
Des pneus de voiture aux cathéters médicaux, les articles en caoutchouc sont omniprésents dans nos vies modernes. Mais qui prend une pièce de caoutchouc brut et la transforme en une pièce industrielle de précision ? La réponse est technologie de moulage du caoutchouc , le processus vital qui fait tout. Dans cet article, nous examinerons les principes, les méthodes et les utilisations du moulage du caoutchouc et découvrirons les secrets de la création des élastomères.
Référence rapide : Choisissez votre robinet en un coup d'œil
| Éléments | Contenu de base |
| Définition | Un processus de fabrication qui implique l'utilisation d'un processus pour façonner matériaux en caoutchouc dans des formes, des tailles et des propriétés prédéterminées. |
| But | Créer des produits écologiques dotés de certaines fonctions (ex. élasticité, étanchéité). |
| Principe | Utilisant la plasticité du caoutchouc, le caoutchouc est introduit dans un moule sous chaleur et pression, puis vulcanisé et réticulé pour durcir. |
| Mesures | Matières premières → Mélange → Moulage → Vulcanisation → Post-traitement |
| Méthodes | Moulage, moulage par injection , extrusion, calandrage, etc. |
| Utilisations | Automobile , industriel , médical , et biens de consommation (pneus, joints, gants et semelles de chaussures). |
Pourquoi faire confiance à ce guide ? Expérience pratique des experts LS
Chez LS, nous ne sommes pas simplement des formulateurs de recettes de caoutchouc et des techniciens de procédés ; nous sommes également des innovateurs dans leurs applications extrêmes. Au cours des dix dernières années, nous avons été étroitement impliqués dans plus de 5 000 applications de composants en caoutchouc, des plus petites joints de cathéter médical aux supports antivibratoires colossaux d'engins de chantier, confirmant personnellement les limites de centaines de mélanges de caoutchouc et techniques de moulage . Le simple fait d'avoir un moule et la capacité d'injecter de la colle ne satisfera tout simplement pas à vos normes élevées, depuis une précision médicale de ± 0,02 mm jusqu'au moulage stable de pièces sur mesure extrêmement énormes. Nous comprenons plus que quiconque qu'il faut une différence sans précédent en matière de science des matériaux et de contrôle des processus pour surmonter les délicats problèmes tactiles de boutons en silicone et pour surmonter la défaillance du joint de conduite de carburant en caoutchouc fluoré résistant à 300 °C au fil du temps.
LS a comparé l'industrie dans ses actions. Lorsqu'un client médical a commandé la production en série d'un implant silicone (avec une épaisseur de paroi ultra fine de 0,1 mm, spécification zéro défaut de bulle), certains de ses fournisseurs ont abandonné le projet en raison de rendements inférieurs à 30 %. Mais LS, grâce à sa technologie brevetée de moulage par micro-injection sous vide et à sa technologie de traitement de surface à l'échelle nanométrique, a toujours maintenu un taux de rendement de 98 %. Non seulement ce manuel inclut notre bibliothèque de milliers d'exemples de défaillances du caoutchouc, mais il s'appuie également sur le succès de la production en série de LS pour les environnements de travail difficiles. Nos innovations vont au-delà de la simple conversion du mélange de caoutchouc en moule. Nous utilisons plutôt des technologies de modification des matériaux, de conception de moules et de contrôle de précision pour convertir les idées en produits finis très fiables.
Principes de base et éléments fondamentaux du moulage du caoutchouc
Moulage du caoutchouc : la science de la transformation de matériaux collants en produits utiles
Imaginez transformer du caoutchouc brut collant en un pneu ou un joint élastique. Cette magie se produit à travers vulcanisation — le processus chimique d'amélioration le plus important du caoutchouc. La nature de la transfiguration du caoutchouc brut au caoutchouc vulcanisé.
Vulcanisation : le procédé « superpuissant » du caoutchouc
Fonction principale : utilise du soufre ou du peroxyde pour former des ponts moléculaires entre les chaînes en caoutchouc. Le principal réactions chimiques responsable des propriétés finales du caoutchouc.
