
Service d'estampage progressif est une méthode de fabrication clé pour les fabricants d'équipement d'origine (OEM) afin de produire des pièces métalliques en volume avec une précision et une efficacité élevées. Pourtant, de nombreux équipementiers qui étudient ce qu'est l'estampage progressif se heurtent à des problèmes tels que la faible productivité de l'estampage à matrice unique et l'incapacité des matrices composées à maintenir des tolérances aussi strictes que 0,01 mm, ce qui entraîne directement des taux de rebut élevés et des rendements d'assemblage instables.
La raison principale est que les fournisseurs traditionnels négligent la relation entre le retour élastique du matériau et l'erreur cumulée du pas multi-stations de la matrice, ce qui signifie qu'après des millions de cycles d'emboutissage, la cohérence des pièces diminue considérablement.
LS Manufacturing expliquera comment ils gèrent les problèmes d'emboutissage de précision avec conception de matrice progressive de haute précision , la surveillance des processus en temps réel et l'optimisation exclusive des paramètres DFM pour garantir une production à l'échelle d'un million tout en conservant les tolérances dimensionnelles critiques de pointe de l'industrie.
Présentation des solutions de base pour l'emboutissage progressif de précision
| Questions fondamentales | Solutions de base | Prise en charge des données | Avantages client |
| Contrôle de tolérance | Compensation de température de filière + surveillance du point mort bas (BDC) | Tolérance de position ±0,005 mm | Sortie de pièces zéro défaut |
| Optimisation des coûts | Optimisation de la disposition des matériaux + intégration des processus secondaires | 15 % d'économies de matières premières | Coût total de possession réduit |
| Amélioration de l'efficacité | Production à grande vitesse + développement rapide de matrices | Livraison des matrices en 4 à 6 semaines | Lancement de produit accéléré |
| Assurance qualité | Inspection CCD 100 % en ligne | Taux de réussite de 99,98 % | Compatibilité d'assemblage stable |
Ce guide complet traite de tous les principaux aspects de l'emboutissage progressif comme l'analyse des points douloureux, les différentes méthodes de résolution de problèmes, le contrôle des coûts et la vérification des études de cas, etc. Il vous aidera à maîtriser les techniques permettant d' obtenir une haute précision, un faible coût et une efficacité élevée dans une production à grande échelle en peu de temps.
Pourquoi faire confiance à LS Manufacturing pour des services d'estampage progressifs ? Expérience dans la fabrication de tolérances de précision
Les équipementiers, lorsqu'ils recherchent un emboutissage progressif, recherchent principalement un partenaire capable de produire de manière cohérente des pièces très précises et également de les aider à réduire leurs risques d'approvisionnement . LS Manufacturing a une expérience impressionnante de 20 ans dans la fabrication de pièces de tolérance de précision. Nous maîtrisons parfaitement la production de tolérances instables et la réduction des taux de rebut, qui constituent la principale préoccupation des industries automobile et médicale. Avec une clientèle de plus de 300 clients internationaux, notre taux de réussite des pièces par lots est supérieur à 99,9 %, ce qui est bien supérieur à la moyenne du secteur.
Nous sommes fiers d'être certifiés avec ISO 9001:2015 . Nos pièces automobiles sont fabriquées selon les processus APQP et PPAP et notre estampage médical est certifié comme ISO 13485:2016 . Tous deux garantissent que chaque pièce est conforme aux exigences les plus strictes.
L'un de nos clients européens en matière de connecteurs automobiles a connu un taux de rebut de 12 % et une perte mensuelle de 50 000 $ en raison d'écarts de tolérance de 8 % sur les dimensions critiques. Une fois qu'ils se sont associés à nous, outre la modification structurelle du moule, la mise en place de paramètres d'estampage a été ajusté. En deux semaines, ils ont réduit leurs déchets à 0,02 % et ont économisé 48 000 $ par mois.
Notre équipe d'ingénierie est composée de 45 membres, dont 12 ingénieurs seniors qui travaillent depuis plus de 10 ans dans le domaine de la conception de matrices progressives . Nous possédons 18 centres d'usinage de matrices à fil et CNC, ce qui permet à notre précision d'usinage de matrices d'être inférieure à 0,002 mm. Nous effectuons également des tests de traction sur tous les matériaux importés afin que les fluctuations des matériaux n'aient aucun impact sur les résultats d'emboutissage.
