
Service d'estampage progressif aide à surmonter l’un des principaux problèmes des équipementiers, à savoir le manque de clarté sur les matériaux utilisés dans l’emboutissage progressif et sur la meilleure façon de traiter certains alliages. Mais au-delà de cela, le problème majeur réside dans le comportement d'écrouissage et les propriétés de retour élastique très variables de métaux tels que l'acier inoxydable ou le titane lorsqu'ils ne sont pas effectués correctement en termes de DFM, provoquant des changements de moule, des rebuts excessifs, des problèmes de dimensions, etc.
Chez LS Manufacturing, nous avons mis au point une solution intégrée combinant des matrices progressives de pointe et une simulation multiphysique , qui répond à toutes les problématiques susmentionnées. De plus, nous excellons dans la manipulation de divers alliages et dans l’optimisation de l’imbrication des pièces et du contrôle des contraintes pour atteindre une précision de ±0,005 mm . Pour plus de détails sur notre expérience de travail avec des défis processus d'estampage progressif en alliage , veuillez continuer à lire ci-dessous.

Estampage progressif : référence rapide multi-alliages
| Type de matériau | Défi d'estampage | Adaptation des processus pour la qualité |
| Acier à faible teneur en carbone | Retour élastique et usure des outils lors du formage . | Jeux de matrice et rayon de poinçon optimisés pour réguler la formabilité . |
| Acier inoxydable | Forte tendance à l’écrouissage et au grippage. | Revêtements spéciaux et recuit en cours pour éviter les déchirures. |
| Alliages d'aluminium | Faible formabilité et rayures de la surface. | Polissage des matrices, régulation du lubrifiant et réduction de la vitesse . |
| Cuivre et Laiton | Faible résistance à la traction, risque élevé de collage et formation excessive de bavures. | Matrices tranchantes et lubrifiants spéciaux. |
| Alliages à haute résistance | Besoin en tonnage important et usure rapide des outils . | Matrices durables fabriquées à partir de estampage progressif des alliages avancés . |
| Résultat : précision spécifique à l'alliage | Formabilité et qualité assurées grâce à des processus spécifiques à l'alliage . | Pièces sans défauts produites grâce à une fabrication cohérente. |
Nous abordons le problème de l’emboutissage progressif de précision pour divers métaux et alliages. Pour chacun matériau d'estampage progressif , nous adaptons la procédure à ses caractéristiques spécifiques. Que vous ayez besoin de flexibilité et de malléabilité ou de solidité et de résistance à l'usure, vous obtiendrez des composants conçus avec précision et adaptés à vos besoins. Nos compétences garantissent des résultats exceptionnels pour différentes industries.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
Parmi les nombreux guides dédiés au thème du matriçage progressif , nous apportons une approche pratique du fabricant. Nous sommes des professionnels qui utilisent notre pratique quotidienne avec des matériaux solides et des pièces complexes pour prouver nos compétences. Votre vie dépend de la précision avec laquelle nous concevons chaque partie d’un verrou aérospatial important ou d’un composant d’instrument médical.
Nous avons accumulé une vaste expérience à travers de nombreux projets qui nous guident dans le développement de nos techniques. Au fil du temps, nous avons maîtrisé les meilleures pratiques pour gérer le retour élastique lors du travail du titane et réaliser des coupes sans bavures sur le laiton. De plus, notre expertise est guidée par les strictes Groupe international de qualité aérospatiale (IAQG) , qui sont partagées dans ce manuel.
Nous proposons des solutions personnalisées adaptées à vos besoins grâce à une connaissance approfondie de la science des matériaux et des processus. Nous obtenons une précision incroyable qui peut maintenir des tolérances jusqu'à ±0,005 mm . De plus, notre niveau de précision est comparable aux normes de l'industrie établies par des organismes tels que le Fédération de l'industrie des poudres métalliques (MPIF) . Les informations fournies dans ce manuel reflètent notre expertise et notre expérience au quotidien.

Figure 1 : Le technicien réalise un assemblage progressif de moules d'estampage avec des composants en alliage de cuivre pour un outillage de précision.
Pourquoi un service professionnel d’estampage progressif est-il essentiel pour les projets OEM à grand volume ?
