
Услуги штамповки глубокой вытяжки , основное решение для высокопроизводительного производственного оборудования и корпусов, а также для производства сложных цилиндрических деталей, эффективно решает основные проблемы менеджеров по закупкам. Главный вопрос, который волнует менеджера по закупкам: « Что такое глубокая штамповка ».
Основные проблемы заключаются в следующем: слишком высокие соотношения сторон, вызывающие растрескивание заготовки, создание неравномерной толщины стенок, а также нехватка квалифицированных производителей, способных работать со специальными сплавами, такими как титан, тантал и т.п. Традиционные поставщики не могут контролировать реологию материала и, кроме того, управление термической усталостью пресс-формы, что приводит к плохой консистенции продукта, короткому сроку службы пресс-формы, увеличению затрат и задержкам сроков поставки.
В этом эссе подробно описывается, как компания LS Manufacturing через свою услуги высокоточной штамповки глубокой вытяжки , такие как контроль допуска 0,005 мм, оптимизация использования материала и упреждающее снижение рисков DFM , помогают клиентам превратить свои технологические преимущества в ценовые преимущества.

Штамповка с глубокой вытяжкой: краткий обзор основных ответов
| Основные проблемы | Ключевые решения | Преимущества для клиентов | Ключевые данные |
| Растрескивание в деталях с соотношением глубины к диаметру | Технология многоступенчатого трансферного пресса. | Стабильная структура, отсутствие растрескивания. | Степень уменьшения толщины стенки ≤15% |
| Высокая стоимость единицы | Оптимизированный выбор материала. | Сокращение затрат на закупки. | Снижение затрат до 20% |
| Плохая однородность партии | Профилактический уход за плесенью. | Стабильные размеры продукта. | Размерный дрейф контролируется в диапазоне 3-σ |
| Сложная обработка специальных сплавов | Формы с PVD-покрытием. | Высокая урожайность. | Выход ≥98% |
В этой статье в основном рассматриваются основные проблемы глубокой штамповки сложных металлических деталей, а также объясняются основные возможности LS Manufacturing, от параметров технологических материалов до тематических исследований, чтобы менеджеры по закупкам могли найти надежные решения и в то же время снизить общие затраты . Если вы хотите быстро разобраться в основных решениях, то свяжитесь со старшим инженером для бесплатной индивидуальной консультации.
Почему стоит доверять LS Manufacturing услуги глубокой вытяжки? Универсальное решение для нестандартных металлических деталей
LS Manufacturing хорошо известна тем, что предлагает ряд уникальных преимуществ, в частности, в сфере услуг глубокой вытяжки. За последние 20 лет мы не только обслужили нашими изготовленными на заказ деталями для штамповки металлов около 300 клиентов в медицинском, аэрокосмическом и промышленном секторах.
Наши производственные линии соответствуют Стандарты ISO 9001:2015 и полностью управляемы. Помимо исследований параметров продуктов и процессов, мы разработали более 20 собственных библиотек параметров , в основном для таких материалов, как нержавеющая сталь 316L и алюминиевый сплав 5052, которые дают клиентам возможность избежать затрат методом проб и ошибок и сократить время выполнения заказа. Наши производственные мощности удовлетворяют потребности производства в больших объемах,
У нас есть годовая мощность производства около 50 миллионов штук, и даже за последние пять лет мы обеспечили 100% своевременную доставку , и все это с соблюдением Стандарты AS9100D что делает нас надежным поставщиком услуг, связанных с компонентами из аэрокосмических сплавов. Мы использовали моделирование FEA для прогнозирования течения металла и оптимизации формы, чтобы получить правильную деталь. Фактическое производство началось с первой попытки, процент прохождения партии составил 99,2% , и поэтому это была демонстрация нашей способности решать проблемы.
Если у вас также есть сложные потребности в штамповке металлических деталей, свяжитесь со старшими инженерами LS Manufacturing для бесплатной консультации по индивидуальным решениям. Мы предоставим индивидуальную техническую поддержку, которая поможет вам быстро решить проблемы со штамповкой, сократить затраты на закупки и воспользоваться рыночными возможностями.

Почему стоит отдавать предпочтение услугам глубокой вытяжки для деталей с высоким соотношением сторон?
Сложные компоненты с соотношением глубины к диаметру более 3: 1, услуги прецизионной глубокой вытяжки значительно более экономичны при сохранении высокого качества и производительности , сравните детали, обработанные на станках с ЧПУ. Таким образом, это отличное альтернативное решение для массового производства.
