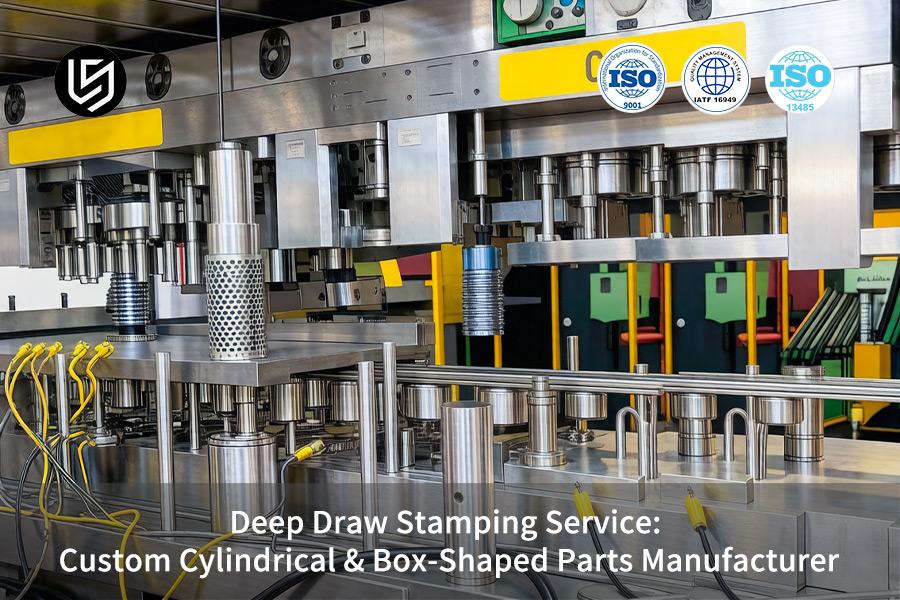
Servizio di stampaggio ad imbutitura profonda è regolarmente ricercato dagli ingegneri nelle complicate catene di fornitura OEM per quanto riguarda il funzionamento dello stampaggio a imbutitura profonda . Problemi di formazione di grinze, fratture e controllo dello spessore non uniforme sono preoccupazioni tipiche del settore che determinano tassi di difetti molto elevati e sono causati dalla mancanza di simulazione profonda del flusso del metallo e dall'incapacità dei fornitori di bilanciare adeguatamente l'indurimento del metallo e la finitura superficiale durante l'estrazione in più fasi , aumentando così in modo significativo il costo per unità a causa della post-elaborazione.
LS Manufacturing fornisce un esempio di ottimizzazione efficace della catena di processo del servizio di stampaggio ad imbutitura profonda mediante stampi progressivi e SPC in tempo reale, offrendo soluzioni personalizzate complete che tengono conto delle tolleranze per affrontare i problemi associati a difetti di qualità e superamento dei costi. Leggi il seguente articolo per saperne di più.
Stampaggio per imbutitura profonda: guida rapida per parti cilindriche e scatolate
| Considerazione chiave | Soluzione di stampaggio | Esito della domanda |
| Flusso e diluizione del materiale | Progettazione di utensili per stampaggio a imbutitura profonda con aspirazioni multiple e pressioni controllate per regolare il flusso del metallo. | Garantisce uno spessore uniforme delle pareti, evitando eventuali crepe su involucri cilindrici e scatolari profondi. |
| Complessità e raggi della parte | Punzoni e matrici su misura ottimizzati per specifici rapporti profondità/diametro. | Consente la creazione di componenti senza giunture con angoli acuti e geometria uniforme . |
| Selezione dei materiali | È specializzato in materiali duttili (come acciaio inossidabile di grado 300 e acciaio a basso tenore di carbonio ). | Garantisce che i componenti resistano allo stampaggio profondo senza rompersi o subire un significativo ritorno elastico. |
| Operazioni secondarie | Esegue la perforazione, la filettatura e la rifilatura nello stampo come parte del ciclo progressivo. | Fornisce componenti quasi netti , riducendo al minimo le operazioni aggiuntive. |
| La nostra progettazione di utensili | Sviluppa stampi progressivi con più stazioni di trafilatura per creare la forma della parte desiderata. | Migliora la produttività e la precisione nella produzione di componenti complessi e in grandi volumi. |
| Risultato: custodie convenienti | Crea involucri e scatole robusti e senza giunzioni utilizzando un unico ciclo automatizzato . | Rimuove gli assemblaggi multicomponente, riducendo i costi per componente. |
Offriamo una soluzione per la produzione di componenti metallici profondi e lisci come quelli cilindrici e scatolari. Lo stampaggio a imbutitura profonda crea alloggiamenti e involucri robusti e uniformi su larga scala. Elimina le parti di assemblaggio, riducendo così i costi e creando allo stesso tempo soluzioni di qualità applicabili in vari settori, tra cui quello automobilistico e quello dell'elettronica di consumo.
