
Service d'emboutissage profond , une solution de base pour les équipements de fabrication dotés de boîtiers à haut rendement ainsi que pour la fabrication de pièces cylindriques complexes, a répondu efficacement aux principales préoccupations des responsables des achats. La principale question dans l'esprit d'un responsable des achats est " Qu'est-ce que l'emboutissage profond ".
Les principaux problèmes sont les suivants : des rapports d'aspect trop élevés provoquant des fissures dans la pièce, créant des épaisseurs inégales dans les parois et la rareté de fabricants qualifiés capables de travailler avec des alliages spéciaux tels que le titane et le tantale, etc. Les fournisseurs traditionnels ne parviennent pas à contrôler la rhéologie des matériaux et, plus encore, la gestion de la fatigue thermique des moules, ce qui entraîne une mauvaise cohérence des produits, une durée de vie courte des moules, une augmentation des coûts et des retards de livraison.
Cet essai décrit en détail la manière dont LS Manufacturing, à travers son services d'emboutissage profond de haute précision , tels que le contrôle de tolérance de 0,005 mm, l'optimisation de l'utilisation des matériaux et l'atténuation proactive des risques DFM , aident les clients à convertir leurs avantages technologiques en avantages en termes de coûts.

Estampage par emboutissage profond : les réponses principales en un coup d'œil
| Questions fondamentales | Solutions clés | Avantages client | Données clés |
| Fissuration de pièces présentant un rapport profondeur/diamètre | Technologie de presse à transfert à plusieurs étages. | Structure stable, pas de fissures. | Taux de réduction de l'épaisseur de paroi ≤15 % |
| Coût unitaire élevé | Sélection de matériaux optimisée. | Coûts d’approvisionnement réduits. | Réduction des coûts jusqu'à 20% |
| Mauvaise cohérence des lots | Entretien préventif des moisissures. | Dimensions du produit stables. | Dérive dimensionnelle contrôlée dans la plage 3-σ |
| Traitement difficile des alliages spéciaux | Moules recouverts de PVD. | Rendement élevé. | Rendement ≥98 % |
Cet article couvre principalement les principaux problèmes de l'emboutissage profond de pièces métalliques complexes. Il explique également les principales capacités de LS Manufacturing, des paramètres technologiques des matériaux aux études de cas, afin que les responsables des achats puissent trouver des solutions fiables tout en réduisant les coûts globaux . Si vous souhaitez comprendre rapidement les principales solutions, contactez un ingénieur senior pour une consultation individuelle gratuite.
Pourquoi faire confiance à LS Manufacturing pour les services d'emboutissage profond ? Une solution unique pour les pièces métalliques personnalisées
LS Manufacturing est bien connu pour apporter un certain nombre d’avantages uniques aux services d’emboutissage profond en particulier. Au cours des 20 dernières années, nous avons non seulement servi nos composants d'emboutissage de métaux personnalisés auprès de quelque 300 clients dans les secteurs médical, aérospatial et industriel.
Nos lignes de production répondent Normes ISO 9001 : 2015 et sont entièrement contrôlables. Outre les études de paramètres de produits et de processus, nous avons développé plus de 20 bibliothèques de paramètres propriétaires , principalement pour des matériaux tels que l'acier inoxydable 316L et l'alliage d'aluminium 5052, qui offrent aux clients la possibilité d' éviter les coûts d'essais et d'erreurs et de réduire les délais de livraison. Notre capacité de production répond aux demandes de fabrication à grand volume,
Nous avons une capacité annuelle de production d'environ 50 millions de pièces et même au cours des cinq dernières années, nous avons atteint un taux de livraison à 100% dans les délais , le tout dans le respect des normes de qualité. Normes AS9100D ce qui fait de nous une source fiable de services liés aux composants en alliages aérospatiaux. Nous avons utilisé la simulation FEA pour prédire le flux de métal et l'optimisation du moule afin d'obtenir cette pièce correcte. La production réelle a démarré du premier coup, le taux de réussite des lots était de 99,2 % , ce qui constituait donc une démonstration de notre capacité à résoudre les problèmes.
