapida per ordini di medio volume, ma costi di gestione relativamente elevati. |
| Primo stampo | Prototipazione rapida degli stampi, semplice processo di fusione in sabbia. | Porosità ≥2,2%, dimensioni di base controllate manualmente. | Costo di produzione dello stampo molto basso , ma la resa non è garantita. |
| Wayken | Fusione in sabbia in piccoli lotti , consegna rapida di prototipi. | Porosità ≥2,0%, ispezione a campione delle dimensioni di base. | Consegna rapida per la produzione di prova di piccoli lotti, ma scarsa stabilità a lungo termine nella produzione di massa . |
Punti chiave
- Entro il 2026, la migliore opzione per i servizi di fusione dei metalli sarà un fornitore internazionale leader dotato di tecnologie di pressofusione sottovuoto e fusione quantitativa.
- Grazie al controllo della temperatura su tutta la superficie e ai controlli non distruttivi tramite tomografia computerizzata (TC) , la porosità interna di fusioni industriali molto complesse può essere limitata allo 0,5%.
- L'aggiornamento degli stampi digitali e flessibili con i processi personalizzati di LS Manufacturing può ridurre del 30% il costo totale della produzione di piccoli lotti.
Perché affidarsi all'esperienza di LS Manufacturing, fornitore globale di servizi di fusione metallica personalizzata?
Grazie alla vasta esperienza maturata negli anni nella fornitura a livello globale, il servizio di fusione personalizzata di LS Manufacturing può essere adattato per soddisfare le diverse esigenze di produzione industriale di alta qualità , risolvendo così i problemi legati alla produzione di massa difettosa e all'instabilità della catena di approvvigionamento, nel rigoroso rispetto della norma EN 12890:2000 per la fusione industriale.
Dopo tre mesi di test comparativi di processo multimarca, abbiamo analizzato a fondo i difetti di produzione di massa di nove fornitori di servizi e abbiamo scoperto che la maggior parte delle aziende basate su piattaforme non è in grado di raggiungere contemporaneamente un'elevata precisione e una produzione di massa a basso costo . Abbiamo implementato un sistema di controllo qualità digitale completo, conforme ai parametri della norma ASTM B98-20 , e le nostre tecnologie proprietarie di pressofusione sottovuoto e controllo segmentato della temperatura possono risolvere efficacemente il problema dei difetti microscopici nei getti , garantendo così una produzione di massa stabile.
Attualmente siamo un'azienda certificata IATF 16949 per il sistema di gestione della qualità e disponiamo di una gamma completa di strumenti e macchinari di precisione per il controllo qualità dei nostri prodotti , dalla fase di progettazione alla consegna dei prodotti finiti . Offriamo servizi di supporto alla fusione affidabili a oltre 30 aziende industriali in tutto il mondo, riducendo significativamente i rischi della catena di fornitura.
Grazie alla nostra profonda esperienza nel settore e al sistema tecnico standardizzato, siamo in grado di soddisfare diverse esigenze di fusione personalizzata di alta gamma. Contattate i nostri ingegneri in qualsiasi momento per un servizio di consulenza gratuito e personalizzato, che vi permetterà di calcolare con precisione i costi di produzione delle vostre fusioni personalizzate.

Perché nel 2026 gli acquirenti di fusioni metalliche industriali si trovano ancora a dover affrontare difetti di elevata porosità?
Uno dei motivi principali per cui gli acquirenti di fusioni metalliche industriali si trovano ripetutamente a dover affrontare difetti di porosità eccessiva è che molti fornitori non dispongono di sistemi di aspirazione sottovuoto o di capacità di controllo del flusso di stampo altamente specializzate come le nostre. Dopo la colata del metallo fuso, l'aria e altre impurità residue possono facilmente rimanere intrappolate. La pressofusione in ultra vuoto combinata con il riempimento elettromagnetico a bassissima pressione, invece, può prevenire completamente l'ingresso di gas residui fin dall'inizio, eliminando così del tutto il difetto di porosità nelle fusioni .
Differenze fondamentali nel controllo della porosità nelle fusioni tradizionali e moderne
Le fusioni a bassa porosità sono una delle caratteristiche principali delle fusioni industriali di prima qualità. La fusione a pressione atmosferica è altamente soggetta a difetti di porosità. I principali fornitori di servizi di fusione metallica, come Protolabs e Fictiv, che si affidano principalmente alla pressofusione di piccoli pezzi attraverso processi standardizzati, non sono ancora riusciti a risolvere completamente il problema della porosità nelle fusioni metalliche complesse e a parete spessa per componenti industriali . Infatti, il controllo della porosità è un fattore importante nella differenziazione dei livelli qualitativi dei processi di fusione.