Transformation:
Convertissez le caoutchouc brut (cassant et collant) en caoutchouc vulcanisé (élastique et dur). 5 à 10 fois plus puissant, résistant à la chaleur ou à l'huile, et possède une « mémoire » (revient à sa forme originale).
Importance : Sans vulcanisation, le caoutchouc est comme un chewing-gum : déformé de manière permanente par la pression.
Le trio d’or : chaleur, pression et temps
Ces trois facteurs doivent fonctionner parfaitement ensemble.
| Facteur | Effet | Impact réel |
| Chaleur | Commence réticulation | Trop bas : le caoutchouc est encore mou. Trop élevé : Brûlures ou fragilisations. |
| Pression | Presse le caoutchouc dans les détails du moule. | Expulse les bulles d'air. Prévenir les défauts (lacunes, texture spongieuse) |
| Temps | Complète la réaction. | Trop court : le produit est faible, ce qui entraîne un "sous-traitement". Trop longtemps : le caoutchouc est cassant, ce qui entraîne une « surpolymérisation ». |
Conseil de pro : les plantes utilisent des capteurs pour déterminer le point idéal pour obtenir les meilleurs résultats (meilleur temps de durcissement).
Moules : maîtres de la forme
L'objectif principal du moule : il donne au produit final la forme, la taille et la texture de la surface. Moules sont des « emporte-pièces » en métal de précision qui donnent au produit ses dimensions précises (même jusqu'à 0,01 mm !), confèrent des textures de surface (lisse, adhérente ou marquée) et maintiennent la cohérence sur des milliers de pièces.
Pas de moules, pas de formes complexes : les feuilles de caoutchouc faciles ne nécessitent aucun moule ; les pièces complexes (telles que les joints toriques et les semelles de chaussures) nécessitent des moules personnalisés. Essuie-glaces de voiture, coques de téléphone, tous les articles en caoutchouc que vous utilisez reposent sur cette science.
Principales méthodes de processus de moulage du caoutchouc
Naturel ou synthétique, le caoutchouc brut est soumis à un processus de mélange, de mise en forme et de durcissement (ou vulcanisation) pour produire du caoutchouc moulable . Cela produit un matériau hautement malléable, résilient et élastique . Ce qui suit est un tableau des principaux caoutchoucs méthodes de processus de moulage .
| Méthode | Principe | Fonctionnalité/ Application |
| Moulage par compression | Préformé composé de caoutchouc est placé dans une cavité de moule qui a été chauffée, puis le moule est fermé et mis sous pression pour la vulcanisation. | Matériel assez simple et moules peu coûteux. Convient aux lots de petite à moyenne taille, aux pièces de très grande taille ou à parois épaisses. Efficacité assez faible. |
| Moulage par transfert | Le composé de caoutchouc est préchauffé et plastifié dans la cavité d'alimentation . Le composé est ensuite injecté via le canal d'écoulement dans la cavité fermée du moule au moyen d'une pression de piston pour la vulcanisation. | Précision dimensionnelle du produit plus élevée, moins de bavures et capacité à mouler des pièces plus complexes et celles avec inserts. Efficacité supérieure à celle du moulage par compression. |
| Moulage par injection | Semblable au moulage par injection de plastique, le composé de caoutchouc est plastifié dans le cylindre et est injecté dans la cavité fermée du moule chauffée sous haute pression et vitesse à travers la vis ou le piston pour la vulcanisation. | Efficacité la plus élevée, degré élevé d'automatisation, haute précision, flash minimal et adapté aux composants de grande taille, complexes et de précision. Coûts d’équipement et de moule les plus élevés. |
| Extrusion | La plastification du mélange de caoutchouc est obtenue en une extrudeuse et est extrudé en continu à travers une filière en un profilé (tube, tige, bande ou profilé) de section transversale constante. Le durcissement du profilé est obtenu par vulcanisation ultérieure (air chaud, micro-ondes ou bain de sel). | Applications : Tuyaux, bandes d'étanchéité, gainage de fils et câbles, profilés, etc. |
