
Von Autoreifen bis hin zu medizinischen Kathetern: Gummiartikel sind in unserem modernen Leben allgegenwärtig. Aber wer nimmt ein rohes Gummistück und verwandelt es in ein industrielles Präzisionsteil? Die Antwort ist Gummiformtechnologie , der lebenswichtige Prozess, der alles erledigt. In diesem Artikel befassen wir uns mit den Prinzipien, Methoden und Anwendungen der Gummiformung und lüften die Geheimnisse der Herstellung von Elastomeren.
Kurzanleitung: Wählen Sie Ihren Wasserhahn auf einen Blick
| Elemente | Kerninhalte |
| Definition | Ein Herstellungsprozess, bei dem ein Formgebungsprozess zum Einsatz kommt Gummimaterialien in vorgegebene Formen, Größen und Eigenschaften. |
| Zweck | Umweltfreundliche Produkte mit bestimmten Funktionen (z. B. Elastizität, Abdichtung) zu schaffen. |
| Prinzip | Unter Ausnutzung der Plastizität des Gummis wird der Gummi unter Hitze und Druck in eine Form gefüllt und dann zum Aushärten vulkanisiert und vernetzt. |
| Schritte | Rohstoffe → Mischen → Formen → Vulkanisation → Nachbearbeitung |
| Methoden | Formen, Spritzguss , Extrusion, Kalandrierung usw. |
| Verwendungsmöglichkeiten | Automobil , industriell , medizinisch , Und Konsumgüter (Reifen, Dichtungen, Handschuhe und Schuhsohlen). |
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Experten
Bei LS sind wir nicht nur Gummirezeptformulierer und Prozesstechniker; Wir sind auch Innovatoren ihrer extremen Anwendungen. In den letzten zehn Jahren haben wir uns intensiv mit mehr als 5.000 Anwendungen für Gummikomponenten beschäftigt, angefangen bei den kleinsten bis hin zu kleinsten Bauteilen Dichtungen für medizinische Katheter bis hin zu kolossalen Schwingungsdämpfern für Baumaschinen, die persönlich die Grenzen von Hunderten von Gummimischungen bestätigen und Formtechniken . Das bloße Vorhandensein einer Form und der Fähigkeit, Klebstoff einzuspritzen, wird Ihren hohen Ansprüchen – von der medizinischen Präzision von ±0,02 mm bis zum stabilen Formen extrem großer, maßgeschneiderter Teile – einfach nicht genügen. Wir wissen mehr als jeder andere, dass es eines beispiellosen Unterschieds in der Materialwissenschaft und Prozesskontrolle bedarf, um die heiklen taktilen Probleme von zu lösen Silikonknöpfe und um den im Laufe der Zeit auftretenden Ausfall der 300°C-beständigen Fluorkautschuk-Kraftstoffleitungsdichtung zu beheben.
LS hat in seinen Maßnahmen einen Maßstab für die Branche gesetzt. Als ein medizinischer Kunde die Massenproduktion eines Implantats in Auftrag gab Silikon Einige seiner Zulieferer stellten das Projekt wegen der Ausbeute von weniger als 30 % ein. Aber LS konnte mit seiner patentierten Vakuum-Mikrospritzgusstechnologie und der nanoskaligen Oberflächenbehandlungstechnologie die ganze Zeit über eine Ausbeute von 98 % halten. Dieses Handbuch enthält nicht nur unsere Bibliothek mit Tausenden von Gummifehlerbeispielen, sondern stützt sich auch auf den Erfolg von LS in der Massenproduktion für raue Arbeitsumgebungen. Unsere Innovationen gehen über die bloße Umwandlung einer Gummimischung in eine Form hinaus. Vielmehr setzen wir Materialmodifikationen, Formenbau und Präzisionssteuerungstechnologien ein, um Ideen in sehr zuverlässige Endprodukte umzusetzen.