LS Manufacturing utilizza un sistema di sostituzione del gas sottovuoto conforme agli standard internazionali, in grado di produrre in modo costante e stabile un livello di vuoto nella cavità dello stampo inferiore a 45 mbar , eliminando completamente l'aria dalla cavità. Per le leghe di alluminio comunemente utilizzate, come A356 e AlSi10Mg, impiega una tecnologia di raffinazione e rimozione dell'idrogeno a rotore a cinque stadi, che limita rigorosamente il livello di idrogeno nel metallo fuso a 0,1 mL/100g . Il processo di evacuazione della cavità di fusione elimina la porosità direttamente alla fonte, migliorando notevolmente la resa di fusione.
| Tipo di processo | Aspirazione della cavità della muffa | Contenuto di idrogeno nel metallo fuso | Porosità controllabile | Tipo di fusione applicabile |
| Fusione in sabbia a gravità convenzionale | Pressione atmosferica | Idrogeno incontrollato | ≥2,0% | Componenti strutturali non di precisione |
| Pressofusione a bassa pressione standardizzata | ≤100mbar | ≤0,2 mL/100 g | ≤1,2% | Componenti standard industriali convenzionali |
| Pressofusione di precisione in ultra-vuoto | ≤45mbar | ≤0,1 mL/100 g | ≤0,5% | Componenti idraulici di alta gamma per impieghi gravosi |
| Fusione di precisione a cera persa | ≤80mbar | ≤0,15 mL/100 g | ≤0,8% | piccoli componenti di precisione in acciaio inossidabile/acciaio legato |
Metodo di verifica in quattro fasi per l'autenticità tecnica dei fornitori.
Il personale addetto agli acquisti può verificare molto rapidamente la capacità del fornitore di controllare la porosità mediante l'utilizzo di procedure standard. I requisiti di approvvigionamento per le diverse fusioni metalliche industriali possono essere abbinati con precisione e la selezione di partner affidabili può essere effettuata in modo efficiente.
- Verificare il design del canale di sfiato nello stampo per accertarsi che la larghezza e la profondità del canale di sfiato siano adatte allo spessore della parete del getto .
- Determinare con precisione il volume della cavità del fluido freddo in modo da evitare la formazione di irregolarità nella porosità dovute alla presenza di tali fluidi.
- Valutare il grado del processo di deidrogenazione della fusione per determinare se è in grado di raggiungere un livello di deidrogenazione pari o superiore a 4 .
- Richiedi un referto di TAC per confermare che la porosità della fusione sia conforme allo standard leader del settore dello 0,5%.
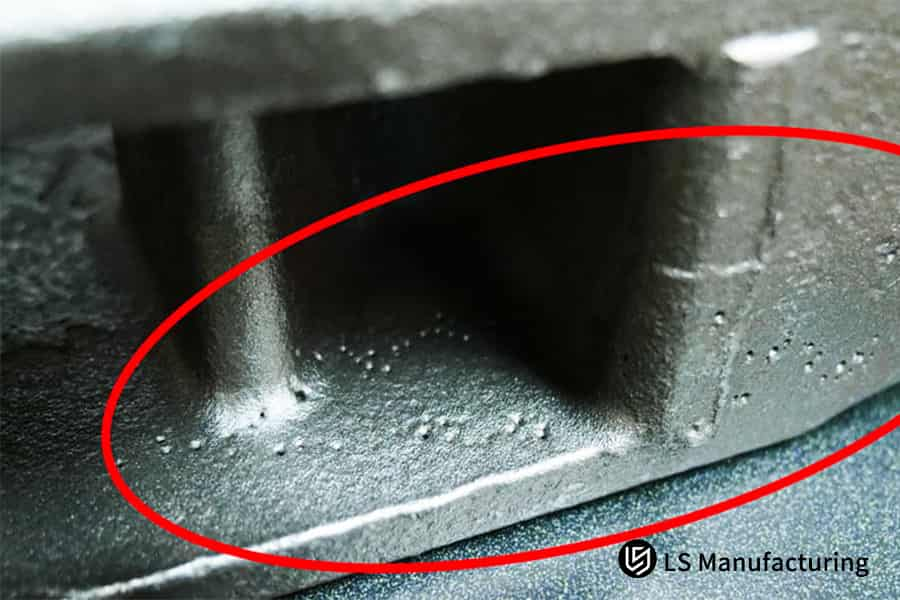
Figura 1: Fusione metallica con difetti di porosità (piccoli fori) evidenziati in rosso all'interno di una cavità.
Come possono gli esperti di fusione di metalli su misura mantenere una densità interna verificata tramite tomografia computerizzata?