Si vous avez également des besoins complexes en matière d'emboutissage de pièces métalliques, veuillez contacter les ingénieurs principaux de LS Manufacturing pour une consultation gratuite sur des solutions personnalisées. Nous vous fournirons une assistance technique individuelle pour vous aider à résoudre rapidement les problèmes d'estampage, à réduire les coûts d'approvisionnement et à saisir les opportunités du marché.

Pourquoi donner la priorité au service d'emboutissage profond pour les pièces à rapport d'aspect élevé ?
Composants complexes avec un rapport profondeur/diamètre supérieur à 3:1, les services d'emboutissage profond de précision sont nettement plus rentables tout en conservant une qualité et des performances élevées , comparez les pièces usinées CNC. Il s’agit donc d’une excellente solution alternative de production de masse.
Avantage de coût : bien meilleur que l’usinage CNC
Pour une pièce avec un rapport profondeur/diamètre de 3:1 ou plus, l'emboutissage profond entraîne des économies de matériaux de plus de 40 % par rapport à Usinage CNC . L'un des plus gros inconvénients de l'usinage CNC est le gaspillage de matière, car le taux d'utilisation de la matière n'est que d'environ 30 %. D'autre part, l'emboutissage profond via formage par flux de matériaux, qui atteint un taux d'utilisation des matériaux de plus de 80 % , peut réduire considérablement les coûts dans le cycle de production de masse.
Contrôle des processus : atteindre des performances et une conception légère
Fabrication LS utilisant un procédé continu à plusieurs étapes technologie d'étirement des matrices maintient la réduction de l’épaisseur de la paroi jusqu’à 15 % ou moins. Les moyens spécifiques répertoriés sont :
- Effectuer une analyse approfondie de la vitesse et de la pression d’emboutissage tout en affaiblissant la visualisation des cordes de contrainte.
- Choisir une technologie de bord de pression variable qui modifie la pression t o s'adapter à chaque étape de formage.
- Mise en œuvre de capteurs de haute précision pour mesurer l'épaisseur des parois en temps réel et modifier les paramètres sans délai.
Cette approche répond aux exigences de légèreté tout en garantissant une résistance à la compression à 100 % , ce qui la rend adaptée aux applications à charges élevées. Pour plus de détails sur la réduction des coûts, un livre blanc technique gratuit peut être téléchargé.
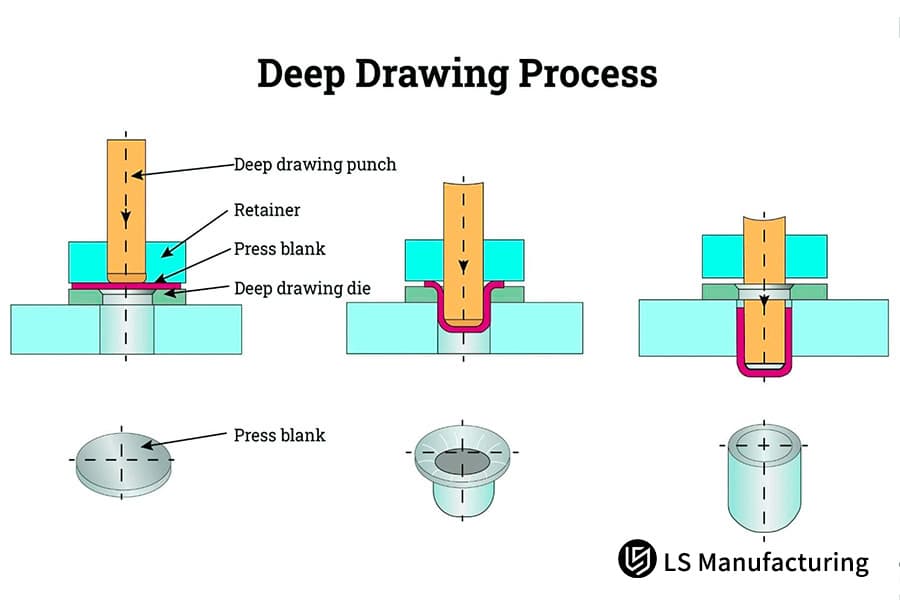
Figure 1 : Schéma illustrant le processus d'emboutissage profond avec poinçon, matrice et ébauche de presse.
