
ニッケル合金レーザー切断サービスは、航空宇宙および海洋工学の厳しい要求に耐えるように設計された、高度に専門化された加工方法です。ニッケル合金の切断において、大きな熱影響部、微細な亀裂、再溶解スラグの付着といった、部品の廃棄につながることが多い業界の課題に効果的に対処します。このサービスでは、高出力レーザーと高純度ガス、温度制御技術を組み合わせることで、0.05mmの精密な公差、50μm未満の熱影響部、酸化物のない切断面を実現し、インコネルやモネルなどの最高品質の耐熱合金の加工要件を満たします。
航空宇宙および海洋工学におけるこのような状況下では、従来の機械加工会社は、ニッケル合金の熱物性に関する知識不足が主な原因で、冶金学的劣化の問題に直面することが非常に多い。本稿では、LS Manufacturingが長年培ってきた、加工損失を最小限に抑え、部品の寿命を延ばすことを目的としたプロセスソリューションについて詳細に解説する。

ニッケル合金レーザー切断サービスのコアプロセス概要と重要な結論
この章では、 ニッケル合金レーザー切断の主な技術パラメータ、技術規格、および顧客メリットについて概説し、購入者やエンジニアが主要な技術的ポイントを容易に理解し、最適な加工ソリューションを迅速に選択できるようにします。
| プロセス寸法 | 主要技術パラメータ | 実行基準 | 主な顧客メリット |
| 熱影響部(HAZ)の制御 | HAZ ≤50μm、パルスレーザー変調 | 航空宇宙疲労試験規格 | 粒界腐食と熱応力割れを防止します。 |
| 補助ガスプロセス | 純度99.999%の高純度窒素、圧力1.5MPa以上 | ISO 17025試験仕様 | 酸化のない切削が可能で、溶接不要の直接加工をサポートします。 |
| 寸法公差管理 | 標準部品の場合±0.05mm、薄板の場合±0.015mm | IATF 16949システム | 二次的な金型修理は不要で、精密な大量生産に適しています。 |
| プロセス能力管理 | Cpk ≥1.33、100 %フルサイズ検査 | 工業用精密加工規格 | 大量生産における欠陥ゼロ、サプライチェーンの安定性最大化。 |
| 表面仕上げ効果 | 表面粗さ Ra1.6~3.2μm、スラグ ≤0.02mm | 海洋腐食耐性規格 | 部品の耐腐食性と疲労寿命を向上させます。 |
主なポイント
- 熱制御は重要です。パルス変調レーザーのみが、熱影響部(HAZ)を50μm以内に非常に正確に制限し、材料端部での粒界腐食を回避するために適用できます。
- 空気の流れは必須です。純度99.999%の窒素ガスを1.5MPaで同軸吹き付けることで、完全に酸化物のない切断が可能になり、研削なしで直接溶接を行うことができます。
- サプライヤーの資格:カスタムニッケル合金部品を注文する前に、サプライヤーがIATF 16949システム認証を取得しており、100%プロセス能力指数(Cpk 1.33)の試験能力を有しているかどうかを確認することを強くお勧めします。
ニッケル合金のレーザー切断サービスにおいて、LS Manufacturingを信頼する理由とは?
一流のニッケル合金レーザー切断サービスの核心は、高度なプロセス知識と、高級合金の加工における様々な潜在的なリスクに完全に対処できる厳格な品質管理システムにあります。インコネル718薄板の加工を3ヶ月間実験した結果、通常のレーザー加工で製造された部品の不良率は35%にも達することが分かりました。
当然のことながら、ニッケル合金の機械加工は、工程ミスに対する許容範囲が非常に狭い。例えば、 ASTM B637では、高温合金の機械加工において、入熱量の偏差(3%)を厳密に管理する必要があると規定されている。実際の製造工程の実施において、我々のチームは、不具合の90%が不適切なパラメータの使用と不純物ガスの存在によるものであることを知った。
同時に、特殊部品については製造工程全体を通して完全なトレーサビリティを確保したいと考えています。そのため、モネル400とインコネル625を主要材料とするニッケル合金専用のパラメータデータベースを開発し、加工データを継続的に記録しています。IATF 16949認証システムを活用することで、部品の各バッチの一貫した性能を保証することが可能です。
高度な合金加工分野における継続的な努力のおかげで、当社は航空宇宙、半導体、海洋工学分野の多くのお客様にとって信頼できるパートナーとみなされており、安定した信頼性の高いカスタムレーザー切断サービスと、特殊なニッケル合金に関する課題に対する包括的なソリューションを提供しています。
成熟したプロセス蓄積と準拠した品質管理システムは、高品質なカスタムニッケル合金切削サービスの核心であり、ニッケル合金加工における不良品発生のリスクを完全に回避し、部品の品質と納期遵守を常に保証します。ハイエンド加工基準の基礎知識を習得するには、プロセス準拠に関するホワイトペーパーを無料でダウンロードできます。