Un elemento chiave per raggiungere elevati obiettivi di densità di fusione con un servizio di fusione metallica personalizzato di alta qualità è il controllo preciso del gradiente di temperatura di solidificazione della fusione e la prevenzione di difetti di ritiro interno . Grazie all'impiego di inserti termoconduttivi nello stampo, alla più recente tecnologia di micro-spruzzatura completamente automatizzata e ai controlli non distruttivi con tomografia computerizzata (TC) industriale, la densità interna della fusione può essere costantemente aumentata fino a un livello superiore al 99,5%.
Confronto delle capacità di controllo qualità dei principali fornitori
La raffinazione della grana a livello di precisione è il fattore determinante per la densità della fusione. I fornitori di servizi di fusione di metalli basati su piattaforme, come Hubs e Xometry, continuano ad affidarsi a metodi di fusione convenzionali e al monitoraggio della temperatura a fasi, che non sono in grado di controllare con precisione il gradiente di solidificazione, portando così facilmente alla formazione di cavità da ritiro termico e al mancato rispetto degli elevati standard di produzione richiesti per la fusione di metalli pesanti destinati a componenti industriali.
LS Manufacturing, sfruttando appieno la tecnologia di controllo della temperatura completamente segmentata e la configurazione a canali caldi e freddi dello stampo, è in grado di ottenere una solidificazione ordinata del metallo fuso , che elimina completamente le microcavità da ritiro dal prodotto. I grani del getto sono stabili e conformi allo standard ASTM E155 Classe II , con una struttura interna uniforme e densamente compatta. La tecnica di densificazione della struttura di getto garantisce un funzionamento stabile nel tempo.
Processo centrale di controllo qualità per le prove non distruttive CT
Per la produzione di fusioni metalliche di alta qualità destinate a componenti industriali, abbiamo implementato un sistema di controllo qualità di elevata precisione. Il processo standardizzato di controllo qualità per l'individuazione dei difetti è descritto di seguito:
- La scansione strato per strato mediante tomografia computerizzata industriale del getto, dopo la sua formazione, viene eseguita per garantire che le cavità di ritiro interne e i difetti di porosità siano completamente coperti.
- La struttura metallografica viene esaminata verificando se la dimensione e la densità dei grani siano conformi agli standard di lavoro.
- I getti che non superano la vagliatura vengono separati e, contemporaneamente, vengono ottimizzati i parametri di controllo della temperatura di colata del lotto corrispondente.
- Viene generato un rapporto ufficiale di rilevamento dei difetti , garantendo così la completa tracciabilità della qualità del lotto.
L'affinamento della grana con precisione e i controlli non distruttivi tramite tomografia computerizzata (TC) sono due tecnologie fondamentali per garantire che i getti prodotti dal nostro servizio di fusione di metalli su misura abbiano un'elevata densità . Grazie a queste tecnologie, è possibile eliminare completamente i fori di ritiro e rispettare i diversi standard di funzionamento a lungo termine dei componenti industriali di alta gamma. Offriamo un preventivo gratuito per il controllo qualità a chi desidera pianificarlo, nonché soluzioni personalizzate di ottimizzazione della densità per chi ha esigenze specifiche.
Quale servizio di fusione di metalli a livello globale può garantire tolleranze CT6 senza lavorazioni secondarie?
Il nostro servizio globale di fusione dei metalli di alto livello è in grado di produrre pezzi con una precisione conforme allo standard ISO CT6, senza necessità di lavorazioni meccaniche. Ciò è reso possibile da stampi di precisione, materiali di fusione di alta qualità e un algoritmo intelligente che si adatta automaticamente alla dilatazione termica. Grazie a stampi lavorati a CNC e ai tassi di ritiro che influenzano il materiale, è possibile ottenere direttamente fusioni di altissima precisione, pronte all'uso.
Confronto dei limiti di tolleranza tra i principali fornitori di servizi
Tra i fattori che contribuiscono alla fusione di alta precisione, la regolazione termica accurata dello stampo è fondamentale. Aziende come 3ERP, Rapiddirect e altre possono soddisfare solo tolleranze di CT7-CT8 e, per questo motivo, dipendono da successive lavorazioni meccaniche per ottenere le dimensioni corrette, il che comporta costi di approvvigionamento più elevati. I metodi tradizionali di microfusione non sono in grado di fornire i livelli di precisione richiesti per i servizi di fusione di metalli di alta precisione per OEM e, di solito, questo rimane un limite tecnologico fondamentale per i principali fornitori di fusione di metalli nel 2026 .
Il sistema proprietario di previsione dell'espansione termica dello stampo di LS Manufacturing compensa dinamicamente le deviazioni dimensionali durante la fase di progettazione. Inoltre, grazie a un ambiente di produzione stabile a temperatura costante, che previene la deformazione del guscio, questo metodo garantisce la produzione costante di fusioni di precisione CT6. Il nostro sistema completo di garanzia della tolleranza di fusione è perfettamente adatto alla produzione di diverse tipologie di componenti di alta precisione.