Perché fidarsi di questa guida? Esperienza pratica da parte di esperti di produzione LS
Considerando la miriade di fonti disponibili sullo stampaggio profondo su Internet, ciò che rende unico questo documento è che è preparato da artigiani pratici, non da accademici. Le soluzioni di stampaggio ad imbutitura profonda offerte per componenti cilindrici e scatolari personalizzati si basano su esperienze raccolte da dure lotte all'interno delle officine, dove la precisione è tutto. Le nostre soluzioni rispettano le linee guida stabilite dalla Società degli ingegneri di produzione (PMI) .
Attraverso l'esperienza, abbiamo imparato come evitare pieghe e spaccature durante la produzione di parti complesse. Ad esempio, nella produzione di contenitori chiusi, il flusso dei materiali è un aspetto importante e teniamo in considerazione gli insegnamenti della Società americana di controllo della produzione e delle scorte (APICS) . Con tale competenza, siamo in grado di produrre parti rapidamente ma con precisione anche durante operazioni su larga scala di parti complesse .
Tutti questi suggerimenti si basano su esperienze di produzione reali e sono perfezionati per evitare i costosi inconvenienti che possono essere commessi durante la produzione. Utilizza questo utile consiglio per ottimizzare le fasi dello stampo per aumentare la longevità del metallo, cosa che dobbiamo fare quotidianamente per garantire un'alta qualità delle parti prodotte. Affidati a questa utile esperienza per garantire il successo della tua produzione, insieme alle nostre capacità di stampaggio a imbutitura profonda.

Figura 1: La pressa idraulica forma grezzi di alluminio 7075 in blocchi cilindri per motori automobilistici.
Perché scegliere un servizio professionale di stampaggio ad imbutitura profonda per la produzione di pezzi senza giunzioni?
Stampaggio ad imbutitura profonda permette di eliminare le saldature, creando parti integranti di grande resistenza strutturale ed elevata efficienza. Il processo continuo in un unico passaggio risolve tutti i problemi relativi ai punti di guasto e alle spese ad essi associati. Rivoluziona la progettazione dei componenti, consentendo l'utilizzo di nuove forme che non possono essere prodotte senza questa tecnologia nelle impegnative operazioni di stampaggio profondo OEM :
Eliminazione dell'anello più debole: integrità strutturale monolitica
In questo modo, affrontiamo il problema dell'affidabilità dell'assieme saldato attraverso la creazione dell'intero componente utilizzando un unico pezzo grezzo. La nostra ingegneria di processo è incentrata sui fattori di servizio dello stampaggio ad imbutitura profonda , tra cui il flusso uniforme del metallo e l'eliminazione di zone deboli influenzate dal calore. A sua volta, garantisce un miglioramento del 40% nella durata a fatica grazie alla struttura a grana senza giunture che può sopportare sollecitazioni senza crepe nelle cuciture. Ciò è essenziale per lo stampaggio personalizzato di parti cruciali.
Padroneggiare il flusso del metallo per ridurre al minimo l'intervento termico
Una sfida tecnica chiave è evitare la ricottura intermedia, che aggiunge costi e ritardi. Ottimizziamo il rapporto di trafilatura e implementiamo un sequenziamento multistadio proprietario per controllare l'incrudimento del lavoro. Ciò consente di approfondire, di più stampaggio profondo e complesso geometrie in un unico ciclo, riducendo efficacemente le fasi del processo e la riduzione dei costi associati per ordini di volume elevato.
Ottenere la massima resa dalla materia prima
A differenza della lavorazione meccanica, che spreca più del 60% della billetta, la nostra tecnica garantisce la massima efficienza nell’utilizzo del materiale. Il processo di simulazione della progettazione del pezzo grezzo è attentamente ottimizzato per un annidamento efficiente delle forme, con un conseguente risparmio medio di materiale di oltre il 30% . Ciò si traduce in notevoli risparmi sui costi su leghe e marche premium stampaggio ad imbutitura profonda di precisione un aspetto chiave della produzione snella.
Precisione per l'assemblaggio diretto
Ciò si traduce in parti ad alta resistenza che hanno un'eccellente stabilità dimensionale. Nel nostro processo di produzione utilizziamo tecniche di lavorazione personalizzate insieme a controlli in-process per mantenere tolleranze rigorose per le dimensioni critiche. Ciò garantisce che le parti prodotte siano pronte per essere assemblate nel processo di produzione per una facile integrazione dello stampaggio ad imbutitura profonda di grandi volumi .
