
深絞りスタンピングサービスは、高出力およびハウジングを備えた製造装置および複雑な円筒部品の製造向けの中核ソリューションであり、購買管理者の主な懸念点に効率的に対処してきました。購買管理者の頭の中にある主な疑問は、「深絞りスタンピングとは何なのか」ということです。
中心的な問題は次のとおりです。アスペクト比が高すぎるとワークピースに亀裂が入り、壁の厚さが不均一になること、チタンやタンタルなどの特殊合金を扱うことができる認定メーカーが不足していることなどです。従来のサプライヤーは、材料のレオロジーを制御できず、さらには金型の熱疲労管理の範囲まで制御できず、製品の一貫性の低下、金型の寿命の短縮、コストの増加、リードタイムの遅延を引き起こしています。
このエッセイでは、LS Manufacturing の取り組みを詳しく説明します。高精度深絞りスタンピングサービス0.005mm 公差管理、材料利用の最適化、プロアクティブな DFM リスク軽減などにより、お客様が技術的利点をコスト上の利点に変換するのに役立ちます。

深絞りスタンピング: 主要な回答の概要
| 中核問題 | 主要なソリューション | お客様のメリット | 主要なデータ |
| 深さと直径の比率が高い部品での亀裂 | 多段トランスファープレス技術。 | 安定した構造で、ひび割れがありません。 | 肉厚減少率 ≤ 15% |
| 高い単価 | 最適化された材料選択。 | 調達コストの削減。 | 最大20%のコスト削減 |
| バッチの一貫性が低い | 金型の予防メンテナンス。 | 安定した製品寸法。 | 寸法ドリフトを3σ範囲内に制御 |
| 特殊合金の難加工 | PVD コーティングされた金型。 | 高収量。 | 収率 ≥98% |
この記事では主に、複雑な金属部品の深絞りスタンピングの主な問題について説明します。また、購買管理者が信頼できるソリューションを見つけ、同時に全体のコストを削減できるように、技術材料パラメータからケーススタディまで LS Manufacturing の主な機能についても説明します。主な解決策をすぐに理解したい場合は、上級エンジニアに無料の個別相談を受けてください。
深絞りスタンピング サービスで LS Manufacturing を信頼する理由カスタム金属部品のワンストップソリューション
LS Manufacturing は、特に深絞りスタンピング サービスに多くの独自の利点をもたらすことでよく知られています。過去 20 年間にわたり、当社は医療、航空宇宙、産業分野の約 300 の顧客にカスタム金属スタンピング部品を提供してきました。
当社の生産ラインはISO 9001:2015規格そして完全に制御可能です。製品およびプロセスパラメータの研究とは別に、当社は主に 316L ステンレス鋼や 5052 アルミニウム合金などの材料向けに20 を超える独自のパラメータ ライブラリを開発しました。これにより、お客様は試行錯誤のコストを回避し、リードタイムを短縮する機会を提供できます。当社の生産能力は、大量生産の需要をサポートします。
