深絞りスタンピングサービス複雑な OEM サプライ チェーンのエンジニアは、深絞りスタンピングがどのように機能するかについて定期的に検索しています。しわの形成、破損、不均一な厚さの制御の問題は、非常に高い率の欠陥をもたらす典型的な業界の懸念事項であり、詳細なメタル フロー シミュレーションの欠如と、ベンダーが多段階の絞り加工中に金属硬化と表面仕上げのバランスを適切に取れていないことが原因で発生し、後処理によりユニットあたりのコストが大幅に上昇します。
LS Manufacturing は、プログレッシブ金型とリアルタイム SPC による深絞りスタンピング サービスのプロセス チェーンの効果的な最適化の例を示し、品質欠陥やコスト超過に関連する問題に対処するための公差を考慮した包括的なカスタマイズされたソリューションを提供しています。詳細については、次の記事をお読みください。
深絞りスタンピング: 円筒部品およびボックス部品のクイックリファレンス
| 主な考慮事項 | スタンピングソリューション | 申請結果 |
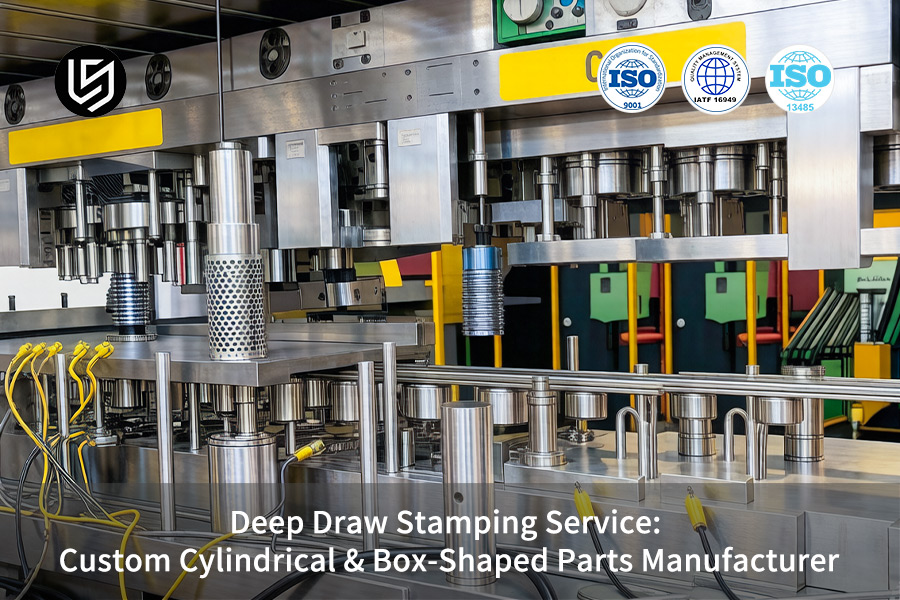
| マテリアルフローと薄化 | 深絞りスタンピングツーリング設計金属の流れを調整するために複数の絞りと制御された圧力を使用します。 | 均一な肉厚を保証し、深い円筒形および箱形のエンクロージャの亀裂を防ぎます。 |
| 部品の複雑さと半径 | 特定の深さと直径の比率に合わせて最適化された、カスタマイズされたパンチとダイ。 | 鋭い角度と均一な形状を備えたシームレスなコンポーネントの作成が可能になります。 |
| 材料の選択 | 延性材料( 300系ステンレス鋼、低炭素鋼など)を専門としています。 | コンポーネントが破損したり大きなスプリングバックを受けることなく深絞り加工に耐えられるようにします。 |
| 二次的な操作 | プログレッシブサイクルの一環として、インダイのピアッシング、ねじ切り、トリミングを実行します。 | ニアネットシェイプのコンポーネントを提供し、追加の操作を最小限に抑えます。 |
| 当社のツーリング設計 | 希望の部品形状を作成するための複数の描画ステーションを備えた順送金型を開発します。 | 大量の複雑なコンポーネントの製造における生産性と精度が向上します。 |
| 結果: 費用対効果の高いエンクロージャ | 単一の自動化サイクルを使用して、堅牢でシームレスなエンクロージャとボックスを作成します。 | 複数のコンポーネントのアセンブリを削除し、コンポーネントあたりのコストを削減します。 |
当社は、円筒形や箱形などの深く滑らかな金属部品の製造に対するソリューションを提供します。深絞りスタンピングにより、堅牢で一貫性のあるハウジングとエンクロージャを大規模に作成できます。組み立て部品が不要になるため、コストを削減しながら、自動車や家庭用電化製品を含むさまざまな業界に適用できる高品質のソリューションを作成できます。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
インターネット上で深絞りスタンピングに関する無数の情報源が入手可能であることを考えると、この文書がユニークなのは、学者ではなく実務家によって作成されたということです。カスタマイズされた円筒形および箱形のコンポーネント向けに提供される深絞りスタンピング ソリューションは、精度がすべてである作業場での厳しい戦いから収集された経験に基づいています。当社のソリューションは、米国政府が定めたガイドラインに準拠しています。製造技術協会(中小企業) 。