Le principal problème de la fabrication de masse OEM est la suppression des erreurs cumulatives et de la gestion des déchets par millions de pièces. Un service spécialisé d’emboutissage progressif s’attaquera à ce problème en intégrant l’ensemble du processus de formage en un seul système d’automatisation cohérent. Cela garantit que la précision sera intégrée directement dans le processus, conduisant à une production continue et non-stop et à des économies immédiates pour le fabricant de pièces OEM :
Éliminer les erreurs cumulatives via la conception systémique
Nous concevons l’ensemble du processus de formage dans un système d’auto-référencement. Les caractéristiques clés seront pointées au début, puis utilisées comme points de référence tout au long de l'opération dans le même estampage progressif de précision système. Cela élimine toute erreur possible lors du transfert des processus, car la précision devient un produit d’ingénierie. La précision Six Sigma est garantie de la toute première pièce à la millionième unité.
Activation de formulaires complexes avec le contrôle intégré
La manutention du matériel dans de telles situations est très importante. Dans de tels cas, nos techniques de service intégré d’emboutissage profond sont utilisées pendant le processus de formage des pièces dans une séquence de matrices. Le flux de matière est contrôlé grâce aux défauts de la bande, ce qui garantit la formation d'enceintes impeccables en une seule opération. C'est à travers un tel estampage progressif en plusieurs étapes processus que nous nous en sortons avec de nombreux processus supplémentaires.
Parvenir à une réduction radicale du coût unitaire
Une fabrication réellement rentable est obtenue en maximisant la capacité et la durée de vie du système dans son ensemble. Pour atteindre des cadences de production rapides, nous minimisons toutes les opérations de presse autres que le formage. Dans le même temps, la conception intelligente des outils maximise la durée de vie des matrices en millions de frappes. Cette combinaison d'ingénierie réduit considérablement le coût total par unité, ce qui rend les dépenses en outillage responsables de la rentabilité par pièce dans estampage progressif en grand volume .
Il s’agit de l’ensemble du système, et pas seulement du processus lui-même. Notre avantage réside dans notre capacité à résoudre le dilemme fondamental de la vitesse, de la complexité et du coût grâce à la conception systématique du système dans son ensemble. Notre avantage concurrentiel réside dans notre approche systématique de la conception des matrices de telle sorte qu'elles fonctionnent comme une cellule de production rapide autorégulée avec précision et économie dans la production de masse.
Comment l’estampage progressif personnalisé peut-il optimiser l’utilisation des matériaux pour les alliages coûteux ?
En ce qui concerne les métaux alliés de grande valeur, le coût des matériaux constitue une part importante du prix unitaire. Maximiser l’utilisation des matériaux n’est pas seulement un exercice d’optimisation ; c'est économiquement essentiel. Pour cette raison, notre estampage progressif personnalisé La méthode prend en compte toute la conception de la bobine sans aucun déchet afin de répondre aux exigences de fabrication. Nos ingénieurs se sont concentrés sur la résolution du défi fondamental suivant associé à ce compromis :
Imbrication de précision grâce à une conception basée sur la simulation
- Approche : Dans cette méthode, plusieurs options de disposition des bandes sont analysées simultanément à l'aide d' un logiciel de formage basé sur la simulation .
- Défi résolu : cela permet de déterminer la technique de pilotage optimale et la largeur de pont appropriée afin de minimiser les rebuts tout en garantissant que la bande est suffisamment solide pour des vitesses d'alimentation rapides. Estampage progressif piloté par simulation La technologie est une méthode éprouvée pour utiliser au maximum des bobines coûteuses.
Intégration des besoins de formage dans l'optimisation des pièces brutes
- Approche : Ce n'est pas seulement le contour du produit, mais également le parcours du processus de service d'emboutissage profond qui est pris en compte lors de la conception de la forme de l'ébauche.
- Défi résolu : Nos flans sont conçus de telle manière qu'il reste des surplus de matériaux dans les zones de déformation extrême. Ainsi, nous pouvons fabriquer des produits formés en profondeur à partir de flans de dimensions standards. C'est la particularité exclusive de nos solutions en alliages métalliques .
Réduction des rebuts grâce à l'utilisation des fonctionnalités en cours d'exécution
- Approche : les fonctionnalités seront conçues pour s'adapter aux ébauches afin d'être utilisées ailleurs dans le cycle de production ou même pour tirer parti du squelette de rebut généré à l'étape précédente lors de la création de l'outil utilisé dans l' étape suivante .
- Défi résolu : Dans ce cas, la « philosophie zéro déchet » entre en jeu. Plutôt que de jeter les rebuts, ils serviront à fabriquer des outils de pilotage ou une partie de la structure utilisée dans le estampage progressif en grand volume processus.
Étalonnage de processus spécifique à l'alliage pour le rendement
- Approche : Les différents paramètres utilisés dans notre processus de fabrication sont calibrés en fonction de l'alliage en question.