Nous fournissons des mises à jour en temps réel sur l'avancement du projet et des rapports d'inspection à chaque étape, garantissant ainsi la transparence du service. Si vous recherchez un partenaire fiable en matière d'emboutissage progressif, contactez nos ingénieurs pour une évaluation technique initiale gratuite.

Pourquoi donner la priorité au service d'estampage progressif de précision pour les connecteurs automobiles ?
Dans les connecteurs automobiles complexes, la tolérance de position doit être de 0,005 mm. Le moindre écart peut entraîner un mauvais contact et compromettre le système électrique du véhicule. Service d’estampage progressif de précision est la meilleure option pour obtenir des taux de rendement élevés et éviter les pannes de performances électriques . LS Manufacturing atteint la cohérence de l'emboutissage en égalisant les taux d'enlèvement de matière et la rigidité de la bande dans une disposition multi-stations.
Élimination des bavures en contrôlant le jeu de poinçonnage
- Parmi les causes de défaillance des performances électriques dans connecteurs automobiles , les bavures sont les plus importantes. Nous limitons le jeu de poinçonnage à seulement 5 à 8 % de l'épaisseur du matériau lors de la fabrication des connecteurs.
- Par exemple, le jeu de poinçonnage est contrôlé entre 0,01 et 0,016 mm pour les connecteurs en bronze phosphoreux de 0,2 mm d'épaisseur afin d'éviter efficacement la formation excessive de bavures, garantissant ainsi des surfaces de contact lisses et un bon contact.
| Épaisseur du matériau (mm ) | Espace de poinçonnage (mm) | Hauteur de bavure (mm) | Taux de contact électrique (%) |
| 0,15 | 0,0075-0,012 | ≤0,003 | 99,99 |
| 0,2 | 0,01-0,016 | ≤0,004 | 99,98 |
| 0,3 | 0,015-0,024 | ≤0,005 | 99,97 |
| 0,4 | 0,02-0,032 | ≤0,006 | 99,96 |
Maîtriser la rhéologie des métaux, garantir l'ajustement des assemblages
- Un service d’emboutissage progressif de précision est vraiment un moyen de montrer une compréhension suffisamment approfondie de la rhéologie du métal. Pour le estampage de connecteur automobile , nos ingénieurs de production savent comment le métal s'écoulera dans le sens de la direction et conçoivent des processus appropriés avec plusieurs stations en fonction des propriétés des matériaux et de la structure des pièces.
- Grâce à des processus soigneusement planifiés, nous pouvons contrôler la déformation uniforme du métal pour éviter la déformation des pièces et les écarts dimensionnels et pour obtenir un ajustement parfait des connecteurs aux postes d’assemblage.
Essentiellement, chaque connecteur est parfaitement adapté à la station d'assemblage, il ne s'agira donc plus d'un réglage manuel pour les travailleurs , ce qui signifie que l'assemblage est plus efficace, que les taux de rebut et les coûts de main-d'œuvre sont inférieurs.
Nous sommes en mesure de produire toutes sortes de pièces embouties en métal pour l’industrie automobile qui sont totalement personnalisées. Vous pouvez télécharger notre livre blanc d'étude de cas sur l'emboutissage de connecteurs automobiles pour comprendre comment nous parvenons à une compatibilité d'assemblage à 100 % pour les pièces d'emboutissage métalliques de précision.

Figure 1 : Estampage progressif avec précision de minuscules composants métalliques complexes pour connecteurs automobiles.
Comment LS Manufacturing garantit-elle des tolérances d'emboutissage progressives constantes dans une production 24h/24 et 7j/7 ?
Le mode de production à grande vitesse 24h/24 et 7j/7 est la principale raison des changements dans tolérances d'emboutissage progressives qui résultent de l'échauffement et de l'usure des moisissures . LS Manufacturing garantit que même en cas de production prolongée à grande vitesse, les tolérances restent stables car nous avons approfondi les solutions techniques aidant nos clients à disposer d'un approvisionnement fiable en pièces.
Technologie de compensation de température du moule
- Pendant estampage à grande vitesse , la chaleur est générée en raison du frottement du moule et du matériau . Cela conduit à une dilatation thermique du moule, c'est-à-dire à un changement de pas, ce qui entraîne une modification des dimensions de la pièce.
- Des capteurs de température sont installés aux points les plus importants du moule pour vérifier la température en temps réel. Une fois que la température dépasse la valeur définie, le débit d'eau de refroidissement est automatiquement modifié afin que la température du moule soit maintenue à moins de 2 ℃, ce qui contribue à maintenir les dimensions de la pièce stables.