Grundprinzipien und Kernelemente des Gummiformens
Gummiformen: Die Wissenschaft, klebrige Materialien in nützliche Produkte umzuwandeln
Stellen Sie sich vor, Sie verwandeln klebriges Rohgummi in einen elastischen Reifen oder eine elastische Dichtung. Diese Magie geschieht durch Vulkanisation – der bedeutendste chemische Verbesserungsprozess von Gummi. Die Art der Verklärung vom Rohkautschuk zum vulkanisierten Kautschuk.
Vulkanisation: Der „Superpower“-Prozess von Gummi
Hauptfunktion: Verwendet Schwefel oder Peroxid, um molekulare Brücken zwischen Gummiketten zu bilden. Die Hauptfunktion chemische Reaktionen verantwortlich für die endgültigen Eigenschaften von Gummi.
Transformation:
Rohkautschuk (spröde und klebrig) in vulkanisierten Kautschuk (elastisch und hart) umwandeln. 5–10-mal stärker, hitze- und ölbeständig und verfügt über ein „Memory“ (kehrt in die ursprüngliche Form zurück).
Bedeutung: Ohne Vulkanisation ist Gummi wie Kaugummi – durch Druck dauerhaft verformt.
Das Goldene Trio: Hitze, Druck und Zeit
Diese drei Faktoren müssen perfekt zusammenarbeiten.
| Faktor | Wirkung | Echte Wirkung |
| Hitze | Beginnt Vernetzung | Zu niedrig: Gummi ist noch weich. Zu hoch: Verbrennungen oder Versprödung. |
| Druck | Presst den Gummi in die Formdetails. | Vertreibt Luftblasen. Defekte verhindern (Lücken, schwammige Textur) |
| Zeit | Vervollständigt die Reaktion. | Zu kurz: Das Produkt ist schwach, was zu einer „Unterhärtung“ führt. Zu lange: Gummi ist spröde, was zu einer „Überhärtung“ führt. |
Profi-Tipp: Pflanzen verwenden Sensoren, um den Sweet Spot für beste Ergebnisse (beste Aushärtungszeit) zu bestimmen.
Formen: Meister der Form
Der Hauptzweck der Form: Sie verleiht dem Endprodukt Form, Größe und Oberflächenstruktur. Formen sind Präzisions-Ausstechformen aus Metall, die dem Produkt seine präzisen Abmessungen (sogar bis zu 0,01 mm!) verleihen, ihm Oberflächenstrukturen verleihen (glatt, griffig oder gebrandet) und die Konsistenz über Tausende von Teilen hinweg aufrechterhalten.
Keine Formen, keine komplexen Formen : Einfache Gummiplatten erfordern keine Form; Komplexe Teile (wie O-Ringe und Schuhsohlen) erfordern maßgeschneiderte Formen. Von Autowischern bis hin zu Handyhüllen – alle Gummiartikel, die Sie verwenden, basieren auf dieser Wissenschaft.
Hauptmethoden des Gummiformprozesses
Natürlicher oder synthetischer Rohkautschuk wird einem Prozess des Mischens, Formens und Härtens (oder Vulkanisierens) unterzogen, um formbaren Kautschuk herzustellen . Dadurch entsteht ein Material, das sehr formbar, belastbar und elastisch ist. Das Folgende ist eine Tabelle der wichtigsten Gummiarten Formverfahrensmethoden .