Экономическое преимущество: намного лучше, чем обработка с ЧПУ
Для детали с соотношением глубины к диаметру 3:1 или более глубокая штамповка приводит к экономии затрат на материал более чем на 40% по сравнению с обработка с ЧПУ . Одним из самых больших недостатков обработки на станках с ЧПУ является потеря материала, поскольку коэффициент использования материала составляет всего около 30%. С другой стороны, глубокая штамповка посредством формования потока материала, при которой достигается коэффициент использования материала более 80% , может значительно снизить затраты в цикле массового производства.
Управление процессами: достижение производительности и облегченная конструкция
Производство LS с использованием многоступенчатого непрерывного процесса технология растяжения штампа позволяет уменьшить толщину стенок до 15 % или менее. В список конкретных средств входят:
- Выполнение углубленного анализа скорости и давления штамповки при ослаблении визуализации напряженной струны.
- Выбор технологии кромки переменного давления , которая меняет давление t o подходят для каждого этапа формования.
- Внедрение высокоточных датчиков для измерения толщины стенок в режиме реального времени и оперативного внесения изменений в параметры.
Этот подход удовлетворяет требованиям к легкому весу , обеспечивая при этом 100% прочность на сжатие , что делает его пригодным для применений с высокими нагрузками. Для получения подробной информации о снижении затрат можно загрузить бесплатный технический документ.
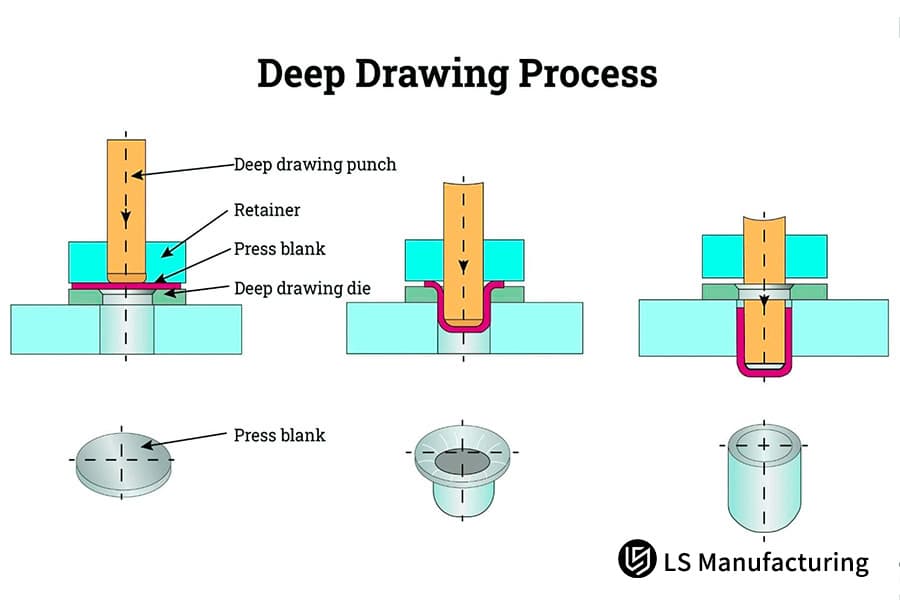
Рисунок 1: Схема, иллюстрирующая процесс глубокой вытяжки с использованием пуансона, матрицы и прессовой заготовки.
Как оптимизировать материал при глубокой штамповке металла, чтобы сократить себестоимость единицы продукции?
Выбор материала играет очень важную роль в глубокая штамповка металла . Анизотропия материала (значение R) напрямую определяет качество кромки штампованных деталей . Подходящий выбор материала позволяет снизить себестоимость единицы продукции на 20% и сохранить тот же уровень производительности.
Основной фактор: анизотропия материала (значение R).
- Основное определение значения R: отношение деформации по ширине к деформации по толщине во время растяжения материала. Это основной параметр, который указывает , пригоден ли материал для глубокой вытяжки или нет.
- Эффект значения R: Чем выше значение R, это означает, что материал легче растягивать в направлении ширины, поэтому он не будет ломаться и сморщиваться при процесс глубокого рисования .