Système de surveillance du point mort bas (BDC) en temps réel
Le point mort bas (BDC) d’une poinçonneuse est un facteur direct dans le précision d'estampage . Chacune de nos poinçonneuses est équipée d'un système de surveillance BDC en temps réel capable de mesurer les valeurs avec une précision de 0,001 mm . En cas de changement, une alarme retentit immédiatement et la position de la poinçonneuse est automatiquement corrigée pour conserver la même course d'estampage.
| Temps de production (h) | Température de filière (°C) | Déviation du point mort bas (BDC) (mm) | Écart de tolérance de pièce (mm) |
| 0 | 25 | 0 | 0 |
| 8 | 38 | 0,0008 | 0,0005 |
| 16 | 42 | 0,001 | 0,0007 |
| 24 | 40 | 0,0009 | 0,0006 |
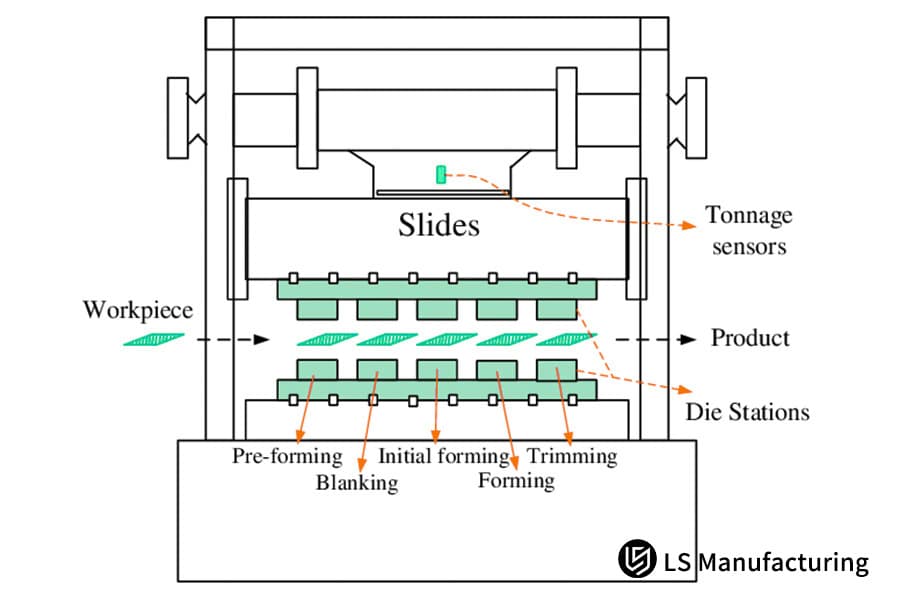
Figure : Le diagramme montre les stations de matrice progressives (préformage, découpage, etc.) pour l'emboutissage à grande vitesse.
L’estampage progressif personnalisé peut-il optimiser votre coût par pièce sans sacrifier la précision dimensionnelle ?
De nombreux clients souhaitent savoir si une haute précision augmentera les coûts des pièces. Toujours, estampage progressif personnalisé peut offrir un bon compromis entre coût et précision. LS Manufacturing s'efforce principalement d' aider les clients à réduire leur coût total de possession (TCO), ce qui est l'un des moyens par lesquels ils aident les clients à économiser de l'argent au fil du temps.
Ajuster le placement des matériaux pour un minimum de rebuts
- Étant donné que les coûts des matières premières représentent 60 à 70 % du coût total d'une pièce, c'est pourquoi il s'agit d'optimiser les coûts. Notre équipe de conception base les dispositions des bandes sur les formes des pièces.
- L'optimisation de la disposition des bandes peut réduire le taux de rebut de 15 % en moyenne. Par exemple, la production mensuelle d’un million de pièces en acier inoxydable de 0,3 mm d’épaisseur peut entraîner une économie mensuelle de matières premières de 12 000 dollars pour l’entreprise.
Combinez les opérations secondaires pour améliorer l’efficacité de la livraison
Nous ajoutons les opérations secondaires comme le taraudage et l'assemblage au processus d'estampage progressif , permettant de travailler en ligne.