| Verfahren | Prinzip | Besonderheit/ Anwendung |
| Formpressen | Vorgeformt Gummimischung wird in einen erhitzten Formhohlraum gegeben, dann wird die Form geschlossen und zur Vulkanisation unter Druck gesetzt. | Ziemlich einfache Ausrüstung und preiswerte Formen. Geeignet für kleine bis mittlere Losgrößen, sehr große oder dickwandige Teile. Ziemlich geringer Wirkungsgrad. |
| Transferformen | Im Einfüllhohlraum wird die Gummimischung vorgewärmt und plastifiziert . Anschließend wird die Masse zur Vulkanisation über den Fließkanal mittels Kolbendruck in den geschlossenen Formhohlraum eingespritzt. | Höhere Produktmaßgenauigkeit , weniger Grate und die Möglichkeit, komplexere Teile und solche mit Einsätzen zu formen. Höhere Effizienz als Formpressen. |
| Spritzguss | Ähnlich wie beim Kunststoffspritzguss wird die Gummimischung im Zylinder plastifiziert und zur Vulkanisation unter hohem Druck und hoher Geschwindigkeit durch die Schnecke oder den Kolben in den geschlossenen, beheizten Formhohlraum eingespritzt. | Höchste Effizienz, hoher Automatisierungsgrad, hohe Präzision, minimaler Grat und geeignet für große, komplexe und präzise Bauteile. Höchste Ausrüstungs- und Formkosten. |
| Extrusion | Eine Plastifizierung der Gummimischung wird erreicht ein Extruder und wird durch eine Düse kontinuierlich zu einem Profil (Rohr, Stab, Streifen oder Profil) mit konstantem Querschnitt extrudiert. Die Aushärtung des Profils erfolgt durch anschließende Vulkanisation (Heißluft, Mikrowelle oder Salzbad). | Anwendungen: Schläuche, Dichtungsbänder, Draht- und Kabelummantelungen, Profile usw. |
| Kalandrieren | Die Gummimischung wird durch eine Reihe rotierender heißer Walzen geführt und dabei zu einer Folie oder einem Stoffüberzug (z. B. Reifencord) mit der gewünschten Dicke und Breite kalandriert. | Anwendungen: Folie, Klebeband (z. B. Innenfolien) und bestimmte Blattmaterialien. |
| Tauchformen | Eine Form (Patrize) wird in eine Latex- oder Gummilösung getaucht. Es wird entnommen und getrocknet und dann vulkanisiert, um ein hohles Produkt (z. B. Handschuhe, Ballons und Kondome) herzustellen. | Ideal für dünnwandige, hohle und Einwegartikel. |
Gummimaterialien: Vom Rohkautschuk bis zur formbaren Mischung
Gummimaterialien
Sie werden im Allgemeinen in zwei Kategorien unterteilt: Naturkautschuk und Synthesekautschuk . Naturkautschuk (NR), der hauptsächlich aus Kautschukbäumen gewonnen wird, verfügt über eine ausgezeichnete Elastizität, Abriebfestigkeit und Zugfestigkeit und wird häufig für die Reifen- und Schlauchproduktion verwendet. Synthetischer Kautschuk (SBR, BR, NBR, EPDM, CR, IIR, FKM, Silikon, AU/EU usw. ) wird künstlich hergestellt und verfügt über eine breite Palette von Sorten mit unterschiedlichen Eigenschaften, um spezifische Anforderungen wie Ölbeständigkeit und Hitzebeständigkeit zu erfüllen. Sie werden häufig in der Automobil-, Industrie- und Medizinindustrie eingesetzt.

Das primäre Rohmaterial Materialien aus Gummi Zu den Produkten zählen Rohkautschuk, Compoundiermittel, Fasermaterialien und Metallmaterialien. Rohkautschuk ist der Rohstoff; Compoundiermittel sind Hilfsstoffe, die zur Verbesserung bestimmter Eigenschaften von Gummiprodukten verwendet werden . Fasermaterialien (Baumwolle, Leinen, Wolle und andere künstliche und synthetische Fasern) und Metallmaterialien (Stahldraht und Kupferdraht) bilden das Grundgerüst von Gummiprodukten mit der Wirkung, die mechanische Festigkeit zu stärken und Verformungen einzuschränken. Als nächstes werde ich mich auf die Bedeutung des Compoundierens bei der Herstellung von Gummiprodukten , die primären Compoundiermittel und den Mischvorgang konzentrieren. Ich hoffe, dass dies nützlich sein wird.