- Сравнение значений R для различных материалов: алюминиевый сплав 5052 имеет значение R 0,8–1,0, что делает его идеальным выбором для сложных деталей глубокой вытяжки , другие обычные углеродистые стали имеют значение R всего 0,5–0,7, что является причиной того, что они трескаются во время формовки.
Премиум-метод: Библиотека параметров материалов
Компания LS Manufacturing собрала библиотеку параметров премиум-класса из нержавеющей стали 316L и алюминиевого сплава 5052, которая позволяет определить наиболее экономичную спецификацию материала. Ниже представлена сравнительная таблица стоимости распространенных материалов и применимости:
| Тип материала | R-значение | Цена за единицу (долл. США/кг) | Применимые сценарии | Потенциал экономии затрат |
| Нержавеющая сталь 316L | 0,9-1,1 | 3,8 | Коррозионная среда | 15% |
| 5052 Алюминиевый сплав | 0,8-1,0 | 2.2 | Легкие детали | 20% |
| Латунь H62 | 1,0-1,2 | 4,5 | Высокоточные детали | 12% |
| Холоднокатаная сталь SPCC | 0,5-0,7 | 1,8 | Общие структурные части | 8% |
Какие технические параметры определяют совершенство высокоточной штамповки глубокой вытяжки в 2026 году?
В 2026 году изысканное качество высокоточная штамповка глубокой вытяжки будут иметь настолько четко определенные технические характеристики, что они не только будут определять, могут ли детали быть связаны с автоматизированными сборочными линиями, но также будут гарантировать стабильность всего оборудования .
Стандарты основных параметров: отраслевые контрольные данные
Компания LS Manufacturing установила следующие отраслевые эталонные данные (или независимые привязки данных):
- Допуск формования: стабильный в пределах 0,01 мм.
- Шероховатость поверхности: Ra 0,4 мкм
- Значение Cpk, отслеживаемое системой SPC: > 1,33
Таким образом, каждый компонент соответствует требованиям автоматизированной сборки без необходимости ручного вмешательства. Это, в свою очередь, приводит к существенному повышению эффективности сборки.
Контроль качества: полноценный мониторинг
Мы используем систему оптического просмотра изображений с разрешением 0,1 мкм для измерения размеров деталей в реальном времени и обнаружения поверхностных дефектов. Проверка проводится в три этапа:
- Предварительная штамповка: проверка однородности поверхности и толщины материала.
- Штамповка: мониторинг параметров формования в режиме реального времени и оперативная корректировка.
- Постштамповка: 100% проверка готовой продукции , чтобы гарантировать, что бракованная продукция не попадет на рынок.

Рисунок 2: Промышленные станки для высокоточной штамповки глубокой вытяжки.
Может ли сложная глубокая штамповка безупречно обрабатывать асимметричную геометрию?
Раньше асимметричные формы даже не рассматривались для сложная глубокая штамповка поскольку они с большой вероятностью могут вызвать неравномерное течение материала, образование складок и растрескивание . Но сегодня благодаря специальным процедурам LS Manufacturing может выполнить формование без дефектов с первой попытки.
Основная технология: Прогноз моделирования FEA
- Основная роль моделирования FEA: с помощью анализа конечных элементов имитируется течение металла и довольно точно выявляется риск образования складок и трещин, которые могут возникнуть в процессе формовки.
- Инициативная оптимизация: в соответствии с результатами моделирования FEA конструкция пресс-формы и параметры процесса изменяются заранее, чтобы исключить возникновение дефектов формования.
- Реальный сценарий реализации: при изготовлении асимметричных ступенчатых оболочек моделирование распределения напряжений в различных частях методом FEA используется для определения радиуса галтели формы и структуры прижатия кромок , чтобы получить равномерный поток материала.
Улучшение процесса: технология импульсной смазки
- Основные преимущества технологии импульсной смазки: вместо обычного способа непрерывной смазки она точно распыляет смазочное масло на разных стадиях формования детали.
- Двойной защитный эффект: наряду с обеспечением достаточной смазки в процессе формования, он одновременно предотвращает ухудшение качества поверхности детали избытком смазочного масла.
- Конкретные результаты: это может снизить коэффициент поверхностного трения на 30% и даже помочь избавиться от су дефекты поверхности, такие как царапины, и повышают качество литья деталей.
Сочетание моделирования FEA с технологией импульсной смазки позволяет единовременно формовать асимметричные части , устраняя необходимость вторичной механической обработки . Отправьте чертежи изделия, чтобы получить бесплатный технико-экономическое обоснование формования.