私たちは経験を通じて、複雑な部品を製造する際にシワや割れを回避する方法を習得しました。たとえば、密閉容器の製造では、材料の流れが重要な側面であり、私たちはその教えを考慮に入れています。米国生産在庫管理協会(アピックス) 。このような専門知識により、複雑な部品を大規模に加工する場合でも、部品を迅速かつ高精度に製造できます。
これらのヒントはすべて実際の運用経験に基づいており、運用中に発生する可能性のあるコストのかかる落とし穴を回避できるように完成されています。この有益なアドバイスを利用して、金型ステージを最適化し、金属の寿命を延ばします。これは、製造部品の高品質を保証するために日常的に行う必要があります。この有益な経験と当社の深絞りスタンピング技術を活用して、お客様の製造を成功させてください。

図 1: 油圧プレスにより、7075 アルミニウムのブランクが自動車エンジン用のシリンダー ブロックに成形されます。
シームレス部品の製造にプロの深絞りスタンピング サービスを選ぶ理由は何ですか?
深絞りスタンピング溶接の継ぎ目をなくすことができ、優れた構造強度と高効率を備えた一体部品を作成できます。シームレスなシングルステッププロセスにより、障害点とそれに関連する費用に関するすべての問題が解決されます。これはコンポーネント設計に革命をもたらし、困難なOEM 深絞りスタンピング作業において、このテクノロジーなしでは製造できない新しい形状を使用できるようにします。
最も弱いリンクの排除: モノリシック構造の完全性
このようにして、単一のブランクを使用してコンポーネント全体を作成することで、溶接アセンブリの信頼性の問題に対処します。当社のプロセスエンジニアリングは、均一な金属の流れや弱い熱影響を受ける部分の回避など、深絞りスタンピングサービスの要素を中心にしています。さらに、継ぎ目の亀裂が生じることなく応力に耐えられる継ぎ目のない粒子構造により、疲労寿命が40%向上します。これは、重要な部品のカスタム深絞りスタンピングに不可欠です。
メタルフローをマスターして熱干渉を最小限に抑える
重要な技術的課題は、コストと遅延を増大させる中間アニーリングを回避することです。絞り比の最適化と独自の多段シーケンスを導入し、加工硬化を抑制します。これにより、より深く、より多くのことが可能になります複雑な深絞りスタンピング1 回の実行でジオメトリを作成できるため、プロセスのステップが効果的に削減され、大量注文の関連コストが削減されます。
原材料から最大の収量を達成
ビレットの60%以上を無駄にする機械加工とは異なり、当社の技術は材料の使用効率を最大限に高めます。ブランク設計のシミュレーション プロセスは、フォームを効率的にネスティングできるように慎重に最適化されており、その結果、平均30%以上の材料が節約されます。これにより、プレミアム合金の大幅なコスト削減が実現し、精密深絞りスタンピング無駄のない製造の重要な側面です。
直接組み立てで精度を実現
これにより、寸法安定性に優れた高強度部品が得られます。当社の製造プロセスでは、カスタム ツール技術とプロセス内制御を併用して、重要な寸法に対する厳密な公差を維持しています。これにより、製造された部品を製造プロセスで組み立てる準備が整い、大量の深絞りスタンピングの統合が容易になります。
この文書では、冶金学と機械学に基づいた製造プロセスの概要を説明します。当社の専門知識は、継ぎ目、スクラップ、熱処理に関連する困難な問題に対処する実証済みのアプローチを通じて検証されています。当社は、コンポーネントの性能を向上させ、大幅なコスト削減を実現するエンジニアリング アプローチを提供します。

カスタム深絞りスタンピングは複雑な形状設計の課題をどのように解決できるのでしょうか?