| Calandrage | Le composé de caoutchouc passe à travers une succession de rouleaux chauds rotatifs , le calandrant en un film ou un revêtement en tissu (par exemple, un câble pour pneu) d'épaisseur et de largeur souhaitées. | Applications : Film, ruban adhésif (par exemple, doublures intérieures) et certains matériaux en feuille. |
| Moulage par immersion | Un moule (moule mâle) est plongé dans une solution de latex ou de caoutchouc . Il est retiré et séché, puis vulcanisé pour produire un produit creux (par exemple des gants, des ballons et des préservatifs). | Idéal pour les articles à parois minces, creux et jetables. |
Matériaux en caoutchouc : du caoutchouc brut aux composés moulables
Matériaux en caoutchouc
Ils sont généralement divisés en deux catégories : le caoutchouc naturel et le caoutchouc synthétique . Le caoutchouc naturel (NR), qui est principalement dérivé de l'hévéa, possède une excellente élasticité, résistance à l'abrasion et à la traction, et est largement utilisé pour la production de pneus et de flexibles. Le caoutchouc synthétique (SBR, BR, NBR, EPDM, CR, IIR, FKM, Silicone, AU/EU, etc. ) est fabriqué artificiellement et possède une large gamme de variétés aux propriétés diverses pour répondre à des exigences spécifiques telles que la résistance à l'huile et la résistance à la chaleur. Ils sont largement utilisés dans les secteurs automobile, industriel et médical.

Le brut primaire matériaux en caoutchouc les produits sont du caoutchouc brut, des agents de mélange, des matériaux fibreux et des matériaux métalliques. Le caoutchouc brut est la matière première ; les agents de mélange sont des matériaux auxiliaires utilisés pour améliorer certaines performances des produits en caoutchouc ; les matériaux fibreux (coton, lin, laine et autres fibres artificielles et synthétiques) et les matériaux métalliques (fil d'acier et fil de cuivre) constituent le squelette des produits en caoutchouc, avec pour action de renforcer la résistance mécanique et de limiter la déformation. Ensuite, je me concentrerai sur l'importance du mélange dans la fabrication de produits en caoutchouc , les principaux agents de mélange et l'opération de mélange . J'espère que cela sera utile.
L'importance de Composition
Il est utilisé pour améliorer la traitabilité, minimiser les coûts et améliorer ou conférer certaines propriétés telles que la résistance, la résistance à l'usure, la résistance à l'huile, la résistance aux intempéries et l'ignifugation.
Système de vulcanisation : Agents de vulcanisation (soufre, peroxydes, etc.), accélérateurs et activateurs (oxyde de zinc et acide stéarique par exemple).
Charges de renforcement : silice, noir de carbone, carbonate de calcium, etc. (pour améliorer la résistance et la résistance à l'usure et réduire les coûts).
Système protecteur : Antiozonants, antioxydants et stabilisants de lumière (pour retarder le vieillissement).
Plastifiants adoucissants : améliorent la fluidité du traitement et les performances à basse température.
Auxiliaires technologiques : agents collants, dispersants, etc.
Processus de mélange
L'opération consistant à mélanger uniformément du caoutchouc brut ou caoutchouc plastifié avec d'autres agents agglomérants. L'objectif est d' améliorer les propriétés physiques et mécaniques des produits en caoutchouc, les performances de transformation et l'économie de production. Il s'agit du processus de dispersion uniforme de matériaux solides et liquides, notamment de charges, d'agents de renforcement, d'accélérateurs et d'agents de vulcanisation, dans le caoutchouc afin que celui-ci ait des propriétés constantes. Un mélange inapproprié peut provoquer des problèmes de brûlure et de givrage lors du traitement ultérieur et affecter la qualité du produit.