Principali vantaggi della fusione di alta precisione per la riduzione dei costi
Le tecniche di alta precisione e senza lavorazione meccanica possono ridurre notevolmente i costi totali di approvvigionamento del progetto. I principali vantaggi derivano da diversi aspetti:
- Non richiede lavorazioni CNC secondarie, che rappresentano la principale fonte di spreco di tempo e materiale.
- La rottura dei getti e gli scarti dovuti alla lavorazione meccanica non costituiscono un rischio.
- Garantisce la coerenza dimensionale delle fusioni in modo che l'intero gruppo meccanico sia compatibile.
- Consente una riduzione del 25% dei costi di approvvigionamento e lavorazione, con l'ulteriore vantaggio di un'elevata efficienza in termini di costi durante la produzione di massa a lungo termine.
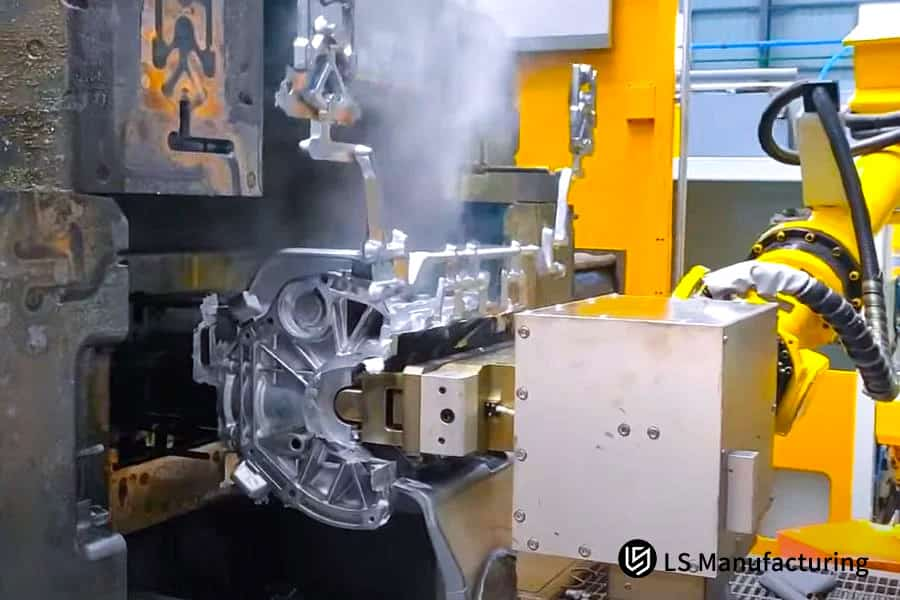
Figura 2: Un braccio robotico in una fabbrica maneggia con precisione un componente di un motore in metallo fuso.
Quali parametri differenziano la fusione di metalli in grandi volumi dalle linee di fusione per prototipi?
Le principali differenze tra la fusione di metalli in grandi volumi e la fusione di prototipi risiedono nella durata degli stampi, nei tempi di produzione e nella consistenza della composizione delle leghe. La produzione di massa utilizza principalmente acciai per stampi a caldo a lunga durata e cicli di produzione automatizzati e regolari per garantire una qualità costante e una minima variazione di tolleranza dei prodotti finali su milioni di unità.
Principali differenze di parametri tra produzione di massa e fusione di prototipi
È fondamentale che la composizione della lega sia ottimizzata per una produzione di massa stabile. Tuttavia, la fusione dei prototipi presenta limitazioni dovute alla breve durata degli stampi, alle forti fluttuazioni dei tempi di ciclo e alle notevoli deviazioni di composizione. Per questi motivi, non è adatta alla produzione di massa a lungo termine. La maggior parte dei produttori a contratto che operano nel settore della fusione dei metalli utilizza parametri di produzione di massa molto ampi, il che spesso rende difficile garantire la costanza del prodotto nella fusione industriale dei metalli.