Questo documento delinea un processo di produzione che si basa sulla metallurgia e sulla meccanica. La nostra esperienza è convalidata dal nostro approccio collaudato nell'affrontare i difficili problemi associati alle giunzioni, agli scarti e al trattamento termico. Offriamo un approccio ingegneristico per migliorare le prestazioni dei componenti e ridurre sostanzialmente i costi .

In che modo lo stampaggio personalizzato può risolvere le sfide dei progetti con geometrie complesse?
Forme impeccabili in componenti complicati e non assialsimmetrici possono essere difficili a causa della frattura del materiale, degli spessori irregolari delle pareti e delle distorsioni. Nostro stampaggio profondo personalizzato L'approccio risolve questi problemi trasformando geometrie elaborate in prodotti realizzabili attraverso la simulazione proattiva e l'elaborazione adeguata :
Pre-convalida tramite simulazione di formatura digitale
- Risoluzione proattiva dei problemi: il nostro utilizzo delle simulazioni Design for Manufacturability (DFM) ci consente di simulare digitalmente l'intero processo di stampaggio prima che avvenga la fabbricazione di qualsiasi utensile.
- Mitigazione del rischio: il processo di simulazione identificherà possibili punti di guasto come crepe o rughe durante la fase iniziale di progettazione. Di conseguenza, consentirà l’ottimizzazione preventiva della geometria del pezzo in lavorazione e dell’assemblaggio dello stampo.
- Iterazione informata: il processo di simulazione facilita iterazioni rapide ed economiche che portano al processo di formatura ideale.
Controllo di precisione del flusso e dello stress dei materiali
- Applicazione di pressione mirata: controlliamo la forza del supporto del pezzo grezzo (BHF) , mantenendola tra 150 e 500 kN per gestire l'aspirazione del materiale.
- Distribuzione dello stress: la spaccatura può essere prevenuta riducendo lo stress da trazione nei punti critici; anche l'increspamento viene prevenuto fornendo un adeguato contenimento , garantendo così una distribuzione uniforme delle sollecitazioni su una forma complessa.
- Processo adattivo: Il profilo del BHF è progettato per cambiare durante la corsa della pressa, un elemento importante per il successo stampaggio ad imbutitura profonda multifase processo.
Progettazione di utensili specializzati per moduli non standard
- Oltre gli utensili standard: La geometria unica richiede soluzioni di utensili uniche. Pertanto, progettiamo e produciamo utensili per punzoni e matrici personalizzati, inclusi utensili divisi o segmentati e superfici di lavoro attive.
- Controllo localizzato: Questa tecnica ci consente di gestire l'ingresso e l'allungamento del materiale solo in alcune aree del pezzo, replicando accuratamente angoli acuti, profili asimmetrici e forme complesse non cilindriche , che è una caratteristica distintiva del stampaggio avanzato a imbutitura profonda processo.
Gestione del ritorno elastico e dell'integrità dimensionale
- Anticipazione del recupero elastico: utilizzando i dati delle nostre simulazioni, calcoliamo l'effetto del ritorno elastico durante la produzione delle parti, ovvero la tendenza del pezzo a riacquistare la sua forma originale dopo la deformazione.
- Strumenti correttivi: Le superfici degli stampi sono geometricamente ipercorrette, secondo le previsioni fatte sopra . Di conseguenza, la parte ritornerà esattamente alla forma netta prevista, garantendo le tolleranze richieste prototipo di stampaggio ad imbutitura profonda e produzione completa.
Le nostre capacità tecniche non sono solo capacità teoriche dichiarate; invece, la nostra competenza tecnica risiede nell'applicazione del controllo della forza, della previsione e della correzione degli strumenti per il controllo di forme difficili. Trasformiamo le geometrie in pezzi di precisione attraverso lo stampaggio a imbutitura profonda . Per trasformare le tue geometrie più complesse in parti di precisione pronte per la produzione, parliamo del tuo progetto. Contattaci per un'analisi DFM completa e un preventivo formale per lo stampaggio a imbutitura profonda.
Figura 2: L'illustrazione mostra i grezzi di alluminio 5052 che si trasformano in forme cilindriche durante l'imbutitura profonda.
Quali parametri garantiscono che le parti cilindriche ad imbutitura profonda ad alta precisione soddisfino tolleranze strette?
