
Progressiver Stanzservice hilft dabei, einen der größten Schwachpunkte für OEMs zu überwinden, nämlich die mangelnde Klarheit darüber, welche Materialien beim Folgestanzen verwendet werden und wie bestimmte Legierungen am besten verarbeitet werden. Aber darüber hinaus liegt das Hauptproblem darin, dass das Kaltverfestigungsverhalten und die Rückfederungseigenschaften von Metallen wie Edelstahl oder Titan stark variieren, wenn sie im Hinblick auf DFM nicht ordnungsgemäß durchgeführt werden, was zu Formwechseln, übermäßigem Ausschuss, Dimensionsproblemen usw. führt.
Wir bei LS Manufacturing haben eine integrierte Lösung entwickelt, die modernste Folgeverbundwerkzeuge mit Multi-Physics-Simulation kombiniert und alle oben genannten Probleme berücksichtigt. Darüber hinaus sind wir hervorragend im Umgang mit verschiedenen Legierungen und in der Optimierung der Teileschachtelung und Spannungskontrolle, um eine Genauigkeit von ±0,005 mm zu erreichen. Weitere Informationen zu unseren Erfahrungen bei der Arbeit mit anspruchsvollen Lösungen finden Sie hier progressives Stanzverfahren für Legierungen , bitte lesen Sie weiter unten.

Progressives Stanzen: Kurzübersicht über mehrere Legierungen
| Materialtyp | Stempel-Herausforderung | Prozessanpassung für Qualität |
| Kohlenstoffarmer Stahl | Rückfederung und Werkzeugverschleiß beim Umformen . | Matrizenabstände und Stempelradius zur Regulierung der Formbarkeit optimiert. |
| Edelstahl | Hohe Neigung zur Kaltverfestigung und zum Fressen. | Spezielle Beschichtungen und prozessinternes Glühen zur Vermeidung von Rissen. |
| Aluminiumlegierungen | Geringe Formbarkeit und Kratzer auf der Oberfläche. | Polieren der Matrizen, Regulierung des Schmiermittels und Reduzierung der Geschwindigkeit . |
| Kupfer und Messing | Geringe Zugfestigkeit, hohe Klebegefahr und übermäßige Gratbildung. | Scharfe Matrizen und Spezialschmierstoffe. |
| Hochfeste Legierungen | Großer Tonnagebedarf und schneller Werkzeugverschleiß . | Langlebige Stanzformen aus fortschrittliche Legierungen, progressives Stanzen . |
| Ergebnis: Legierungsspezifische Präzision | Formbarkeit und Qualität durch legierungsspezifische Prozesse gesichert. | Fehlerfreie Teile durch konsequente Fertigung. |
Wir befassen uns mit dem Problem des präzisen Folgestanzens für verschiedene Metalle und Legierungen. Für jeden progressives Stanzmaterial Wir passen das Verfahren an seine spezifischen Besonderheiten an. Ganz gleich, ob Sie Flexibilität und Formbarkeit oder Festigkeit und Verschleißfestigkeit benötigen, Sie erhalten präzise konstruierte Komponenten, die auf Ihre Bedürfnisse zugeschnitten sind. Unsere Kompetenzen garantieren herausragende Ergebnisse für verschiedene Branchen.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Unter den zahlreichen Leitfäden zum Thema Folgestanzen präsentieren wir einen praktischen Ansatz des Herstellers. Wir sind Profis, die unsere Fähigkeiten täglich mit starken Materialien und komplizierten Teilen unter Beweis stellen. Ihr Leben hängt davon ab, wie präzise wir jedes Teil einer wichtigen Luft- und Raumfahrtverriegelung oder einer Komponente eines medizinischen Instruments konstruieren.
Durch zahlreiche Projekte haben wir umfangreiche Erfahrungen gesammelt, die uns bei der Entwicklung unserer Techniken leiten. Im Laufe der Zeit haben wir uns die besten Vorgehensweisen für den Umgang mit Rückfederungen bei der Bearbeitung von Titan und für gratfreie Schnitte bei Messing angeeignet. Darüber hinaus orientiert sich unsere Expertise an den strengen Vorgaben Internationale Qualitätsgruppe für Luft- und Raumfahrt (IAQG) -Standards, die in diesem Handbuch geteilt werden.
Wir bieten maßgeschneiderte Lösungen für Ihre Bedürfnisse mit umfassendem Materialwissen und Prozesswissen. Wir erreichen eine unglaubliche Präzision, die Toleranzen von bis zu ±0,005 mm einhalten kann. Darüber hinaus ist unser Präzisionsniveau mit den Industriestandards von Organisationen wie der vergleichbar Verband der Metallpulverindustrie (MPIF) . Die in diesem Handbuch bereitgestellten Informationen spiegeln unser Fachwissen und unsere tägliche Erfahrung wider.

Abbildung 1: Der Techniker führt den Zusammenbau einer progressiven Stanzform mit Kupferlegierungskomponenten für Präzisionswerkzeuge durch.
Warum ist ein professioneller progressiver Stanzservice für OEM-Projekte mit hohem Volumen unerlässlich?