Inoltre, l'ottimizzazione del ciclo di fusione è fondamentale per portare gli standard della produzione di massa a un livello superiore. LS Manufacturing dispone di un impianto di pressofusione automatizzato da 1600 a 3500 tonnellate, utilizza acciaio per stampi a lunga durata con durezza 48-52 HRC e vanta un tempo di ciclo per singolo stampo stabile di 45 secondi. Il personale di produzione monitora costantemente i parametri principali e il metallo fuso di ogni lotto viene testato al 100% mediante analisi spettroscopica per garantire un controllo rigoroso delle impurità e delle deviazioni di composizione, eliminando così i difetti di criccatura a caldo. La costanza dei lotti di fusione si traduce in una qualità del prodotto uniforme anche in lotti di grandi dimensioni.
| Dimensioni dei parametri | Casting per la produzione di massa | Fusione del prototipo | Differenze di efficienza della capacità |
| Selezione di acciai per stampi | Acciaio per lavorazioni a caldo H13/DIEVAR (48-52 HRC) | Acciaio pre-temprato P20 (30-35 HRC) | L'efficienza della produzione di massa è aumentata di oltre 10 volte. |
| Tempo di ciclo del singolo stampo | ≤45 secondi/stampo | ≥120 secondi/stampo | La capacità di produzione di massa è oltre 2,6 volte superiore a quella del prototipo. |
| Controllo della composizione dell'alluminio | Analisi spettrale OES al 100% per forno | Ispezione del campionamento in batch | Deviazione della composizione della produzione di massa ≤±0,05%. |
| Tasso di automazione della produzione | Unità di pressofusione completamente automatizzata al 95% (≥95%) | ≤30% Funzionamento semiautomatico/manuale | Resa della produzione di massa ≥99% rispetto al prototipo ≤85% |
Lista di controllo di verifica fondamentale per gli acquisti di massa
Quando si acquistano grandi quantità di prodotti industriali in metallo fuso, le aziende possono verificare diverse dimensioni per confermare le capacità di produzione in serie di un fornitore ed evitare in questo modo i rischi legati alla qualità del lotto e alla consegna.
- È necessario verificare il tipo di acciaio per stampi e i parametri di durezza per accertarsi che siano adatti alla produzione in serie per milioni di cicli.
- Il tempo di ciclo dell'automazione della linea di produzione deve essere verificato per garantire un'efficienza produttiva stabile e controllabile per ogni singolo stampo.
- Si prega di fornire i rapporti di prova sulla composizione della lega per verificare che la consistenza del materiale di ciascun lotto sia in buone condizioni.
- Il rischio di difetti di lotto può essere ridotto verificando i dati di monitoraggio del vuoto nella produzione di massa.
La durata costante dello stampo, i tempi di ciclo di automazione e il controllo della composizione della lega sono i fattori principali che rendono la produzione in serie di getti metallici ad alto volume così efficiente da consentire un livello molto elevato di uniformità nella qualità dei getti industriali in grandi quantità . Attraverso un colloquio individuale, è possibile fornire assistenza per soluzioni di produzione in serie a chi ha piani di approvvigionamento.

Figura 3: Fusioni di alluminio disposte a griglia, che rappresentano componenti prodotti in grandi volumi.
Come ottimizzare l'ammortamento degli utensili per un servizio di fusione di metalli personalizzato per piccoli lotti?
Il fattore chiave per la riduzione dei costi nella produzione di piccole serie di fusioni è l'utilizzo di basi per stampi flessibili a cambio rapido e processi di prototipazione leggeri. Combinando basi per stampi principali standardizzate con inserti personalizzati rimovibili, non è necessario aprire completamente lo stampo, il che può ridurre l'investimento in stampi di oltre il 45%. Questa è la principale caratteristica di riduzione dei costi offerta da un servizio di fusione di metalli personalizzato di alta qualità.
Analisi delle carenze nella produzione flessibile da parte di esperti del settore.
I fornitori di servizi tradizionali come First Mold e Wayken utilizzano strutture di stampi monoblocco, il che comporta costi di realizzazione degli stampi molto elevati e tempi di consegna lunghi per ordini di piccole quantità. Per questo motivo non sono adatti a scenari di personalizzazione con lotti da 50 a 500 pezzi , aumentando notevolmente i costi di approvvigionamento della fusione di metalli per componenti industriali. Le loro capacità di produzione flessibile non sono minimamente paragonabili a quelle di un servizio di fusione di metalli professionale a livello globale.
Soluzioni pratiche per la riduzione dei costi e l'ottimizzazione nella produzione di piccoli lotti
LS Manufacturing ha apportato modifiche specifiche al suo modello di produzione flessibile per piccoli lotti, al fine di soddisfare le diverse esigenze di personalizzazione dei componenti industriali . Sfruttando una soluzione di ottimizzazione dei costi di fusione leggera, riesce non solo a ridurre il costo totale della personalizzazione dei piccoli lotti, ma anche a non compromettere la qualità.
- Grazie all'utilizzo di una base per stampi modulare a cambio rapido, è necessaria la personalizzazione solo degli inserti della cavità centrale, e i costi degli stampi si riducono al 35% rispetto ai livelli convenzionali .
- Il ciclo di produzione dello stampo si riduce a 9 giorni grazie alla progettazione modulare CAD/CAM.
- Per evitare una progettazione eccessiva, l'acciaio dello stampo viene scelto in base alla domanda; i piccoli lotti vengono prodotti con acciaio pre-temprato P20.