Le dimensioni delle parti cilindriche imbutite che richiedono tolleranze estremamente precise per le loro applicazioni sono determinate da un controllo preciso dei parametri. Tolleranze allentate significano guasti, perdite e altri problemi. Per gli ingegneri che necessitano di elevata precisione parti cilindriche imbutite profonde , questo documento fornirà parametri chiari e verificabili per raggiungere questo obiettivo:
| Parametro di controllo | Metodo di implementazione e risultati misurati |
| Controllo della tolleranza su dimensioni critiche | Utilizzo di servopresse avanzate dotate di sistemi di controllo a circuito chiuso per mantenere la tolleranza del diametro interno a ±0,02 mm. |
| Gestione dell'assottigliamento delle pareti | Garantire il rapporto di trafilatura e le condizioni di attrito ottimizzati utilizzando simulazioni in modo che l'assottigliamento delle pareti non superi il 10% dello spessore iniziale del pezzo grezzo. |
| Concentricità e rettilineità | Utilizzo di strumenti guidati e operazioni a più fasi insieme a misurazioni laser per ottenere una concentricità entro 0,05 mm TIR, essenziale per le prestazioni componenti per stampaggio ad imbutitura profonda . |
| Integrità della finitura superficiale | Garantire che gli utensili siano lucidati, ad esempio, con un valore Ra inferiore a 0,4 micron , per fornire una superficie interna impeccabile adatta per applicazioni di tenuta dinamica e flusso di fluidi. |
| Coerenza tra lotti | Adottando tecniche SPC e garantendo che la capacità del processo sia maggiore di Cpk 1,67 , la pietra angolare di un servizio di imbutitura profonda di precisione . |
Questo framework converte i requisiti di progettazione in un processo di produzione guidato da dati e parametri come la precisione delle macchine servopresse in Cpk convalidato . Affrontiamo il problema chiave di prendere un prototipo impeccabile e tradurlo in un processo di produzione efficiente e affidabile per lo stampaggio ad imbutitura profonda di grandi volumi in settori complessi. La nostra rigorosa metodologia di controllo della tolleranza definisce un vero stampaggio profondo e coerente soluzione.
Perché lo stampaggio a imbutitura profonda a forma di scatola è la migliore alternativa alla costosa saldatura dei metalli?
Le parti a forma di scatola fabbricate utilizzando le tradizionali tecniche di saldatura dei metalli presentano debolezze intrinseche, difficoltà di ispezione e sfide logistiche. Stampaggio ad imbutitura profonda a forma di scatola offre una sostituzione ottimale creando un pezzo unificato in un colpo solo. Questo documento descrive i processi ingegneristici coinvolti nel raggiungimento di questa impresa senza saldature:
Padroneggiare i raggi degli angoli critici per prevenire i guasti
Il problema principale durante l'imbutitura profonda delle scatole risiede nell'evitare l'assottigliamento del materiale e la fessurazione negli angoli interni. Il problema viene risolto mediante la regolazione ottimale degli angoli R negli angoli del punzone e della matrice, secondo calcoli rigorosi che prendono in considerazione la qualità dell'acciaio, il suo spessore e la profondità di imbutitura. In questo modo possiamo garantire una distribuzione uniforme del metallo negli angoli senza concentrazione di tensioni e ottenere così un manufatto robusto e privo di crepe grazie alla stampaggio strutturale ad imbutitura profonda .
Flusso di materiale controllato per uno spessore di parete uniforme
L'estrazione non regolamentata del metallo provoca uno spessore eccessivo sulle flange e uno spessore insufficiente su pareti e bordi. Abbiamo progettato un processo che regola la pressione del premilamiera e attira i cordoni nella matrice. Il processo controlla la velocità con cui il metallo entra nello stampo, mantenendo l'uniformità dello spessore della parete in tutto l'involucro. Ciò conferisce alla parte prestazioni strutturali prevedibili, uno dei principali vantaggi dello stampaggio profondo personalizzato .
Eliminazione della manodopera e delle ispezioni post-processo
La scatola senza giunzioni imbutita in profondità offre un aspetto impeccabile finitura superficiale direttamente dalla macchina senza la necessità di ulteriori operazioni di molatura, levigatura e lucidatura dopo la saldatura. Ciò elimina completamente la necessità di controlli non distruttivi (NDT) dei componenti saldati che comportano costi e ritardi nella consegna. Il risultato è un evidente risparmio sui costi di assemblaggio e una consegna più rapida.
Abilitazione di geometrie complesse e integrate
Il metodo garantisce che caratteristiche come flange, nervature e sporgenze di montaggio possano essere incorporate all'interno del design della scatola disegnata stessa. L'integrazione delle parti e dei processi all'interno di un unico sistema di assemblaggio di stampaggio è ideale per armadi e telai stampaggio ad imbutitura profonda di grande formato . Il processo di integrazione non solo garantisce una logistica efficace ma migliora anche la qualità del prodotto riducendo i giunti di fissaggio.
Questo metodo esemplifica il principio di un processo ingegneristico progettato per prevenire gli errori anziché risolverli. Il nostro punto di forza è la capacità di gestire il raggio dell'angolo, il flusso del materiale e i processi di formatura in modo da annullare la necessità di saldatura. Forniamo servizi di stampaggio profondo senza soluzione di continuità che garantiscono longevità e alta qualità.