- Défi résolu : De cette façon, nous évitons toute micro-déchirure ou grippage qui pourrait nous obliger à utiliser un processus de disposition en bandes plus sûr, quoique plus coûteux. On peut ainsi être sûr d'obtenir le rendement théorique attendu sans gaspillage par une mise en œuvre efficace de emboutissage progressif optimisé .
De plus, le document met en lumière la spécialité d’ingénierie axée sur les matériaux. Nous excellons dans l’optimisation de la disposition des bandes et du processus de formage. Les défis concernant le rendement sont relevés à l'aide de la simulation, d'ébauches techniques pour le formage et de l'étalonnage du processus en fonction de l'alliage spécifique. De cette manière, les matrices multiniveaux étagées conçues transforment un matériau coûteux en un matériau optimisé.

Figure 2 : L'opération d'emboutissage progressif façonne des lames en acier inoxydable avec des fentes pour les outils de coupe industriels.
Quels facteurs techniques garantissent la précision de l’emboutissage des alliages métalliques pour les pièces médicales et aérospatiales ?
La principale difficulté dans la production de pièces médicales et aérospatiales réside dans l’atteinte d’une tolérance de précision inférieure à 10 microns lors d’opérations à grand volume. Ce document vous donne un aperçu du système technique nécessaire pour tenir compte de la variabilité inhérente estampage d'alliage métallique de précision . Grâce à notre approche centrée sur les données, nous garantissons que les pièces seront précises même dans le cas des opérations les plus difficiles, comme le service d'emboutissage profond .
| Facteur technique | Mise en œuvre et contrôle pour une précision garantie |
| Étalonnage de processus spécifique au matériau | Le réglage initial du jeu de matrice est de 8,5 à 9,5 % de l'épaisseur du matériau dans le cas du SS316L et de 10 à 12 % dans le cas du Ti-6Al-4V, compte tenu des caractéristiques des alliages en termes de retour élastique et de grippage. |
| Contrôle de processus en temps réel et SPC | Les capteurs fournissent des données en temps réel sur le tonnage (tolérance de ± 1,5 % ) et les dimensions des produits, et ces données sont introduites dans le tableau SPC, garantissant ainsi que tout écart descend en dessous de ± 0,005 mm . |
| Outillage avancé et maintenance | Le processus avancé de estampage progressif de haute précision implique l'utilisation d'inserts en carbure avec micropolissage de surface ( Ra < 0,1 µm ), tandis que la maintenance prédictive repose sur les données SPC plutôt que sur la durée de vie de l'outil. |
| Contrôle du processus d'emboutissage profond | Pour le estampage progressif complexe séquence, les opérations d'emboutissage profond appliquent des cylindres d'azote multipoints pour contrôler le profil de force du support de flan afin d'atteindre des tolérances d'épaisseur de paroi de ± 0,02 mm . |
| Assurance qualité globale | Le contrôle qualité final consiste en une inspection optique 100 % automatisée des paramètres clés avec une validation périodique par CMM et une certification traçable des matériaux utilisés. |
Cet article décrit le processus d'ingénierie en boucle fermée pour l'emboutissage progressif , abordant les problèmes de variance statistique dans la fabrication en grand volume. Nous garantissons la précision en intégrant un réglage des matrices spécifique basé sur des matériaux, un SPC actif pour un ajustement préventif et une maintenance prédictive des outils. Ces contrôles basés sur les données offrent la précision déterministe et le processus de fabrication transparent nécessaires pour les pièces conformes aux normes FDA et AS9100 .
Pourquoi votre projet d'emboutissage d'alliages métalliques diversifiés devrait-il donner la priorité à l'analyse DFM pendant le prototypage ?
Les pannes d’outillage et les arrêts de production peuvent généralement être attribués à un manque de conception pour la fabricabilité (DFM). Pour votre emboutissage de divers alliages métalliques projet, la nécessité d' une analyse DFM au service de prototypage est essentielle pour anticiper tout problème lié à la matière comme la fissuration ou le retour élastique. Cette action précoce transforme ce qui aurait pu être un désastre de fabrication coûteux en un processus optimisé :
Atténuation du risque de fracture spécifique à l'alliage dans les formes complexes
La géométrie de la pièce est évaluée en fonction de la formabilité du matériau. En cas de difficulté service d'emboutissage profond opération, nous modélisons le flux de métal pour détecter les zones où le matériau est dilué. En guise de solution, les rayons de courbure sont suffisamment augmentés pour être supérieurs à la valeur minimale du rayon de courbure du matériau et les ébauches de pièces sont remodelées afin de permettre un étirage plus uniforme du matériau et de réduire les concentrations de contraintes, évitant ainsi les fissures lors des cycles d'emboutissage des prototypes .