当社は年間約 5,000 万個の生産能力を持ち、過去 5 年間でも100% の納期遵守率を維持しています。これらすべては以下のコンプライアンスを遵守しています。 AS9100D規格そのため、当社は航空宇宙用合金部品に関連するサービスの信頼できる供給源となっています。 FEA シミュレーションを使用してメタル フローを予測し、金型の最適化を行い、この部品を正確に作成しました。実際の生産は一発で開始され、バッチ合格率は 99.2% であり、これは当社の問題解決能力を証明するものでした。
複雑な金属部品のプレス加工のニーズがある場合は、LS Manufacturing の上級エンジニアに連絡して、カスタマイズされたソリューションについて無料で相談してください。当社は、スタンピングの問題を迅速に解決し、調達コストを削減し、市場機会をつかむために、マンツーマンの技術サポートを提供します。

高アスペクト比部品の深絞りスタンピング サービスを優先する理由
深さと直径の比率が 3:1 を超える複雑なコンポーネントの場合、高精度深絞りスタンピング サービスは、CNC 機械加工部品と比較して、高品質とパフォーマンスを維持しながらコスト効率が大幅に向上します。したがって、これは優れた代替大量生産ソリューションです。
コストの利点: CNC 機械加工よりもはるかに優れています
深さと直径の比率が 3:1 以上の部品の場合、深絞りスタンピングは、従来の方法と比較して材料コストを 40% 以上節約できます。 CNC加工。 CNC 加工の最大の欠点の 1 つは、材料の利用率が約 30% にすぎないため、材料が無駄になることです。一方、マテリアルフローフォーミングによる深絞りスタンピングは、材料利用率80%以上を実現し、量産サイクルにおける大幅なコスト削減が可能です。
プロセス制御: パフォーマンスと軽量設計の実現
多段連続製造によるLS製造ダイストレッチ技術肉厚の減少を 15% 以下に抑えます。具体的な手段としては以下のようなものが挙げられます。
- 応力ストリングの視覚化を弱めながら、スタンピング速度と圧力の詳細な分析を実行します。
- 圧力を変化させる可変圧力エッジ技術の選択o それぞれの形成段階に適しています。
- 高精度センサーを実装してリアルタイムで肉厚を測定し、遅延なくパラメーターを変更します。
このアプローチは、100% の圧縮強度を確保しながら軽量要件を満たし、高負荷用途に適しています。コスト削減の詳細については、無料のテクニカル ホワイト ペーパーをダウンロードできます。
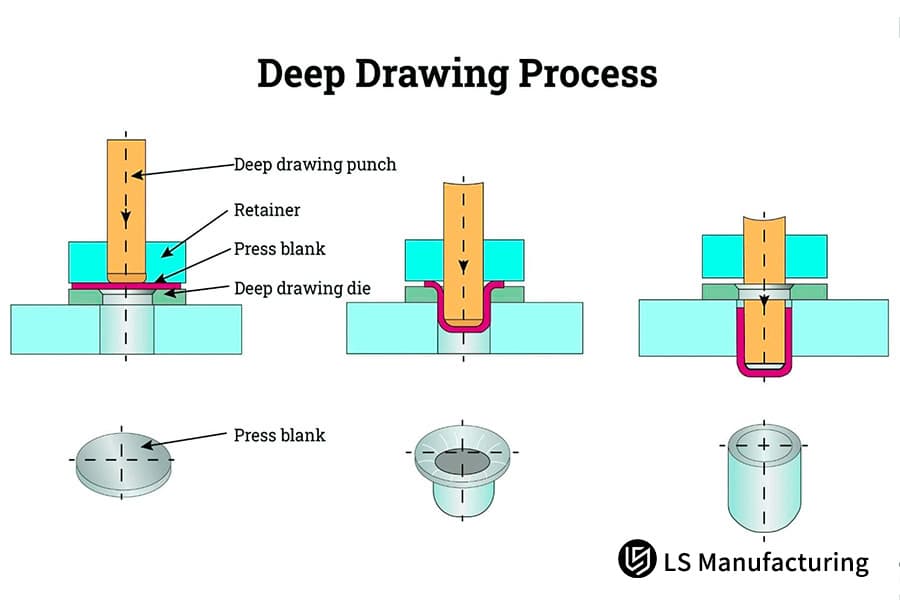
図 1: パンチ、ダイ、プレスブランクを使用した深絞りプロセスを示す図。
深絞り金属スタンピングで材料を最適化し、単価を削減するにはどうすればよいですか?