複雑で非軸対称のコンポーネントの完璧な形状は、材料の破損、不均一な肉厚、歪みにより困難な場合があります。私たちのカスタム深絞りスタンピングこのアプローチは、プロアクティブなシミュレーションと適切な処理を通じて、精巧な形状を実行可能な製品に変えることで、これらの問題を解決します。
デジタル成形シミュレーションによる事前検証
- プロアクティブな問題解決:製造可能性設計 (DFM)シミュレーションを使用することで、工具の製造が行われる前に完全なスタンピング プロセスをデジタルでシミュレートできます。
- リスクの軽減:シミュレーション プロセスにより、設計の初期段階で亀裂やシワなどの潜在的な障害点が特定されます。その結果、ワークピースとダイアセンブリの形状を先制的に最適化することが可能になります。
- 情報に基づいた反復:シミュレーション プロセスにより、迅速でコスト効率の高い反復が促進され、理想的な成形プロセスが実現します。
材料の流れと応力を精密に制御
- ターゲット圧力の適用:ブランク ホルダー力 (BHF)を制御し、材料の引き込みを管理するために150 ~ 500 kNの間に保ちます。
- 応力分散:重要な場所での引張応力を軽減することで、亀裂を防ぐことができます。また、適切な拘束を提供することでしわが防止され、複雑な形状に応力が均等に分散されます。
- 適応プロセス: BHF のプロファイルは、プレス ストローク中に変化するように設計されており、成功への重要な要素です。多段深絞りスタンピングプロセス。
非標準フォームに特化したツール設計
- 標準ツーリングを超えて:独自の形状には独自のツーリング ソリューションが必要です。したがって、当社では、分割またはセグメント化されたツールやアクティブな作業面を含むカスタムのパンチおよびダイツールを設計および製造しています。
- 局所的制御:この技術により、鋭い角、非対称のプロファイル、複雑な非円筒形状を正確に複製しながら、ワークピースの特定の領域でのみ材料の引き込みと伸縮を管理できます。これは、このツールの特徴です。高度な深絞りスタンピングプロセス。
スプリングバックと寸法整合性の管理
- 弾性回復の予測:シミュレーションのデータを使用して、部品製造時のスプリングバック効果 (ワークピースが変形後に元の形状に戻ろうとする傾向) を計算します。
- 修正ツール:上記の予測に従って、金型の表面は幾何学的に過剰に修正されています。その結果、部品は意図したネット形状に正確に戻り、必要な公差が保証されます。試作深絞りスタンピングそして完全生産。
当社の技術力は単に理論上の能力を示すものではありません。代わりに、当社の技術的専門知識は、力の制御、予測、および困難な形状を制御するためのツールの修正を適用することにあります。深絞りスタンピングにより形状を精密部品に加工します。最も複雑な形状を生産可能な精密部品に変換するには、設計について話し合いましょう。包括的な DFM 分析と正式な深絞りスタンピングの見積もりについては、お問い合わせください。
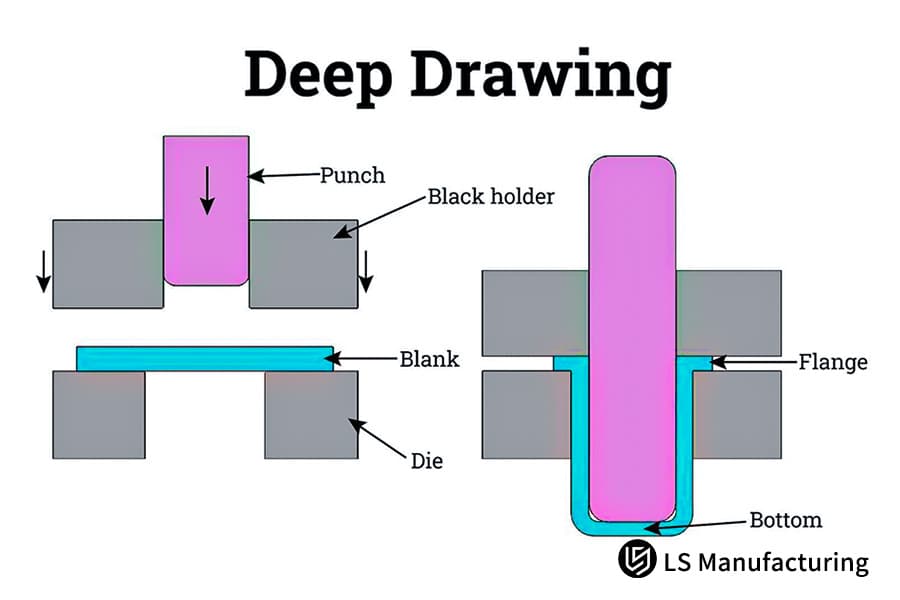
図 2: この図は、深絞り中に 5052 アルミニウム ブランクが円筒形状に変形する様子を示しています。
高精度円筒深絞り部品が厳しい公差を満たすことを保証するパラメータは何ですか?
用途に合わせて高精度の公差を必要とする円筒深絞り部品の寸法は、パラメーターの正確な制御によって決定されます。許容差が緩い場合は、故障、漏れ、その他の問題が発生する可能性があります。高精度を求めるエンジニア向け円筒深絞り部品、このドキュメントでは、これを達成するための明確で検証可能なパラメータを提供します。