Compenser le retour élastique grâce à la conception prédictive d’outils
Il existe une différence de ressort significative entre les métaux tels que l’aluminium et l’acier à haute résistance. Notre approche nous donnera les angles de retour précis après emboutissage. Pour résoudre ce problème, nous utilisons les données précalculées pour incorporer un angle de courbure excessive dans la géométrie de l'outil afin de compenser ce phénomène. Le résultat est un produit qui atteint la tolérance requise dans notre processus d’estampage progressif de précision sans processus secondaires coûteux.
Prolonger la durée de vie des outils grâce au séquençage stratégique des fonctionnalités
Une mauvaise évaluation des séquences de caractéristiques entraîne des défaillances de matrice et une usure accélérée. Dans notre méthode DFM, nous analysons la séquence d'emboutissage pour garantir que la répartition du tonnage entre les différentes stations est équilibrée et non surchargée vers une station particulière . Une méthode consiste à effectuer un perçage avant le formage pour éviter que les bavures n'interfèrent avec les surfaces critiques du formage. Ceci est crucial pour parvenir à un estampage progressif de haute fiabilité de plus de deux millions de fois.
Cet article décrit une approche technique de la prévention. Notre argument de vente unique réside dans notre capacité à intégrer les connaissances DFM dans les modifications apportées à la conception des outils avant la découpe de l'acier à outils. Nous abordons les problèmes clés de défaillance, d'incohérence de taille et d'usure prématurée des outils grâce à la simulation, à la compensation du retour élastique et à la séquence appropriée des opérations. Cette évaluation initiale garantit que la phase de service de prototypage devient un test à faible risque du processus prêt pour la production.
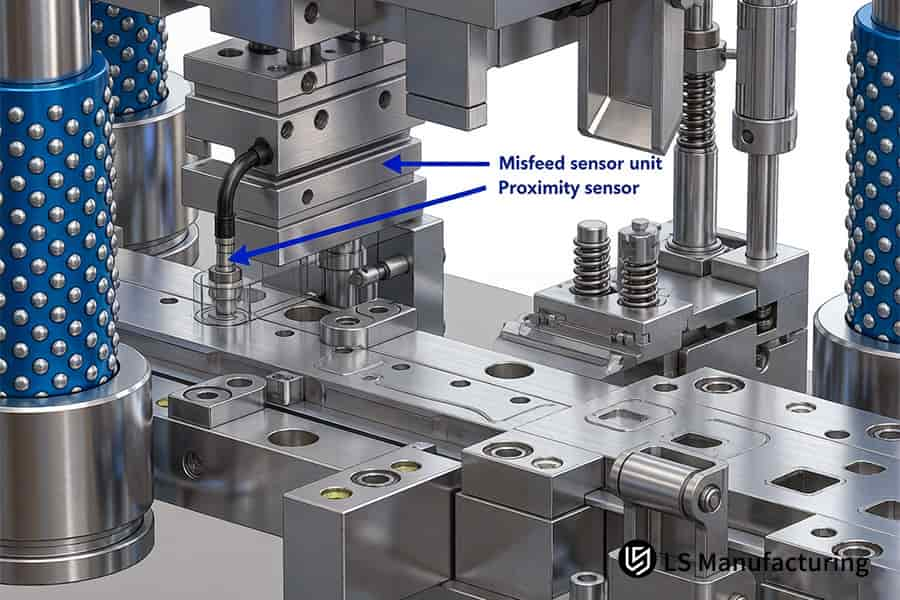
Figure 3 : Le rendu 3D illustre des unités de capteurs d'estampage progressif pour la détection de proximité dans les systèmes d'automatisation.
Comment un fabricant spécialisé de matrices progressives peut-il résoudre des défis d’intégration structurelle complexes ?
De nombreux assemblages structurels connaissent des problèmes de coûts élevés en raison des opérations secondaires de soudage et de fixation. Un spécialiste fabricant de matrices progressives trouve une solution à ce problème en concevant les trois processus, formage, perçage et intégration des fixations, en une seule opération automatisée continue. Une telle approche de l'intégration structurelle permet non seulement de simplifier le processus de fabrication mais également d'améliorer significativement les propriétés de composants complexes :
Intégration des fixations dans la matrice pour l'élimination des assemblages
- Méthode : Le procédé que nous appliquons nous permet de former des bossages de montage ou des formes de filetage à partir d'une bande métallique par emboutissage ou perçage .