材料の選択は非常に重要な役割を果たします深絞り金属スタンピング。材料の異方性 (R 値)は、プレス部品のエッジ品質を直接決定します。適切な材料を選択することで、同じレベルの性能を維持しながら、単価を 20% 削減することができます。
主な要因: 材料の異方性 (R 値)
- R 値の基本定義:材料の伸長時の幅ひずみと厚さひずみの比率。材料が深絞りに適しているかどうかを示す主要なパラメータです。
- R値の効果: R値が大きいほど、幅方向に伸びやすくなり、生地の破れやシワが発生しにくくなります。深絞り加工。
- さまざまな材料の R 値の比較: 5052 アルミニウム合金の R 値は 0.8 ~ 1.0 で、深絞り加工の複雑な部品に最適です。他の通常の炭素鋼の R 値は 0.5 ~ 0.7 しかなく、これが成形中に亀裂が発生する原因です。
プレミアムメソッド: 材料パラメータライブラリ
LS Manufacturing は、最もコスト効率の高い材料仕様を特定できる、316L ステンレス鋼と 5052 アルミニウム合金のプレミアム パラメータ ライブラリを収集しました。以下は、一般的な材料コストと適用性の比較表です。
| 材質の種類 | R値 | 単価(USD/kg) | 該当するシナリオ | コスト削減の可能性 |
| 316L ステンレス鋼 | 0.9~1.1 | 3.8 | 腐食性環境 | 15% |
| 5052 アルミニウム合金 | 0.8~1.0 | 2.2 | 軽量部品 | 20% |
| 真鍮 H62 | 1.0~1.2 | 4.5 | 高精度部品 | 12% |
| 冷間圧延鋼板 SPCC | 0.5~0.7 | 1.8 | 一般構造部品 | 8% |
2026 年の高精度深絞りスタンピングの卓越性を定義する技術的パラメーターは何ですか?
2026年には、高精度深絞りスタンピング明確に定義された技術仕様があり、部品を自動組立ラインに接続できるかどうかを決定するだけでなく、装置全体の安定性も保証します。
コアパラメータ標準: 業界ベンチマークデータ
LS Manufacturing は、次の業界ベンチマーク データ (または独立したデータ アンカー) を設定しました。
- 成形公差: 0.01mm以内で安定
- 表面粗さ: Ra0.4μm
- SPC システムによって監視される Cpk 値: > 1.33
したがって、各コンポーネントは手動介入を必要とせずに自動組立ての要件に準拠します。これにより、組み立て効率が大幅に向上します。
品質管理: 全プロセス監視
当社では、部品寸法のリアルタイム測定と表面欠陥の検出のために、0.1μmの解像度の光学画像スクリーニングシステムを採用しています。検査は次の 3 段階で実行されます。
- プレス加工前:材料の表面と厚さの均一性を検査します。
- スタンピング:成形パラメータをリアルタイムに監視し、調整を迅速に行います。
- スタンプ後: 完成品を 100% チェックして、不良品が市場にリリースされないようにします。

図 2: 高精度深絞りプレス加工用の産業用工作機械。
複雑な深絞りスタンピングは非対称形状を完璧に処理できますか?
以前は、非対称の形状は考慮されていませんでした。 複雑な深絞りスタンピング不均一な材料の流れ、しわ、亀裂を引き起こす可能性が非常に高いためです。しかし現在、LS Manufacturing は特別な手順により、最初の試行で欠陥ゼロで成形を行うことができます。
主要技術:FEAシミュレーション予測
- FEA シミュレーションの主な役割:有限要素解析により、金属の流れを模倣し、成形プロセス中に発生する可能性のあるしわや亀裂のリスクを非常に正確に検出します。
- 最適化の開始: FEA シミュレーションの結果に従って、成形欠陥の発生を排除するために、金型設計とプロセス パラメーターが事前に変更されます。
- 実際の実装シナリオ:非対称の段付きシェルを作成する場合、均一な材料の流れを得るために、さまざまな部品の応力分布の FEA シミュレーションを使用して金型のフィレット半径とエッジ プレス構造を決定します。
プロセス改善:パルス潤滑技術
- パルス潤滑技術の主な利点:通常の連続潤滑方法ではなく、部品の成形のさまざまな段階で潤滑油を正確にスプレーします。
- 二重の保護効果:成形時の潤滑を十分に確保するとともに、過剰な潤滑油による部品の表面品質の劣化を防ぎます。
- 特定の結果:表面の摩擦係数を 30% 減少させることができ、表面の摩擦係数を取り除くことにも役立ちます。傷などの表面欠陥を除去し、部品の成形品質を高めます。
FEAシミュレーションとパルス潤滑技術を組み合わせることで、ワンタイム成形が可能になります。 非対称パーツ二次加工が不要になります。製品図面を提出すると、無料の成形可能性分析が受けられます。
LS Manufacturing では、大量のカスタム金属プレス部品の一貫性をどのように確保していますか?