Das Hauptproblem bei der OEM-Massenfertigung besteht darin, kumulative Fehler zu beseitigen und den Abfall in Millionen von Stücken zu entsorgen. Ein spezialisierter progressiver Stanzservice wird dieses Problem lösen, indem er den gesamten Umformprozess in einem zusammenhängenden Automatisierungssystem integriert. Dies garantiert, dass Präzision direkt in den Prozess integriert wird, was zu einer ununterbrochenen, kontinuierlichen Produktion und sofortigen Kosteneinsparungen für den OEM-Teilehersteller führt:
Eliminierung kumulativer Fehler durch systemisches Design
Wir gestalten den gesamten Umformprozess in einem selbstreferenzierenden System. Wichtige Merkmale werden zu Beginn gestanzt und dann im weiteren Verlauf des Vorgangs als Referenzpunkte verwendet Präzises progressives Stanzen System. Dadurch werden mögliche Fehler bei der Übertragung von Prozessen ausgeschlossen, da Präzision zum Produkt der Ingenieurskunst wird. Die Six Sigma-Genauigkeit ist vom ersten Stück bis zur millionsten Einheit garantiert.
Ermöglichen komplexer Formen mit In-Die-Steuerung
Der Umgang mit Material ist in solchen Situationen sehr wichtig. In solchen Fällen kommen unsere Techniken des integrierten Tiefzieh-Stanzservices während des Prozesses der Formung von Teilen in einer Formsequenz zum Einsatz. Der Materialfluss wird durch Rückzüge im Band gesteuert, was die Bildung einwandfreier Umhüllungen in einem einzigen Arbeitsgang gewährleistet. Es ist durch ein solches Mehrstufiges progressives Stanzen Prozess, bei dem wir mit vielen zusätzlichen Prozessen davonkommen.
Erzielen Sie eine radikale Reduzierung der Kosten pro Einheit
Eine wirklich kostengünstige Fertigung wird durch die Maximierung der Kapazität und Lebensdauer des Gesamtsystems erreicht. Um schnelle Produktionsraten zu erreichen, minimieren wir alle Pressvorgänge außer dem Formen. Gleichzeitig maximiert das intelligente Werkzeugdesign die Lebensdauer der Matrizen auf Millionen von Schlägen. Durch diese technische Kombination werden die Gesamtkosten pro Einheit erheblich reduziert, wodurch der Werkzeugaufwand für die Kosteneffizienz pro Teil verantwortlich ist progressives Stanzen in großen Mengen .
Dabei handelt es sich um das gesamte System, nicht nur um den Prozess selbst. Unser Vorteil liegt in unserer Fähigkeit , das grundlegende Dilemma von Geschwindigkeit, Komplexität und Kosten durch die systematische Gestaltung des Gesamtsystems zu lösen . Unser Wettbewerbsvorteil liegt in unserem systematischen Ansatz, die Werkzeuge so zu konzipieren, dass sie als selbstregulierende, schnelle Produktionszelle mit Präzision und Wirtschaftlichkeit in der Massenproduktion funktionieren.
Wie kann kundenspezifisches progressives Stanzen die Materialausnutzung für teure Legierungen optimieren?
Bei hochwertigen Legierungsmetallen machen die Materialkosten einen großen Teil des Stückpreises aus. Die Maximierung der Materialausnutzung ist nicht nur eine Optimierungsmaßnahme; es ist wirtschaftlich wichtig. Aus diesem Grund ist unser individuelles progressives Stanzen Das Verfahren berücksichtigt das gesamte Design der Spule ohne jeglichen Abfall, um den Fertigungsanforderungen gerecht zu werden. Unsere Ingenieure haben sich darauf konzentriert, die folgende grundlegende Herausforderung zu meistern, die mit diesem Kompromiss verbunden ist:
Präzise Verschachtelung durch simulationsgesteuertes Design
- Vorgehensweise: Bei dieser Methode werden mehrere Bandlayoutoptionen gleichzeitig mithilfe einer simulationsbasierten Umformsoftware analysiert.
- Gelöste Herausforderung: Dies hilft bei der Bestimmung der optimalen Führungstechnik und der richtigen Brückenbreite, so dass minimaler Ausschuss entsteht und gleichzeitig sichergestellt wird, dass das Band stark genug für schnelle Vorschubgeschwindigkeiten ist. Simulationsgesteuertes Folgestanzen Die Technologie ist eine bewährte Methode, um teure Spulen optimal zu nutzen.
Integration von Umformanforderungen in die Rohlingsoptimierung
- Ansatz: Bei der Gestaltung der Form des Rohlings wird nicht nur die Kontur des Produkts berücksichtigt, sondern auch der Verlauf des Tiefzieh-Stanzservice -Prozesses.
- Herausforderung gelöst: Unsere Rohlinge sind so konzipiert, dass in Bereichen extremer Verformung überschüssiges Material vorhanden ist. So können wir aus Zuschnitten in Standardgröße tiefgeformte Produkte herstellen. Dies ist das exklusive Merkmal unserer Metalllegierungslösungen .
Ausschussreduzierung durch In-Stage-Feature-Nutzung
- Ansatz: Die Merkmale werden so konzipiert, dass sie in Rohlinge passen, die an anderer Stelle im Produktionszyklus verwendet werden sollen, oder sogar das Abfallgerüst nutzen, das in der vorherigen Phase bei der Erstellung des in der nachfolgenden Phase verwendeten Werkzeugs anfällt.
- Herausforderung gelöst: In diesem Fall kommt die „Zero-Waste-Philosophie“ ins Spiel. Anstatt den Schrott wegzuwerfen, wird er zur Herstellung von Pilotwerkzeugen oder Teilen der dabei verwendeten Struktur verwendet progressives Stanzen in großen Mengen Verfahren.