Comment optimiser les matériaux dans l'emboutissage des métaux pour réduire le coût unitaire ?
Le choix des matériaux joue un rôle très important dans emboutissage de métal embouti . L'anisotropie du matériau (valeur R) détermine directement la qualité des bords des pièces embouties . Une sélection de matériaux appropriée permet de réduire le coût unitaire de 20 % tout en conservant le même niveau de performance.
Facteur majeur : anisotropie du matériau (valeur R)
- Définition de base de la valeur R : Proportion de déformation en largeur par rapport à la déformation en épaisseur lors d'un étirement d'un matériau. C'est le paramètre principal qui indique si un matériau est adapté ou non à l'emboutissage profond.
- Effet de la valeur R : lorsque la valeur R est plus élevée, cela signifie que le matériau peut être étiré plus facilement dans le sens de la largeur, de sorte qu'il ne se cassera pas et ne se froissera pas dans le sens de la largeur. processus d'emboutissage profond .
- Comparaison des valeurs R de différents matériaux : l'alliage d'aluminium 5052 a une valeur R de 0,8 à 1,0, ce qui en fait un choix idéal pour les pièces complexes d'emboutissage profond , d'autres aciers au carbone ordinaires ont une valeur R de seulement 0,5 à 0,7, ce qui explique pourquoi ils se fissurent pendant le formage.
Méthode Premium : bibliothèque de paramètres de matériaux
LS Manufacturing a rassemblé une bibliothèque de paramètres haut de gamme en acier inoxydable 316L et en alliage d'aluminium 5052, qui permet d'identifier les spécifications de matériaux les plus rentables. Vous trouverez ci-dessous un tableau comparatif des coûts des matériaux courants et de leur applicabilité :
| Type de matériau | Valeur R | Prix unitaire (USD/kg) | Scénarios applicables | Potentiel d’économies de coûts |
| Acier inoxydable 316L | 0,9-1,1 | 3.8 | Environnements corrosifs | 15% |
| Alliage d'aluminium 5052 | 0,8-1,0 | 2.2 | Pièces légères | 20% |
| Laiton H62 | 1,0-1,2 | 4.5 | Pièces de haute précision | 12% |
| SPCC en acier laminé à froid | 0,5-0,7 | 1.8 | Pièces structurelles générales | 8% |
Quels paramètres techniques définissent l’excellence de l’emboutissage profond de haute précision en 2026 ?
En 2026, la qualité exquise de emboutissage profond de haute précision auront des spécifications techniques si bien définies qu'elles détermineront non seulement si les pièces peuvent être liées aux chaînes d'assemblage automatisées, mais garantiront également la stabilité de l'ensemble de l'équipement .
Normes de paramètres de base : données de référence de l'industrie
LS Manufacturing a défini les données de référence du secteur suivantes (ou ancres de données indépendantes) :
- Tolérance de formage : Stable à moins de 0,01 mm
- Rugosité de surface : Ra 0,4 μm
- Valeur Cpk surveillée par le système SPC : > 1,33
Ainsi, chaque composant est conforme aux exigences de l’assemblage automatisé sans aucune intervention manuelle. Ceci conduit à son tour à une amélioration substantielle de l’efficacité de l’assemblage.
Contrôle qualité : surveillance complète du processus
Nous utilisons un système de criblage d'images optiques d'une résolution de 0,1 μm pour la mesure en temps réel des dimensions des pièces et la détection des défauts de surface. Le contrôle se déroule en trois phases :
- Pré-estampage : Inspection de l’uniformité de la surface et de l’épaisseur du matériau.
- Estampage : Surveillance en temps réel des paramètres de formage et ajustements rapides.
- Post-estampillage : contrôle à 100 % des produits finis pour garantir que les produits défectueux ne soient pas mis sur le marché.