Figura 3: Il processo di assemblaggio adatta i componenti in acciaio inossidabile 316L a utensili per imbutitura profonda personalizzati.
In che modo il servizio di imbutitura profonda di precisione di LS Manufacturing mantiene la coerenza tra i lotti?
L’ostacolo principale per gli OEM nel mantenere il regolare funzionamento delle linee di assemblaggio e nel mantenere i tassi di scarto entro gli standard di qualità nei loro processi è l’incoerenza nella produzione dei componenti. Una coerenza su scala così ampia non può essere raggiunta a meno che non si vada oltre le semplici ispezioni delle misurazioni dimensionali e si adotti una metodologia analitica per costruire un stampaggio ad imbutitura profonda convalidato . Di seguito sono riportate le tecniche utilizzate nel nostro servizio di imbutitura profonda di precisione che garantisce operazioni statisticamente prevedibili senza derive durante un processo di produzione prolungato:
Qualificazione proattiva dei processi con metriche predittive
- Fondamento nei dati: viene eseguita una qualificazione controllata del processo prima di passare alla produzione su vasta scala .
- CPK come indicatore principale: nel primo processo di ispezione a campionamento, viene calcolato l' indice di capacità del processo (CPK ).
- Benchmark utilizzabile: il CPK dovrebbe essere superiore a 1,67 . Ciò implica che il processo è ben centrato e presenta basse variazioni rispetto ai limiti delle specifiche richieste Stampaggio ad imbutitura profonda OEM progetti.
Monitoraggio SPC in tempo reale su parametri critici
- Acquisizione continua dei dati: include fattori come il tonnellaggio della pressa, la pressione del premilamiera e le lunghezze di alimentazione del materiale , ecc., che vengono raccolti automaticamente attraverso le linee.
- Feedback immediato: i limiti di controllo vengono tracciati utilizzando il grafico automatico, fornendoci quindi un feedback immediato. In caso di avvicinamento ai limiti di controllo verranno tempestivamente intraprese azioni per prevenire la produzione di particolari difettosi .
- Precisione automatizzata: uno dei processi che abbiamo implementato nelle operazioni è che aiuta nel funzionamento coerente del processo per tutto il giorno senza necessariamente fare affidamento sull'output dei prodotti .
Manutenzione predittiva degli utensili basata sulle tendenze di usura
- Eliminazione dei guasti a sorpresa: Non permettiamo che si verifichino usura e deformazioni prima di agire . Il focus della nostra analisi SPC è tenere traccia delle dimensioni della parte.
- Analisi delle tendenze: le tendenze graduali nelle parti misurate indicheranno l'usura o le deflessioni.
- Intervento programmato: la manutenzione verrà eseguita secondo un programma, basato sui dati SPC, garantendo così la stabilità del CPK .
Tracciabilità completa per l'analisi delle cause principali
- Responsabilità a livello di lotto: le informazioni su ciascun lotto di produzione e il relativo riepilogo dal grafico SPC, nonché i dati sui parametri di processo, verrebbero documentati.
- Sistema a circuito chiuso: se si verifica una deviazione involontaria durante il processo, il nostro sistema fornisce informazioni istantanee sul periodo di produzione che ha causato la deviazione.
- Perfezionamento continuo: in questo modo garantiamo un'analisi adeguata della causa principale delle deviazioni e il miglioramento continuo del processo verso la produzione di prodotti di alta qualità e volume .
Questo sistema a circuito chiuso non solo ispeziona il processo ma monitora, valuta e previene anche le deviazioni nel processo di produzione. Ciò emerge dalla base di conoscenze dei nostri esperti, che utilizzano l'SPC per controllare e prevedere le deviazioni nel processo. Risolviamo il problema principale affrontato dagli OEM, che richiede prove statistiche dell'identità delle parti, da uno a un milione stampaggio ad alta consistenza per imbutitura profonda .
Cosa distingue un produttore leader di componenti per imbutitura profonda nella catena di fornitura globale?