Legierungsspezifische Prozesskalibrierung für Ausbeute
- Ansatz: Die verschiedenen Parameter, die in unserem Herstellungsprozess verwendet werden, werden auf der Grundlage der jeweiligen Legierung kalibriert.
- Herausforderung gelöst: Auf diese Weise vermeiden wir Mikrorisse oder Abrieb, die uns dazu zwingen könnten, einen sichereren, wenn auch verschwenderischen Streifenlayoutprozess zu verwenden. So können wir sicher sein, dass wir durch effiziente Umsetzung von die erwartete theoretische Ausbeute ohne Verschwendung erhalten optimiertes Folgestanzen .
Darüber hinaus wirft das Dokument etwas Licht auf das technische Fachgebiet mit Schwerpunkt auf Werkstoffen. Wir zeichnen uns durch die Optimierung sowohl des Bandlayouts als auch des Umformprozesses aus. Herausforderungen hinsichtlich der Ausbeute werden mit Hilfe von Simulationen, der Konstruktion von Rohlingen für die Umformung und der Prozesskalibrierung entsprechend der spezifischen Legierung angegangen. Auf diese Weise verwandeln die entwickelten mehrstufigen Matrizen ein teures Material in ein optimiertes.

Abbildung 2: Der Folgestanzvorgang formt Edelstahlklingen mit Schlitzen für industrielle Schneidwerkzeuge.
Welche technischen Faktoren gewährleisten die Präzisionspräzision von Metalllegierungen für Teile aus der Medizin- und Luft- und Raumfahrtindustrie?
Die Hauptschwierigkeit bei der Herstellung von Medizin- und Luftfahrtteilen besteht darin, bei Großserienfertigungen eine Präzisionstoleranz von unter 10 Mikrometern zu erreichen. Dieses Dokument gibt Ihnen Einblicke in das technische System, das zur Berücksichtigung der inhärenten Variabilität erforderlich ist Präzises Stanzen von Metalllegierungen . Mit unserem datenorientierten Ansatz garantieren wir, dass die Teile selbst bei den anspruchsvollsten Vorgängen, wie z. B. dem Tiefziehstanzen, präzise sind.
| Technischer Faktor | Implementierung und Kontrolle für garantierte Genauigkeit |
| Materialspezifische Prozesskalibrierung | Die anfängliche Einstellung des Matrizenspiels beträgt 8,5–9,5 % der Materialdicke im Fall von SS316L und 10–12 % im Fall von Ti-6Al-4V, unter Berücksichtigung der Eigenschaften der Legierungen in Bezug auf Rückfederung und Abrieb. |
| Echtzeit-Prozesskontrolle und SPC | Sensoren liefern Echtzeitdaten über die Tonnage (Toleranz von ±1,5 % ) und die Abmessungen der Produkte. Diese Daten werden in das SPC-Diagramm eingespeist, um sicherzustellen, dass jede Abweichung unter ±0,005 mm liegt. |
| Erweiterte Werkzeugausstattung und Wartung | Der fortgeschrittene Prozess von Hochpräzises Folgestanzen beinhaltet den Einsatz von Hartmetalleinsätzen mit Oberflächenmikropolierung ( Ra < 0,1 µm ), während die vorausschauende Wartung eher auf SPC-Daten als auf der Werkzeuglebensdauer basiert. |
| Deep-Draw-Prozesskontrolle | Für die komplexes Folgestanzen Bei den Tiefziehvorgängen werden Mehrpunkt-Stickstoffzylinder zur Steuerung des Kraftprofils des Blechhalters eingesetzt, um Wanddickentoleranzen von ±0,02 mm zu erreichen. |
| Ganzheitliche Qualitätssicherung | Die abschließende Qualitätskontrolle besteht aus einer 100 % automatisierten optischen Inspektion der Schlüsselparameter mit regelmäßiger CMM-Validierung und einer nachvollziehbaren Zertifizierung der verwendeten Materialien. |
In diesem Artikel wird der Closed-Loop-Engineering-Prozess für das Folgestanzen beschrieben und dabei auf die Probleme der statistischen Varianz bei der Massenfertigung eingegangen. Wir stellen Präzision sicher, indem wir spezifische materialbasierte Werkzeugabstimmung, aktive SPC für präventive Anpassung und vorausschauende Werkzeugwartung integrieren. Diese datengesteuerten Steuerungen liefern die deterministische Genauigkeit und den transparenten Herstellungsprozess, die für FDA- und AS9100-konforme Teile erforderlich sind.
Warum sollte Ihr Projekt zum Stanzen verschiedener Metalllegierungen der DFM-Analyse während der Prototypenerstellung Priorität einräumen?
Werkzeugausfälle und Produktionsausfälle sind in der Regel auf einen Mangel an Design for Manufacturability (DFM) zurückzuführen. Für Ihr Stanzen verschiedener Metalllegierungen Bei einem Projekt ist die Notwendigkeit einer DFM-Analyse im Prototyping-Service von entscheidender Bedeutung, um etwaige materialbedingte Probleme wie Risse oder Rückfederungen vorherzusehen. Durch diese frühzeitige Maßnahme wird aus einer möglicherweise kostspieligen Produktionskatastrophe ein optimierter Prozess:
Minderung des legierungsspezifischen Bruchrisikos in komplexen Formen
Die Teilegeometrie wird anhand der Materialformbarkeit bewertet. Im Falle einer schwierigen Tiefzieh-Stanzservice Bei diesem Vorgang modellieren wir den Metallfluss, um Bereiche zu erkennen, in denen das Material verdünnt ist. Als Abhilfe werden die Biegeradien so weit erhöht, dass sie über dem minimalen Biegeradiuswert des Materials liegen, und die Teilerohlinge werden umgeformt, um eine gleichmäßigere Materialziehung zu ermöglichen und Spannungskonzentrationen zu reduzieren, wodurch Risse während der Prototypen-Stanzläufe vermieden werden.