- I costi di ammortamento degli stampi vengono calcolati con estrema precisione per ridurre al minimo il prezzo unitario di acquisto.
Caso di studio: come LS Manufacturing ha risolto un complesso problema di progettazione dell'alloggiamento di una pompa a ingranaggi per l'industria pesante.
Questo caso di studio riguarda la fusione di carter per pompe idrauliche a ingranaggi per l'industria pesante. Dopo aver adottato una tecnica di fusione sottovuoto a gravità su misura, l'azienda è riuscita a eliminare il problema delle perdite ad alta pressione, a fornire prodotti di qualità perfetta e privi di difetti e ad affermarsi come fornitore leader di fusioni metalliche nel 2026.
Problema del cliente
La fusione di componenti idraulici richiede un'elevatissima densità del materiale e prestazioni di tenuta superiori. Per questo motivo , il cliente multinazionale del settore dell'industria pesante ha ottenuto un tasso di resa di solo il 72% per il corpo della pompa a ingranaggi QT500-7, fuso con il tradizionale processo di fusione in sabbia per gravità di Hubs. Inoltre, i corpi della pompa a ingranaggi presentavano perdite d'olio durante i test ad alta pressione. Il cliente desiderava quindi un servizio di fusione di metalli OEM professionale, in linea con i più elevati standard industriali.
Soluzione di produzione LS
Il nostro team tecnico ha utilizzato il software di simulazione di fusione MAGMA per identificare i difetti di fusione e ha deciso di abbandonare il tradizionale metodo di fusione in sabbia a favore di un metodo di fusione sottovuoto a bassa pressione. Siamo riusciti a eliminare completamente le cavità da ritiro grazie a una precisa regolazione della temperatura di colata, alla regolazione del rapporto di inoculo, al miglioramento della sferoidizzazione della grafite e al posizionamento di canali di raffreddamento ad acqua nei punti caldi, risolvendo così anche il problema dei difetti nelle parti a parete spessa.
Risultati e valore
Grazie all'ottimizzazione del processo, la porosità in questo lotto si è ridotta drasticamente, i getti sono stati in grado di resistere a fatica ad alta pressione a lungo termine senza perdite e la percentuale di prodotto finito conforme è salita al 99,8%. Ciò non solo ha contribuito a ridurre le perdite e i costi di rilavorazione, ma ha anche risolto i problemi della catena di approvvigionamento e ha portato a una partnership esclusiva a lungo termine per la produzione di massa.
Questo caso di fusione idraulica per impieghi gravosi verifica pienamente gli effetti dei processi di fusione sottovuoto e di bilanciamento termico sul miglioramento della tenuta e della densità delle fusioni di componenti idraulici , dimostrando un significativo valore pratico. Se desiderate apprendere dall'esperienza, potete scaricare il nostro caso di studio completo.

Quali fattori di costo nascosti influenzano i preventivi reali dei fornitori di servizi di fusione dei metalli?
È fondamentale individuare i costi nascosti nei preventivi dei fornitori di servizi di fusione dei metalli . Bisogna prestare particolare attenzione a spese occulte come le compensazioni di lavorazione, il trattamento dei residui di alimentazione, la correzione del trattamento termico, ecc . Un preventivo valido deve indicare chiaramente il peso netto, il tasso di recupero dei residui di alimentazione e i costi di allocazione dei difetti, in modo da evitare richieste di prezzo maggiorato in un secondo momento.
Formula di calcolo dei prezzi standard del settore
Una contabilità dei costi precisa è essenziale per evitare problemi di approvvigionamento. È possibile utilizzare formule standard del settore per calcolare con precisione i prezzi per la fusione di metalli su larga scala e per i servizi di fusione di metalli personalizzati. Inoltre, grazie alla trasparenza dei prezzi di fusione, si possono evitare diverse insidie nascoste negli acquisti.