Как производство LS обеспечивает единообразие при изготовлении крупных объемов штампованных металлических деталей?
Для проектов с годовым спросом более 1 миллиона единиц очень важно иметь последовательность изготовленные на заказ компоненты для штамповки металла . Изменения размеров, даже самые незначительные, могут отразиться на окончательной сборке и привести к большим потерям . LS Manufacturing предлагает комплексное решение, гарантирующее стабильность партий.
Техническое обслуживание штампа: стратегия профилактического обслуживания
- Позиционирование стратегии технического обслуживания: переход к профилактическому техническому обслуживанию от традиционного реактивного ремонта, чтобы свести к минимуму проблемы с постоянством, вызванные износом матрицы в источнике.
- Стандарты обязательных проверок: Проверка основных компонентов штампа на предмет износа, параллельности и других показателей должна быть обязательной каждые 200 000 циклы штамповки .
- Меры по продлению срока службы штампа: Использование сверхтвердых твердосплавных вставок в штампе может увеличить срок его службы с 300 000 циклов до 1 000 000 циклов, т. е. в 3 раза по сравнению с первоначальным сроком службы.
Мониторинг данных: 3-Контроль диапазона
Наши данные о размерах партий отслеживаются в режиме реального времени с помощью системы SPC (статистического контроля процессов), чтобы гарантировать, что отклонение размера остается в пределах 3-диапазона. Ниже приведена таблица данных отклонения размера партии для конкретного продукта:
| Номер партии | Количество образцов | Стандартный размер (мм) | Максимальный снос (мм) | Диапазон дрифта | Проходной балл |
| 20260101 | 1000 | 50.00 | 0,008 | В пределах 3-σ | 99,9% |
| 20260102 | 1000 | 50.00 | 0,007 | В пределах 3-σ | 99,8% |
| 20260103 | 1000 | 50.00 | 0,009 | В пределах 3-σ | 99,9% |
| 20260104 | 1000 | 50.00 | 0,006 | В пределах 3-σ | 100,0% |
| 20260105 | 1000 | 50.00 | 0,008 | В пределах 3-σ | 99,8% |
Где найти услуги штамповки глубокой вытяжки для медицинских и аэрокосмических сплавов?
Медицинская и аэрокосмическая промышленность предъявляют очень высокие требования к чистоте материалов и эксплуатационным характеристикам, чего обычные поставщики не смогут удовлетворить . ЛС Производство обладает экспертными возможностями обработки и сможет предложить надежные решения.
Чистое производство: окружающая среда без пыли
Во избежание загрязнения материалов пылью во время обработки у нас имеется чистое помещение класса 10 000. Кроме того, используя смазочные материалы пищевого качества, мы можем гарантировать, что детали соответствуют медицинским и аэрокосмическим стандартам чистоты , а это означает, что они подходят для устройств, контактирующих с человеком, а также для деталей аэрокосмической отрасли, подвергающихся суровым условиям окружающей среды.
Специальная обработка сплавов: решение проблемы прилипания формы
- Основная задача обработки: Глубокий рисунок Использование таких материалов, как никелевые и титановые сплавы, используемые в медицинской и аэрокосмической промышленности, часто приводит к прилипанию формы.
- Исправление: после нанесения покрытия методом физического осаждения из паровой фазы (PVD) сила трения между формой и материалом снижается до 40%.
- Сертификация и производительность технологии. Технология сертифицирована по стандартам ASTM B265 и способна решить проблему прилипания формы, а также повысить выход продукции.

Рисунок 3: Различные штампованные детали глубокой вытяжки разных форм и размеров.
Почему раннее использование DFM имеет решающее значение для поставщиков нестандартных компонентов для штамповки металла?
Помимо страсти к своему делу, поставщик металлических компонентов на заказ также должны быть партнером по дизайну своих клиентов. Раннее участие в DFM (Проектирование для технологичности) помогает устранить проблемы проектирования, минимизировать затраты и ускорить время выполнения работ.
Основной принцип DFM: оптимизация операций и сокращение затрат
Используя наши программы DFM, LS Manufacturing может перерабатывать конструкции деталей так, чтобы они были пригодны для глубокой штамповки. Частью этого являются изменения в процессах и инвестиции в пресс-формы. Например, деталь заказчика с довольно маленьким радиусом скругления потребовала 7 штамповок. После DFM-рассеивания и изменения радиуса скругления количество процессов сократилось до 5.