Figure 2 : Machine-outillage industrielle pour les opérations d'emboutissage profond de haute précision.
L’emboutissage complexe par emboutissage profond peut-il gérer parfaitement des géométries asymétriques ?
Auparavant, les formes asymétriques n'étaient même pas envisagées pour estampage complexe par emboutissage profond car ils étaient très susceptibles de provoquer un écoulement irrégulier du matériau, des plis et des fissures . Mais aujourd'hui, grâce à des procédures spéciales, LS Manufacturing est en mesure de réaliser le moulage avec zéro défaut dès la première tentative.
Technologie principale : prévision de simulation FEA
- Rôle principal de la simulation FEA : Par analyse par éléments finis, elle imite l'écoulement du métal et détecte assez précisément les risques de plissement et de fissuration qui peuvent être provoqués lors du processus de formage.
- Lancement de l'optimisation : conformément aux résultats de la simulation FEA, la conception du moule et les paramètres du processus sont modifiés à l'avance afin d'éliminer l'apparition de défauts de moulage.
- Scénario de mise en œuvre réel : lors de la fabrication de coques étagées asymétriques, la simulation FEA de la répartition des contraintes dans différentes pièces est utilisée pour déterminer le rayon de congé du moule et la structure de pressage des bords , afin d'obtenir un flux de matière uniforme.
Amélioration des processus : technologie de lubrification par impulsions
- Principaux avantages de la technologie de lubrification pulsée : Plutôt que la méthode habituelle de lubrification continue, elle pulvérise avec précision de l'huile lubrifiante à différentes étapes du moulage d'une pièce.
- Double effet de protection : en plus de garantir une lubrification suffisante pendant le processus de moulage, il empêche simultanément l'excès d'huile lubrifiante de détériorer la qualité de surface de la pièce.
- Résultats particuliers : Il peut diminuer le coefficient de frottement de surface de 30 %, il peut même aider à éliminer le su Réparez les défauts tels que les rayures et améliorez la qualité du moulage des pièces.
La combinaison de la simulation FEA avec la technologie de lubrification pulsée permet le moulage unique de parties asymétriques , éliminant ainsi le besoin d' usinage secondaire . Soumettez des dessins de produits pour recevoir une analyse de faisabilité de moulage gratuite.
Comment LS Manufacturing garantit-il la cohérence des composants d'emboutissage de métaux personnalisés en grand volume ?
Pour les projets dont la demande annuelle dépasse 1 million d'unités, il est très important d'avoir la cohérence des composants d'emboutissage de métal personnalisés . Des modifications des dimensions, même minimes, peuvent avoir un effet sur l'assemblage final et entraîner des pertes importantes . LS Manufacturing dispose d’une solution complète pour garantir la cohérence des lots.
Maintenance des matrices : stratégie de maintenance préventive
- Positionnement de la stratégie de maintenance : Passer à la maintenance préventive de la réparation réactive traditionnelle pour minimiser les problèmes de cohérence causés par l'usure de la matrice à la source.
- Normes d'inspection obligatoires : l'inspection des composants clés de la matrice pour vérifier l'usure, le parallélisme et d'autres indicateurs doit être obligatoire tous les 200 000 cycles d'estampage .
- Mesures de prolongation de la durée de vie de la matrice : L'utilisation d'inserts en carbure ultra-dur dans la matrice peut augmenter sa durée de vie de 300 000 cycles à 1 000 000 de cycles, soit 3 fois l'originale.