Kompensation von Rückfederungen durch vorausschauendes Werkzeugdesign
Zwischen Metallen wie Aluminium und hochfestem Stahl besteht ein erheblicher Unterschied in der Rückfederung. Unser Ansatz liefert uns die genauen Rückfederungswinkel nach dem Prägen. Um dieses Problem zu beheben, verwenden wir die vorberechneten Daten, um einen Überbiegewinkel in die Werkzeuggeometrie einzubauen, um dieses Phänomen zu kompensieren. Das Ergebnis ist ein Produkt, das die erforderliche Toleranz in unserem Präzisions-Stanzverfahren ohne teure Sekundärprozesse erreicht.
Verlängern der Werkzeuglebensdauer durch strategische Feature-Sequenzierung
Eine Fehleinschätzung der Merkmalssequenzen führt zu Werkzeugausfällen und beschleunigtem Verschleiß. Bei unserer DFM-Methode analysieren wir die Stempelreihenfolge, um sicherzustellen, dass die Tonnageverteilung zwischen verschiedenen Stationen ausgeglichen ist und nicht eine bestimmte Station überlastet wird . Eine Methode besteht darin, das Lochen vor dem Formen durchzuführen, um zu vermeiden, dass Grate die kritischen Formoberflächen beeinträchtigen. Dies ist entscheidend, um eine zu erreichen Hochzuverlässiges progressives Stanzen von mehr als zwei Millionen Mal.
In diesem Artikel wird ein technischer Ansatz zur Prävention beschrieben. Unser Alleinstellungsmerkmal ist unsere Fähigkeit, DFM-Wissen in Änderungen am Werkzeugdesign vor dem Schneiden des Werkzeugstahls einfließen zu lassen. Durch Simulation, Rückfederungskompensation und die richtige Abfolge von Vorgängen gehen wir die Hauptprobleme von Ausfällen, Größenunterschieden und Werkzeugverschleiß vorzeitig an. Diese Vorabbewertung stellt sicher, dass die Prototyping-Servicephase zu einem risikoarmen Test des produktionsreifen Prozesses wird.
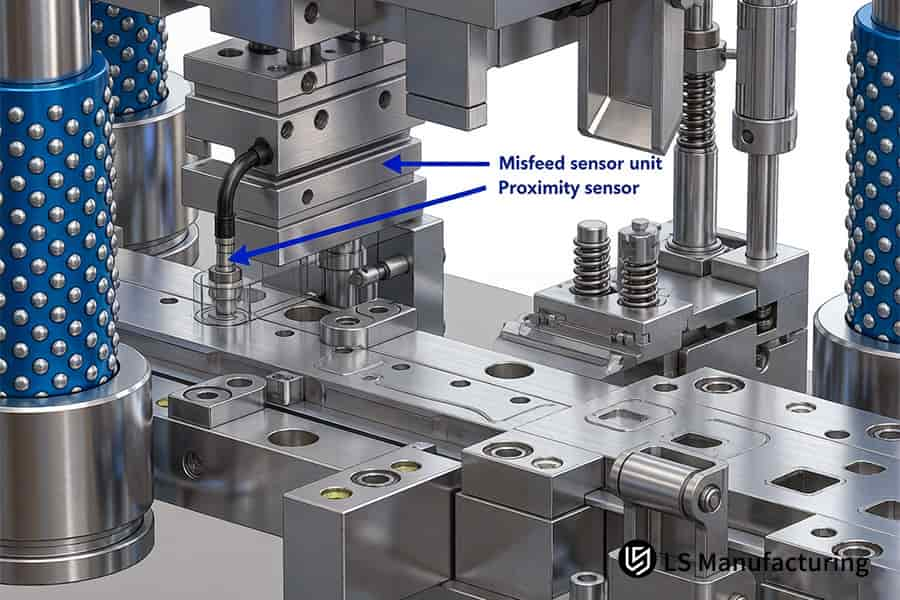
Abbildung 3: Das 3D-Rendering zeigt Folgestanz-Sensoreinheiten zur Näherungserkennung in Automatisierungssystemen.
Wie kann ein spezialisierter Hersteller von Folgeverbundwerkzeugen komplexe Herausforderungen bei der strukturellen Integration lösen?
Bei vielen Strukturbaugruppen entstehen aufgrund sekundärer Schweiß- und Befestigungsvorgänge hohe Kostenprobleme. Ein Spezialist Hersteller von progressiven Formen findet eine Lösung für dieses Problem, indem es alle drei Prozesse, Formen, Lochen und Integration von Verbindungselementen, in einem kontinuierlichen automatisierten Vorgang konzipiert. Ein solcher Ansatz der Strukturintegration ermöglicht es, nicht nur den Herstellungsprozess zu vereinfachen, sondern auch die Eigenschaften komplexer Bauteile deutlich zu verbessern:
Integration von Verbindungselementen in die Matrize zur Eliminierung von Baugruppen
- Methode: Das von uns angewandte Verfahren ermöglicht es uns, durch Stanzen oder Durchstechen aus einem Metallband Befestigungsvorsprünge oder Gewindeformen zu formen.