Équipements et moules de moulage du caoutchouc
Équipement de moulage principal
Vulcanisateur à plateau :
Semblable à un fer géant, il utilise des plaques chauffées supérieure et inférieure pour produire une température élevée tout en exerçant une force de serrage pour comprimer le caoutchouc. Il peut être utilisé dans le moulage par compression (par exemple, les joints), moulage par transfert (avec systèmes de glissières) et plaques chauffantes. Il est simple à utiliser et adapté aux productions de petits et moyens volumes.
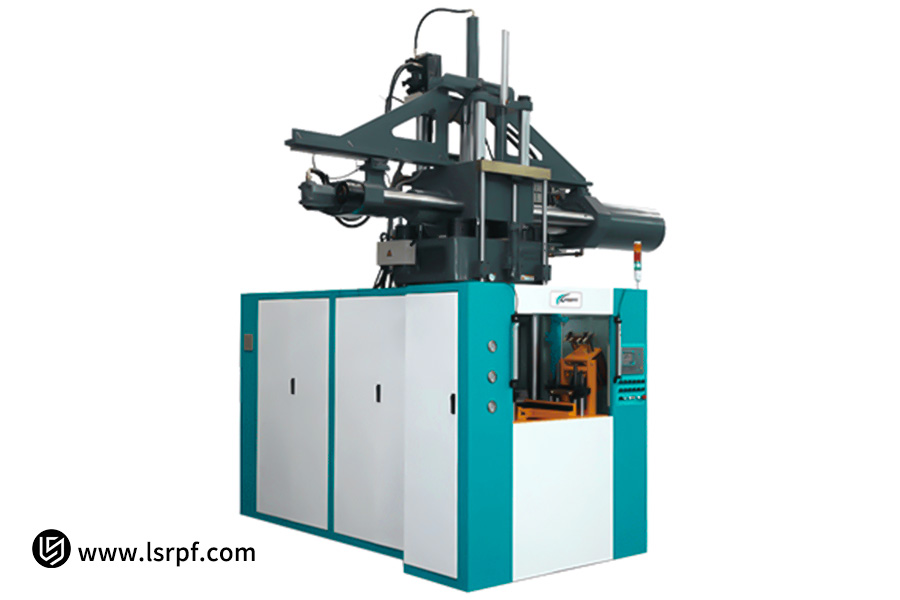
Machine de moulage par injection de caoutchouc :
Comme une seringue médicale, l'unité de plastification fait fondre le caoutchouc, l'unité d'injection fournit une injection à haute pression dans le moule et l'unité de serrage ferme le moule. Il peut être utilisé pour fabriquer des pièces de précision et complexes (par exemple, des joints d'étanchéité pour automobiles) avec une grande efficacité et peu de déchets.
Extrudeuse :
Comme une machine à nouilles, la vis rotative pousse le caoutchouc vers l'avant à travers la matrice pour créer une forme continue (par exemple, un tuyau, une bande d'étanchéité). Pour moulage par extrusion , il se compose d'une vis, d'un barillet, d'une filière et d'un système de chauffage et de refroidissement . Ses systèmes de chauffage et de refroidissement contrôlent avec précision la température pour garantir une extrusion stable.
Calandre:
Composée de plusieurs rouleaux de précision, comme un rouleau à pâtisserie, la calandre presse le composé de caoutchouc en une feuille uniforme ou l'enduit sur une surface en tissu (comme une corde de pneu). L'écartement des rouleaux peut être ajusté à 0,1 mm pour contrôler l'épaisseur.
Outillage
Matériau : généralement fabriqué en acier moulé à haute résistance tel que P20, H13 ou en alliage d'aluminium. Convient pour moules d'essai et petits lots.
La conception critique : les considérations incluent la conception de la cavité, la surface de joint, les canaux/portes (injection/transfert), les systèmes de ventilation, de chauffage/refroidissement et le mécanisme d'éjection.
| Élément | Fonction |
| Cavité | L'« espace négatif » dans le pièce moulée , qui détermine la forme et la taille finales. |
| Ligne de séparation | Le point auquel le moule s'ouvre, déterminant le flash et la facilité de démoulage. |
| Coureur/Porte | Le « canal » qui guide le matériau en caoutchouc dans la cavité (pour les moules d’injection/transfert uniquement). |
| Évents | Libérer l'air afin d'éviter les bulles d'air (largeur environ 0,02 mm). |
| Canaux de refroidissement | Contrôlez la température du moule et réduisez le temps de cycle. |
| Broches d'éjection | Retirez le produit terminé du moule. |
Coût et durée de vie : ils représentent des investissements majeurs dans le moulage du caoutchouc, ayant un effet direct sur la qualité et la productivité du produit.
