
Прогрессивная услуга штамповки штампов помогает преодолеть одну из основных проблем OEM-производителей — отсутствие ясности в отношении того, какие материалы используются при прогрессивной штамповке и как лучше всего обрабатывать определенные сплавы. Но помимо этого, существует основная проблема, которая заключается в сильно различающихся свойствах деформационного упрочнения и упругих свойствах металлов, таких как нержавеющая сталь или титан, если они не выполнены должным образом с точки зрения DFM, что приводит к изменениям формы, чрезмерному браку, проблемам с размерами и т. д.
Мы в LS Manufacturing разработали интегрированное решение, сочетающее в себе современные прогрессивные штампы и мультифизическое моделирование , которое решает все вышеупомянутые проблемы. Кроме того, мы преуспеваем в работе с различными сплавами и оптимизируем размещение деталей и контроль напряжений, чтобы достичь точности ±0,005 мм . Подробнее о нашем опыте работы со сложными прогрессивный процесс штамповки сплава , пожалуйста, продолжайте читать ниже.

Прогрессивная штамповка: краткий справочник по многосплавным материалам
| Тип материала | Штамповка | Адаптация процессов для обеспечения качества |
| Низкоуглеродистая сталь | Упругость и износ инструмента в процессе формования . | Зазоры матрицы и радиус пуансона оптимизированы для регулирования формуемости . |
| Нержавеющая сталь | Высокая склонность к наклепу и истиранию. | Специальные покрытия и отжиг в процессе во избежание разрывов. |
| Алюминиевые сплавы | Низкая формуемость и царапание поверхности. | Полировка матриц, регулировка смазки и снижение скорости . |
| Медь и латунь | Низкая прочность на разрыв, высокая вероятность прилипания и образования заусенцев. | Острые штампы и специальные смазки. |
| Высокопрочные сплавы | Требуемый большой тоннаж и быстрый износ инструмента . | Прочные штампы, изготовленные из прогрессивная штамповка современных сплавов . |
| Результат: точность для конкретного сплава | Формуемость и качество гарантированы с помощью процессов, специфичных для сплавов . | Детали без дефектов, произведенные благодаря последовательному производству. |
Мы решаем проблему прецизионной прогрессивной штамповки различных металлов и сплавов. Для каждого прогрессивный материал для штамповки , мы корректируем процедуру с учетом ее конкретных особенностей. Если вам нужна гибкость и податливость или прочность и износостойкость, вы получите точно спроектированные компоненты, адаптированные к вашим потребностям. Наши навыки гарантируют выдающиеся результаты для различных отраслей.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Среди многочисленных руководств, посвящённых теме прогрессивной штамповки , мы привносим практический подход производителя. Мы профессионалы, которые ежедневно используют прочные материалы и сложные детали, чтобы доказать свое мастерство. Ваша жизнь зависит от того, насколько точно мы спроектируем каждую деталь важной защелки или компонента медицинского инструмента в аэрокосмической отрасли.
Благодаря многочисленным проектам мы накопили огромный опыт, который помогает нам в разработке наших методов. Со временем мы освоили лучшие практики борьбы с пружинением при работе с титаном и выполнения реза латуни без заусенцев. Кроме того, наш опыт руководствуется строгими Международная группа качества в аэрокосмической отрасли (IAQG) , которые представлены в этом руководстве.
Мы предлагаем индивидуальные решения для ваших нужд, обладая обширными знаниями в области материаловедения и технологических процессов. Мы достигаем невероятной точности, позволяющей поддерживать допуски до ±0,005 мм . Кроме того, наш уровень точности сопоставим с отраслевыми стандартами, установленными такими организациями, как Федерация промышленности металлических порошков (МПИФ) . Информация, представленная в этом руководстве, отражает наш опыт и знания каждый день.

Рисунок 1: Техник выполняет сборку пресс-формы для прогрессивной штамповки с использованием компонентов из медного сплава для прецизионной оснастки.
Почему профессиональная услуга прогрессивной штамповки необходима для крупносерийных OEM-проектов?
