
От автомобильных шин до медицинских катетеров — резиновые изделия окружают нас повсюду в современной жизни. Но кто возьмет кусок сырой резины и превратит его в точную промышленную деталь? Ответ технология формования резины , жизненно важный процесс, который делает все это. В этой статье мы рассмотрим принципы, методы и применение формования резины, а также раскроем секреты создания эластомеров.
Краткий справочник: краткий обзор выбора крана
| Элементы | Основной контент |
| Определение | Производственный процесс, включающий использование процесса придания формы резиновые материалы в заранее определенные формы, размеры и свойства. |
| Цель | Создавать экологически чистые продукты с определенными функциями (например, эластичность, герметизация). |
| Принцип | Используя пластичность каучука, каучук заполняют в форму под воздействием тепла и давления, а затем вулканизируют и сшивают для отверждения. |
| Шаги | Сырье → Смешивание → Молдинг → Вулканизация → Постобработка |
| Методы | Молдинг, литье под давлением , экструзия, каландрирование и т. д. |
| Использование | Автомобильная промышленность , промышленный , медицинский , и потребительские товары (шины, уплотнители, перчатки и подошвы обуви). |
Почему стоит доверять этому руководству? Практический опыт экспертов LS
В LS мы не просто разработчики рецептур резиновых изделий и технологи; мы также являемся новаторами в их экстремальных приложениях. За последние десять лет мы активно участвовали в более чем 5000 применениях резиновых компонентов, от крошечных медицинские уплотнения катетера до колоссальных антивибрационных опор строительной техники, лично подтвердив возможности сотен резиновых смесей и методы формования . Простое наличие формы и возможности для впрыскивания клея просто не будет соответствовать вашим высоким стандартам: от медицинской точности ±0,02 мм до стабильного формования чрезвычайно огромных деталей, изготовленных на заказ. Мы больше, чем кто-либо, понимаем, что для преодоления деликатных тактильных проблем, связанных с силиконовые кнопки и преодолеть разрушение уплотнения топливопровода из фторкаучука, устойчивого к температуре 300°C, с течением времени.
LS оценила отрасль в своих действиях. Когда медицинский клиент заказал массовое производство имплантируемого силикон диафрагмы (со сверхтонкой толщиной стенок 0,1 мм, без дефектов пузырьков), некоторые из ее поставщиков отложили проект из-за выхода менее 30%. Но компания LS, благодаря своей запатентованной технологии вакуумного микролитья под давлением и технологии нанообработки поверхности, все это время поддерживала уровень выхода продукции на уровне 98%. Это руководство не только включает в себя нашу библиотеку тысяч примеров поломок резины, но также опирается на успех массового производства LS для суровых условий эксплуатации. Наши инновации выходят за рамки простого преобразования резиновой смеси в форму. Вместо этого мы используем модификацию материалов, проектирование пресс-форм и технологии точного контроля, чтобы превратить идеи в очень надежные готовые продукты.
Основные принципы и основные элементы формования резины
Литье резины: наука о превращении липких материалов в полезные продукты
Представьте себе, как вы превращаете липкую сырую резину в упругую шину или уплотнитель. Это волшебство происходит через вулканизация — наиболее важный химический процесс улучшения резины. Природа превращения сырого каучука в вулканизированный каучук.
Вулканизация: «сверхмощный» процесс каучука
Основная функция: использует серу или перекись для образования молекулярных мостиков между резиновыми цепями. химические реакции отвечает за конечные свойства резины.
Трансформация:
Превратите сырую резину (хрупкую и липкую) в вулканизированную резину (эластичную и твердую). В 5-10 раз мощнее, устойчив к теплу и маслу, обладает «памятью» (возвращается к исходной форме).
Важность: без вулканизации резина подобна жевательной резинке — постоянно деформируется под давлением.
Золотое трио: тепло, давление и время
Эти три фактора должны идеально работать вместе.
| Фактор | Эффект | Реальное влияние |
| Нагревать | Начинается сшивание | Слишком низко: резина все еще мягкая. Слишком высокая: ожоги или охрупчивания. |
| Давление | Запрессовывает резину в детали формы. | Вытесняет пузырьки воздуха. Предотвращение дефектов (зазоры, губчатая текстура) |
| Время | Завершает реакцию. | Слишком коротко: продукт слабый, что приводит к «недоотверждению». Слишком длинная: резина становится хрупкой, что приводит к ее «переотверждению». |
Совет для профессионалов: растения используют датчики, чтобы определить оптимальную зону для достижения наилучших результатов (лучшее время отверждения).