| 制御パラメータ | 実装方法と測定された成果 |
| 重要な寸法の公差管理 | 閉ループ制御システムを備えた高度なサーボプレスを使用して、内径公差を±0.02 mmに保ちます。 |
| 薄肉化の管理 | 肉薄化が開始ブランク厚さの10%を超えないように、シミュレーションを使用して絞り比と摩擦条件を最適化します。 |
| 同心度と真直度 | ガイド付きツーリングと複数段階の操作をレーザー測定とともに使用して、性能に不可欠な0.05mm TIR 以内の同心度を達成します深絞りスタンピング部品。 |
| 表面仕上げの完全性 | たとえば、 Ra 値が 0.4 ミクロン未満になるように工具が研磨されていることを確認し、動的シールや流体の流れの用途に適した完璧な内面を実現します。 |
| ロット間の一貫性 | SPC 技術を採用し、プロセス能力がCpk 1.67よりも高いことを保証することにより、精密深絞りサービス。 |
このフレームワークは、設計要件を、検証された Cpk に対するサーボプレス機の精度などのデータとパラメーターによって駆動される製造プロセスに変換します。当社は、完璧なプロトタイプを取得し、それを複雑な業界における大量の深絞りスタンピングのための効率的で信頼性の高い製造プロセスに変換するという重要な問題に取り組んでいます。当社の厳格な公差管理方法論は、真の品質を定義します。一貫した深絞りスタンピング解決策。
箱型深絞りスタンピングが高価な金属溶接に代わる最良の選択肢である理由
従来の金属溶接技術を使用して製造された箱型部品には、弱点、検査の難しさ、物流上の課題が組み込まれています。箱型深絞りプレス加工一体化したピースをワンストロークで作成することで、最適な交換を実現します。この文書では、溶接を一切行わずにこの偉業を達成するために必要なエンジニアリング プロセスの概要を説明します。
重要なコーナー半径をマスターして故障を防ぐ
ボックスを深絞りする際の主な問題は、材料の薄化や内側のコーナーでの亀裂を回避することにあります。これは、鋼種や板厚、絞り深さを考慮した厳密な計算に基づき、パンチやダイのコーナー部のR角度を最適に調整することで解決しました。このようにして、応力が集中することなくコーナー全体に金属を均一に分布させることができるため、頑丈で亀裂のない製品が得られます。構造用深絞りスタンピング。
材料の流れを制御して均一な肉厚を実現
金属の絞りが規制されていないと、フランジの厚みが過剰になり、壁やエッジの厚みが不十分になります。ブランクホルダーの圧力を調整し、ダイ内のビーズを描画するプロセスを設計しました。このプロセスでは、金属がダイに入る速度を制御し、エンクロージャ全体の壁厚の均一性を維持します。これにより、パーツに予測可能な構造性能が与えられます。これは、カスタム深絞りスタンピングの主な利点の 1 つです。
後工程の手間と検査の削減
深絞りシームレスボックスは完璧な仕上がりを提供します。表面仕上げ溶接後に追加の研削、平滑化、研磨を行う必要がなく、機械から取り出してすぐに使用できます。これにより、コストと納期の遅延の両方を招く溶接コンポーネントの非破壊検査 (NDT)の必要性が完全になくなります。その結果、明らかに組み立てコストが削減され、納期が短縮されます。
複雑な統合ジオメトリの実現
この方法により、フランジ、リブ、取り付けボスなどの機能を、描画されたボックス設計自体に確実に組み込むことができます。単一のプレス組立システム内での部品とプロセスの統合は、キャビネットとシャーシに最適です。大判深絞りスタンピング。この統合プロセスにより、効率的な物流が保証されるだけでなく、締結接合部が減少することで製品の品質も向上します。