| Voci di costo | Intervallo percentuale | Regole di calcolo standard del settore | Rischi nascosti comuni |
| costi delle materie prime | 55%-65% | Calcolo del peso netto dei getti + tasso di combustione del 3%-5%. | L'uso eccessivo di materiali riciclati comporta una diminuzione delle prestazioni dei materiali stessi. |
| Costi di ammortamento della muffa | 10%-20% | Costo totale dello stampo / Ammortamento stimato per lotto. | L'ammortamento degli stampi per ordini di piccoli lotti aumenta di oltre il 40% . |
| Costi di fusione e lavorazione | 10%-15% | Calcolo del consumo energetico di fusione + tempo di lavorazione. | I sovrapprezzi non chiaramente definiti per i processi non standard portano a successivi aumenti di prezzo. |
| Costi del trattamento termico e dell'ispezione | 5%-10% | Calcolo del tipo di processo + area superficiale del pezzo / rapporto di campionamento. | Il trattamento con soluzione T6, il rilevamento dei difetti tramite TC, ecc., non sono quotati separatamente. |
| Costi di gestione e logistica | 2%-5% | Calcolo del prezzo totale dell'ordine in percentuale fissa. | La mancanza di chiarezza in materia di logistica e tariffe internazionali porta a spese eccessive per i costi di sbarco. |
Analisi dei vantaggi e degli svantaggi delle principali piattaforme di pricing
Le piattaforme online come Fictiv e Xometry sono piuttosto valide in termini di efficienza nella determinazione dei prezzi, ma la precisione per i componenti industriali complessi è piuttosto bassa e non sono in grado di calcolare i sovrapprezzi per i processi di fascia alta. Inoltre, alcune piccole fabbriche aggiungono drasticamente materiali riciclati alla quantità di prodotti realizzati, al solo scopo di ridurre i prezzi unitari, compromettendo così le proprietà meccaniche dei getti e rappresentando un potenziale rischio per la sicurezza delle apparecchiature.
- L'ufficio acquisti deve fare la differenza nel costo della lega di alluminio ADC12 e dell'acciaio al carbonio ASTM A216 WCB in modo da poter negoziare il prezzo in modo efficace.
- Verifica la percentuale di materiali riciclati utilizzati e mantieni il limite di sicurezza del settore al 30%.
- Verifica se operazioni come il trattamento termico e il rilevamento dei difetti sono state preventivate separatamente, in modo da evitare costi nascosti.

Figura 4: Diverse fusioni metalliche di varie forme e dimensioni, disposte su uno sfondo bianco.
Perché scegliere LS Manufacturing garantisce zero rischi nella catena di fornitura per la fusione industriale dei metalli?
Il principale vantaggio di un'eccellente filiera di fornitura per la fusione industriale dei metalli risiede nella certificazione IATF 16949 e nella capacità di gestire la produzione internamente, attraverso l'integrazione verticale . L'azienda esegue in autonomia tutte le fasi, dalla progettazione degli stampi e dalla fusione alla lavorazione CNC , integrando digitalmente il controllo qualità e la tracciabilità, in modo che solo prodotti conformi e tracciabili superino ogni fase della produzione.
Capacità di controllo qualità dell'hardware durante l'intero processo
Uno degli aspetti principali della gestione della catena di approvvigionamento è la stabilità. Essendo un'azienda che gestisce direttamente le proprie attività, senza ricorrere a subappalti esterni, siamo riusciti a posizionarci tra i principali fornitori di fusioni metalliche nel 2026 grazie al nostro rigoroso controllo qualità e alle nostre capacità produttive , che ci consentono di evadere ordini in modo continuativo per diverse tipologie di fusioni metalliche destinate a componenti industriali.
Sistema completo di tracciabilità del ciclo di vita
Abbiamo creato un sistema di tracciabilità digitale pensato per le catene di fornitura a livello globale. Grazie a un sistema dettagliato di tracciabilità della qualità delle fusioni , garantiamo la tracciabilità completa del ciclo di vita dei getti, dalla materia prima al prodotto finito.
- Archiviazione delle materie prime: per ogni lotto di materie prime metalliche vengono conservati i certificati di collaudo dei materiali (MTR), garantendo il controllo del materiale fin dalla fonte.
- Tracciabilità della produzione: i parametri chiave del processo, ad esempio la temperatura di fusione, il tempo del ciclo di pressofusione e il livello di vuoto , vengono registrati durante l'intero processo produttivo.
- Tracciabilità del controllo qualità: i report di rilevamento dei difetti tramite tomografia computerizzata e i report dei test meccanici accompagnano la merce.
- Tracciabilità del servizio: supporto tecnico 24 ore su 24 , con risposta rapida a modifiche di progettazione e variazioni di capacità.
FAQ
D1: Qual è lo spessore minimo della parete che potete ottenere con il vostro servizio di fusione di metalli su misura?
Ci affidiamo a una tecnologia avanzata di pressofusione sottovuoto per controllare in modo stabile lo spessore minimo delle pareti delle fusioni in lega di alluminio a 1,2 mm ± 0,15 mm , consentendo così un riempimento regolare e completo, evitando efficacemente difetti comuni come chiusure a freddo e fusioni incomplete, ecc., e soddisfacendo le esigenze di produzione personalizzate di vari componenti industriali compatti.
D2: In che modo LS Manufacturing garantisce autonomamente la coerenza della composizione chimica delle leghe di alluminio?