年間需要が 100 万ユニットを超えるプロジェクトの場合、一貫性を保つことが非常に重要です。カスタム金属スタンピング部品。寸法のわずかな変更でも、最終アセンブリに影響を及ぼし、大きな損失につながる可能性があります。 LS Manufacturing は、バッチの一貫性を保証するための完全なソリューションを備えています。
金型メンテナンス: 予防メンテナンス戦略
- メンテナンス戦略の位置付け:従来の事後修理から予防メンテナンスに切り替えて、金型の摩耗の原因となる一貫性の問題を最小限に抑えます。
- 必須の検査基準:主要な金型コンポーネントの摩耗、平行度、その他の指標の検査は、200,000 個ごとに義務付けられます。 スタンピングサイクル。
- 金型の寿命延長対策:金型に超硬インサートを採用することで、金型の寿命を 300,000 サイクルから 1,000,000 サイクル、つまり元の 3 倍に延ばすことができます。
データ監視: 3 範囲制御
当社のバッチ サイズ データは、SPC (統計的プロセス制御) システムを使用してリアルタイムで監視され、サイズ ドリフトが 3 の範囲内にとどまることを確認します。以下は、特定の製品のバッチ サイズ ドリフト データ テーブルです。
| バッチ番号 | サンプル量 | 標準サイズ(mm) | 最大ドリフト(mm) | ドリフトレンジ | 合格率 |
| 20260101 | 1000 | 50.00 | 0.008 | 3-σ以内 | 99.9% |
| 20260102 | 1000 | 50.00 | 0.007 | 3-σ以内 | 99.8% |
| 20260103 | 1000 | 50.00 | 0.009 | 3-σ以内 | 99.9% |
| 20260104 | 1000 | 50.00 | 0.006 | 3-σ以内 | 100.0% |
| 20260105 | 1000 | 50.00 | 0.008 | 3-σ以内 | 99.8% |
医療および航空宇宙合金向けの深絞りスタンピング サービスはどこで見つけられますか?
医療および航空宇宙産業は、材料の清浄度と性能の点で非常に要求が高く、一般的なサプライヤーでは満たすことができません。 LSマニュファクチャリングは専門的な処理能力を備えており、信頼できるソリューションを提供できます。
クリーン生産:粉塵のない環境
加工時の粉塵混入を避けるため、クラス10,000のクリーンルームを完備しております。さらに、食品グレードの潤滑剤を使用することで、部品が医療および航空宇宙の清浄度基準に準拠していることを保証できます。これは、過酷な環境にさらされる航空宇宙部品だけでなく、人が接触する機器にも適していることを意味します。
特殊合金加工:金型の固着問題を解決
- 主な処理の課題:深絞り加工医療産業や航空宇宙産業で使用されるニッケル合金やチタン合金などの材料は、金型の固着を引き起こすことがよくあります。
- 修正:物理蒸着 (PVD) コーティングでコーティングされた後、金型と材料の間の摩擦力が最大 40% 減少します。
- 技術認証と性能:この技術はASTM B265 規格によって認証されており、金型の固着問題を解決し、部品の歩留まりを向上させることができます。

図 3: さまざまな形状とサイズのさまざまな深絞り金属スタンピング部品。
カスタム金属プレス部品サプライヤーにとって早期の DFM が重要なのはなぜですか?