この方法は、エラーを修正するのではなく、エラーを防ぐように設計されたエンジニアリング プロセスの原理を例示しています。当社の強みは、コーナー半径、材料の流れ、成形プロセスを管理して溶接の必要性をなくす能力です。私たちが提供するのはシームレスな深絞りスタンピングサービス長寿命と高品質を保証します。

図 3: 組み立てプロセスでは、316L ステンレス鋼コンポーネントをカスタム深絞り工具に取り付けます。
LS Manufacturing Precision Deep Draw サービスはバッチ間の一貫性をどのように維持しますか?
OEM が組立ラインの円滑な稼働を維持し、プロセスにおける不合格率を品質基準に維持する上での主な障害は、コンポーネントの製造における不一致です。このような広範なスケールでの一貫性は、単なる寸法測定の検査を超えて、分析手法を採用して、検証済みの深絞りスタンピング。以下は、持続的な生産プロセス中にドリフトすることなく統計的に予測可能な動作を保証する、当社の高精度深絞りサービスで使用される技術です。
予測メトリクスによるプロアクティブなプロセス認定
- データの基盤:本格的な運用に移行する前に、制御されたプロセスの認定が実行されます。
- 先行指標としての CPK:最初の抜き取り検査プロセスでは、工程能力指数 (CPK ) が計算されます。
- 実用的なベンチマーク: CPK は1.67以上である必要があります。これは、プロセスが適切に中心化されており、仕様限界に比べてばらつきが少ないことを意味します。 OEM深絞りスタンピングプロジェクト。
重要なパラメータのリアルタイム SPC モニタリング
- 継続的なデータ収集:これには、プレストン数、ブランクホルダーの圧力、材料の送り長さなどの要素が含まれ、ラインを通じて自動的に収集されます。
- 即時フィードバック:管理限界は自動チャートを使用してプロットされるため、即時フィードバックが得られます。管理限界に近づいた場合には、不良部品の製造を防止するための措置を速やかに講じます。
- 自動化された精度:当社が運用に取り入れたプロセスの 1 つは、製品の出力に必ずしも依存することなく、プロセスを 1 日中一貫して実行できるようにすることです。
摩耗傾向に基づいた工具の予測メンテナンス
- 予期せぬ失敗の排除:行動を起こす前に摩耗やたわみが起こることは許されません。当社の SPC 分析の焦点は、部品の寸法を追跡することです。
- 傾向分析:測定された部品の段階的な傾向は、摩耗やたわみを示します。
- 計画的介入:メンテナンスは SPC データに基づいてスケジュールに従って実行され、それによってCPK の安定性が確保されます。
根本原因分析のための完全なトレーサビリティ
- ロットレベルの説明責任:生産の各ロットに関する情報と、SPC グラフからのその概要、およびプロセスパラメータデータが文書化されます。
- クローズドループシステム:プロセス中に意図しない逸脱があった場合、当社のシステムは逸脱の原因となった生産期間に関する情報を瞬時に提供します。
- 継続的な改善:このようにして、逸脱の根本原因を適切に分析し、高品質で大量の製品を生産するためにプロセスを継続的に改善します。
この閉ループ システムは、プロセスを検査するだけでなく、生産プロセスの逸脱を監視、評価し、防止します。それは、プロセスの逸脱を制御および予測するために SPC を使用する当社の専門家の知識ベースから明らかです。 OEM が直面する主要な問題である、部品の同一性を 1 から 100 万まで統計的に証明する必要があるという問題を、私たちは次の方法で解決します。一貫性の高い深絞りスタンピング。
大手深絞り部品メーカーが世界のサプライチェーンで傑出している理由は何ですか?