Cela double non seulement l'efficacité de la livraison, mais réduit également les coûts de main-d'œuvre de 20 %. Et surtout, cela évite les problèmes de déconnexion typiques des processus d’emboutissage traditionnels. Nos services d’emboutissage de métaux sont en mesure de créer des combinaisons de processus qui répondront parfaitement aux exigences de coût et de précision de l’emboutissage progressif personnalisé.
Étude de cas : Comment LS Manufacturing a réduit de 15 % le taux de défaillance des composants de pompes médicales estampées sur mesure ?
Les pièces des dispositifs médicaux sont soumises à des normes de précision et de sécurité très élevées. Même le plus petit défaut peut non seulement entraîner un dysfonctionnement de l'appareil, mais également constituer un risque direct pour l'utilisateur . Un client allemand produisant des pompes à insuline a été confronté à un arrêt de sa chaîne de production et la sécurité du sceau d'administration du médicament a été mise en danger, en raison de son boîtier miniature en acier inoxydable 316L estampillé sur mesure.
Dilemme client
À l'intérieur de la pompe à insuline, le boîtier miniature du client a subi un déséquilibre de contrainte interne lors de l'assemblage SMT, provoqué par la station d'étirement. n et cela conduit à une déformation de 0,02 à 0,03 mm dans 15 % des pièces . Il est intéressant de noter que ces déformations ont entraîné l'impossibilité d'assembler normalement les pompes, une réduction de 30 % de l'efficacité de la ligne de production et même une menace de rappel de produit.
Solution de fabrication LS
- Après une étude détaillée de la pièce, axée sur sa structure et le matériau utilisé, l'équipe d'ingénierie a découvert que la principale raison de la déformation était un écoulement irrégulier du métal lors de l'étape d'étirement.
- La matrice progressive de précision à 16 stations a été améliorée et de nouvelles techniques de pressage des bords tampons à plusieurs étages de quatrième niveau ont été ajoutées aux stations de formage principales pour contrôler avec précision le débit de métal et obtenir une déformation uniforme du métal.
- En utilisant un système d'inspection en ligne CCD entièrement automatisé , nous sommes en mesure de vérifier simultanément 12 dimensions critiques (CTQ) de chaque pièce avec une précision de 0,01 mm. Ce système prend également en charge les pièces présentant des défauts en les séparant automatiquement, éliminant ainsi la possibilité d'expédition de composants défectueux.
- Nous avons modifié le processus de traitement thermique des pièces pour éliminer les contraintes internes, ce qui a réduit encore davantage les risques de déformation.
Résultats et valeur
Grâce à notre solution améliorée, le rendement de production en série des pièces qui était de 85 % est désormais passé à 99,98 %, le taux de défaillance a été réduit de 14,98 % et pratiquement aucun problème de déformation n'est apparu en même temps. Le coût unitaire a connu une baisse de 12 %, ce qui a permis au client d'économiser 80 000 $ par an en coûts de matières premières. Le temps de premier air (FAIR) des moules a été réduit de 30 % de manière significative , passant de 14 jours à 9,8 jours, accélérant ainsi le lancement du produit du client.
Cette étude de cas a amené le client à nous faire passer au rang de fournisseur stratégique annuel de classe A et à initier cinq démarches ultérieures. projets d'estampage médical . Nous pouvons produire des pièces d'emboutissage métalliques sur mesure qui répondent aux normes de sécurité strictes du domaine médical . Si vous rencontrez des problèmes similaires en matière d’estampage personnalisé, veuillez consulter notre étude de cas complète sur l’estampage médical.

Quels critères techniques DFM devez-vous vérifier avant de sélectionner un service de fabrication de matrices progressives ?
La conception pour la fabricabilité (DFM) est non seulement importante pour minimiser les risques liés à la production de masse, mais également pour réduire les coûts . Il faut vérifier les capacités DFM d'un service de fabrication de matrices progressives fournisseur dans le cadre du processus de choix afin de s'assurer qu'il peut donner des conseils de conception judicieux.
Vérification de la maintenance des matrices et de la gestion des pièces de rechange
Un bon fournisseur de services de fabrication d'outils progressifs doit avoir en place un système de maintenance des outils et un stock de pièces de rechange toujours adéquat . Les clients doivent être en mesure de connaître l'historique de maintenance des matrices et de vérifier la capacité d'approvisionnement en pièces de rechange critiques (par exemple, des poinçons en carbure) pour éviter les arrêts de production.