Реальный эффект: радикальное снижение затрат и продолжительности цикла
Кроме того, это изменение сократило цикл изготовления пресс-форм на 15 дней, инвестиции в пресс-формы были сэкономлены на 10 % (около 5000 долларов США), время производства отдельных деталей сократилось на 20 %, а рентабельность инвестиций в проект приблизилась к трехзначному уровню.
Мы предлагаем бесплатные обзоры DFM потенциальным клиентам. Связаться с нами на этапе проектирования продукта за советом, как избежать ошибок и снизить последующие затраты . Отправьте параметры конструкции вашего продукта, чтобы получить индивидуальное решение DFM.
Практический пример: LS Производство сверхпрочного корпуса высокого давления из нержавеющей стали для промышленных сенсорных систем
В этом тематическом исследовании демонстрируется технология глубокой вытяжки и штамповки в качестве примера работы промышленной сенсорной системы. Это наглядно демонстрирует, как мы реагируем на сложные инженерные проблемы и повышаем ценность для клиентов.
Проблемы клиентов
Ведущий производитель оборудования промышленной автоматизации застрял в поисках корпуса датчика давления. Нержавеющая сталь 304L была требуемым материалом с глубиной p. искусство превышало 80 мм, а толщину дна приходилось постоянно контролировать на уровне 0,03 мм, чтобы поддерживать чувствительность датчика.
Нынешний поставщик выполнил традиционную операция штамповки глубокой вытяжки из-за этого днище стало слишком утонченным и настолько сильно поцарапано, что процент брака достиг 15%, что сильно нарушило график сборки . Постоянные изменения заказчиком параметров процесса не принесли никаких улучшений, и проект выглядел так, будто его вот-вот провалят.
Производственное решение LS
Наша команда инженеров вмешалась и повторно выполнила моделирование течения металла с помощью анализа методом конечных элементов (FEA). Они даже выяснили, в чем причина проблемы: давление формования распределялось неравномерно, в результате чего потоки материала нарушались, вызывая чрезмерное утончение дна и появление царапин на поверхности.
Было бы глупо просто увеличивать давление штамповки но вместо этого мы пошли на «утончение и растяжение» в сочетании с методом «ступенчатого формования» , чтобы гарантировать более равномерное распределение потока материала и предотвратить чрезмерное утончение некоторых деталей.
В то же время мы изготовили набор вставок для пресс-форм из цементированного карбида и покрыли их DLC (алмазоподобным углеродом). Слой DLC снижает коэффициент трения между формой и материалом, что позволяет избежать повреждений материала, вызванных теплом трения , и улучшить внешний вид поверхности деталей.
В ходе следующего эксперимента с пресс-формой мы точно настроили параметры силы держателя заготовки и изменили ее с 50 кН на 65 кН на средней стадии формовки, чтобы гарантировать более равномерную толщину нижней части.
Результаты и ценность
Детали, которые, наконец, были доставлены, имели на 60% улучшение однородности толщины днища и улучшенную шероховатость поверхности уровень Ra всего 0,4 мкм, что полностью устранило необходимость последующих процессов шлифования и, таким образом, заказчик сэкономил 8 долларов США на затратах на обработку одной детали.
В целом затраты клиента на закупку деталей снизились на 22%, а благодаря 100% своевременной доставке со стороны LS Manufacturing цикл вывода на рынок промышленных датчиков был сокращен на 3 недели. Это позволило клиенту получить конкурентное преимущество.
Если вы столкнулись с аналогичными проблемами, связанными с глубокой вытяжкой, отправьте чертежи вашего продукта в формате PDF/STEP. Мы предоставим вам технико-экономическое обоснование формования в течение 24 часов, чтобы помочь вам повторить успех наших тематических исследований и ускорить выпуск вашего продукта.

Как оценить истинную цену деталей для глубокой штамповки на основе общей стоимости владения?
Многие покупатели зацикливаются на выборе самой низкой цены по одному запросу и упускают из виду общую стоимость владения (TCO), в результате чего впоследствии им приходится платить больше .
Состав совокупной стоимости владения: за пределами единой цены запроса
ТШО детали для глубокой вытяжки состоит из амортизации пресс-формы, вторичной обработки (очистка, удаление заусенцев) и затрат на риск, связанный с качеством. Например, срок службы пресс-формы дешевого поставщика составляет всего 300 000 циклов, тогда как срок службы нашей пресс-формы составляет 1 000 000 циклов , в результате чего амортизационные расходы одной детали составляют всего 1/3.