国際的な製造チェーンにおけるコンポーネントの選択は、単価だけではなく、リスク管理、品質、回復力を考慮して行われますが、真のパートナーシップは、単なるコンポーネントではなく、システム内の確実なパフォーマンスと全体的な可視性を提供できるベンダーを見つけることにかかっています。次の文書は、プレミアの特徴的な要素の概要を示しています。深絞り部品メーカーリスクを最小限に抑え、厳格な国際プロジェクトへの統合を促進するために会社が設定した基準:
| 差別化要因 | 実装と具体的な成果 |
| システム中心の品質保証 | 認証準拠が実質的であることを保証します (儀式的なものではありません)。 |
| 完全な材料トレーサビリティと完全性 | 工場証明書 - すべての原材料のシリアル番号追跡、社内分光法で検証。精密深絞りスタンピングプロジェクトで文書化されていない/低品質の材料を排除します。 |
| プロセスの検証と制御 | 新製品に対して APQP および PPAP を実装します (プロセスの安定性の統計的証明、たとえば Cpk > 1.67)。にとって重要な認定された深絞りスタンピング信頼性。 |
| 完全な文書化と透明性 | すべての出荷に対して完全なデータ パック (材料証明書、SPC チャート、寸法レポート、プロセス パラメーター) を提供します。クライアントの自己検証を可能にします (真のグローバル サプライヤーの中核サービス)。 |
| 構造化された継続的改善 |
8D 問題の解決を義務付けます。カイゼン チームは毎年の効率向上を推進します。製造を最適化し、検証済みの深絞りスタンピング結果。 |
これらの特徴は、印刷機の能力ではなく、体系的なアプローチによって価値がもたらされる企業の定義を提供します。当社の顧客が直面する主な問題には、サプライチェーン内の不透明性、品質問題、監査の必要性などが含まれます。管理と検証の文化を確立することで、当社はこれら 3 つの問題すべてに対処し、深絞りスタンピングの優れたパートナーとなります。
大量の深絞りスタンピングにより、大量注文の単価を大幅に下げることができますか?