Основная проблема массового OEM-производства — устранение накопившихся ошибок и управление отходами в миллионах штук. Специализированная служба прогрессивной штамповки решит эту проблему, объединив весь процесс штамповки в единую систему автоматизации. Это гарантирует, что точность будет встроена непосредственно в процесс, что приведет к безостановочному непрерывному производству и немедленной экономии затрат для производителя OEM-запчастей :
Устранение кумулятивной ошибки посредством системного проектирования
Мы проектируем весь процесс формования в самореферентную систему. Ключевые особенности будут определены вначале, а затем будут использоваться в качестве ориентиров на протяжении всей остальной операции в том же порядке. прецизионная прогрессивная штамповка система. Это исключает любые возможные ошибки при передаче процессов, поскольку точность становится продуктом инженерного дела. Точность шести сигм гарантируется от самой первой детали до миллионной единицы.
Включение сложных форм с помощью встроенного управления
Обработка материалов в таких ситуациях очень важна. В таких случаях наши методы комплексной глубокой штамповки используются в процессе формования деталей в последовательности штампов. Поток материала контролируется за счет перекосов в полосе, что обеспечивает формирование безупречных оболочек за одну операцию. Именно через такой многоступенчатая прогрессивная штамповка процесс, который нам сходит с рук многими дополнительными процессами.
Достижение радикального снижения себестоимости единицы продукции
Реальная рентабельность производства достигается за счет максимизации производительности и срока службы системы в целом. Чтобы добиться высоких темпов производства, мы сводим к минимуму все операции прессования, кроме формовки. В то же время интеллектуальная конструкция инструмента увеличивает срок службы матриц до миллионов ударов. Такое сочетание инженерных решений значительно снижает общую стоимость единицы продукции, в результате чего затраты на оснастку определяют экономическую эффективность каждой детали. прогрессивная штамповка больших объемов .
Это вся система, а не только сам процесс. Наше преимущество заключается в нашей способности решить основную дилемму скорости, сложности и стоимости посредством систематического проектирования системы в целом. Наше конкурентное преимущество заключается в систематическом подходе к проектированию штампов, позволяющих им работать как саморегулирующаяся быстрая производственная ячейка с точностью и экономичностью в массовом производстве.
Как индивидуальная прогрессивная штамповка может оптимизировать использование материалов для дорогих сплавов?
Что касается дорогостоящих сплавов металлов, стоимость материала составляет основную часть цены за единицу продукции. Максимизация использования материалов – это не просто оптимизация; это экономически необходимо. По этой причине наш прогрессивная штамповка на заказ Метод учитывает всю конструкцию катушки без каких-либо отходов, чтобы соответствовать производственным требованиям. Наши инженеры сосредоточились на решении следующей фундаментальной проблемы, связанной с этим компромиссом:
Точная раскладка посредством моделирования на основе моделирования
- Подход: В этом методе несколько вариантов компоновки полос анализируются одновременно с использованием программного обеспечения для формования на основе моделирования .
- Решенная задача: это помогает определить оптимальную технику пилотирования и правильную ширину моста, чтобы было минимальное количество отходов и при этом была обеспечена достаточная прочность полосы для высоких скоростей подачи. Прогрессивная штамповка с использованием моделирования Технология представляет собой проверенный метод максимального использования дорогостоящих катушек.
Интеграция формирования потребностей в пустую оптимизацию
- Подход: При проектировании формы заготовки учитывается не только контур изделия, но и путь процесса глубокой вытяжки .
- Решенная задача: наши заготовки сконструированы таким образом, что в зонах сильной деформации остаются излишки материала. Таким образом, мы можем производить изделия глубокой формовки, используя заготовки стандартных размеров. Это исключительная особенность наших решений из металлических сплавов .
Сокращение брака за счет поэтапного использования функций
- Подход: элементы будут разработаны таким образом, чтобы вписаться в заготовки, которые будут использоваться в другом месте производственного цикла , или даже использовать каркас лома, созданный на предыдущем этапе, при создании инструмента, используемого на последующем этапе .
- Задача решена: в этом случае в игру вступает «философия нулевых отходов». Вместо того, чтобы выбрасывать лом, он будет использован для изготовления инструментов пилотирования или части конструкции, используемой в прогрессивная штамповка больших объемов процесс.
Калибровка процесса текучести для конкретного сплава
- Подход: Различные параметры, используемые в нашем производственном процессе , калибруются на основе рассматриваемого сплава.