- Défi résolu : Avec ce processus, nous n'avons pas besoin de nous occuper de l' acquisition et de l'assemblage des fixations . Nous obtenons ainsi une pièce assemblée et prête à être montée grâce à notre presse.
Emboutissage profond et formage structurel unifiés
- Méthode : Dans notre matrice progressive, nous appliquons un service d'emboutissage profond et créons le corps principal de la pièce, tel qu'une coque, et effectuons d'autres étapes de formation où des brides, des nervures ou des bossages sont formés sur la coque.
- Défi résolu : il aide à éliminer toutes les difficultés causées par la soudure après l'alignement de l'étirage et la zone affectée par la chaleur . Il confère à la pièce une rigidité en raison de sa nature monolithique, ce qui est hautement souhaitable pour la fabrication de coffrets ou de logements utilisant estampage progressif intégré .
Disposition optimisée des bandes pour une rigidité en torsion
- Méthode : La disposition des bandes est conçue non seulement comme un mécanisme d'alimentation , mais également comme un mécanisme structurel, afin de maintenir un alignement précis des pièces, même sous une force très forte pendant le fonctionnement.
- Défi résolu : il permet d'obtenir une correspondance précise des détails sur des formes asymétriques, ce qui est extrêmement nécessaire lorsque l'on travaille avec un emboutissage progressif avancé de châssis ou de supports.
Développement séquentiel de fonctionnalités pour l’intégrité des matériaux
- Méthode : Nous procédons d'abord au perçage, puis au grugeage, puis au formage pour conserver l'intégrité du matériau et un flux de grain dans toutes les zones qui seront sollicitées.
- Défi résolu : Il garantit l'intégrité des matériaux utilisés et ne présente aucune faiblesse, évitant ainsi les ruptures par fatigue, qui sont l'un des éléments les plus cruciaux de notre emboutissage technique progressif pour les pièces porteuses.
L'article ci-dessus démontre les aspects techniques de notre profession, en particulier comment l'ingénierie nous aide à travailler avec une approche systémique pour résoudre les problèmes. Nos points forts résident dans l'ingénierie et la conception de matrices en tant que système de fabrication permettant de résoudre les problèmes d'assemblage par des moyens mécaniques. Il aide à prévenir les processus secondaires tels que les trous de fixation dans les matrices, l'emboutissage profond combiné à la forme et l'utilisation de bandes pour améliorer la stabilité.
Quelles fonctionnalités du service d’estampage de précision personnalisé garantissent une cohérence de qualité à 100 % ?
Là où une cohérence totale entre les parties est requise, elle est impérative. Pour notre service d'estampage de précision personnalisé , nous garantissons cela en proposant une vérification dimensionnelle à 100 % et des actions correctives à chaque étape du processus, au lieu de le faire uniquement dans les étapes finales de la production. Nous assurons ainsi une qualité constante dans notre service d’emboutissage progressif et d’emboutissage profond de haute précision qui nécessitent des tolérances strictes.
| Fonctionnalité | Mise en œuvre et impact sur la cohérence |
| Vérification dimensionnelle 100 % en ligne | Un système de vision évalue chaque pièce sortant de la presse en moins de deux secondes par rapport aux dimensions du modèle CAO. |
| Correction de processus en boucle fermée et en temps réel | Le retour direct des systèmes de mesure permet des corrections de processus en temps réel au micron près à l'aide de notre estampage progressif en boucle fermée technique. |
| Contrôle prédictif via Live CPK Analytics | La surveillance en direct des données CPK via un tableau de bord alerte les opérateurs des changements dans les processus, leur permettant d'agir avant de dépasser les limites. |
| Stabilité pour l'emboutissage profond et les formes complexes | Les moniteurs de processus régulent en permanence la pression du serre-flan pour un flux de matière contrôlé et une épaisseur de paroi uniforme pendant l'emboutissage profond . |
| Traçabilité numérique complète | Chaque lot de pièces embouties sortant du estampage progressif automatisé la machine obtient son propre paquet numérique de données. |
Notre technique ne peut en aucun cas échouer car elle intègre une technique d’étalonnage automatique et instantané de la machine basée sur notre analyse de données CPK . Ainsi, notre processus de contrôle qualité prend en charge la création de qualité du point de vue de l’ingénierie. Pour garantir une qualité constante à 100 %, faites équipe avec nous. Demandez un rapport sur la capacité du processus et un devis formel pour votre projet d'emboutissage de précision.

Figure 4 : Le processus d'estampage progressif forme des supports en alliage d'aluminium avec des trous pour l'assemblage automobile.