単価は静的ではなく動的です。それは量、効率、そして優れたエンジニアリングにかかっています。大規模プロジェクトでは、大量の深絞りスタンピングこのコンセプトにより、多額の初期コストが、将来的には部品あたりのコスト削減を通じて顧客に利益をもたらします。これは、品質を損なうことなく、大量生産のみが可能な効率によって達成されます。
高速生産による工具投資の償却
ツールは最大のコスト要因となります。この問題は、堅牢かつ高速になるように設計された順送金型を使用することで解決され、通常は毎分60ストローク以上で動作します。高速製造により、金型の作成に関連するコストが膨大な数のユニットに分散されます。その結果、ユニットあたりの工具コストが急速かつ非線形に減少し、年間 100,000 ユニットを超えるユニット コスト最適化の基礎が形成されます。
バリューストリーム全体のボリュームの最適化
コストの効率化は印刷機本体だけにとどまりません。当社の設計プロセスには、自動コイルフィーダー、インダイタッピングまたはピアッシング、およびロボットによる部品ハンドリングを利用するOEM 深絞りスタンピング用の設計された生産セルの使用が含まれます。この合理化されたフローにより人間の関与が減り、進行中の作業が排除され、印刷機の最大限の利用が保証され、それによって部品あたりのコストが削減されます。
材料コストメリットの確保
量の利点により、当社は販売代理店の値上げなしに、契約数量で工場から原材料を直接購入することができます。さらに、ブランケットシミュレーションを実行して使用するコイルの歩留まりを最適化することで、材料コストの削減を実現します。したがって、契約価格設定と原材料からの収率の最適化を組み合わせることで、大幅なコスト削減が実現します。大ロット深絞りプレス加工。
プロセスの安定性による予測可能性の確保
大量生産の経済性は、品質の違いやアイドル時間によって無関係になってしまいます。当社ではSPCを採用し、生産情報に基づいた予知保全プログラムを確立しています。これにより、厳密に制御されたプロセスが実現し、スクラップが最小限に抑えられ、シャットダウンが回避され、信頼性の高い一貫した製品が生産されます。これが本質です。効率的な深絞りスタンピング。
この分析は、コスト リーダーシップを考慮する必要があり、割り引くものではないことを示しています。当社のアプローチは、工具の償却、効率、材料費、技術革新による変動などの主要なコスト要因をそれぞれ考慮しています。私たちは規模の経済をもたらし、先行設備投資をコスト効率の高い深絞りスタンピング永続的なコラボレーションのためのソリューション。
図 4: この図は、連続した深絞りステップによる 304 ステンレス鋼ブランクの変形を示しています。
ケーススタディ: LS Manufacturing 医療産業のステンレス鋼センサー ハウジングのカスタム設計
LSマニュファクチャリングの事例は、複雑で価値の高い医療部品の成形が難しい問題を伴う問題解決の状況を示しています。ステンレス鋼スタンピングハウジングの圧力テスト中の故障率が15%だったため、当社のお客様は製造アプローチの完全な再設計を必要としていました。以下は、エンジニアリング上の問題、介入戦略、およびカスタム深絞りスタンピング機能からの結果をまとめたものです。
クライアントの課題
ある医療機器メーカーは、ステンレス鋼 316Lセンサー ハウジングの圧力テスト (スクラップ率 15% ) 中に、継続的な品質問題を抱えていました。彼らのオリジナルマルチステーション深絞りこの技術により、重大な表面損傷と不均一な底壁の厚さが最大30%減少し、ハウジングの気密シール性能が損なわれました。これはデバイスの信頼性に影響を与えただけでなく、医療用の深絞り精度と最高の一貫性が要求される重要な部品の生産を停滞させました。
LS製造ソリューション
これは、プロセス自体に対する包括的な再設計アプローチによって実現されました。金型を順送型に変更し、極圧ポリマーベースの潤滑を利用し、プレス速度を12 SPMに慎重に調整しました。これソリューション指向の深絞りスタンピング方法論により、金属の流れが確実に制御されました。応力を適切なレベルに制御するために、プロセス中にひずみ試験も採用されました。これらすべてにより、以前のソリューションの不均一な薄肉化と表面変形にうまく取り組むことができました。
結果と価値
これらの変更は、最終製品に目に見える影響をもたらしました。部品の認定率が85% から 99.8% に上昇したため、部品はテストなしで認定されるようになりました。肉厚偏差は±0.015mm以内に一定に保たれています。これ高精度深絞りスタンピングその結果、以前は問題を抱えていたコンポーネントの信頼できる供給元がお客様に届けられました。
このケーススタディは、特定の複雑な製造上の問題を解決するためにエンジニアリングの精度がどのように使用されたかを示しています。分析の結果、過度の変形の問題は、制御されていない摩擦と応力が原因であることが判明しました。次に、正確なパラメータベースの医療グレードの深絞りスタンピング解決策として、私たちは問題に対処し、部品以上のものを提供することに成功しました。認定された安定性を提供します。
正式な見積もりのためにセンサー ハウジングの設計を提出してください。当社は、深絞り加工されたステンレス鋼部品において、傷のない表面、均一な肉厚、および 99.8% の初回通過歩留まりを保証します。

よくある質問
1. 深絞りスタンピング サービスの最大深さと直径の比はどれくらいですか?