Формы: мастера формы
Основное назначение формы: придать конечному изделию форму, размер и текстуру поверхности. Формы представляют собой прецизионные металлические «формочки для печенья», которые придают изделию точные размеры (даже до 0,01 мм!), придают текстуру поверхности (гладкую, цепкую или фирменную) и сохраняют однородность на тысячах деталей.
Никаких форм, никаких сложных форм . Простые резиновые листы не требуют форм; для сложных деталей (таких как уплотнительные кольца и подошвы обуви) требуются специальные формы. Автомобильные дворники, чехлы для телефонов и все резиновые изделия, которые вы используете, основаны на этой науке.
Основные методы формования резины
Натуральный или синтетический сырой каучук подвергается процессу смешивания, формования и вулканизации (или вулканизации) для получения формованного каучука . В результате получается очень податливый, упругий и эластичный материал. Ниже представлена таблица основных резиновых методы процесса формования .
| Метод | Принцип | Особенность/ Приложение |
| Компрессионное формование | Предварительно сформированный резиновая смесь помещается в нагретую полость формы , затем форму закрывают и создают давление для вулканизации. | Достаточно простое оборудование и недорогие формы. Подходит для небольших и средних партий, очень больших размеров или толстостенных деталей. Достаточно низкий КПД. |
| Трансферное формование | Резиновая смесь предварительно нагревается и пластифицируется в полости подачи . Затем соединение впрыскивается через проточный канал в закрытую полость формы под действием давления плунжера для вулканизации. | Более высокая точность размеров изделия, меньшее количество заусенцев и возможность формования более сложных деталей и деталей со вставками. Более высокая эффективность, чем при компрессионном формовании. |
| Литье под давлением | Подобно литью пластмасс под давлением, резиновая смесь пластифицируется в цилиндре и впрыскивается в закрытую нагретую полость формы под высоким давлением и скоростью через шнек или плунжер для вулканизации. | Высочайшая эффективность, высокая степень автоматизации, высокая точность, минимальный засвет, подходит для крупногабаритных, сложных и прецизионных компонентов. Самые высокие затраты на оборудование и пресс-формы. |
| Экструзия | Пластификация резиновой смеси достигается в экструдер и непрерывно экструдируется через матрицу в профиль (трубу, стержень, полосу или профиль) постоянного поперечного сечения. Отверждение профиля достигается последующей вулканизацией (горячим воздухом, микроволновой печью или соляной ванной). | Применение: Шланги, уплотнительные ленты, оболочки проводов и кабелей, профили и т. д. |
| Каландрирование | Резиновую смесь пропускают через ряд вращающихся горячих валков , каландрируя ее в пленку или тканевое покрытие (например, шинный корд) желаемой толщины и ширины. | Применение: Пленка, лента (например, внутренние вкладыши) и некоторые листовые материалы. |
| Литье погружением | Форму (мужскую форму) окунают в раствор латекса или каучука . Его извлекают и сушат, затем вулканизируют для получения полого продукта (например, перчаток, воздушных шаров и презервативов). | Идеально подходит для тонкостенных, полых и одноразовых предметов. |
Резиновые материалы: от сырой резины до формовочных компаундов
Резиновые материалы
Их обычно делят на две категории: натуральный каучук и синтетический каучук . Натуральный каучук (НК), который в основном получают из каучуковых деревьев, обладает превосходной эластичностью, стойкостью к истиранию и прочностью на разрыв и широко используется для производства шин и шлангов. Синтетический каучук (SBR, BR, NBR, EPDM, CR, IIR, FKM, силикон, Австралия/ЕС и т. д. ) производится искусственно и имеет широкий спектр разновидностей с различными свойствами для удовлетворения конкретных требований, таких как маслостойкость и термостойкость. Они широко используются в автомобильной, промышленной и медицинской промышленности.