- Herausforderung gelöst: Mit diesem Prozess müssen wir uns nicht um die Beschaffung und Montage von Verbindungselementen kümmern. Daher erhalten wir durch unsere Presse ein einbaufertiges, montiertes Teil.
Einheitliches Tiefziehen und Strukturformen
- Methode: In unserem Folgeverbundwerkzeug wenden wir einen Tiefziehstanzservice an und erstellen den Hauptkörper des Teils, beispielsweise die Schale, und führen weitere Formungsschritte durch, bei denen Flansche, Rippen oder Vorsprünge auf der Schale geformt werden.
- Gelöste Herausforderung: Es hilft, alle Schwierigkeiten zu beseitigen, die durch die Schweißnahtausrichtung nach dem Ziehen und die Wärmeeinflusszone verursacht werden. Aufgrund seiner monolithischen Beschaffenheit verleiht es dem Teil Steifigkeit, was für die Herstellung von Gehäusen oder Gehäusen äußerst wünschenswert ist integrierte Folgestanzung .
Optimiertes Streifenlayout für Torsionssteifigkeit
- Methode: Das Streifenlayout ist nicht nur als Zuführmechanismus konzipiert, sondern auch strukturell, um eine präzise Teileausrichtung auch bei sehr starker Kraft während des Betriebs aufrechtzuerhalten.
- Gelöste Herausforderung: Es hilft dabei, eine genaue Übereinstimmung der Details asymmetrischer Formen zu erreichen, was bei der Arbeit mit fortgeschrittenem Folgestanzen von Chassis oder Halterungen äußerst wichtig ist.
Sequentielle Merkmalsentwicklung für Materialintegrität
- Methode: Wir führen zuerst das Lochen, dann das Einkerben und anschließend die Formgebung durch, um die Materialintegrität und einen Kornfluss in den beanspruchten Bereichen aufrechtzuerhalten .
- Gelöste Herausforderung: Es stellt die Integrität der verwendeten Materialien sicher und weist keine Schwachstellen auf, wodurch Ermüdungsausfälle verhindert werden, die eines der wichtigsten Elemente in unserem sind Technisches progressives Stanzen für tragende Teile.
Das obige Papier zeigt die technischen Aspekte unseres Berufs, insbesondere wie Ingenieure uns dabei helfen, mit einem systemischen Ansatz zur Lösung von Problemen zu arbeiten. Unsere Stärken liegen in der Entwicklung und Konstruktion von Werkzeugen als Fertigungssystem, das bei der Lösung von Montageproblemen mit mechanischen Mitteln hilft. Es hilft, sekundäre Prozesse wie Befestigungslöcher in Matrizen, Tiefziehen in Kombination mit Formen und die Verwendung von Streifen zur Verbesserung der Stabilität zu verhindern.
Welche Funktionen des kundenspezifischen Präzisionsstanzservices garantieren eine 100-prozentige Qualitätskonsistenz?
Wenn eine vollständige Konsistenz zwischen den Teilen erforderlich ist, ist dies zwingend erforderlich. Für unsere Maßgeschneiderter Präzisionsstanzservice Dies stellen wir sicher, indem wir in jedem Schritt des Prozesses eine 100- prozentige Maßprüfung und Korrekturmaßnahmen anbieten, anstatt dies erst in der Endphase der Produktion zu tun. Dadurch gewährleisten wir eine gleichbleibende Qualität in unserem hochpräzisen Folgestanz- und Tiefziehstanzservice , der strenge Toleranzen erfordert.
| Besonderheit | Implementierung und Auswirkungen auf die Konsistenz |
| 100 % Inline-Maßüberprüfung | Ein Bildverarbeitungssystem misst jedes aus der Presse kommende Teil in weniger als zwei Sekunden anhand der Abmessungen im CAD-Modell. |
| Closed-Loop-Prozesskorrektur in Echtzeit | Das direkte Feedback von Messsystemen ermöglicht mikrometergenaue Prozesskorrekturen in Echtzeit mithilfe unserer Progressives Stanzen mit geschlossenem Kreislauf Technik. |
| Prädiktive Kontrolle über Live-CPK-Analysen | Die Live-Überwachung der CPK-Daten über ein Dashboard macht Bediener auf Prozessänderungen aufmerksam und ermöglicht es ihnen, Maßnahmen zu ergreifen, bevor Grenzwerte überschritten werden. |
| Stabilität für tiefes Zeichnen und komplexe Formen | Prozesswächter regeln kontinuierlich den Niederhalterdruck für kontrollierten Materialfluss und gleichmäßige Wandstärken beim Tiefziehen . |
| Umfassende digitale Rückverfolgbarkeit | Jede Charge gestanzter Teile entsteht aus dem automatisiertes Folgestanzen Die Maschine erhält ihr eigenes digitales Datenpaket. |
Unsere Technik kann auf keinen Fall versagen, da sie eine automatische, sofortige Maschinenkalibrierungstechnik auf der Grundlage unserer CPK- Datenanalyse beinhaltet. Daher kümmert sich unser Qualitätskontrollprozess um die Schaffung von Qualität aus technischer Sicht. Um 100 % gleichbleibende Qualität zu gewährleisten, arbeiten Sie mit uns zusammen. Fordern Sie einen Prozessfähigkeitsbericht und ein formelles Angebot für Ihr Präzisionsstanzprojekt an.