- Решенная задача: таким образом мы избегаем микроразрывов и истираний, которые могли бы вынудить нас использовать более безопасный, хотя и более расточительный процесс раскладки полос. Таким образом, мы можем быть уверены, что получим ожидаемый теоретический выход без потерь за счет эффективного внедрения оптимизированная прогрессивная штамповка .
Кроме того, документ проливает некоторый свет на инженерную специальность, ориентированную на материалы. Мы преуспеваем в оптимизации как расположения полос, так и процесса формования. Проблемы, связанные с производительностью, решаются с помощью моделирования, проектирования заготовок для формования и калибровки процесса в соответствии с конкретным сплавом. Таким образом, разработанные ступенчатые многоуровневые штампы превращают дорогой материал в оптимизированный.

Рисунок 2. В ходе прогрессивной штамповки лезвия из нержавеющей стали имеют прорези для промышленных режущих инструментов.
Какие технические факторы обеспечивают прецизионную штамповку металлических сплавов для медицинских и аэрокосмических деталей?
Основная трудность в производстве медицинских и аэрокосмических деталей заключается в достижении точности менее 10 микрон при больших объемах операций. Этот документ дает вам представление о технической системе, необходимой для учета внутренней изменчивости прецизионная штамповка металлических сплавов . Благодаря нашему подходу, ориентированному на данные, мы гарантируем, что детали будут точными даже в случае самых сложных операций, таких как услуги глубокой штамповки .
| Технический фактор | Внедрение и контроль для гарантированной точности |
| Калибровка процесса для конкретного материала | Начальная настройка зазора штампа составляет 8,5-9,5% от толщины материала в случае SS316L и 10-12% в случае Ti-6Al-4V, учитывая характеристики сплавов по упругому пружинению и истиранию. |
| Управление процессами в реальном времени и SPC | Датчики в режиме реального времени предоставляют данные о тоннаже (допуск ± 1,5% ) и размерах продукции, и эти данные вводятся в диаграмму SPC, гарантируя, что любое отклонение не превышает ± 0,005 мм . |
| Передовые инструменты и обслуживание | Продвинутый процесс высокоточная прогрессивная штамповка предполагает использование твердосплавных пластин с микрополировкой поверхности ( Ra < 0,1 мкм ), тогда как профилактическое обслуживание основано на данных SPC, а не на сроке службы инструмента. |
| Управление процессом глубокой вытяжки | Для сложная прогрессивная штамповка В ходе операций глубокой вытяжки применяются многоточечные азотные цилиндры для контроля профиля силы держателя заготовки и достижения допусков по толщине стенки ±0,02 мм . |
| Комплексное обеспечение качества | Окончательный контроль качества состоит из 100% автоматизированного оптического контроля ключевых параметров с периодической проверкой CMM и прослеживаемой сертификацией используемых материалов. |
В этой статье описывается замкнутый процесс разработки прогрессивной штамповки , решая проблемы статистических отклонений в крупносерийном производстве. Мы обеспечиваем точность за счет настройки матрицы с учетом конкретного материала, активной SPC для упреждающей регулировки и профилактического обслуживания инструментов. Эти средства управления, управляемые данными, обеспечивают детерминированную точность и прозрачность производственного процесса, необходимые для деталей, соответствующих требованиям FDA и AS9100 .
Почему в вашем проекте по штамповке различных металлических сплавов следует уделить приоритетное внимание анализу DFM во время прототипирования?
Отказ инструмента и простой производства обычно могут быть связаны с отсутствием технологичности проектирования (DFM). Для вашего штамповка разнообразных металлических сплавов В рамках проекта необходимость анализа DFM в службе прототипирования необходима для предотвращения любых проблем, связанных с материалом, таких как растрескивание или пружинение. Эти ранние действия превращают то, что могло бы стать дорогостоящей производственной катастрофой, в оптимизированный процесс:
Снижение риска разрушения специфичных для сплавов сложных форм
Геометрия детали оценивается на основе формуемости материала. В случае сложного услуги штамповки глубокой вытяжки В процессе работы мы моделируем течение металла, чтобы обнаружить области, где материал утончен. В качестве решения проблемы радиусы изгиба увеличиваются настолько, чтобы они превышали минимальное значение радиуса изгиба материала, а заготовкам деталей изменяют форму, чтобы обеспечить более равномерную вытяжку материала и уменьшить концентрацию напряжений, что позволяет избежать растрескивания во время штамповки прототипа .