Surveillance des données : contrôle à 3 gammes
Nos données sur la taille des lots sont surveillées en temps réel à l'aide d'un système SPC (Statistical Process Control) pour garantir que la dérive de taille reste dans la plage de 3. Vous trouverez ci-dessous un tableau de données de dérive de la taille des lots pour un produit spécifique :
| Numéro de lot | Quantité d'échantillon | Taille standard (mm) | Dérive maximale (mm) | Plage de dérive | Taux de réussite |
| 20260101 | 1000 | 50.00 | 0,008 | Dans les 3-σ | 99,9% |
| 20260102 | 1000 | 50.00 | 0,007 | Dans les 3-σ | 99,8% |
| 20260103 | 1000 | 50.00 | 0,009 | Dans les 3-σ | 99,9% |
| 20260104 | 1000 | 50.00 | 0,006 | Dans les 3-σ | 100,0% |
| 20260105 | 1000 | 50.00 | 0,008 | Dans les 3-σ | 99,8% |
Où trouver un service d'emboutissage profond pour les alliages médicaux et aérospatiaux ?
Les industries médicales et aérospatiales sont très exigeantes en termes de propreté et de performances des matériaux, ce que les fournisseurs classiques ne seront pas en mesure de satisfaire . Fabrication LS dispose des capacités de traitement expertes et sera en mesure de proposer des solutions fiables.
Production propre : environnement sans poussière
Afin d'éviter la contamination des matériaux par la poussière lors du traitement, nous disposons d'une salle blanche de classe 10 000. De plus, en utilisant des lubrifiants de qualité alimentaire, nous sommes en mesure de garantir que les pièces sont conformes aux normes de propreté médicale et aérospatiale , ce qui signifie qu'elles conviennent aux appareils à contact humain ainsi qu'aux pièces aérospatiales exposées à des environnements difficiles.
Traitement des alliages spéciaux : résoudre le problème du collage des moules
- Principal défi de traitement : Emboutissage profond L'utilisation de matériaux tels que les alliages de nickel et de titane utilisés dans les industries médicales et aérospatiales entraîne souvent un collage des moules.
- Correction : après avoir été recouvert d' un revêtement par dépôt physique en phase vapeur (PVD) , la force de friction entre le moule et le matériau est réduite jusqu'à 40 %.
- Certification et performances technologiques : la technologie a été certifiée selon les normes ASTM B265 et est capable de résoudre le problème de collage du moule ainsi que d'améliorer le rendement des pièces.

Figure 3 : Diverses pièces d'emboutissage en métal embouti de différentes formes et tailles.
Pourquoi les premiers DFM sont-ils essentiels pour les fournisseurs de composants d'emboutissage de métaux personnalisés ?
Outre la passion pour leur travail, un fournisseur de composants métalliques sur mesure doit également être un partenaire de conception avec leurs clients. La participation précoce au DFM (Design for Manufacturability) permet d' éliminer les problèmes de conception, de minimiser les coûts et d'accélérer les délais d'exécution.
Le principe principal du DFM : rationaliser les opérations et réduire les coûts
En utilisant nos programmes DFM, LS Manufacturing est en mesure de retravailler les conceptions de pièces afin qu'elles soient adaptées à l'emboutissage profond. Les changements dans les processus et les investissements en moules en font partie. Par exemple, la pièce d'un client avec un rayon de congé assez petit nécessitait 7 processus d'emboutissage. Après le criblage DFM et le changement du rayon du congé, le nombre de processus est tombé à 5.
Véritable impact : coûts et temps de cycle considérablement réduits
En outre, ce changement a réduit le cycle de fabrication des moules de 15 jours, l'investissement dans les moules a été économisé de 10 % (environ 5 000 $), le temps de production d'une seule pièce a chuté de 20 % et le retour sur investissement du projet s'est vraiment rapproché du niveau à trois chiffres.
Nous proposons des évaluations DFM gratuites aux clients potentiels. Contactez-nous pendant la phase de conception du produit pour obtenir des conseils afin d' éviter les erreurs et de réduire les coûts ultérieurs . Soumettez vos paramètres de conception de produit pour recevoir une solution DFM personnalisée.
Étude de cas : LS Manufacturing Boîtier sous pression robuste en acier inoxydable pour systèmes de capteurs industriels
Cette étude de cas présente la technologie d'emboutissage profond comme exemple du fonctionnement d'un système de capteurs industriels. Cela montre clairement comment nous répondons à des problèmes d'ingénierie complexes et générons de la valeur pour le client.