Abbildung 4: Der Folgestanzprozess formt Halterungen aus Aluminiumlegierung mit Löchern für die Automobilmontage.
Wie mildert das progressive Matrizendesign aus Metalllegierung Spannungsrisse in hochfesten Teilen?
Spannungsrisse, die beim Stanzen hochfester Metalllegierungen auftreten können, stellen nach wie vor eine der größten Herausforderungen dar, die ein Risiko für die strukturelle Integrität und Ermüdungsfestigkeit von Stanzteilen darstellen. Folgeverbundmatrize aus Metalllegierung ist eine Methode, die entwickelt wurde, um dieses Problem durch sorgfältige Dehnungskontrolle und Verarbeitung von Metallmaterialien anzugehen. Nachfolgend finden Sie detaillierte Informationen zu den Methoden zur Spannungsvermeidung bei der Umformung hochfester Teile :
Kontrolle des Getreideflusses durch strategische Prozesssequenzierung
Der Umformprozess ist so konzipiert, dass die Kornflussausrichtung auf die Hauptspannungsrichtung des umzuformenden Teils ausgerichtet ist. Dies wird beim Tiefziehstanzen durch einen ersten Ziehvorgang an einem Rohling erreicht, dessen Material einen gewissen Grad an Anisotropie aufweist. Alle folgenden Arbeitsgänge werden die bereits beim ersten Arbeitsgang eingerichtete Kornausrichtung erleichtern und nicht behindern. Dadurch wird sichergestellt, dass keine Schwachstellen oder Mikrorisse entstehen, die bei zyklischer Belastung zu Rissbildungsstellen werden können, ein grundlegender Schritt in unserer Arbeit Hochfestes progressives Stanzen .
Implementierung progressiver Neuzeichnungen für eine gleichmäßige Dehnungsverteilung
Anstatt den gesamten Zeichenprozess auf einmal durchzuführen, unterteilen wir ihn in Etappen. Wir führen den Glüh-/Nachhärtungsprozess zwischen den einzelnen Ziehschritten durch, um die Auswirkungen der Kaltverfestigung zu minimieren. Durch die Einbeziehung des mehrstufigen progressiven Stanzens wird die gleiche gleichmäßige Verteilung der plastischen Spannung im Objekt erreicht, ohne dass dünner werdende Bereiche entstehen, die extrem hohe Spannungspunkte erzeugen und zu Brüchen führen würden.
Integration von Funktionen zum Stressabbau im Prozess
Das Design der Matrize weist bestimmte Zonen auf, in denen Stressmanagement erforderlich ist . Der Prozess kann den Einsatz von Prägeradien, minimalem Nachprägen oder Mikroprägen umfassen, die alle in Zonen mit geringer Spannung eingebracht werden können, um die Restspannung neu zu verteilen. Die Zonen fungieren als gezielte „Spannungssenken“, die nach dem Prägevorgang jegliche Spannung im Inneren des Teils wirksam abbauen, was für die Herstellung unerlässlich ist Legierungsspezifisches Folgestanzen kritischer Komponenten.
Wir lösen Spannungsrisse, indem wir das Bauteil während der Produktion entlasten. Spannungsrisse werden durch die richtige Reihenfolge, Kornflusskontrolle, progressives Neuziehen zur Spannungsumverteilung und die Einführung einer Spannungsentlastung in die Formkonstruktion gelöst. Wir haben erfunden Belastungsoptimiertes Folgestanzen Technologie, die spröde hochfeste Legierungen in biegsame, langlebige Komponenten umwandelt.
Warum ist LS Manufacturing die erste Wahl für hochvolumige OEM-Stanzverfahren?
Großvolumig Progressives OEM-Stanzen Service bedeutet mehr als nur Präzision, sondern die Entwicklung einer Lösung, die belastbar, skalierbar und kollaborativ ist. Dies wird durch die Bewältigung komplexer Prozessherausforderungen im Tiefziehstanzservice und die nahtlose Integration in die Lieferkette unter Beweis gestellt. Das Folgende stellt den Kern unseres End-to-End-Serviceangebots dar, das unseren führenden Fertigungspartnern dabei hilft, schwierige Fertigungsprozesse in skalierbare Erfolgsgeschichten umzuwandeln:
Stiftung für Materialwissenschaft und Werkzeugtechnik
- Ansatz: Unsere Methode umfasst die Auswahl und Vorbereitung von Werkzeugstählen (z. B. Premium-Pulver oder ASP-23 ) auf der Grundlage der Schleifeigenschaften und Volumenprognosen für die einzelnen Legierungen.
- Gelöste Herausforderung: Unser Verfahren erzeugt eine Matrize mit mehr als fünf Millionen Hüben bei der Arbeit mit hochfesten Legierungen und schafft so ein wiederholbares Teil mit minimalen Ausfallzeiten der Presse aufgrund von Reparaturen.
Fortgeschrittene Prozessbeherrschung für komplexe Geometrien
- Ansatz: In der Matrize verwendete Multi-Action-Werkzeug- und Drucktechnologien ermöglichen die Bearbeitung anspruchsvoller Teile mit hohem Seitenverhältnis.
- Herausforderung gelöst: Es ermöglicht die Herstellung komplexer Tiefziehgehäuse geschäftskritisches progressives Stanzen Das Bauteil wird in nur einem Arbeitsgang hergestellt, wodurch eine zusätzliche Montage entfällt und die Robustheit der Struktur erhalten bleibt.