Vérification de la capacité d'usinage du poinçon en carbure
Les poinçons en carbure sont des éléments essentiels des matrices progressives, et la précision de leur usinage a un impact direct sur la qualité des pièces . Nous sommes en mesure d'usiner des poinçons en carbure avec une tolérance de 0,002 mm et un rugosité de la surface Ra de 0,02 μm, ce qui apporte une garantie de stabilité de production de matrices à long terme.
Quel est l’impact des variations de matériaux sur l’estampage progressif de haute précision ?
Les fluctuations des matières premières posent souvent des problèmes majeurs pour estampage progressif de haute précision . Différents lots d'alliages de cuivre et d'acier à ressort avec des limites d'élasticité variables ont une grande influence sur le retour élastique du matériau et les dimensions des pièces , ce qui entraîne une incohérence dans la production de masse.
Les fluctuations de la limite d'élasticité des matériaux affectent le résultat
C'est la limite d'élasticité d'un matériau qui détermine le degré de retour élastique des pièces fabriquées à partir de celui-ci. Une limite d'élasticité élevée fait que les pièces ne correspondent pas aux dimensions de conception, tandis qu'une faible limite d'élasticité fait que les pièces se déforment facilement. L'ASTM A367-19 Clause 4.2 précise que la variation de la limite d'élasticité de matériaux d'estampage la précision doit être inférieure à 5 %, sinon le résultat de l'estampage serait grandement affecté .
Méthode de compensation des fluctuations importantes
Nous testons 100 % de la résistance à la traction des matériaux entrants. Lorsque les données de test sont entrées dans le système, elles sont automatiquement lues par rapport aux données standard et les paramètres de pression de la presse sont ajustés au moment même pour compenser les fluctuations. Par exemple, si la limite d'élasticité d'un lot d'alliage de cuivre est 5 % plus élevée, le système augmentera la pression de presse de 3 à 4 % pour réduire le retour élastique.
Cet accent mis sur les propriétés des matériaux est au cœur de notre succès en tant que fabricant de pièces de précision de haute qualité , garantissant que les fluctuations des matières premières n'affectent pas les résultats de l'emboutissage progressif de précision.
Figure 3 : Diverses pièces d'emboutissage en métal personnalisées présentent des défauts liés au matériau.
Pourquoi la clé d'inspection 100 % en cours de processus est-elle destinée au service d'estampage progressif de précision ?
En raison de la nature de l’emboutissage progressif de haute précision, les pièces utilisées doivent être littéralement parfaites, une seule pièce défectueuse peut entraîner des pertes importantes. 100% L'inspection en ligne peut aider à éliminer efficacement les pièces défectueuses juste à temps pour préserver la qualité de la production de masse.
Système d'inspection visuelle CCD
Pour garantir un contrôle précis, nous avons installé un système d'inspection par vision CCD de haute précision sur chacun de nos lignes d'estampage . Le système fonctionne à 1 000 images par seconde pour contrôler en direct les principales dimensions et les qualités de surface des pièces, offrant une précision de mesure de 0,01 mm, bien au-delà de la limite d'inspection manuelle de 0,03 mm . En outre, il a la capacité de détecter et de séparer automatiquement les pièces défectueuses.
Capteur de surveillance de pression en ligne
Notre presses à estamper sont installés avec des capteurs de surveillance de pression en ligne qui vérifient en permanence la pression d'estampage. Si la pression sort de la plage définie, la machine sera immédiatement arrêtée et l'alarme sera activée pour éviter la production en vrac de pièces défectueuses.
En « ne fabriquant pas, n'acceptant pas ou ne libérant pas de défauts », ce système de contrôle qualité automatisé garantit que chaque pièce livrée au client est de bonne qualité.

Figure 4 : Un travailleur inspecte les composants de la matrice progressive pour vérifier la qualité du processus.
Comment LS Manufacturing peut-il accélérer le développement de matrices complexes pour les lancements urgents ?
La réduction des délais de mise sur le marché (TTO) est une priorité absolue pour nos clients et le délai d'exécution de la fabrication de moules complexes dicte indirectement le lancement du produit. LS Manufacturing, grâce à ses machines modernes et à ses processus de travail optimisés, peut réduire les délais de fabrication des moules, permettant ainsi aux clients de conquérir le marché.
Machines de traitement de moules haut de gamme
Notre laminage comprend les centres d'usinage de moules CNC et EDM à fil les plus précis . L'unité d'électroérosion à fil peut traiter des pièces de moule complexes jusqu'à 200 mm/min tout en conservant une précision de 0,002 mm, réduisant ainsi efficacement le temps de développement.