Comment la conception progressive des matrices en alliage métallique atténue-t-elle les fissures de contrainte dans les pièces à haute résistance ?
Les fissures de contrainte qui peuvent survenir lors de l'emboutissage d'alliages métalliques à haute résistance restent l'un des principaux défis posant des risques pour l'intégrité structurelle et la résistance à la fatigue des pièces embouties. Matrice progressive en alliage métallique est une méthode qui a été développée pour résoudre ce problème grâce à un contrôle minutieux des contraintes et au traitement des matériaux métalliques. Ci-dessous, vous trouverez des informations détaillées sur les méthodes utilisées pour prévenir les contraintes lors de la formation de pièces à haute résistance :
Contrôler le flux de grains grâce au séquençage stratégique des processus
Le processus de formage est conçu de telle sorte que l'orientation du flux des grains soit alignée avec la direction de contrainte principale de la pièce en cours de formage. Ceci est réalisé dans le service d'emboutissage profond en utilisant une première opération d'emboutissage sur une ébauche dont le matériau possède un certain degré d'anisotropie. Toutes les opérations suivantes faciliteront et ne gêneront pas l'orientation des grains déjà établie lors de la première opération. Cela garantira qu'aucune zone de faiblesse ou microfissure ne se développe, qui pourraient devenir des sites de nucléation de fissures lorsqu'elles sont soumises à un chargement cyclique, une étape fondamentale dans notre estampage progressif à haute résistance .
Mise en œuvre de redessins progressifs pour une distribution uniforme des contraintes
Au lieu d’effectuer l’ensemble du processus de dessin en une seule fois, nous le divisons en étapes. Nous effectuons le processus de recuit/réamorçage entre chaque étape d’étirage pour minimiser l’impact de l’écrouissage. L'inclusion d' un emboutissage progressif en plusieurs étapes permet la formation de la même répartition uniforme de la déformation plastique dans l'objet sans créer de zones d'amincissement, ce qui produirait des points de contrainte extrêmement élevés entraînant des cassures.
Intégration de fonctionnalités de réduction du stress en cours de processus
La conception de la matrice comporte certaines zones où la gestion du stress . Le processus peut impliquer l'utilisation de rayons de frappe, un réamorçage minimal ou un micro-gaufrage , qui peuvent tous être introduits dans des zones à faible contrainte pour redistribuer les contraintes résiduelles. Les zones agissent comme des « puits de contrainte » intentionnels, qui annulent efficacement toute tension à l'intérieur de la pièce après le processus d'emboutissage, ce qui est essentiel pour estampage progressif spécifique à l'alliage de composants critiques.
Nous résolvons les fissures sous contrainte en réduisant les contraintes exercées sur le composant pendant la production. Les fissures de contrainte sont résolues en utilisant le bon séquençage, le contrôle du flux de grains, le redessinage progressif pour la redistribution des contraintes et l'introduction d'un soulagement des contraintes dans la conception de la matrice. Nous avons inventé estampage progressif optimisé en termes de contrainte technologie qui convertit les alliages fragiles à haute résistance en composants souples et durables.
Pourquoi LS Manufacturing est-il le premier choix pour l’estampage progressif OEM à haut volume ?
Grand volume Estampage progressif OEM le service implique plus qu'une simple précision, mais le développement d'une solution résiliente, évolutive et collaborative. Cela se démontre en surmontant les défis de processus complexes dans le service d'emboutissage profond et en s'intégrant parfaitement dans la chaîne d'approvisionnement. Les éléments suivants représentent le cœur de notre offre de services de bout en bout , qui aide nos dirigeants partenaires de fabrication à transformer des processus de fabrication difficiles en réussites évolutives :
Fondation pour la science des matériaux et l'ingénierie de l'outillage
- Approche : Notre méthode consiste à sélectionner et à préparer des aciers à outils ( poudre premium ou ASP-23 , par exemple), en fonction des propriétés abrasives et des projections de volume pour chaque alliage différent.
- Défi résolu : Notre processus produit une matrice avec plus de cinq millions de capacités de course lorsque l'on travaille avec des alliages à haute résistance , créant ainsi une pièce reproductible avec un temps d'arrêt minimal de la presse dû aux réparations.
Maîtrise avancée des processus pour les géométries complexes
- Approche : Les technologies d'outillage multi-actions et de pressurisation utilisées dans la matrice permettent de traiter des pièces difficiles à rapport d'aspect élevé.
- Défi résolu : il permet la production d'enceintes complexes d'emboutissage profond en tant que estampage progressif critique pour la mission composant en un seul cycle, éliminant ainsi la nécessité d’un assemblage supplémentaire et maintenant la robustesse de la structure.