Integrierte Lieferkette und Produktionsagilität
- Ansatz: Wir nutzen unsere VMI-Programme und Produktionsplanung zusammen mit der tatsächlich vorhandenen Kapazität, um den Chargen Priorität einzuräumen.
- Gelöste Herausforderung: Es stellt sicher, dass unsere Kunden bei schwankender Nachfrage einen gewissen Puffer haben, bietet aber dennoch einen Just-in-Time-Service, ohne die Stabilität unserer progressiven Stanzlinien für hohe Volumina zu beeinträchtigen.
Closed-Loop-Qualität und kontinuierliche Optimierung
- Ansatz: Während der Produktion gesammelte Daten werden nicht nur zu Überwachungszwecken verwendet; Es kann verwendet werden, um die Rückkopplungsschleife für die Werkzeugwartung und Prozessparameter für jede Charge zu informieren.
- Gelöste Herausforderung: Dieser Ansatz führt zu einem sich selbst verbessernden Herstellungsprozess, der auf dem Lernen aus jedem Zyklus basiert und so Konsistenz gewährleistet und eine Prozessoptimierung ermöglicht Fortschrittliches progressives OEM-Stanzen Anwendungen.
Unser Fertigungsleiter konzentriert sich auf die Lösung der miteinander verbundenen Probleme extremer Technologie-, Volumen- und Logistikherausforderungen. Wir lösen diese Probleme mithilfe unseres werkstoffspezifischen Wissens über Werkzeugtechnik, eines Verständnisses der Physik hinter anspruchsvollen Verformungstechniken und ausgefeilter, datengestützter Betriebssysteme. Indem wir einen umfassenden End-to-End-Service anbieten, stellen wir sicher, dass Ihre Anforderungen nicht nur erfüllt, sondern durch zuverlässige Leistung garantiert werden, was zu einer starken Produktionserweiterung Ihres Betriebs führt.
Fallstudie: LS Manufacturing Medical Industry Titan-Präzisions-Tiefziehstanzprojekt
Ein weltweit tätiger Hersteller medizinischer Geräte verzeichnete beim Herstellungsprozess eines Implantatgehäuses aus Titan der Güteklasse 5 eine hohe Ausschussrate von 18 % , da die Wandstärke nicht die gewünschte Genauigkeit von ±0,02 mm erreichen konnte. Fallstudie zu LS Manufacturing stellt unseren einzigartigen Ansatz vor, der zu einer hohen Präzisionsausbeute für die folgenden kritischen medizinischen Präzisionsteile geführt hat:
Kundenherausforderung
Die Komponente erforderte ein Gehäuse für einen implantierbaren Sensor mit einer Tiefe von 12 mm aus einem 0,5 mm dicken Ti-6Al-4V-Legierungsblech. LS Manufacturing hatte aufgrund einer fehlerhaften Lieferkette für das Rohmaterial Schwierigkeiten in seinem Prozess, was zu einem Ausschuss von 18 % aufgrund von Mikrobrüchen führte. Das Problem führte zum Verlust von wertvollem Material und zu Verzögerungen bei der Einführung der neuen Titan- Stanzproduktlinie.
LS-Fertigungslösung
Unser Ansatz für den Umformprozess umfasste einen mehrstufigen progressiven Stanzansatz . Unser Ansatz umfasste drei separate flache Vorzüge vor der Formungsphase, die jeweils einen Glühschritt beinhalteten. Eine der wichtigsten Innovationen war die Verwendung eines langsamen, servogetriebenen Stößels ( 2–5 mm/Sek .) bei jedem Ziehvorgang in Kombination mit der Verwendung spezieller Hochdruckschmiermittel. Mit anderen Worten, die Präzises progressives Stanzen Der von uns verwendete Ansatz trug dazu bei, die Körner gleichmäßig zu verlängern, ohne dass dünne Wände entstanden, die zu Brüchen führen könnten.
Ergebnisse und Wert
Dieses neue Verfahren erzielte eine Ausbeute von 99,7 % und reduzierte die Abfallquote unseres Kunden um 12 % . Dies trug dazu bei, die Teilekosten des Kunden um 25 % zu senken und stellte sicher, dass die Teiledicke einem Toleranzniveau von ±0,02 mm entsprach. Wir haben dem Kunden mit unserem einen stetigen Strom kritischer Teile zur Verfügung gestellt Fortschrittliches progressives Stanzen Technologie. Unser Ansatz löste ein kritisches Produktionsproblem und beschleunigte die Markteinführungszeit unseres Kunden.
Dieser Fall verdeutlicht unsere Kompetenz bei der Lösung extremer Herausforderungen im Tiefzieh-Stanzservice . Wir haben das Bruchproblem nicht durch Versuch und Irrtum gelöst, sondern durch eine grundlegende Neukonstruktion der Formbarkeit des Materials durch stufenweise Verformung und präzise Bewegungssteuerung. Für OEMs, die den strengen Anforderungen an medizinische Präzisionsteile gegenüberstehen, liefert unsere Methodik nicht nur Komponenten, sondern Sicherheit und wandelt risikoreiche Materialien in eine zuverlässige Produktion mit hoher Ausbeute um.
Reichen Sie Ihr Titan-Tiefziehteildesign für ein formelles Angebot ein. Unser servogesteuerter Prozess garantiert eine Ausbeute von 99,7 %, eine Toleranz von ±0,02 mm und eine Kostenreduzierung von 25 % für geschäftskritische Komponenten.