仕事に対する情熱に加えて、カスタム金属部品サプライヤーまた、顧客の設計パートナーでもある必要があります。早期の DFM (Design for Manufacturability) への参加は、設計上の問題を排除し、コストを最小限に抑え、納期を短縮するのに役立ちます。
DFM の主原則: 業務の合理化とコストの削減
LS Manufacturing では、DFM プログラムを使用することで、深絞りスタンピングに適した部品設計を再加工できます。プロセスの変更と金型への投資もこれに含まれます。たとえば、フィレット半径が非常に小さい顧客の部品には 7 回のスタンピング プロセスが必要でした。 DFM スクリーニングとフィレット半径の変更後、プロセス数は 5 に減りました。
真の効果: コストとサイクルタイムの大幅な削減
それに加え、この変更により、金型作成サイクルが 15 日短縮され、金型投資が 10% (約 5,000 ドル) 節約され、単一部品の生産時間が 20% 短縮され、プロジェクトの ROI は 3 桁のレベルに非常に近づきました。
潜在的な顧客には無料の DFM レビューを提供します。お問い合わせ製品設計段階で、間違いを回避し、その後のコストを削減するためのアドバイスを求めます。製品設計パラメータを送信して、カスタマイズされた DFM ソリューションを受け取ります。
ケーススタディ: LS Manufacturing の産業用センサー システム用の耐久性の高いステンレス鋼圧力ハウジング
このケーススタディでは、産業用センサー システムの作業例として、深絞りスタンピング技術を紹介します。これは、当社が複雑なエンジニアリング問題にどのように対応し、顧客価値を推進しているかを強く示しています。
顧客の課題
産業オートメーション機器の大手メーカーは、圧力センサー ハウジングの探索に行き詰まっていました。 304L ステンレス鋼は、p の深さを備えた必要な材料でした。 80mmを超えると、検出感度を維持するために底の厚さを常に0.03mmに非常に厳密に制御する必要がありました。
現在のサプライヤーは従来の深絞りプレス加工そのため、底部が薄くなりすぎて傷がひどくなり、スクラップ率が 15% にも達し、組み立てスケジュールが大幅に中断されました。顧客がプロセスパラメータを繰り返し変更しても改善は見られず、プロジェクトは失敗に終わるかに見えました。
LS製造ソリューション
当社のエンジニアリング チームが介入し、有限要素解析 (FEA) によるメタル フロー シミュレーションを再実行しました。さらに、問題の原因も特定しました。成形圧力が均等に分散されず、その結果、材料の流れのバランスが崩れ、底部が過度に薄くなり、表面に傷が発生したのです。
ただ増やすのはバカバカしいスタンプ圧力その代わりに、材料の流れのより均一な分布を保証し、一部の部品が過度に薄くなるのを防ぐために、「薄くして伸ばす」方法と「段階的成形」方法を組み合わせた方法を採用しました。
同時に、超硬金型インサートのセットを作成し、DLC(ダイヤモンド・ライク・カーボン)でコーティングしました。 DLC 層は金型と材料の間の摩擦係数を低下させるため、摩擦熱によって誘発される材料の損傷を回避し、部品の表面外観を向上させます。
次の金型実験では、底部の厚みがより均一になるように、ブランク ホルダーの力パラメーターを微調整し、中間成形段階で 50kN から 65kN に変更しました。
結果と価値
最終的に納品された部品は、底部の厚さの一貫性が 60% 改善され、表面粗さわずか Ra 0.4μm レベルで、その後の研削プロセスの必要性が完全になくなり、顧客は部品あたりの加工コストを 8 ドル節約できました。
全体として、顧客の部品調達コストは 22% 減少し、 LS Manufacturing の 100% 納期厳守達成のおかげで、産業用センサーの市場投入サイクルは 3 週間短縮されました。これにより、顧客は競争力を得ることができました。
同様の深絞りの課題に直面している場合は、製品の PDF/STEP 図面を提出してください。弊社のケーススタディの成功を再現し、製品の発売を加速するために、24 時間以内に成形実現可能性分析を提供します。

総所有コストに基づいて深絞りプレス部品の実際の価格を評価するにはどうすればよいですか?