Компенсация пружинения посредством прогнозирующего проектирования инструментов
Существует значительная разница в упругости между такими металлами, как алюминий и высокопрочная сталь. Наш подход даст нам точные углы упругого возврата после штамповки. Чтобы решить эту проблему, мы используем предварительно рассчитанные данные, чтобы включить угол перегиба в геометрию инструмента, чтобы компенсировать это явление. В результате получается продукт, который обеспечивает требуемую точность в процессе точной прогрессивной штамповки без дорогостоящих вторичных процессов.
Увеличение срока службы инструмента за счет стратегического последовательности элементов
Неправильная оценка последовательности элементов приводит к поломке штампа и ускоренному износу. В нашем методе DFM мы анализируем последовательность штамповки, чтобы гарантировать, что распределение тоннажа между различными станциями сбалансировано и не перегружено на одну конкретную станцию . Один из методов — выполнить прошивку перед формованием, чтобы избежать образования заусенцев на поверхностях критической формы. Это имеет решающее значение для достижения высоконадежная прогрессивная штамповка более двух миллионов раз.
В данной статье изложен инженерный подход к предотвращению. Нашим уникальным преимуществом является наша способность использовать знания DFM при внесении изменений в конструкцию инструмента перед резкой инструментальной стали. Мы решаем ключевые проблемы отказов, несоответствия размеров и износа инструмента преждевременно посредством моделирования, компенсации пружинения и правильной последовательности операций. Эта предварительная оценка гарантирует, что этап обслуживания прототипа станет проверкой процесса готовности к производству с низким уровнем риска.
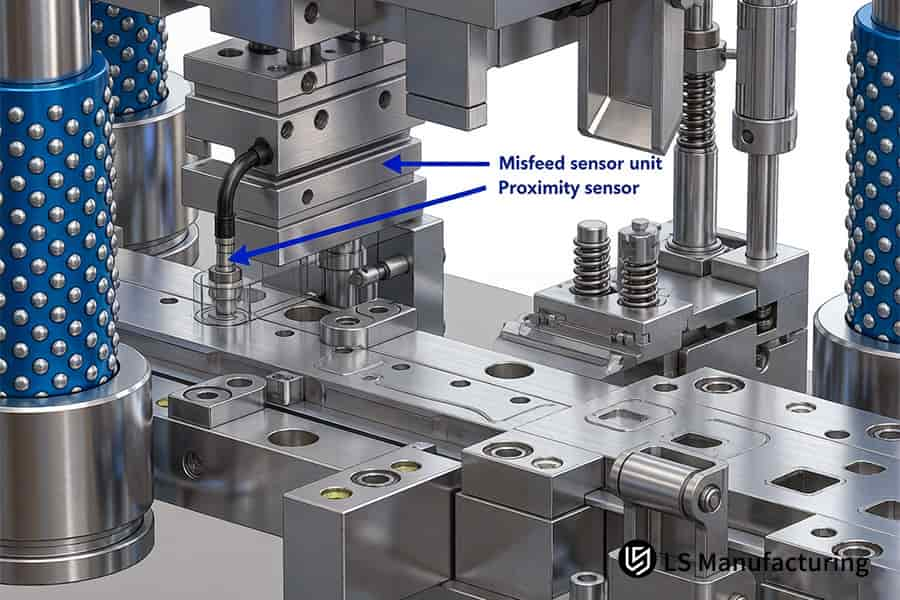
Рисунок 3: 3D-рендеринг иллюстрирует прогрессивные датчики штамповки для обнаружения приближения в системах автоматизации.
Как специализированный производитель прогрессивных штампов может решить сложные задачи структурной интеграции?
Многие конструктивные узлы сталкиваются с высокими затратами из-за вторичных операций сварки и крепления. Специалист производитель прогрессивных штампов находит решение этой проблемы, объединяя все три процесса: формование, прошивку и интеграцию крепежных изделий в одну непрерывную автоматизированную операцию. Такой подход к структурной интеграции позволяет не только упростить процесс изготовления, но и существенно улучшить свойства сложных компонентов :
Интеграция крепежа в штампе для устранения необходимости сборки
- Метод: Применяемый нами процесс позволяет формировать монтажные бобышки или резьбовые формы из металлической полосы путем их штамповки или прокалывания .