Основная рекомендация: оценка на основе совокупной стоимости владения
Лучше всего оценить общую стоимость, учитывая использование материала и скорость сборки, а не только цену запроса. Например, у дешевого поставщика коэффициент использования материала составляет 60%, а у нас — 85%, что приводит к экономии 2000 долларов США на сырье на 10 000 единиц , что намного больше, чем разница в цене за единицу.
Часто задаваемые вопросы
В1: Каковы обычные сроки доставки пресс-форм для услуги глубокой вытяжки, которую вы предлагаете?
Обычно изготовление пресс-формы занимает 4-6 недель. LS Manufacturing может сократить время доставки образцов до 21 дня , используя параллельное проектирование и собственный центр пресс-форм с ЧПУ . Таким образом, они могут увеличить свою долю на рынке.
В2: Какие материалы наиболее подходят для изготовления штампованных металлических деталей глубокой вытяжки?
Наиболее распространенными материалами являются нержавеющая сталь (серия 300/400), алюминиевые сплавы, латунь и холоднокатаная сталь. У нас также есть возможность работать со специальными сплавами, такими как монель и ковар , которые подходят для очень агрессивных сред.
Вопрос 3: Возможно ли выдерживать очень жесткие допуски на сложных штампованных деталях глубокой вытяжки?
Критические допуски по размерам можно постоянно контролировать с точностью до 0,01 мм и круглости до 0,02 мм. Это стало возможным благодаря ежечасной автоматической онлайн-проверке манометров.
В4: Каков минимальный порог количества (MOQ) для ваших услуг по штамповке?
При использовании полностью автоматических прогрессивных штампов рекомендуется производить партию в 5000 штук, чтобы окупить затраты на пресс-форму. Одноэтапное формование мелкосерийных партий доступно после испытаний прототипа. Загрузите чертежи вашего продукта чтобы получить более точное предложение и индивидуальные параметры минимального заказа.
В5: Сколько стоит штамповка глубокой вытяжки по сравнению с обработкой на станке с ЧПУ?
Штамповка с глубокой вытяжкой может увеличить коэффициент использования материала с 30% до более чем 80% , что приводит к снижению затрат на сырье на 30-60%, когда годовой объем производства превышает 1000 штук.
В6: Помимо термической обработки, предлагаете ли вы другие вторичные процессы, такие как гальваника?
Наши комплексные услуги включают в себя промежуточный отжиг, удаление заусенцев, электрополировку и функциональное покрытие, что позволяет напрямую собирать детали.
Вопрос 7: Я боюсь, что моя интеллектуальная собственность (IP) на мой индивидуальный дизайн станет известна. Как вы его защищаете?
Мы подписываем строгие соглашения NDA и используем зашифрованную систему PLM. Чертежи пресс-форм и параметры процесса циркулируют внутри компании по замкнутому циклу, что гарантирует отсутствие их утечки.
Вопрос 8: Я слышал, что LS Manufacturing также может помочь мне оптимизировать мой DFM. Это правда?
Действительно, 70% проектов, выполненных в срок и в рамках бюджета, начинаются с надлежащего анализа DFM. Изменение геометрии детали может снизить как производственные риски, так и инвестиции в пресс-форму.
Краткое содержание
Сочетание контроля реологии материала и технических инноваций — вот что такое прецизионная штамповка глубокой вытяжкой. Очень важно выбрать технологически знающего и ориентированного на данные партнера , чтобы обеспечить успех проекта. Компания LS Manufacturing, известная своими допусками 0,01 мм, выходом продукции более 98 % и профессиональными услугами DFM, может превратить ваши производственные проблемы в возможности экономии средств.
Вам нужно лучшее решение для ваших сложных деталей глубокой вытяжки? Отправьте свои чертежи PDF/STEP , а старшие инженеры LS Manufacturing предоставят вам бесплатный технико-экономическое обоснование производства DFM и очень конкурентоспособный план расчета затрат в течение 24 часов. Не позволяйте производственным проблемам мешать развитию ваших исследований и разработок, свяжитесь с нашими профессионалами прямо сейчас и начните плодотворное сотрудничество.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит рабочие параметры, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