Первичное сырье материалы из резины Продукцией являются сырой каучук, компаунды, волокнистые материалы и металлические материалы. Сырая резина является сырьем; компаундаторы — вспомогательные материалы, используемые для улучшения некоторых характеристик резиновых изделий ; волокнистые материалы (хлопок, лен, шерсть и другие искусственные и синтетические волокна) и металлические материалы (стальная проволока и медная проволока) составляют основу резиновых изделий, оказывая повышающее механическую прочность и ограничивающее деформацию действие. Далее я сосредоточусь на значении компаундирования в производстве резиновых изделий , основных ингредиентах компаундирования и операции смешивания . Я надеюсь, что это будет полезно.
Важность Компаундирование
Он используется для повышения технологичности, минимизации затрат, а также улучшения или придания определенных свойств, таких как прочность, износостойкость, маслостойкость, устойчивость к атмосферным воздействиям и огнестойкость.
Система вулканизации: вулканизирующие агенты (сера, пероксиды и т. д.), ускорители и активаторы (например, оксид цинка и стеариновая кислота).
Армирующие наполнители: диоксид кремния, углеродная сажа, карбонат кальция и т. д. (для повышения прочности и износостойкости и экономии средств).
Защитная система: антиозонанты, антиоксиданты и светостабилизаторы (для задержки старения).
Смягчающие пластификаторы: улучшают текучесть обработки и характеристики при низких температурах.
Технологические добавки: вещества для повышения клейкости, диспергаторы и т. д.
Процесс смешивания
Операция равномерного смешивания сырого каучука или пластифицированная резина с другими составляющими. Целью является улучшение физико-механических свойств резиновых изделий, производительности обработки и экономики производства. Это процесс равномерного диспергирования твердых и жидких материалов, включая наполнители, армирующие агенты, ускорители и вулканизирующие агенты, в резину, чтобы резина имела одинаковые свойства. Неправильное смешивание может вызвать проблемы пригорания и замерзания при дальнейшей обработке и повлиять на качество продукта.
Оборудование и формы для формования резины
Основное формовочное оборудование
Планшетный вулканизатор:
Подобно гигантскому утюгу, в нем используются верхняя и нижняя нагретые пластины для создания высокой температуры и в то же время приложение силы зажима для сжатия резины. Его можно использовать при компрессионном формовании (например, уплотнений), трансферное формование (с бегунками) и пластины с подогревом. Он прост в использовании и подходит для производства малых и средних объемов.
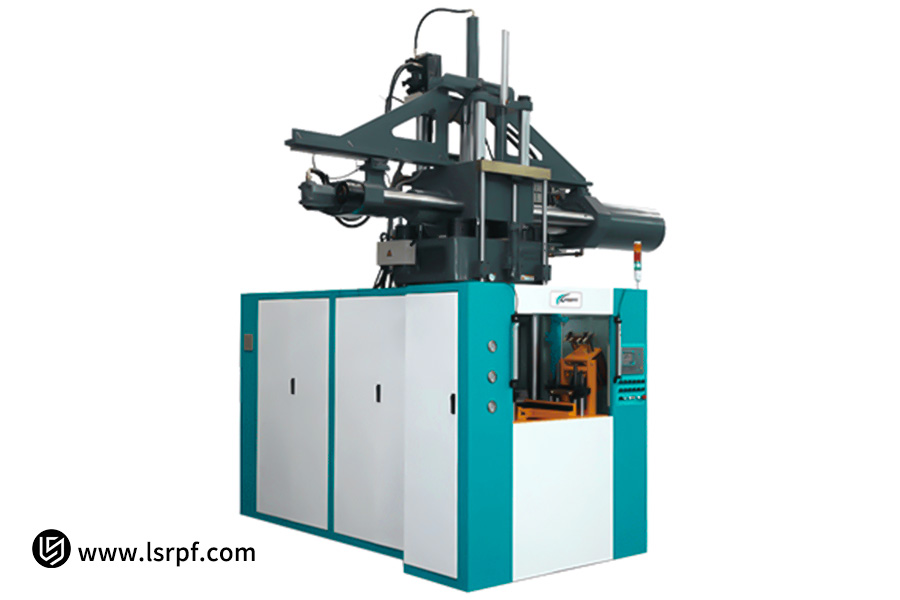
Машина для литья резины:
Подобно медицинскому шприцу, узел пластификации плавит резину, блок впрыска обеспечивает впрыск под высоким давлением в форму, а зажимной узел закрывает форму. Его можно использовать для изготовления точных и сложных деталей (например, сальников для автомобилей) с высокой эффективностью и малыми отходами.