Défis clients
Un important fabricant d’équipements d’automatisation industrielle était coincé dans sa recherche de boîtiers pour capteurs de pression. L'acier inoxydable 304L était le matériau requis avec la profondeur du p l'art allait au-delà de 80 mm et l'épaisseur du fond devait être très étroitement contrôlée à 0,03 mm à tout moment afin de maintenir la sensibilité de détection.
Le fournisseur actuel a effectué une opération traditionnelle opération d'emboutissage profond cela a provoqué un amincissement excessif du fond et des rayures si graves que le taux de rebut a atteint 15 %, ce qui a énormément perturbé le calendrier d'assemblage . Les modifications récurrentes des paramètres de processus par le client n'ont apporté aucune amélioration et le projet semblait sur le point d'échouer.
Solution de fabrication LS
Notre équipe d'ingénieurs est intervenue et a réexécuté la simulation du flux de métaux par analyse par éléments finis (FEA). Ils ont même compris la cause du problème : la pression de moulage n'était pas répartie uniformément et, par conséquent, les flux de matériaux étaient déséquilibrés, provoquant un amincissement excessif des rayures du fond et de la surface.
Ce serait idiot de simplement augmenter pression d'estampage mais nous avons plutôt opté pour une méthode « d'amincissement et d'étirement » combinée à une méthode de « formage par étapes » pour garantir une répartition plus uniforme du flux de matière et éviter un amincissement excessif de certaines pièces.
Dans le même temps, nous avons fabriqué un ensemble d'inserts de moule en carbure cémenté et les avons recouverts de DLC (carbone de type diamant). La couche DLC réduit le coefficient de frottement entre le moule et le matériau, évitant ainsi les dommages matériels induits par la chaleur de friction et améliorant l'apparence de surface des pièces.
Au cours de l'expérience de moule suivante, nous avons affiné les paramètres de force du serre-flan et les avons modifiés de 50 kN à 65 kN au stade intermédiaire du formage afin de garantir une épaisseur plus uniforme de la partie inférieure.
Résultats et valeur
Les pièces finalement livrées présentaient une amélioration de 60 % de la cohérence de l'épaisseur du fond avec une amélioration rugosité de la surface de seulement un niveau de Ra 0,4 μm, ce qui a complètement supprimé l'exigence de processus de meulage ultérieurs et le client a ainsi pu économiser 8 $ en coûts de traitement par pièce.
Dans l'ensemble, les coûts d'approvisionnement en pièces du client ont diminué de 22 % et grâce à la livraison à 100 % dans les délais de LS Manufacturing , le cycle de lancement sur le marché de ses capteurs industriels a été raccourci de 3 semaines. Cela a permis au client d'acquérir un avantage concurrentiel.
Si vous êtes confronté à des défis similaires en matière d'emboutissage profond, veuillez soumettre les dessins PDF/STEP de votre produit. Nous vous fournirons une analyse de faisabilité du moulage dans les 24 heures pour vous aider à reproduire le succès de nos études de cas et à accélérer le lancement de votre produit.

Comment évaluer le prix réel des pièces d'emboutissage profond en fonction du coût total de possession ?
De nombreux acheteurs se contentent de choisir le prix le plus bas pour une seule requête et négligent le coût total de possession (TCO), ce qui les amène à payer davantage par la suite .
Composition du TCO : au-delà du prix d'enquête unique
Le coût total de possession de pièces d'emboutissage par emboutissage profond comprend l'amortissement du moule, le traitement secondaire (nettoyage, ébavurage) et les coûts du risque qualité. Par exemple, la durée de vie du moule d'un fournisseur bon marché n'est que de 300 000 cycles, alors que la durée de vie de notre moule est de 1 000 000 de cycles , ce qui fait que le coût d'amortissement d'une pièce n'est que de 1/3.
Recommandation principale : évaluation basée sur le coût total de possession
Il est préférable d’évaluer le coût global en examinant l’utilisation du matériau et le taux d’assemblage, et non seulement le prix demandé. Par exemple, le taux d'utilisation des matériaux d'un fournisseur bon marché est de 60 %, mais le nôtre est de 85 %, ce qui entraîne une économie de 2 000 $ sur les matières premières pour 10 000 unités , ce qui est bien plus que la différence de prix unitaire.