Die Bedeutung von Compoundierung
Es wird verwendet, um die Verarbeitbarkeit zu verbessern, Kosten zu minimieren und bestimmte Eigenschaften wie Festigkeit, Verschleißfestigkeit, Ölbeständigkeit, Wetterbeständigkeit und Flammschutz zu verbessern oder zu verleihen.
Vulkanisationssystem: Vulkanisationsmittel (Schwefel, Peroxide usw.), Beschleuniger und Aktivatoren (z. B. Zinkoxid und Stearinsäure).
Verstärkende Füllstoffe: Kieselsäure, Ruß, Kalziumkarbonat usw. (zur Verbesserung der Festigkeit und Verschleißfestigkeit sowie zur Kosteneinsparung).
Schutzsystem: Antiozonantien, Antioxidantien und Lichtstabilisatoren (zur Verzögerung der Alterung).
Weichmachende Weichmacher: Verbessern die Fließfähigkeit der Verarbeitung und die Leistung bei niedrigen Temperaturen.
Verarbeitungshilfsmittel: Klebrigmacher, Dispergiermittel usw.
Mischvorgang
Der Vorgang des gleichmäßigen Mischens von Rohkautschuk oder plastifizierter Gummi mit anderen Compoundiermitteln. Ziel ist die Verbesserung der physikalischen und mechanischen Eigenschaften von Gummiprodukten, der Verarbeitungsleistung und der Produktionsökonomie. Dabei handelt es sich um den Prozess der gleichmäßigen Verteilung fester und flüssiger Materialien, einschließlich Füllstoffen, Verstärkungsmitteln, Beschleunigern und Vulkanisationsmitteln, im Gummi, sodass der Gummi konsistente Eigenschaften aufweist. Unsachgemäßes Mischen kann bei der weiteren Verarbeitung zu Anbrenn- und Frostproblemen führen und die Produktqualität beeinträchtigen.
Gummiformgeräte und Formen
Hauptformausrüstung
Plattenvulkanisator:
Ähnlich wie bei einem riesigen Eisen werden obere und untere beheizte Platten verwendet, um eine hohe Temperatur zu erzeugen und gleichzeitig eine Klemmkraft auszuüben, um den Gummi zu komprimieren. Es kann beim Formpressen (z. B. Dichtungen) verwendet werden. Transferformen (mit Läufersystemen) und beheizten Platten. Es ist einfach zu bedienen und eignet sich für die Produktion kleiner bis mittlerer Stückzahlen.
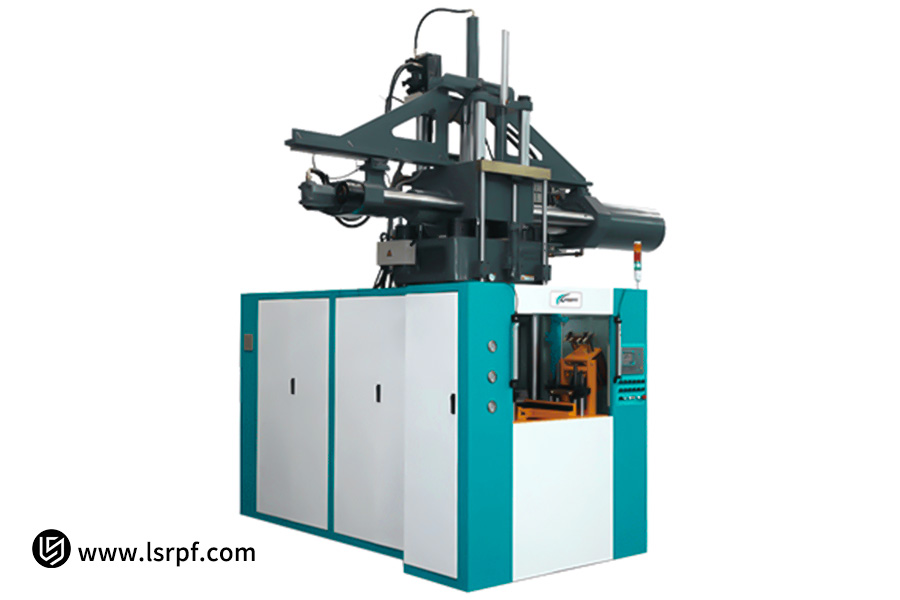
Gummispritzgießmaschine:
Wie eine medizinische Spritze schmilzt die Plastifiziereinheit den Gummi, der Einspritzeinheit sorgt für die Hochdruckeinspritzung in die Form und die Schließeinheit schließt die Form. Es kann verwendet werden, um präzise und komplizierte Teile (z. B. Öldichtungen für Automobile) mit hoher Effizienz und wenig Abfall herzustellen.