Экструдер:
Как и в машине для производства лапши, вращающийся шнек проталкивает резину вперед через матрицу, создавая непрерывную форму (например, шланг, уплотнительную ленту). Для экструзионное формование Он состоит из шнека, цилиндра, матрицы и системы нагрева и охлаждения . Его системы нагрева и охлаждения точно контролируют температуру, чтобы обеспечить стабильную экструзию.
Календарь:
Состоящий из нескольких прецизионных роликов, похожих на скалку, каландр спрессовывает резиновую смесь в однородный лист или наносит ее на поверхность ткани (например, корд шины). Зазор между роликами можно регулировать до 0,1 мм для контроля толщины.
Оснастка
Материал: Обычно изготавливается из высокопрочной литейной стали, такой как P20, H13 или алюминиевого сплава. Подходит для пробные формы и небольшие партии.
Критическая конструкция: учитываются конструкция полости, разделяющая поверхность, направляющие/ворота (впрыск/перенос), вентиляция, системы нагрева/охлаждения и эжекторный механизм.
| Элемент | Функция |
| Полость | «Негативное пространство» в формованная деталь , который определяет окончательную форму и размер. |
| Линия разделения | Точка раскрытия формы, определяющая вспышку и легкость извлечения из формы. |
| Бегун/Ворота | «Канал», который направляет резиновый материал в полость (только для литьевых/трансферных форм). |
| Вентиляционные отверстия | Выпустите воздух, чтобы избежать образования пузырьков воздуха (шириной около 0,02 мм). |
| Каналы охлаждения | Контролируйте температуру пресс-формы и сокращайте время цикла. |
| Выталкиватели | Выдавите готовое изделие из формы. |
Стоимость и срок службы: они представляют собой крупные инвестиции в формование резины, оказывающие прямое влияние на качество и производительность продукции.
Пресс-формы являются фундаментальной инвестицией в формование резины (составляющей 30-60% стоимости производства). Стальные формы высокого качества могут работать более миллиона циклов. Дефекты в конструкции могут привести к браку продукции и простоям производства, что приведет к значительным затратам.
Параметры процесса и контроль
Ключевые параметры процесса
Температура: Температура ствола ( инъекция ), температура формы и температура отверждения. Они напрямую влияют на скорость отверждения и текучесть смеси.
Давление: давление впрыска, давление удержания и сила зажима. Они обеспечивают заполнение, уплотнение и предотвращение вспышки.
Время: время инъекции, время выдержки и время отверждения. Они обеспечивают полное заполнение и адекватную реакцию отверждения.
Состояние соединения: Всегда обращайте внимание на температуру предварительного нагрева, пластичность или вязкость по Муни .
Важность управления процессом
Во время производства гарантирует стабильность качества от партии к партии и сводит к минимуму брак. Это влечет за собой точное измерение и документирование температуры, давления и времени.
Использование реометра: Реометры в основном используются при разработке рецептур резиновых изделий, контроле качества продукции и разработке новых продуктов. Они анализируют изменения свойств резины в процессе вулканизации, чтобы оценить и оптимизировать резиновые материалы. Он используется в лаборатории и в режиме онлайн для мониторинга свойств вулканизации резиновой смеси, например Т90, что является оптимальным временем вулканизации.
Применение резиновых формованных изделий
| Поле | Приложение |
| Автомобильная промышленность | Уплотнительные кольца, сальники, прокладки, амортизаторы, подвески, шланги, уплотнители, дворники и шины (экструзия/формование протектора). |
| Строительство и Инжиниринг | Подшипники мостов, компенсаторы, строительные герметики, водонепроницаемые мембраны и амортизаторы. |
| Промышленное оборудование | Различные уплотнения, конвейерные ленты, резиновые ролики, прокладки, амортизирующие компоненты и гибкие соединители. |
| Электроника и электроника | Изоляция и оболочка проводов и кабелей, кнопок, уплотнительных колец и изолирующих прокладок. |
| Медицинский | Медицинские катетеры, трубки для внутривенного вливания, уплотнения, перчатки (пропитанные), пустышки и детали протезов. |
| Потребительские товары | Подошвы для обуви, игрушки, кухонные принадлежности (например, лопатки), ручки спортивного инвентаря и снаряжение для дайвинга. |
| Аэрокосмическая промышленность | Компоненты топливной системы, амортизаторы и высокопроизводительные уплотнения (требуются специальные резины, такие как FKM). |
Часто задаваемые вопросы
1. В чем основная разница между формованием резины и формованием пластмассы?