Prima di ogni lotto di fusione di lega di alluminio, effettuiamo un test completo con uno spettrometro a lettura diretta importato, controllando rigorosamente il contenuto di ferro allo 0,8% e le deviazioni di tutti gli elementi di rinforzo entro lo 0,05%, garantendo così che la composizione della lega di ogni lotto sia stabile e uniforme.
D3: È possibile che il vostro servizio globale di fusione dei metalli sia conforme sia agli standard metallurgici ASTM che EN?
Siamo in grado di realizzare con grande facilità gli ordini dei nostri clienti in tutto il mondo, rispettando non solo i principali standard industriali internazionali come ASTM, EN o GB , ma anche fornendo le leghe più diffuse, ad esempio A356 EN AC-43400. Siamo quindi pronti a soddisfare le esigenze produttive dei clienti dislocati in tutto il mondo.
D4: Quali tipi di controlli non distruttivi sono disponibili presso la vostra azienda per i componenti ad alta pressione?
Disponiamo di una gamma completa di apparecchiature professionali per controlli non distruttivi, tra cui tomografia computerizzata industriale, controlli con particelle magnetiche e controlli con liquidi penetranti . Possiamo inoltre fornire report di prova autorevoli e conformi alle normative per soddisfare i requisiti di controllo qualità dei componenti industriali di alta gamma.
D5: Come si proteggono gli stampi per pressofusione dalle fessurazioni termiche premature?
Per i nostri stampi, scegliamo acciai per stampi a caldo di alta gamma, DIEVAR e H13, con una durezza temprata che si mantiene stabile tra 48 e 52 HRC. Inoltre, il pezzo è dotato di un sistema di lubrificazione a microspruzzo completamente automatizzato , che insieme resistono efficacemente agli impatti ad alta temperatura. Un singolo set di stampi è in grado di effettuare oltre 100.000 cicli di produzione con prestazioni stabili.
D6: Perché il vostro preventivo per la fusione di metalli in piccoli volumi è più competitivo rispetto a quello delle fonderie tradizionali?
Abbiamo integrato un sistema modulare di basi per stampi a cambio rapido. Grazie alla produzione di piccoli lotti, non è necessario ricostruire l'intero set di stampi, ma solo produrre gli inserti della cavità centrale, con una conseguente riduzione di circa il 45% dei costi di ammortamento dello stampo . È possibile caricare direttamente i propri file di disegno per ottenere un preventivo personalizzato e preciso.
D7: Quali tolleranze di lavorazione CNC secondaria è possibile mantenere dopo il processo di fusione industriale dei metalli?
Disponiamo di un'officina di lavorazione di precisione CNC a cinque assi , che ci consente di eseguire lavorazioni secondarie di precisione su semilavorati di fusione. Le tolleranze dimensionali dei punti di assemblaggio chiave, dei fori per cuscinetti e di altre posizioni fondamentali possono essere controllate stabilmente entro 0,005 mm, il che è ideale per scenari di assemblaggio ad alta precisione.
D8: Qual è il tempo di consegna standard per un nuovo progetto di fusione di metalli per componenti industriali?
Utilizziamo un'analisi DFM completamente digitale e un processo di progettazione parallela degli stampi, che ci consente di fornire campioni di prototipi rapidi T1 entro 9 giorni . I tempi di consegna per gli stampi per pressofusione di alta gamma per la produzione di massa sono di 25-30 giorni, il che significa che il tempo complessivo necessario per lo sviluppo e l'implementazione del progetto è notevolmente ridotto.
Riepilogo
Nel 2026, il nostro obiettivo principale per l'approvvigionamento di fusioni metalliche industriali di alta qualità è controllare la porosità, aumentare la precisione, garantire la stabilità della produzione di massa e mantenere i costi entro limiti accettabili. Offriamo tecnologia professionale e un controllo qualità completo lungo l'intera catena produttiva, garantendo così una soluzione completa per le diverse problematiche relative all'acquisto di fusioni e creando un sistema di fornitura solido e di alta qualità per la vostra azienda.
È giunto il momento che la vostra catena di fornitura, che da tempo si confronta con problemi di porosità delle fusioni, errori dimensionali e costi elevatissimi degli stampi, venga completamente rinnovata con prodotti di alta qualità , al fine di ottimizzare la qualità del prodotto ed evitare collaborazioni superficiali che di fatto ritardano la consegna dei progetti.
Perché non caricate subito i vostri disegni 3D e vi ricontatteremo con un piano tecnico e un preventivo personalizzati? I nostri esperti effettueranno un'analisi DFM, forniranno report di simulazione del flusso di stampaggio e preventivi di fabbrica chiari e trasparenti, il tutto entro 24 ore. L'utilizzo di una solida conoscenza della fusione e un controllo qualità completo ci consentono di creare una base stabile per la vostra catena di fornitura globale di fusioni industriali.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