Extruder:
Wie bei einer Nudelmaschine drückt die rotierende Schnecke den Gummi durch die Matrize nach vorne, um eine kontinuierliche Form (z. B. Schlauch, Dichtungsstreifen) zu erzeugen. Für Extrusionsformen Es besteht aus einer Schnecke, einem Zylinder, einer Matrize sowie einem Heiz- und Kühlsystem . Seine Heiz- und Kühlsysteme steuern die Temperatur präzise, um eine stabile Extrusion zu gewährleisten.
Kalander:
Der Kalander besteht aus mehreren Präzisionswalzen, ähnlich einem Nudelholz, und presst die Gummimischung zu einer gleichmäßigen Folie oder beschichtet sie auf einer Stoffoberfläche (z. B. Reifencord). Der Walzenspalt kann zur Kontrolle der Dicke auf 0,1 mm eingestellt werden.
Werkzeuge
Material: Normalerweise aus hochfestem Formstahl wie P20, H13 oder einer Aluminiumlegierung. Geeignet für Versuchsformen und Kleinserien.
Das entscheidende Design: Zu den Überlegungen gehören das Hohlraumdesign, die Trennfläche, Angusskanäle/Anschnitte (Einspritzung/Übertragung), Entlüftung, Heiz-/Kühlsysteme und der Auswurfmechanismus.
| Element | Funktion |
| Hohlraum | Der „negative Raum“ im Formteil , die die endgültige Form und Größe bestimmt. |
| Trennlinie | Der Punkt, an dem sich die Form öffnet, bestimmt den Grat und die einfache Entformung. |
| Läufer/Tor | Der „Kanal“, der das leitet Gummimaterial in die Kavität (nur für Spritzguss-/Transferformen). |
| Lüftungsschlitze | Lassen Sie Luft ab, um Luftblasen zu vermeiden (Breite ca. 0,02 mm). |
| Kühlkanäle | Kontrollieren Sie die Formtemperatur und verkürzen Sie die Zykluszeit. |
| Auswerferstifte | Drücken Sie das fertige Produkt aus der Form. |
Kosten und Lebensdauer: Hierbei handelt es sich um große Investitionen in die Gummiformung, die sich direkt auf die Produktqualität und Produktivität auswirken.
Formen sind eine grundlegende Investition in die Gummiformung (sie machen 30–60 % der Produktionskosten aus). Stahlformen von hoher Qualität können mehr als eine Million Zyklen lang betrieben werden. Konstruktionsfehler können zu fehlerhaften Produkten und Produktionsausfällen führen, was zu erheblichen Kostensteigerungen führt.
Prozessparameter und -steuerung
Wichtige Prozessparameter
Temperatur: Fasstemperatur ( Injektion ), Formtemperatur und Aushärtetemperatur. Diese wirken sich direkt auf die Aushärtungsgeschwindigkeit und die Fließfähigkeit der Masse aus.
Druck: Einspritzdruck, Nachdruck und Schließkraft. Diese sorgen für Füllung, Verdichtung und Verhinderung von Graten.