私たちの先進的な多段階深絞りプロセス深さと直径の比率が3:1の部品の製造が可能になります。この技術により、優れた寸法精度が確保され、コンポーネントの形状全体にわたって均一な肉厚が維持されます。
2. ボックス形状の深絞りプレスで材料のしわを防ぐにはどうすればよいですか?
有限要素解析 (FEA)を使用して、各段階に最適なブランク保持力の分布を正確に計算します。さらに、しわができやすいコーナー領域に特化したカスタムの金型補正を実装し、滑らかで欠陥のない最終部品を保証します。
3. LS Manufacturing では、カスタム深絞りスタンピング用の高強度材料を扱うことができますか?
はい、当社はステンレス鋼、高張力冷間圧延鋼、およびさまざまな航空宇宙グレードのアルミニウム合金の加工を専門としています。当社のプロセスパラメータは、それぞれの特定の高強度材料の独特の成形性とスプリングバック特性に合わせて細心の注意を払って調整されています。
4. OEM 深絞りスタンピング プロジェクトの一般的な MOQ はどれくらいですか?
弊社は大量生産に特化していますが、通常500 ~ 1,000 個の範囲の小バッチ試作サービスも提供しています。この柔軟性により、初期開発から本格的な製造まで、成長の可能性が高いプロジェクトをサポートします。
5. 精密深絞りサービスはどのようにして特定の表面仕上げ要件が満たされていることを確認しますか?
当社では、特殊な成形潤滑剤と組み合わせたミクロンレベルで研磨された炭化タングステンダイを採用しています。この組み合わせにより、絞り加工部分に直接、通常Ra 0.4 ~ 0.8の優れた表面仕上げが実現され、二次研磨の必要性が大幅に減少または排除されます。
6. 深絞り部品のトリミングや穴開けなどの二次加工はできますか?
はい、ワンストップメーカーとして、当社は自動トリミング、精密穴開け、表面洗浄などの二次作業を生産ラインに直接統合しています。これにより、最初から最後まで高い効率、一貫性、品質管理が保証されます。
7. カスタム円筒深絞り部品の正確な見積もりを取得するにはどうすればよいですか?
3D CAD ファイル (STEP/IGES) を次の場所にアップロードしてください。見積もりを受け取る。当社のエンジニアは、部品の実現可能性を確保し、コストを最適化するために、無料の製造可能性設計 (DFM) 評価と詳細な見積もりを 24 時間以内に提供します。
8. 地元の金属プレス サービスではなく LS Manufacturing を選択する必要があるのはなぜですか?
当社はデータドリブンの DFM 最適化を提供し、 100%の工程内品質管理を実施します。私たちの目標は、プロジェクトの総所有コスト (TCO) を可能な限り低く抑え、部品そのもの以上の価値を提供することです。
まとめ
右を選択する深絞りスタンピングパートナーOEM プロジェクトの成功には重要です。 LS Manufacturing は、最先端の金型設計の専門知識と厳密なパラメータ制御を適用して、円筒形と箱形の深絞り部品の精度と構造上の課題を克服します。データ駆動型の哲学に取り組んで、当社はあらゆる生産の詳細を最適化し、世界中のクライアントが高品質でコスト効率の高い統合部品成形を実現できるよう支援します。
非効率的で時代遅れのプロセスにリソースを浪費するのはやめましょう。設計が円筒形でも複雑な箱形でも、LS Manufacturing の専門家がいつでもお客様をサポートします。 「見積もりを取得」をクリックして図面をアップロードしてください。無料の DFM レビュー。わずか24 時間で、当社は競争力のあるカスタマイズされた深絞りスタンピング ソリューションを提供します。そのため、お客様は精密製造の心配を忘れることができます。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