多くの購入者は、1 つのクエリの最低価格を選択することに夢中になり、総所有コスト (TCO) を見落とし、結果として後から支払う金額が高くなります。
TCO 構成: 単一の問い合わせ価格を超えて
TCO深絞りスタンピング部品金型の償却費、二次加工(洗浄、バリ取り)、品質リスクコストで構成されます。たとえば、安価なサプライヤーの金型寿命はわずか 300,000 サイクルですが、当社の金型寿命は 1,000,000 サイクルであり、1 つの部品の償却費はわずか 1/3 になります。
主な推奨事項: TCO ベースの評価
問い合わせ価格だけではなく、使用材料や組立料金などを考慮して総合的なコストを評価するのがベストです。例えば、安価なサプライヤーの材料使用率は 60% ですが、当社の材料使用率は 85% です。結果として、10,000 個あたりの原材料費が 2,000 ドル節約され、単価の差をはるかに超えています。
よくある質問
Q1: 貴社が提供するカスタム深絞りサービスの通常の金型納品スケジュールはどれくらいですか?
通常、金型の製作には 4 ~ 6 週間かかります。 LS Manufacturing は、コンカレント エンジニアリングと社内の CNC 金型センターを使用することにより、サンプル納品時間を 21 日に短縮することができ、これにより市場シェアを拡大することができます。
Q2: 深絞り金属プレス部品の製造に最適な材料はどれですか?
ステンレス鋼 (300/400 シリーズ)、アルミニウム合金、真鍮、冷間圧延鋼が最も一般的に使用される材料です。また、非常に腐食性の高い環境に適したモネルやコバールなどの特殊合金も扱うことができます。
Q3: 複雑な深絞りプレス部品で非常に厳しい公差を保持することは可能ですか?
重要な寸法公差は常に0.01mm、真円度 0.02mm まで制御できます。これは、時間ごとの自動オンラインゲージ検査によって可能になります。
Q4: スタンピング サービスの最小数量しきい値 (MOQ) はいくらですか?
全自動順送金型の場合、金型コストを償却するには 5,000 個の生産が推奨されます。プロトタイプテストにより、小バッチ一段階成形が可能です。製品図面をアップロードするより正確な見積もりとカスタマイズされたMOQオプションを取得します。
Q5: 深絞りスタンピングのコストは CNC 機械加工と比べてどれくらいですか?
深絞りスタンピングにより、材料利用率が 30% から 80% 以上に増加し、年間生産数が 1000 個を超える場合、原材料コストが 30% ~ 60% 削減されます。
Q6: 熱処理以外に電気メッキなどの二次加工も行っていますか?
段間焼鈍・バリ取り・電解研磨・機能めっきまでワンストップで部品を直接組み立てることが可能です。
Q7: カスタム デザインの知的財産 (IP) が漏洩するのではないかと心配しています。どうやって保護しますか?
当社は厳格な NDA 契約に署名し、暗号化された PLM システムを使用しています。金型図面とプロセス パラメータは閉ループ内で内部循環し、決して漏洩しないようにします。
Q8: LS Manufacturing は DFM の最適化にも協力してくれると聞きました。これは本当ですか?
実際、予定通りの予算内プロジェクトの 70% は、適切な DFM レビューから始まります。部品の形状を変更すると、製造リスクと金型への投資の両方が削減される可能性があります。
まとめ
材料レオロジー制御とエンジニアリング革新の組み合わせこそが、精密深絞りスタンピングの本質です。プロジェクトを確実に成功させるには、技術的な知識が豊富でデータ主導型のパートナーを選択することが非常に重要です。 0.01 mm の公差、98% 以上の歩留まり、プロフェッショナルな DFM サービスで知られる LS Manufacturing は、製造上の問題をコスト削減の機会に変えることができます。
洗練された深絞り部品に最適なソリューションをお求めですか? PDF/STEP図面を提出してください、LS Manufacturing の上級エンジニアが、24 時間以内に無料の DFM 製造実現可能性レポートと非常に競争力のあるコスト計算計画を提供します。製造上の問題が研究開発の発展を妨げないよう、今すぐ当社の専門家に連絡して、実りある協力を始めてください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