- Задача решена: Благодаря этому процессу нам не нужно заниматься приобретением и сборкой крепежа . Таким образом, мы получаем собранную деталь, готовую к монтажу на нашем прессе.
Унифицированная глубокая вытяжка и структурное формование
- Метод: В нашей прогрессивной штамповке мы применяем услугу глубокой вытяжки и создаем основную часть детали, например корпус, а также выполняем другие этапы формования, на которых на корпусе формируются фланцы, ребра или выступы .
- Решенная задача: помогает устранить все трудности, вызванные сваркой после выравнивания вытяжки и зоной термического влияния . Он придает детали жесткость за счет ее монолитности, что весьма желательно при изготовлении корпусов или корпусов с использованием интегрированная прогрессивная штамповка .
Оптимизированное расположение полос для обеспечения жесткости на кручение
- Метод: Схема расположения полос спроектирована не только как механизм подачи , но и как структурный элемент, обеспечивающий точное выравнивание детали даже при очень сильном усилии во время работы.
- Решенная задача: помогает добиться точного совпадения деталей асимметричных форм, что крайне необходимо при работе с прогрессивной штамповкой шасси или кронштейнов.
Последовательная разработка функций для обеспечения целостности материала
- Метод: сначала мы проводим прошивку, затем надрез, а затем формируем, чтобы сохранить целостность материала и поток зерна по областям, которые будут подвергаться нагрузке.
- Решенная задача: он обеспечивает целостность используемых материалов и не создает каких-либо недостатков, тем самым предотвращая усталостные разрушения, которые являются одним из наиболее важных элементов в нашей техническая прогрессивная штамповка штампов для несущих частей.
Вышеупомянутая статья демонстрирует инженерные аспекты нашей профессии, в частности, как инженерия помогает нам работать с системным подходом к решению проблем. Наши сильные стороны заключаются в разработке и проектировании штампов как производственной системы, которая помогает решать проблемы сборки с использованием механических средств. Это помогает предотвратить вторичные процессы, такие как отверстия для крепежа в штампах, глубокая вытяжка в сочетании с формой и использование полосы для повышения стабильности.
Какие функции услуги индивидуальной точной штамповки гарантируют 100-процентную стабильность качества?
Там, где требуется полная согласованность между частями, это является обязательным условием. Для нашего услуги индивидуальной точной штамповки , мы гарантируем это, предлагая 100% проверку размеров и корректирующие действия на каждом этапе процесса, а не только на заключительных стадиях производства. Таким образом, мы обеспечиваем постоянство качества в наших высокоточных услугах прогрессивной штамповки и штамповки глубокой вытяжкой , которые требуют строгих допусков.
| Особенность | Реализация и влияние на согласованность |
| 100% оперативная проверка размеров | Система технического зрения менее чем за две секунды измеряет каждую деталь, выходящую из пресса, по размерам модели CAD. |
| Замкнутый контур, коррекция процесса в реальном времени | Прямая обратная связь с измерительными системами позволяет корректировать технологические процессы в режиме реального времени с точностью до микрона, используя наши прогрессивная штамповка с замкнутым контуром техника. |
| Прогнозирующий контроль с помощью Live CPK Analytics | Мониторинг данных CPK в реальном времени через панель управления предупреждает операторов об изменениях в процессах, позволяя им принять меры до превышения ограничений. |
| Стабильность при глубокой вытяжке и сложных формах | Мониторы процесса непрерывно регулируют давление держателя заготовки для контролируемого потока материала и равномерной толщины стенки во время глубокой вытяжки . |
| Комплексная цифровая отслеживаемость | Каждая партия штампованных деталей, выходящая из автоматическая прогрессивная штамповка машина получает свой собственный цифровой пакет данных. |
Наш метод не может потерпеть неудачу, поскольку он включает в себя метод автоматической мгновенной калибровки машины, основанный на нашем анализе данных CPK . Таким образом, наш процесс контроля качества заботится о создании качества с инженерной точки зрения. Чтобы гарантировать 100% стабильность качества, сотрудничайте с нами. Запросите отчет о возможностях процесса и официальное предложение для вашего проекта точной штамповки.

Рис. 4. В ходе прогрессивного процесса штамповки изготавливаются кронштейны из алюминиевого сплава с отверстиями для сборки автомобилей.