Принципиальное отличие – вулканизация (сшивка). Пластиковый молдинг , то есть литье под давлением и экструзия, представляет собой в основном физический процесс плавления и охлаждения для фиксации формы, тогда как резиновое литье Это химический процесс, который должен включать этап вулканизации. Пластмассы текут пластично, тогда как резина течет упруго. В случае с пластмассами изделие готово сразу после завершения операции формования; Однако формование резины требует этапа вулканизации после операции формования.
2. Какой процесс формования резины лучше всего?
Литье под давлением, как правило, является наиболее эффективным процессом, особенно для больших объемов, сложной формы и прецизионных мелких деталей. Он также обладает высокой степенью автоматизации, короткие циклы формования и минимум отходов. Вторым наиболее эффективным процессом формования является трансферное формование. Компрессионное формование менее эффективно для формования резины, чем литье под давлением.
3. Как мне выбрать правильный процесс формования резины для моего продукта?
В зависимости от формы изделия , если изделие сложное или имеет вставки , литьевое или трансферное формование это предпочтение. Если изделие представляет собой простую деталь , предпочтение отдается формовке. Для постоянного поперечного сечения предпочтение отдается экструзии. Для тонкостенных полых изделий , окунание это предпочтение. Учитывая объем производства , для больших серий предпочтение отдается литью под давлением. Для малых и средних серий предпочтение отдается компрессионному или трансферному формованию. Для обеспечения высокой точности размеров необходимо литье под давлением или трансферное формование. По стоимости оборудование для литья под давлением является самым дорогим, а наименее дорогим является компрессионное формование. На основе продукта свойства материала т.е. высоковязкие или термочувствительные каучуки, можно выбрать компрессионное или трансферное формование. В зависимости от размера изделия большие и толстые изделия в основном изготавливаются методом компрессионного формования.
4. Почему резиновые изделия необходимо «вулканизировать»? Можно ли их изготовить без вулканизации?
Нет. Невулканизированная (сырая) резина имеет линейные молекулярные цепи и, следовательно, имеет низкую прочность, легкую деформируемость, плохую стойкость к износу и растворителям, а также высокую температурную чувствительность и не имеет практического применения. Вулканизация соединяет линейные молекулярные цепи в трехмерную сетчатую структуру посредством химического воздействия. сшивание склеивает и придает резине такие ценные свойства, как высокая эластичность, высокая прочность, износостойкость, стойкость к растворителям, термостойкость и стабильность размеров. Без вулканизации не было бы полезных резиновых изделий.
Краткое содержание
Формование резины является ключевым производственным процессом, который превращает сырую резину в продукт точной формы и превосходных характеристик посредством процесса вулканизации . Это напрямую влияет на срок службы и надежность изделия. Выбор партнера по формованию резины — это стратегический выбор, который влияет на основные характеристики вашего продукта.
Получите первоклассные решения для формования резины от LS! Основанная на более чем 150-летнем опыте, передовые технологии и строгий контроль качества, мы гарантируем превосходное качество ваших резиновых деталей. Свяжитесь с командой экспертов LS сегодня! Независимо от того, требуются ли вам серийные детали или компоненты, изготовленные по индивидуальному заказу, LS может предоставить эффективные и стабильные решения для повышения конкурентоспособности вашей продукции. Выбирая LS, вы выбираете гарантию качества и технологий!
Перед лицом этих более серьезных проблем LS Токарные услуги с ЧПУ ваш незаменимый «инструмент». Он представляет собой точность промышленного уровня, беспрецедентную повторяемость и эффективную производительность, позволяя идеально, последовательно и эффективно реализовать ваши дизайнерские идеи. Выбор ЛС заключается в том, чтобы привнести прецизионную мощь промышленного уровня в ваше исключительное мастерство.
Загрузите свои дизайнерские чертежи сейчас и получите мгновенное Стоимость токарных станков с ЧПУ (цена на токарную обработку с ЧПУ), пусть LS станет вашей надежной поддержкой в стремлении к максимальной точности обработки древесины!

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. серия ЛС Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через сеть LS. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда ЛС
LS — ведущая компания отрасли Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ, Производство листового металла, 3D-печать, Литье под давлением, Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбирать ЛС-технология Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com