Système d'essai et de révision rapide
Pendant la phase d'essai (T1-T3), nous analysons rapidement les résultats et améliorons le moule après chaque essai, en fournissant un rapport d'essai détaillé (FAIR) pour garantir que les clients peuvent suivre l'avancement du projet en temps réel.
Nos services d'emboutissage de métaux couvrent l'ensemble du processus, depuis le développement du moule et la production de masse jusqu'à l'inspection qualité. Si vous avez des besoins urgents en termes de délais de mise sur le marché, contactez-nous pour une solution de développement rapide de moules afin de garantir votre pièces d'estampage en métal personnalisées sont lancés à temps.
FAQ
Q1 : Quel est le délai de livraison standard pour la livraison des matrices progressives personnalisées de LS Manufacturing ?
Les prototypes T1 de matrices moyennement complexes peuvent être réalisés en 4 à 5 semaines . L'usinage CNC et l'électroérosion à fil sont utilisés ensemble pour garantir une livraison à 100 % dans les délais.
Q2 : Comment LS Manufacturing garantit-il les mêmes niveaux de tolérance pour les commandes en gros volume de plus d'un million de pièces ?
Pour maintenir les tolérances des pièces constantes, nous nous appuyons sur des inserts en carbure et sur la technologie de revêtement sous pression TiAlN. Et nous effectuons un contrôle de maintenance préventive tous les 100 000 cycles .
Q3 : Êtes-vous capable de produire de petits lots avec des services d’estampage progressifs ?
Nous pouvons proposer des solutions de matrices par étapes pour les projets à long terme. Lorsque la demande annuelle augmente, nous vous conseillons de commencer par une matrice progressive simplifiée pour confirmer la précision et en même temps capturer le retour sur investissement maximum.
Q4 : Avec quels matériaux l'atelier d'estampage progressif de LS Manufacturing est-il capable de travailler ?
Nous pouvons travailler avec de l'acier inoxydable, du cuivre-béryllium, du bronze phosphoreux, des alliages d'aluminium et divers alliages de haute dureté. Notre base de données de processus contient des paramètres de compensation de déformation pour plus de 200 matériaux.
Q5 : Des opérations secondaires telles que la galvanoplastie ou le traitement thermique sont-elles disponibles pour les pièces embouties ?
Nous proposons un ensemble unique de services, tels que la galvanoplastie, le traitement thermique, le nettoyage par ultrasons et l'emballage automatisé, réduisant ainsi les risques et les dépenses logistiques.
Q6 : Quelles mesures prenez-vous pour protéger la propriété intellectuelle et les dessins techniques de votre client pendant la phase de demande d'offre ?
Nous utilisons un processus NDA très strict et robuste et nos serveurs sont isolés numériquement. Seule l’équipe d’ingénierie principale peut accéder aux dessins et aux solutions techniques des clients, garantissant ainsi une confidentialité absolue.
Q7 : Quelles certifications LS Manufacturing possède-t-elle dans les secteurs des pièces automobiles et médicales ?
Nous sommes certifiés ISO 9001:2015 et IATF 16949 . Nous menons tous les projets selon les procédures APQP et PPAP, et nous pouvons produire un ensemble complet de documents de traçabilité de qualité.
Q8 : Comment puis-je obtenir un devis d’estampage de précision aujourd’hui ?
Envoyez-nous vos dessins 2D/3D et dans les 24 heures, un ingénieur senior vous remettra un devis détaillé comprenant les recommandations DFM.
Résumé
L’emboutissage progressif de précision est un excellent moyen de combiner précision, coût et efficacité. Les équipementiers ayant des problèmes de tolérances, de taux de rebut et de coûts peuvent bénéficier de la technologie d'estampage progressif de haute précision de LS Manufacturing, qui peut éliminer les goulots d'étranglement dans leurs processus de production.
Nous fournissons des services allant de l'inspection des matières premières à l'amélioration des moules. au contrôle qualité pendant la production. Nous supprimons les incertitudes liées à la production de masse afin que chaque pièce d'emboutissage métallique personnalisée devienne un standard de l'industrie et que vous puissiez assurer votre position sur le marché mondial.
Si tu envoyez-nous vos dessins de conception , le personnel technique de LS Manufacturing vous proposera un rapport d'audit DFM gratuit avec des recommandations de solutions d'emboutissage de précision très compétitives.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