Как прогрессивная конструкция штампа из металлического сплава уменьшает образование трещин под напряжением в высокопрочных деталях?
Трещины под напряжением, которые могут возникнуть при штамповке высокопрочных металлических сплавов, продолжают оставаться одной из ключевых проблем, создающих риски для структурной целостности и усталостной прочности штампованных деталей. Прогрессивная матрица из металлического сплава — это метод, разработанный для решения этой проблемы путем тщательного контроля деформации и обработки металлических материалов. Ниже вы найдете подробную информацию о методах, используемых для предотвращения напряжений при формировании высокопрочных деталей :
Контроль потока зерна посредством стратегического планирования процессов
Процесс формования разработан таким образом, чтобы ориентация потока зерен совпадала с направлением главного напряжения формуемой детали. Это достигается при штамповке глубокой вытяжкой путем использования операции первой вытяжки на заготовке, материал которой обладает некоторой степенью анизотропии. Все последующие операции будут способствовать, а не препятствовать уже заданной ориентации зерна при первой операции. Это гарантирует отсутствие слабых мест или микротрещин, которые могут стать местами зарождения трещин при воздействии циклической нагрузки, что является фундаментальным шагом в нашей работе. высокопрочная прогрессивная штамповка .
Реализация прогрессивной перерисовки для равномерного распределения деформации
Вместо того, чтобы выполнять весь процесс рисования за один раз, мы разбиваем его на этапы. Мы выполняем процесс отжига/повторной закалки между каждым этапом волочения, чтобы свести к минимуму влияние наклепа. Включение многоступенчатой прогрессивной штамповки позволяет формировать одинаково равномерное распределение пластических деформаций в объекте без создания участков утонения, которые создавали бы чрезвычайно высокие точки напряжения, приводящие к изломам.
Включение функций снятия стресса в процессе процесса
В конструкции штампа предусмотрены определенные зоны, в которых осуществляется управление напряжением . Этот процесс может включать в себя использование радиусов чеканки, минимальную повторную чеканку или микротиснение , причем все эти методы можно применять в зонах с низким напряжением для перераспределения остаточного напряжения. Зоны действуют как намеренные «приемники напряжений», которые эффективно сводят на нет любое напряжение внутри детали после процесса штамповки, что важно для прогрессивная штамповка для конкретного сплава критических компонентов.
Мы решаем проблему растрескивания под напряжением, снимая нагрузку с детали во время производства. Трещины от напряжений устраняются с помощью правильной последовательности, контроля потока зерна, постепенной перерисовки для перераспределения напряжений и введения снятия напряжений в конструкцию штампа. Мы изобрели прогрессивная штамповка с оптимизированной нагрузкой технология, которая превращает хрупкие высокопрочные сплавы в гибкие и долговечные компоненты.
Почему производство LS является лучшим выбором для OEM-производителей прогрессивной штамповки в больших объемах?
Большой объем OEM прогрессивная штамповка штамповкой Сервис предполагает нечто большее, чем просто точность, но и разработку решения, которое будет устойчивым, масштабируемым и совместным. Это подтверждается преодолением сложных технологических проблем в сфере услуг глубокой вытяжки и плавным внедрением в цепочку поставок. Ниже представлено ядро нашего комплексного предложения услуг , которое помогает руководителям наших партнеров-производителей превратить сложные производственные процессы в масштабируемые истории успеха:
Фонд материаловедения и инструментальной инженерии
- Подход: Наш метод заключается в выборе и подготовке инструментальных сталей (например, порошковой стали премиум-класса или ASP-23 ) на основе абразивных свойств и объемных прогнозов для каждого отдельного сплава.
- Решенная задача: наш процесс позволяет производить штамп с возможностью более пяти миллионов ходов при работе с высокопрочными сплавами , создавая таким образом повторяемую деталь с минимальным временем простоя пресса из-за ремонта.
Продвинутое освоение процессов обработки сложной геометрии
- Подход: многофункциональные инструменты и технологии повышения давления, используемые в штампе, позволяют обрабатывать сложные детали с большим удлинением.
- Решенная задача: это позволяет производить сложные корпуса глубокой вытяжки в качестве прогрессивная штамповка для критически важных задач детали всего за один цикл, что исключает необходимость дополнительной сборки и сохраняет надежность конструкции.