FAQs
1. Welche Materialien sind mit Ihrem Folgeverbundstanzservice kompatibel?
LS Manufacturing ist auf die Verarbeitung einer breiten Palette von Metalllegierungen spezialisiert, darunter Edelstahl, Kupfer, Bronze, hochfester Stahl und anspruchsvolle Materialien wie Titan- und Nickellegierungen. Unsere umfangreiche Materialbibliothek stellt sicher, dass wir über das Fachwissen für Ihre spezifische Anwendung verfügen.
2. Wie stellt LS Manufacturing die Qualität der durch Tiefziehen hergestellten Komponenten sicher?
Wir integrieren hochpräzise Sensoren und Inline-CCD-Vision-Systeme direkt in unsere Werkzeuge, um Wandstärke und Abmessungen in Echtzeit zu überwachen. Dies ermöglicht eine umfassende Qualitätsüberprüfung und gewährleistet eine 100-prozentige Akzeptanzrate für eine konsistente Teilekonformität.
3. Was ist die typische Vorlaufzeit für ein kundenspezifisches Folgestanzprojekt?
Mithilfe unserer hauseigenen 5-Achsen -Formbearbeitungszentren schließen wir die Formvalidierung in der Regel innerhalb von 4 bis 6 Wochen ab. Nach erfolgreicher Validierung kann sofort mit der Massenproduktion und dem Versand begonnen werden, was einen schnellen und nahtlosen Übergang zur Serienfertigung gewährleistet und Ihre Markteinführungszeit verkürzt.
4. Können Sie wettbewerbsfähige Angebote für Bestellungen kleiner bis mittlerer Chargen unterbreiten, bei denen es um das progressive Stanzen von Metalllegierungen geht?
Ja. Während wir uns in der Großserienproduktion auszeichnen, ermöglichen uns unser flexibles, modulares Werkzeugdesign und unsere effizienten Einrichtungsprozesse, äußerst wirtschaftliche Lösungen für mittelgroße Aufträge ab 10.000 Einheiten anzubieten und so ein hervorragendes Preis-Leistungs-Verhältnis und eine hohe Kostenvorhersehbarkeit für wachsende Projekte zu gewährleisten.
5. Wie gehen Sie mit komplexen Designs um, die die Integration von Tiefziehprägungen erfordern?
Wir erreichen das „integrierte Tiefziehen“ durch Folgeverbundwerkzeuge mit mehreren Stationen und nutzen eine präzise Hubsteuerung für die Tiefformung in einem kontinuierlichen Prozess. Diese fortschrittliche Methode gewährleistet einen nahtlosen Prozessablauf, reduziert die Handhabung und sorgt für eine außergewöhnliche Maßhaltigkeit bei komplexen Teilen.
6. Bietet LS Manufacturing im Rahmen seiner OEM-Stanzservices für Folgeverbundstanzen eine Oberflächenveredelung an?
Ja, wir bieten einen Komplettservice aus einer Hand, der Galvanisierung, Eloxierung, Wärmebehandlung und Ultraschallreinigung umfasst. Diese Mehrwert-Endbearbeitungsdienste stellen sicher, dass Ihre Teile produktionsbereit sind und alle Spezifikationen für die sofortige Montage bei Lieferung erfüllen.
7. Welchen Genauigkeitsgrad kann Ihr individueller Präzisionsstanzservice erreichen?
Bei hochpräzisen Legierungskomponenten halten wir stets Maßtoleranzen von nur ±0,005 mm ein. Unsere fortschrittlichen Prozesskontrollen und hochwertigen Werkzeuge liefern außerdem hervorragende, gleichmäßige Oberflächengüten, sodass in den meisten Anwendungen keine Nachbearbeitung erforderlich ist und eine hervorragende Oberflächenqualität gewährleistet ist.
8. Wie kann ich ein Angebot für mein nächstes Projekt zum Prägen von Präzisionsmetalllegierungen anfordern?
Laden Sie einfach Ihre 3D-Zeichnungen hoch Fordern Sie ein Angebot an ; Unser Ingenieurteam erstellt Ihnen innerhalb von 24 Stunden eine kostenlose, detaillierte DFM-Bewertung (Design for Manufacturability) und ein formelles Angebot, sodass Sie Ihr Projekt schnell und intelligent bewerten können.
Zusammenfassung
Bei der Auswahl von a Partner für progressives Stanzen Technische Tiefe und Materialbeherrschung sind entscheidend für den Projekterfolg. LS Manufacturing nutzt fortschrittliche Hardware, strenges DFM, Multi-Physics-Simulation und strenge Qualitätsüberwachung, um Tiefziehprobleme wie Faltenbildung, Rissbildung und Maßabweichung zu lösen. Wir unterstützen anspruchsvolle Branchen – von der Medizintechnik über die Luft- und Raumfahrt bis hin zur Elektronik – vom Präzisions-Prototyping bis zur Großserienfertigung und sorgen dafür, dass sich Ihre OEM-Produkte von der Masse abheben.
Sind Sie bereit, Ihre Lieferkette zu optimieren und die Produktionskosten zu senken? Klicken Sie auf „Sofortiges Angebot einholen“, um Ihre Zeichnungen hochzuladen. Our senior engineers will provide a free DFM assessment and tailor a competitive solution for your alloy needs. Don't let bottlenecks hinder innovation— contact us today to start your journey toward defect-free progressives Stanzen .
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