FAQ
Q1 : Quel est le délai normal de livraison du moule pour le service d’emboutissage profond personnalisé que vous proposez ?
En règle générale, la production de moules prend 4 à 6 semaines. LS Manufacturing peut réduire le délai de livraison des échantillons à 21 jours en utilisant l'ingénierie simultanée et son centre de moulage CNC interne , ce qui lui permet d'augmenter sa part de marché.
Q2 : Quels matériaux sont les plus appropriés pour produire des pièces embouties en métal embouti ?
L'acier inoxydable (séries 300/400), les alliages d'aluminium, le laiton et l'acier laminé à froid sont les matériaux les plus couramment utilisés. Nous avons également la capacité de travailler avec des alliages spéciaux tels que le Monel et le Kovar qui conviennent aux environnements très corrosifs.
Q3 : Est-il possible pour vous de respecter des tolérances très strictes sur des pièces embouties embouties complexes ?
Les tolérances dimensionnelles critiques peuvent être contrôlées en permanence jusqu'à 0,01 mm et la rondeur jusqu'à 0,02 mm. Ceci est rendu possible grâce à l’inspection automatique des jauges en ligne toutes les heures.
Q4 : Quel est le plus petit seuil de quantité (MOQ) pour vos services d’estampage ?
Avec des matrices progressives entièrement automatiques, un tirage de 5 000 pièces est conseillé pour amortir les coûts du moule. Le formage en une seule étape en petits lots est disponible via des tests de prototypes. Téléchargez vos dessins de produits pour obtenir un devis plus précis et des options MOQ personnalisées.
Q5 : Combien coûte l’emboutissage profond par rapport à l’usinage CNC ?
L'emboutissage profond peut augmenter l'utilisation des matériaux de 30 % à plus de 80 % , conduisant à une réduction de 30 à 60 % des coûts des matières premières lorsque la production annuelle dépasse 1 000 pièces.
Q6 : Outre les traitements thermiques, proposez-vous également d'autres processus secondaires comme la galvanoplastie ?
Nos services à guichet unique comprennent le recuit inter-étapes, l'ébavurage, l'électropolissage et le placage fonctionnel afin que les pièces puissent être directement assemblées.
Q7 : J'ai peur que ma propriété intellectuelle (IP) de conception personnalisée soit divulguée. Comment le protégez-vous ?
Nous signons des accords NDA stricts et utilisons un système PLM crypté. Les dessins de moules et les paramètres de processus circulent en interne en boucle fermée, garantissant ainsi qu’ils ne fuient jamais.
Q8 : J'ai entendu dire que LS Manufacturing pouvait également m'aider à optimiser mon DFM. Est-ce vrai ?
En effet, 70 % des projets respectant les délais et le budget commencent par un examen DFM approprié. Changer la géométrie des pièces peut à la fois réduire les risques de fabrication et l'investissement dans le moule.
Résumé
La combinaison du contrôle de la rhéologie des matériaux et de l’innovation technique est l’essence même de l’emboutissage profond de précision. Il est très important de sélectionner un partenaire technologiquement compétent et axé sur les données pour assurer le succès du projet. LS Manufacturing, connu pour ses tolérances de 0,01 mm, son rendement supérieur à 98 % et ses services DFM professionnels, peut transformer vos problèmes de fabrication en opportunités de réduction des coûts.
Voulez-vous la meilleure solution pour vos pièces sophistiquées d’emboutissage profond ? Soumettez vos dessins PDF/STEP , et les ingénieurs seniors de LS Manufacturing vous fourniront un rapport gratuit de faisabilité de fabrication DFM et un plan de calcul des coûts très compétitif dans les 24 heures. Ne laissez pas les problèmes de fabrication entraver votre développement R&D, contactez nos professionnels dès maintenant et entamez une coopération fructueuse.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