Интегрированная цепочка поставок и гибкость производства
- Подход: Мы используем наши программы VMI и производственное планирование, а также реальные имеющиеся мощности, чтобы отдавать приоритет партиям.
- Решенная задача: это гарантирует, что у наших клиентов будет некоторый резерв при изменении спроса, но при этом предлагает своевременное обслуживание без ущерба для стабильности наших крупносерийных линий прогрессивной штамповки .
Качество с обратной связью и непрерывная оптимизация
- Подход: Данные, собранные во время производства, используются не только в целях мониторинга; его можно использовать для информирования контура обратной связи о техническом обслуживании инструмента и параметрах процесса для каждой партии.
- Решенная задача: этот подход приводит к самосовершенствованию производственного процесса, основанному на обучении в каждом цикле, что обеспечивает согласованность и делает возможной оптимизацию процесса для усовершенствованная прогрессивная штамповка OEM приложения.
Наш лидер производства фокусируется на решении взаимосвязанных проблем, связанных с экстремальными технологиями, объемами и логистикой. Мы решаем эти проблемы, используя наши знания в области разработки инструментов для конкретных материалов, понимание физики, лежащей в основе сложных методов деформации, а также сложные операционные системы с поддержкой данных. Предлагая комплексное комплексное обслуживание , мы гарантируем, что ваши потребности не только будут удовлетворены, но и гарантированы за счет надежной работы, что приведет к значительному расширению производства в вашей деятельности.
Практический пример: Производство LS, медицинская промышленность, проект прецизионной глубокой штамповки титана
Мировой производитель медицинского оборудования столкнулся с высокой долей брака (18%) в процессе производства корпуса имплантата из титана класса 5, при этом толщина стенки не могла обеспечить желаемую точность ±0,02 мм . Практический пример производства LS демонстрирует наш уникальный подход, который позволил добиться высокой точности следующих критически важных медицинских деталей :
Задача клиента
Для этого компонента требовался корпус имплантируемого датчика глубиной 12 мм из листа сплава Ti-6Al-4V толщиной 0,5 мм . У LS Manufacturing возникли трудности в производственном процессе из-за сбоев в цепочке поставок сырья, в результате чего 18% брака произошло из-за микротрещин. Проблема привела к потере ценного материала и задержке запуска новой линии штамповки титана .
Производственное решение LS
Наш подход к процессу формования включал в себя многоступенчатую прогрессивную штамповку . Наш подход заключался в трех отдельных неглубоких предварительных вытяжках перед стадией формования, каждая из которых включала этап отжига. Одно из наиболее важных нововведений заключалось в использовании медленного плунжера с сервоприводом ( 2-5 мм/сек ) во время каждой вытяжки в сочетании с использованием специальных смазочных материалов под высоким давлением. Другими словами, прецизионная прогрессивная штамповка Подход, который мы использовали, помог равномерно удлинить зерна без образования тонких стенок, которые могли бы вызвать разрывы.
Результаты и ценность
Этот новый процесс имел выход 99,7% и снизил уровень отходов нашего клиента на 12% . Это помогло клиенту снизить затраты на детали на 25% и обеспечить соответствие толщины детали уровню допуска ±0,02 мм . Мы предоставили клиенту постоянный поток критически важных деталей, используя нашу усовершенствованная прогрессивная штамповка технология. Наш подход решил критическую производственную проблему и ускорил выход продукта на рынок для нашего клиента.
Этот случай иллюстрирует наш авторитет в решении экстремальных проблем, связанных с услугами штамповки глубокой вытяжки . Мы решили проблему разрушения не методом проб и ошибок, а фундаментально изменив формуемость материала посредством поэтапной деформации и точного управления движением. OEM-производителям, сталкивающимся с жесткими требованиями к прецизионным медицинским деталям , наша методология обеспечивает не просто компоненты, а уверенность, превращая материалы высокого риска в надежное и высокопроизводительное производство.
Отправьте проект детали глубокой вытяжки из титана для получения официального ценового предложения. Наш процесс с сервоуправлением гарантирует производительность 99,7%, допуск ±0,02 мм и снижение затрат на 25% для критически важных компонентов.

Часто задаваемые вопросы
1. Какие материалы совместимы с вашей услугой прогрессивной штамповки?