Mentre la selezione dei componenti in una catena di produzione internazionale va oltre il prezzo unitario e prende in considerazione la gestione del rischio, la qualità e la resilienza, la vera partnership dipende dalla ricerca di un fornitore che possa fornire più di un semplice componente, ma che garantisca prestazioni e visibilità totale all'interno del proprio sistema . Il seguente documento fornisce una panoramica dei fattori distintivi di un premier produttore di componenti per imbutitura profonda e gli standard stabiliti dall'azienda per ridurre al minimo i rischi e facilitare l'integrazione in rigorosi progetti internazionali:
| Fattore di differenziazione | Attuazione e risultati tangibili |
| Garanzia di qualità incentrata sul sistema | Garantisce che la conformità alla certificazione sia sostanziale (non cerimoniale). |
| Tracciabilità e integrità completa dei materiali | Certificato dello stabilimento: tracciabilità del numero di serie per tutte le materie prime, verificata mediante spettroscopia interna; elimina i materiali non documentati/di bassa qualità nei progetti di stampaggio profondo di precisione . |
| Convalida e controllo del processo | Implementa APQP e PPAP per i nuovi prodotti (prova statistica della stabilità del processo, ad esempio, Cpk > 1,67); critico per stampaggio ad imbutitura profonda certificato affidabilità. |
| Documentazione completa e trasparenza | Fornisce pacchetti dati completi (certificati dei materiali, grafici SPC, report dimensionati, parametri di processo) per tutte le spedizioni; consente l'auto-validazione del cliente (servizio fondamentale di un vero fornitore globale ). |
| Miglioramento continuo strutturato |
Mandati risoluzione dei problemi 8D; Il team Kaizen promuove guadagni di efficienza annuali; ottimizza la produzione trasformandola in una risorsa per stampaggio ad imbutitura profonda verificato risultati. |
Queste caratteristiche ci forniscono la definizione di un'azienda il cui valore deriva dall'approccio sistematico, piuttosto che dalle capacità delle sue macchine da stampa. I principali problemi affrontati dai nostri clienti includono l’opacità all’interno della catena di fornitura, problemi di qualità e la necessità di condurre audit. Stabilendo una cultura del controllo e della validazione, affrontiamo tutti e tre questi problemi e diventiamo un eccellente partner per lo stampaggio ad imbutitura profonda .
Lo stampaggio per imbutitura profonda di grandi volumi può abbassare significativamente il prezzo unitario per ordini di grandi dimensioni?
Il costo unitario è dinamico anziché statico. Dipende dal volume, dall’efficienza e dalla buona ingegneria. Nei progetti ad alto volume, il stampaggio ad imbutitura profonda ad alto volume Il concetto fa sì che i grandi costi iniziali siano vantaggiosi per il cliente attraverso la riduzione dei costi per pezzo lungo la linea. Ciò avviene senza compromettere la qualità, ma attraverso l’efficienza che solo i grandi volumi possono permettersi:
Ammortizzare gli investimenti in attrezzature attraverso la produzione ad alta velocità
Gli utensili rappresentano il principale fattore di costo. Questo problema viene risolto attraverso l'uso di stampi progressivi progettati per essere robusti e veloci, in genere funzionanti a più di 60 corse al minuto. La produzione ad alta velocità garantisce che il costo associato alla creazione dello stampo sia distribuito su un numero enorme di unità. Di conseguenza, si verifica una diminuzione rapida e non lineare del costo degli utensili per unità, che costituisce la base dell'ottimizzazione dei costi unitari per oltre 100.000 unità all'anno .
Ottimizzazione dell'intero flusso di valore in base al volume
L’efficienza dei costi non si limita solo alla macchina da stampa stessa. Il nostro processo di progettazione prevede l'uso di una cella di produzione ingegnerizzata per lo stampaggio profondo OEM che utilizza alimentatori di bobine automatizzati, maschiatura o perforazione interna allo stampo e movimentazione robotizzata delle parti . Questo flusso ottimizzato riduce il coinvolgimento umano, elimina il lavoro in corso e garantisce il massimo utilizzo della macchina da stampa, riducendo così i costi per pezzo.
Garantire vantaggi in termini di costi dei materiali
Il vantaggio del volume ci consente di acquistare le nostre materie prime direttamente dagli stabilimenti in quantità contrattuali senza ricarico del distributore. Inoltre, otteniamo risparmi sui costi dei materiali eseguendo una simulazione generale per ottimizzare la resa delle bobine utilizzate. Pertanto, la combinazione dei prezzi contrattuali e dell'ottimizzazione della resa della nostra materia prima consente di ottenere risparmi significativi stampaggio ad imbutitura profonda per grandi lotti .
Garantire la prevedibilità attraverso la stabilità del processo
L'economia dei volumi elevati è resa irrilevante dalle differenze di qualità e dai tempi di inattività. Utilizziamo l'SPC per stabilire programmi di manutenzione predittiva basati sulle informazioni di produzione. Ciò si tradurrà in un processo strettamente controllato in cui gli scarti saranno ridotti al minimo, i fermi macchina saranno evitati e verrà prodotto un prodotto affidabile e coerente: l’essenza di stampaggio efficiente di imbutitura profonda .
Questa analisi mostra che la leadership di costo deve essere ingegnerizzata, non scontata. Il nostro approccio affronta ciascuno dei principali fattori di costo: ammortamento degli utensili, efficienza, costo dei materiali e variabilità attraverso l'innovazione tecnologica. Portiamo l'economia di scala: trasformando l'investimento di capitale iniziale in a stampaggio a imbutitura profonda conveniente soluzione per una collaborazione duratura.