Chaîne d’approvisionnement intégrée et agilité de production
- Approche : Nous utilisons nos programmes VMI et notre planning de production ainsi que nos capacités réelles disponibles pour donner la priorité aux lots.
- Défi résolu : il garantit à nos clients une certaine marge de manœuvre en cas de demande variable, tout en offrant un service juste à temps sans compromettre la stabilité de nos lignes d'estampage progressif à grand volume .
Qualité en boucle fermée et optimisation continue
- Approche : Les données collectées pendant la production ne sont pas uniquement utilisées à des fins de surveillance ; il peut être utilisé pour informer la boucle de rétroaction sur la maintenance des outils et les paramètres de processus pour chaque lot.
- Défi résolu : Cette approche conduit à un processus de fabrication auto-amélioré basé sur l'apprentissage de chaque cycle, garantissant ainsi la cohérence et rendant possible l'optimisation des processus pour estampage progressif avancé OEM candidatures.
Notre leader de la fabrication se concentre sur la résolution des problèmes interconnectés liés aux défis extrêmes en matière de technologie, de volume et de logistique. Nous résolvons ces problèmes en utilisant nos connaissances en ingénierie d'outillage spécifiques aux matériaux, notre compréhension de la physique derrière les techniques de déformation difficiles et nos systèmes d'exploitation sophistiqués basés sur les données. En offrant un service complet de bout en bout , nous nous assurons que vos besoins sont non seulement satisfaits mais garantis par des performances fiables, ce qui se traduit par une forte extension de la fabrication de vos opérations.
Étude de cas : Projet d'emboutissage profond de précision en titane pour l'industrie médicale de LS Manufacturing
Un fabricant mondial de dispositifs médicaux a rencontré un taux de rejet élevé de 18 % lors du processus de fabrication d'un boîtier d'implant en titane grade 5, l'épaisseur de paroi étant incapable d'atteindre la précision souhaitée de ±0,02 mm . Étude de cas LS Manufacturing présente notre approche unique qui a abouti à un rendement élevé de précision pour les pièces de précision médicales critiques suivantes :
Défi client
Le composant nécessitait un boîtier de capteur implantable d'une profondeur de 12 mm à partir d'une feuille d'alliage Ti-6Al-4V mesurant 0,5 mm d'épaisseur. LS Manufacturing a connu des difficultés dans son processus en raison d'une chaîne d'approvisionnement défectueuse en matière première, entraînant des rebuts de 18 % en raison de micro-fractures. Le problème a entraîné une perte de matériaux précieux et des retards dans le lancement de la nouvelle gamme de produits d'emboutissage du titane .
Solution de fabrication LS
Notre approche du processus de formage impliquait une approche d’emboutissage progressif en plusieurs étapes . Notre approche impliquait trois pré-étirages peu profonds distincts avant l'étape de formage, chacun comprenant une étape de recuit. L'une des innovations les plus importantes impliquait l'utilisation d'une action lente de vérin servocommandé ( 2 à 5 mm/sec ) lors de chacun des tirages, combinée à l'utilisation de lubrifiants spéciaux haute pression. En d'autres termes, le estampage progressif avec précision L'approche que nous avons utilisée a permis d'allonger les grains uniformément sans développer de parois minces susceptibles de provoquer des cassures.
Résultats et valeur
Ce nouveau procédé a eu un rendement de 99,7% et a réduit le taux de déchets de notre client de 12% . Cela a permis de réduire les coûts de pièces du client de 25 % et de garantir que l'épaisseur de la pièce respectait un niveau de tolérance de ±0,02 mm . Nous avons fourni au client un flux constant de pièces critiques en utilisant notre estampage progressif avancé technologie. Notre approche a résolu un problème de production critique et accéléré les délais de mise sur le marché de notre client.
Ce cas illustre notre autorité dans la résolution des défis extrêmes du service d’emboutissage profond . Nous avons résolu le problème de la fracture non pas par essais et erreurs, mais en repensant fondamentalement la formabilité du matériau grâce à une déformation par étapes et un contrôle précis du mouvement. Pour les OEM confrontés aux exigences strictes des pièces médicales de précision , notre méthodologie fournit non seulement des composants, mais aussi une certitude, transformant les matériaux à haut risque en une production fiable et à haut rendement.
Soumettez la conception de votre pièce emboutie en titane pour obtenir un devis formel. Notre processus asservi garantit un rendement de 99,7 %, une tolérance de ±0,02 mm et une réduction des coûts de 25 % pour les composants critiques.