Zeit: Einspritzzeit, Haltezeit und Aushärtezeit. Diese sorgen für eine vollständige Füllung und eine ausreichende Aushärtungsreaktion.
Mischungszustand: Achten Sie immer auf die Vorwärmtemperatur, die Plastizität oder die Mooney-Viskosität .
Bedeutung der Prozesskontrolle
Gewährleistet während der Produktion die Konsistenz von Charge zu Charge und minimiert den Ausschuss. Dazu gehört die genaue Messung und Dokumentation von Temperatur, Druck und Zeit.
Verwendung des Rheometers: Rheometer werden hauptsächlich bei der Gestaltung von Kautschukformulierungen, der Produktionsqualitätskontrolle und der Entwicklung neuer Produkte eingesetzt. Sie analysieren Veränderungen der Gummieigenschaften während des Vulkanisationsprozesses, um Gummimaterialien zu bewerten und zu optimieren. Es wird im Labor und online verwendet, um die Aushärtungseigenschaften der Gummimischung zu überwachen, z. B. T90, die optimale Aushärtungszeit.
Anwendungen von Gummiformprodukten
| Feld | Anwendung |
| Automobilindustrie | O-Ringe, Öldichtungen, Dichtungen, Stoßdämpfer, Aufhängungen, Schläuche, Dichtungsstreifen, Wischerstreifen und Reifen (Laufflächenextrusion/Formung). |
| Bauwesen und Ingenieurwesen | Brückenlager, Dehnungsfugendichtungen, Gebäudedichtstoffe, wasserdichte Membranen und Stoßdämpfer. |
| Industrieausrüstung | Verschiedene Dichtungen, Förderbänder, Gummirollen, Auskleidungen, stoßdämpfende Komponenten und flexible Verbindungen. |
| Elektronik und Elektronik | Isolierung und Ummantelung von Drähten und Kabeln, Knöpfen, Dichtungsringen und Isolierdichtungen. |
| Medizinisch | Medizinische Katheter, Infusionsschläuche, Dichtungen, Handschuhe (imprägniert), Schnuller und Prothesenteile. |
| Konsumgüter | Schuhsohlen, Spielzeug, Küchenartikel (z. B. Spatel), Griffe für Sportgeräte und Tauchausrüstung. |
| Luft- und Raumfahrt | Kraftstoffsystemkomponenten, Stoßdämpfer und Hochleistungsdichtungen (die Spezialkautschuke wie FKM erfordern). |
FAQs
1. Was ist der Hauptunterschied zwischen Gummiformteil und Kunststoffformteil?
Der grundlegende Unterschied ist die Vulkanisation (Vernetzung). Kunststoffformen , also Spritzgießen und Extrudieren, ist hauptsächlich ein physikalischer Prozess des Schmelzens und Abkühlens, um die Form zu fixieren Gummiformteil ist ein chemischer Prozess und muss einen Vulkanisationsschritt beinhalten. Kunststoffe fließen plastisch, Gummi dagegen elastisch. Bei Kunststoffen ist das Produkt fertig, sobald der Formvorgang abgeschlossen ist; Beim Gummiformen ist jedoch nach dem Formvorgang ein Vulkanisationsschritt erforderlich.
2. Welches ist das beste Gummiformverfahren?
Spritzgießen ist im Allgemeinen das effektivste Verfahren, insbesondere für großvolumige, kompliziert geformte und präzise Kleinteile. Es verfügt außerdem über einen hohen Automatisierungsgrad, kurze Formzyklen und minimaler Abfall. Das zweiteffektivste Formverfahren ist das Transferformen. Formpressen ist zum Formen von Gummi weniger effektiv als Spritzgießen.