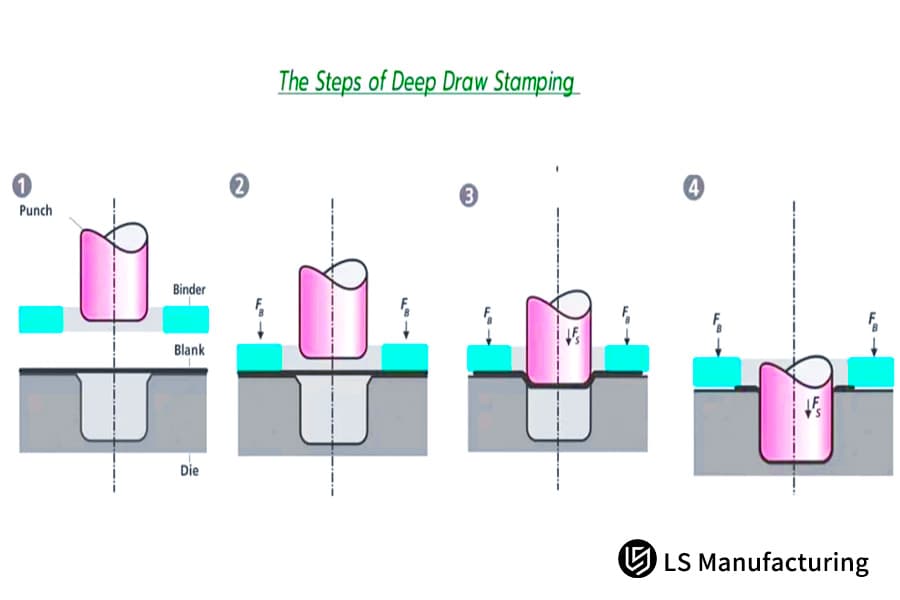
Figura 4: Il diagramma mostra la trasformazione del grezzo in acciaio inossidabile 304 attraverso fasi sequenziali di imbutitura profonda.
Caso di studio: Design personalizzato dell'alloggiamento del sensore in acciaio inossidabile per l'industria medica di produzione LS
Caso di studio della produzione LS illustra una situazione di risoluzione dei problemi che coinvolge un problema di formatura difficile su una parte medica complessa di alto valore. Con un tasso di guasto del 15% durante i test di pressione dell'alloggiamento stampato in acciaio inossidabile , il nostro cliente necessitava di una riprogettazione completa del proprio approccio produttivo. Di seguito viene riepilogato il problema tecnico, la strategia di intervento e i risultati della nostra capacità di stampaggio profondo personalizzato :
Sfida del cliente
Un produttore di dispositivi medici ha riscontrato persistenti problemi di qualità durante il test di pressione ( tasso di scarto del 15% ) con l'alloggiamento del sensore in acciaio inossidabile 316L . Il loro originale imbutitura profonda multistazione La tecnica ha causato danni superficiali significativi e uno spessore non uniforme della parete inferiore ridotto fino al 30% , compromettendo le prestazioni di tenuta ermetica dell'alloggiamento. Ciò non solo ha influito sull'affidabilità del dispositivo, ma ha bloccato la produzione di un componente critico, che richiedeva precisione di imbutitura profonda e coerenza superlativa.
Soluzione di produzione LS
Ciò è stato ottenuto grazie al nostro approccio globale di riprogettazione del processo stesso. Abbiamo modificato lo stampo affinché fosse progressivo, utilizzato una lubrificazione a base di polimeri a pressione estrema e regolato attentamente la velocità della pressa a 12 SPM . Questo stampaggio ad imbutitura profonda orientato alla soluzione la metodologia assicurava un flusso di metallo controllato. Durante il processo sono stati utilizzati anche test di deformazione per controllare lo stress a un livello ragionevole. Tutto ciò ha contrastato con successo il non uniforme assottigliamento delle pareti e la deformazione superficiale della soluzione precedente.
Risultati e valore
Questi cambiamenti hanno avuto un effetto tangibile sul prodotto finale. La qualificazione delle parti è aumentata dall'85% al 99,8% e quindi le parti sono state qualificate senza alcun test. La deviazione dello spessore della parete è stata mantenuta costante entro ±0,015 mm . Questo stampaggio ad alta precisione per imbutitura profonda Il risultato ha fornito al nostro cliente una fonte affidabile di un componente che in precedenza gli aveva causato qualche problema.
Questo caso di studio mostra come la precisione ingegneristica sia stata utilizzata per risolvere un particolare problema di produzione complesso. L'analisi ha rivelato che il problema della deformazione eccessiva derivava da attrito e stress incontrollati. A sua volta, fornendo un preciso parametro basato stampaggio ad imbutitura profonda di grado medico soluzione, siamo riusciti ad affrontare il problema e ad offrire più che semplici parti: offriamo stabilità certificata.