FAQ
1. Quels matériaux sont compatibles avec votre service d’emboutissage progressif ?
LS Manufacturing se spécialise dans le traitement d'une large gamme d'alliages métalliques, notamment l'acier inoxydable, le cuivre, le bronze, l'acier à haute résistance et des matériaux difficiles comme les alliages de titane et de nickel. Notre vaste bibliothèque de matériaux garantit que nous disposons de l’expertise nécessaire à votre application spécifique.
2. Comment LS Manufacturing garantit-elle la qualité des composants produits par emboutissage profond ?
Nous intégrons des capteurs de haute précision et des systèmes de vision CCD en ligne directement dans nos outils pour surveiller l'épaisseur et les dimensions des parois en temps réel. Cela permet une vérification complète de la qualité et garantit un taux d’acceptation de 100 % pour une conformité constante des pièces.
3. Quel est le délai de livraison typique pour un projet d’emboutissage progressif personnalisé ?
Grâce à nos centres d'usinage de moules à 5 axes internes, nous effectuons généralement la validation des moules dans un délai de 4 à 6 semaines . La production de masse et l'expédition peuvent commencer immédiatement après une validation réussie, garantissant une transition rapide et transparente vers une fabrication à grande échelle pour accélérer votre mise sur le marché.
4. Pouvez-vous fournir des devis compétitifs pour les commandes de petits et moyens lots impliquant l’estampage progressif d’alliages métalliques ?
Oui. Bien que nous excellons dans la production de gros volumes, notre conception de matrices modulaires flexibles et nos processus de configuration efficaces nous permettent d'offrir des solutions très économiques pour les commandes de taille moyenne à partir de 10 000 unités , offrant une excellente prévisibilité de la valeur et des coûts pour les projets en croissance.
5. Comment gérez-vous les conceptions complexes qui nécessitent l’intégration de l’emboutissage profond ?
Nous réalisons un « emboutissage profond intégré » grâce à des matrices progressives multi-stations, utilisant un contrôle précis de la course pour le formage de cavités profondes dans un processus continu. Cette méthode avancée garantit un flux de processus transparent, réduit la manipulation et maintient une cohérence dimensionnelle exceptionnelle pour les pièces complexes.
6. LS Manufacturing propose-t-il une finition de surface dans le cadre de ses services d'estampage progressif OEM ?
Oui, nous fournissons un service complet à guichet unique qui comprend la galvanoplastie, l’anodisation, le traitement thermique et le nettoyage par ultrasons. Ces services de finition à valeur ajoutée garantissent que vos pièces sont prêtes pour la production et répondent à toutes les spécifications pour un assemblage immédiat dès la livraison.
7. Quel niveau de précision votre service d’estampage de précision personnalisé peut-il atteindre ?
Pour les composants en alliage de haute précision, nous maintenons systématiquement des tolérances dimensionnelles aussi strictes que ±0,005 mm . Nos contrôles de processus avancés et nos outils de haute qualité offrent également des finitions de surface excellentes et constantes, éliminant le besoin d'usinage secondaire dans la plupart des applications et garantissant une qualité de surface supérieure.
8. Comment puis-je demander un devis pour mon prochain projet d’emboutissage d’alliages métalliques de précision ?
Téléchargez simplement vos dessins 3D sur demander un devis ; notre équipe d'ingénieurs vous fournira une évaluation gratuite et détaillée de la conception pour la fabricabilité (DFM) et un devis formel dans les 24 heures , vous permettant d'évaluer votre projet rapidement et intelligemment.
Résumé
Lors de la sélection d'un partenaire d'emboutissage progressif , la profondeur technique et la maîtrise des matériaux sont essentielles à la réussite du projet. LS Manufacturing s'appuie sur un matériel avancé, un DFM rigoureux, une simulation multiphysique et une surveillance rigoureuse de la qualité pour résoudre les problèmes d'emboutissage profond tels que le froissement, la fissuration et la dérive dimensionnelle. Nous soutenons des secteurs exigeants, du médical à l'aérospatiale en passant par l'électronique , du prototypage de précision à la production en grand volume , aidant ainsi vos produits OEM à se démarquer.
Prêt à optimiser votre chaîne d’approvisionnement et à réduire les coûts de production ? Cliquez sur « Obtenir un devis instantané » pour télécharger vos dessins. Nos ingénieurs seniors fourniront une évaluation DFM gratuite et adapteront une solution compétitive à vos besoins en alliage. Ne laissez pas les goulots d'étranglement entraver l'innovation : contactez-nous dès aujourd'hui pour commencer votre voyage vers l'absence de défauts. estampage progressif .
📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