LS Manufacturing специализируется на обработке широкого спектра металлических сплавов, включая нержавеющую сталь, медь, бронзу, высокопрочную сталь , а также сложные материалы, такие как титановые и никелевые сплавы. Наша обширная библиотека материалов гарантирует, что у нас есть опыт для вашего конкретного применения.
2. Как LS Manufacturing обеспечивает качество компонентов, производимых методом глубокой штамповки?
Мы интегрируем высокоточные датчики и линейные системы технического зрения CCD непосредственно в наши инструменты для контроля толщины и размеров стенок в режиме реального времени. Это обеспечивает всестороннюю проверку качества и гарантирует 100% приемку для постоянного соответствия деталей.
3. Каково типичное время выполнения индивидуального проекта прогрессивной штамповки?
Используя наши собственные 5-осевые обрабатывающие центры для пресс-форм, мы обычно завершаем проверку пресс-формы в течение 4–6 недель . Массовое производство и отгрузка могут начаться сразу после успешной проверки, обеспечивая быстрый и плавный переход к полномасштабному производству и ускоряя выход на рынок.
4. Можете ли вы предоставить конкурентоспособные расценки на заказы малых и средних партий, включающие прогрессивную штамповку металлических сплавов?
Да. Несмотря на то, что мы преуспеваем в крупносерийном производстве, наша гибкая модульная конструкция штампов и эффективные процессы настройки позволяют нам предлагать высокоэкономичные решения для заказов среднего размера, начиная с 10 000 единиц , обеспечивая отличную прогнозируемость стоимости и затрат для растущих проектов.
5. Как вы справляетесь со сложными конструкциями, требующими применения глубокой штамповки?
Мы достигаем «интегрированной глубокой вытяжки» с помощью многопозиционных прогрессивных штампов, используя точный контроль хода для формирования глубоких полостей в непрерывном процессе. Этот усовершенствованный метод обеспечивает бесперебойный технологический процесс, сокращает объем операций и обеспечивает исключительную стабильность размеров сложных деталей.
6. Предлагает ли LS Manufacturing чистовую обработку поверхности в рамках своих услуг по прогрессивной штамповке OEM?
Да, мы предоставляем полный комплекс услуг , включающий гальваническое покрытие, анодирование, термообработку и ультразвуковую очистку. Эти дополнительные услуги по отделке гарантируют, что ваши детали будут готовы к производству и будут соответствовать всем спецификациям для немедленной сборки после доставки.
7. Какого уровня точности может достичь ваша служба прецизионной штамповки?
Для высокоточных компонентов из сплавов мы постоянно поддерживаем допуски на размеры ±0,005 мм . Наши усовершенствованные средства управления процессом и высококачественные инструменты также обеспечивают превосходное и стабильное качество поверхности, устраняя необходимость вторичной обработки в большинстве случаев применения и обеспечивая превосходное качество поверхности.
8. Как я могу запросить расценки на мой следующий проект прецизионной штамповки металлических сплавов?
Просто загрузите свои 3D-чертежи на запросить цену ; Наша команда инженеров предоставит вам бесплатную детальную оценку «Проектирование технологичности» (DFM) и официальное ценовое предложение в течение 24 часов , что позволит вам быстро и разумно оценить ваш проект.
Краткое содержание
При выборе партнер по прогрессивной штамповке Техническая глубина и владение материалом имеют решающее значение для успеха проекта. LS Manufacturing использует современное оборудование, строгую DFM, мультифизическое моделирование и строгий контроль качества для решения проблем глубокой вытяжки, таких как образование складок, трещин и смещение размеров. Мы поддерживаем требовательные отрасли — от медицины и аэрокосмической промышленности до электроники — от точного прототипирования до крупносерийного производства , помогая вашим OEM-продуктам выделиться среди конкурентов.
Готовы оптимизировать свою цепочку поставок и снизить производственные затраты? Нажмите «Получить мгновенную цену», чтобы загрузить свои чертежи. Наши старшие инженеры проведут бесплатную оценку DFM и подберут конкурентоспособное решение для ваших потребностей в сплавах. Не позволяйте узким местам мешать инновациям — свяжитесь с нами сегодня, чтобы начать свой путь к бездефектности. прогрессивная штамповка .
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит рабочие параметры, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