Les moules constituent un investissement fondamental dans le moulage du caoutchouc (représentant 30 à 60 % du coût de production). Moules en acier de haute qualité peut fonctionner pendant plus d'un million de cycles. Des défauts de conception peuvent entraîner des produits défectueux et des arrêts de production, augmentant ainsi les coûts de manière significative.
Paramètres et contrôle du processus
Paramètres clés du processus
Température : Température du fût ( injection ), la température du moule et la température de durcissement. Ceux-ci affectent directement la vitesse de durcissement et la fluidité du composé.
Pression : pression d'injection, pression de maintien et force de serrage. Ceux-ci assurent le remplissage, le compactage et la prévention du flash.
Temps : Temps d’injection, temps de maintien et temps de durcissement. Ceux-ci assurent un remplissage complet et une réaction de durcissement adéquate.
État du composé : faites toujours attention à la température de préchauffage, à la plasticité ou à la viscosité Mooney .
Importance du contrôle des processus
Pendant la production, garantit la cohérence d’un lot à l’autre et minimise les rebuts. Cela implique la mesure précise et la documentation de la température, de la pression et du temps.
Utilisation du rhéomètre : Rhéomètres sont principalement utilisés dans la conception de formulations de caoutchouc, le contrôle qualité de la production et le développement de nouveaux produits. Ils analysent les changements dans les propriétés du caoutchouc au cours du processus de vulcanisation pour évaluer et optimiser les matériaux en caoutchouc. Il est utilisé en laboratoire et en ligne pour surveiller les propriétés de durcissement du composé de caoutchouc, telles que le T90, qui est le temps de durcissement optimal.
Applications des produits moulés en caoutchouc
| Champ | Application |
| Industrie automobile | Joints toriques, joints d'étanchéité, joints d'étanchéité, amortisseurs, suspensions, flexibles, coupe-froid, bandes d'essuie-glace et pneus (extrusion/moulage de bande de roulement). |
| Construction et ingénierie | Appuis de pont, joints de dilatation, mastics de construction, membranes imperméables et amortisseurs. |
| Équipement industriel | Divers joints, bandes transporteuses, rouleaux en caoutchouc, revêtements, composants amortisseurs et connecteurs flexibles. |
| Électronique et électronique | Isolation et gainage de fils et câbles, boutons, bagues d'étanchéité et joints isolants. |
| Médical | Cathéters médicaux, tubulures IV, joints, gants (imprégnés), tétines et pièces prothétiques. |
| Produits de consommation | Semelles de chaussures, jouets, articles de cuisine (par exemple, spatules), poignées d'équipement de sport et équipement de plongée. |
| Aérospatial | Composants du système de carburant, amortisseurs et joints haute performance (nécessitant des caoutchoucs spéciaux comme le FKM). |
FAQ
1. Quelle est la principale différence entre le moulage du caoutchouc et le moulage du plastique ?
La distinction fondamentale est la vulcanisation (réticulation). Moulage de plastique , c'est-à-dire le moulage par injection et l'extrusion, est principalement un processus physique de fusion et de refroidissement pour fixer la forme, alors que moulage en caoutchouc est un processus chimique et doit comporter une étape de vulcanisation. Les plastiques s'écoulent de manière plastique, tandis que le caoutchouc s'écoule de manière élastique. Dans le cas des matières plastiques, le produit est terminé dès que l'opération de moulage est terminée ; le moulage du caoutchouc nécessite cependant une étape de vulcanisation après l'opération de moulage.