Invia il progetto della custodia del sensore per un preventivo formale. Garantiamo superfici esenti da graffi, spessore uniforme delle pareti e resa al primo passaggio del 99,8% nei componenti in acciaio inossidabile imbutito.

Domande frequenti
1. Qual è il rapporto massimo tra profondità e diametro per il vostro servizio di stampaggio a imbutitura profonda?
Il nostro avanzato processo di imbutitura profonda in più fasi consente la produzione di pezzi con un rapporto profondità/diametro 3:1 . Questa tecnica garantisce un'eccezionale precisione dimensionale e mantiene uno spessore di parete uniforme su tutta la geometria del componente.
2. Come si evitano le grinze del materiale nello stampaggio a imbutitura profonda a forma di scatola?
Utilizziamo l'analisi degli elementi finiti (FEA) per calcolare con precisione la distribuzione ottimale della forza di tenuta del pezzo grezzo per ciascuna fase. Inoltre, implementiamo una compensazione personalizzata della matrice specificatamente per le aree angolari soggette a grinze, garantendo parti finali lisce e prive di difetti.
3. LS Manufacturing è in grado di gestire materiali ad alta resistenza per lo stampaggio profondo personalizzato?
Sì, siamo specializzati nella lavorazione dell'acciaio inossidabile, dell'acciaio laminato a freddo ad alta resistenza e di varie leghe di alluminio di tipo aerospaziale . I nostri parametri di processo sono meticolosamente adattati alle caratteristiche uniche di formabilità e ritorno elastico di ogni specifico materiale ad alta resistenza.
4. Qual è il MOQ tipico per i progetti di stampaggio a imbutitura profonda OEM?
Pur essendo specializzati nella produzione in grandi volumi, offriamo anche servizi di prototipazione in piccoli lotti, che in genere vanno da 500 a 1.000 unità . Questa flessibilità supporta progetti con un elevato potenziale di crescita dallo sviluppo iniziale alla produzione su vasta scala.
5. In che modo il vostro servizio di imbutitura profonda di precisione garantisce il rispetto dei requisiti specifici di finitura superficiale?
Utilizziamo matrici in carburo di tungsteno lucidato a livello di micron abbinate a lubrificanti di formatura specializzati. Questa combinazione consente di ottenere una finitura superficiale superiore, tipicamente Ra 0,4–0,8 , direttamente sulla parte trafilata, riducendo o eliminando significativamente la necessità di lucidatura secondaria.
6. Offrite operazioni secondarie, come la rifilatura o la foratura, per le parti imbutite?
Sì, in qualità di produttore unico , integriamo operazioni secondarie come la rifilatura automatizzata, la perforazione di precisione e la pulizia delle superfici direttamente nella nostra linea di produzione. Ciò garantisce elevata efficienza, coerenza e controllo di qualità dall'inizio alla fine.
7. Come posso ottenere un preventivo accurato per pezzi cilindrici imbutiti personalizzati?
Carica i tuoi file CAD 3D (STEP/IGES) su ricevere un preventivo . I nostri ingegneri ti forniranno una valutazione gratuita di Design for Manufacturability (DFM) e un preventivo dettagliato entro 24 ore per garantire la fattibilità delle parti e ottimizzare i costi.
8. Perché dovrei scegliere LS Manufacturing rispetto ai servizi locali di stampaggio dei metalli?
Forniamo l'ottimizzazione DFM basata sui dati e applichiamo il controllo di qualità in-process al 100% . Il nostro obiettivo è garantire il costo totale di proprietà (TCO) più basso possibile per il tuo progetto, offrendo più valore delle sole parti stesse.
Riepilogo
Selezionando il diritto partner per lo stampaggio a imbutitura profonda è fondamentale per il successo del tuo progetto OEM. LS Manufacturing applica competenze leader nella progettazione di stampi e un controllo rigoroso dei parametri per superare le sfide strutturali e di precisione nelle parti imbutite sia cilindriche che scatolari . Impegnati in una filosofia basata sui dati, ottimizziamo ogni dettaglio della produzione per aiutare i clienti globali a ottenere una formatura di parti integrata, economicamente vantaggiosa e di alta qualità.
Basta sprecare risorse in processi inefficienti e obsoleti. Che il tuo progetto abbia una forma cilindrica o una scatola complessa, gli esperti di LS Manufacturing sono pronti a supportarti. Fai clic su "Richiedi un preventivo" per caricare i tuoi disegni per a revisione DFM gratuita . In sole 24 ore , forniremo una soluzione di stampaggio per imbutitura competitiva e personalizzata, così potrai lasciarti alle spalle le preoccupazioni relative alla produzione di precisione.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio dei metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