3. Wie wähle ich das richtige Gummiformverfahren für mein Produkt aus?
Abhängig von der Produktform , wenn das Produkt komplex ist oder Einlagen, Einspritzungen usw. aufweist Transferformen ist die Präferenz. Handelt es sich bei dem Produkt um ein einfaches Teil , ist das Formen vorzuziehen. Für einen konstanten Querschnitt ist Extrusion zu bevorzugen. Für dünnwandige Hohlprodukte , eintauchen ist die Präferenz. Aufgrund des Produktionsvolumens ist bei Großserien das Spritzgießen zu bevorzugen. Für kleine und mittlere Serien ist das Pressen oder Spritzpressen zu bevorzugen. Für eine hohe Maßgenauigkeit ist Spritzguss oder Spritzpressen erforderlich. Aus Kostengründen sind Spritzgussgeräte am teuersten und Formpressen am kostengünstigsten. Auf der Grundlage des Produkts Materialeigenschaften B. hochviskose oder wärmeempfindliche Kautschuke, kann Pressen oder Spritzpressen gewählt werden. Aufgrund der Produktgröße werden große und dicke Produkte meist formgepresst.
4. Warum müssen Gummiprodukte „vulkanisiert“ werden? Ist eine Herstellung ohne Vulkanisation möglich?
Nein. Unvulkanisierter (Roh-)Kautschuk hat lineare Molekülketten und weist daher eine geringe Festigkeit, leichte Verformbarkeit, geringe Verschleiß- und Lösungsmittelbeständigkeit sowie eine hohe Temperaturempfindlichkeit auf und ist daher für die Praxis unbrauchbar. Durch die Vulkanisation werden die linearen Molekülketten chemisch zu einer dreidimensionalen Netzwerkstruktur verbunden Vernetzung bindet Gummi und verleiht ihm wertvolle Eigenschaften wie hohe Elastizität, hohe Festigkeit, Verschleißfestigkeit, Lösungsmittelbeständigkeit, Temperaturbeständigkeit und Dimensionsstabilität. Ohne Vulkanisation gäbe es keine brauchbaren Gummiprodukte.
Zusammenfassung
Gummiformen ist ein wichtiger Herstellungsprozess, der Rohgummi durch den Vulkanisationsprozess in ein Produkt mit exakter Form und hervorragender Leistung umwandelt . Dies wirkt sich direkt auf die Lebensdauer und Zuverlässigkeit des Produkts aus. Die Auswahl eines Gummiformpartners ist eine strategische Entscheidung, die sich auf die Kernleistung Ihres Produkts auswirkt.
Erhalten Sie erstklassige Gummiformlösungen von LS! Basierend auf über 150 Jahren Erfahrung, Spitzentechnologie und strenger Qualitätskontrolle stellen wir die höchste Qualität Ihrer Gummiteile sicher. Kontaktieren Sie noch heute das LS-Expertenteam! Unabhängig davon, ob Sie Serienteile oder kundenspezifische Komponenten benötigen, LS bietet effiziente und stabile Lösungen zur Steigerung der Wettbewerbsfähigkeit Ihres Produkts. Wenn Sie sich für LS entscheiden, entscheiden Sie sich für eine Garantie für Qualität und Technologie!
Angesichts dieser höheren Herausforderungen, LS's CNC-Drehservice ist Ihr unverzichtbares ultimatives „Werkzeug“. Es steht für Präzision auf Industrieniveau, beispiellose Wiederholgenauigkeit und effiziente Produktivität und ermöglicht die perfekte, konsistente und effiziente Umsetzung Ihrer Designideen. LS wählen ist es, Ihrer außergewöhnlichen Handwerkskunst Präzisionskraft in Industriequalität zu verleihen.
Laden Sie jetzt Ihre Konstruktionszeichnungen hoch und erhalten Sie sofort Zugriff Angebot zum CNC-Drehen (CNC-Drehpreis), lassen Sie LS Ihre starke Unterstützung bei der Suche nach ultimativer Holzbearbeitungspräzision sein!

📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Serie Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Team
LS ist ein branchenführendes Unternehmen Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung, Blechfertigung, 3D-Druck, Spritzguss, Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. wählen LS-Technologie Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com