2. Quel est le meilleur procédé de moulage du caoutchouc ?
Le moulage par injection est généralement le processus le plus efficace, en particulier pour les petites pièces de grande précision, de forme complexe et de volume élevé. Il bénéficie également d'un haut degré d'automatisation, cycles de moulage courts et un minimum de déchets. Le deuxième procédé de moulage le plus efficace est le moulage par transfert. Le moulage par compression est moins efficace que le moulage par injection pour le moulage du caoutchouc.
3. Comment choisir le bon procédé de moulage du caoutchouc pour mon produit ?
Selon la forme du produit , si le produit est complexe ou comporte des inserts , une injection ou moulage par transfert est la préférence. Si le produit est une pièce simple , le moulage est préférable. Pour une section constante , l’extrusion est la préférence. Pour les produits creux à parois minces , plongement est la préférence. Sur la base du volume de production , pour les grandes séries, le moulage par injection est la préférence. Pour les petites et moyennes séries, le moulage par compression ou par transfert est privilégié. Pour une précision dimensionnelle élevée , le moulage par injection ou le moulage par transfert est nécessaire. Sur la base du coût, l'équipement de moulage par injection est le plus cher, et le moins cher est le moulage par compression. Sur la base du produit propriétés des matériaux , c'est-à-dire des caoutchoucs à haute viscosité ou sensibles à la chaleur, le moulage par compression ou par transfert peut être sélectionné. En fonction de la taille du produit , les produits volumineux et épais sont principalement moulés par compression.
4. Pourquoi les produits en caoutchouc doivent-ils être « vulcanisés » ? Est-il possible de les produire sans vulcanisation ?
Le caoutchouc non vulcanisé (brut) a des chaînes moléculaires linéaires et a donc une faible résistance, une déformabilité facile, une mauvaise résistance à l'usure et aux solvants et une sensibilité aux températures élevées, et n'est d'aucune utilité pratique. La vulcanisation interconnecte les chaînes moléculaires linéaires en une structure de réseau tridimensionnelle par voie chimique réticulation lie et confère au caoutchouc des propriétés précieuses telles qu'une élasticité élevée, une résistance élevée, une résistance à l'usure, une résistance aux solvants, une résistance à la température et une stabilité dimensionnelle. Sans vulcanisation, il n’y aurait pas de produits en caoutchouc utiles.
Résumé
Le moulage du caoutchouc est un processus de fabrication clé qui convertit le caoutchouc brut en un produit ayant une forme exacte et d'excellentes performances grâce au processus de vulcanisation . Cela affecte directement la durée de vie et la fiabilité du produit. La sélection d'un partenaire de moulage de caoutchouc est un choix stratégique qui affecte les performances de base de votre produit.
Obtenez des solutions de moulage de caoutchouc de qualité supérieure auprès de LS ! Fondée sur plus de 150 ans d'expérience, technologie de pointe , et un contrôle qualité rigoureux, nous garantissons la qualité supérieure de vos pièces en caoutchouc. Contactez l’équipe d’experts LS dès aujourd’hui ! Que vous ayez besoin de pièces en série ou de composants personnalisés, LS peut fournir des solutions efficaces et stables pour améliorer la compétitivité de votre produit. Choisir LS, c'est choisir une garantie de qualité et de technologie !
Face à ces défis plus élevés, LS Service de tournage CNC est votre "outil" ultime indispensable. Il représente une précision de qualité industrielle, une répétabilité inégalée et une productivité efficace, permettant à vos idées de conception d'être réalisées de manière parfaite, cohérente et efficace. Choisir LS est d'injecter une puissance de précision de qualité industrielle dans votre savoir-faire extraordinaire.
Téléchargez vos dessins de conception maintenant et obtenez un instant Devis de tournage CNC (prix de tournage CNC), laissez LS être votre soutien solide dans la recherche d'une précision ultime dans le travail du bois !

📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. série LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
L'équipe LS
LS est une entreprise leader dans son secteur Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC, Fabrication de tôles, l'impression 3D, moulage par injection, Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisir Technologie LS Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com