ニッケル合金のレーザー切断において、熱影響部(HAZ)の制御がなぜ重要なのか?
実際、ニッケル合金部品の疲労耐久性を確保するには、熱影響部(HAZ)を正確に制御することが不可欠です。LS Manufacturing社は、レーザーパルスを制御する非常に高精度な手法を採用しています。これにより、インコネル718の切断におけるHAZを0.05mm以下に維持することが可能となり、熱応力割れの防止だけでなく、ニッケル合金レーザー切断サービスの全体的な動作安定性の向上にも大きく貢献しています。
過剰な熱影響部によって引き起こされる材料破壊メカニズム
高温合金のレーザー切断が依然として難しいのは、熱入力の制御が課題となっているためです。部品の品質に最も影響を与える要因の一つは、合金の熱応力がどのように蓄積されるかです。 レーザー切断における適切な熱制御技術は、この問題に対する最適な解決策となり得ます。さらに、ニッケル基合金は熱伝導率が低く、熱感受性が高いという特徴を持つ材料です。レーザー光を継続的に照射すると、端部での元素の偏析だけでなく、結晶粒構造の破壊も引き起こすことはよく知られています。
特に故障問題は、大きく2つのグループに分けられます。
- 粒界腐食に対する感受性:熱影響部が広すぎると、粒界で組成の不均衡が生じ、水分や腐食環境の影響下で部品の急速な劣化や亀裂が発生しやすくなります。
- 疲労強度の低下:熱変形によって内部残留応力が発生し、高周波負荷条件下では微小亀裂の拡大という形で現れる。
パルスレーザー加工と連続レーザー加工の効果の比較
レーザービームパルス変調技術の導入は、熱影響部(HAZ)を最小限に抑える上で大きな進歩です。適切に実施されたレーザー切断エッジの精密化により、切断面は未処理面のほぼ2倍滑らかになります。当社独自のプロセスパラメータデータベースのおかげで、3.0mm厚のニッケル合金を加工する際の温度制御は非常に簡単です。
| レーザーモード | ピークパワー | 動作周波数 | デューティサイクル | 微小硬度変動 | HAZ値 |
| 連続波レーザー | 8kW | 定出力 | 100% | ±25% | ≥120μm |
| 変調パルスレーザー | 12kW | 5000Hz | 35% | ±10% | ≤50μm |

図1:ニッケル合金板をレーザー切断している様子。精密な切断作業中に火花が発生している。
カスタムレーザー切断によるインコネル部品のドロスを除去する方法は?
高出力レーザーと高速ガスフラッシングを組み合わせることで、インコネル切断時に発生するドロスを効率的に除去でき、二次研削を必要とせずにドロスの厚さを0.02mmまで低減することも可能です。パラメータの精密なマッチングこそが、最高品質のインコネル部品のレーザー切断の真髄と言えるでしょう。
コアドロス除去パラメータの正確なマッチングソリューション
ノズルのエアフローを最適化することは、加工中のドロス堆積を防ぐための主要な対策の一つです。最新のレーザー切断におけるドロス除去技術は、様々なインコネル材料に対応できる柔軟性を備えています。生産現場での徹底的なテストを経て、インコネルの特性に応じた最適なレーザー切断パラメータセットを決定しました。
- ノズル:直径2.5mmの同軸ノズルを選択してください。これにより、1.5mmノズルと比較してガス洗浄がカバーする領域が60%拡大し、切断領域全体を確実にカバーできます。
- デフォーカス: -1.0mmから-2.5mmの範囲で調整しやすくなります。これにより、レーザーエネルギーが板金層の底面に集中し、溶融金属の除去が容易になります。
- ガス圧:非常に安定した1.8MPaの高純度窒素ガスを使用。高速気流により、ニッケル基金属の溶融液滴を即座に効率的に除去します。
効率性と精度を調和させる技術
インコネルのレーザー切断を2.5m/分の速度で行うと、スラグのない切断面が得られ、この速度レベルは量産効率と加工精度の良好なバランスを実現しています。標準化されたレーザー切断の速度マッチングは、パラメータの不均衡問題を防止するのに役立ちます。パラメータの不均衡は適切なスラグ除去に影響を与え、切断面の粗さにもつながることが実験的に確認されています。
精密なパラメータ調整により、インコネル製レーザー切断部品のスラグフリー効果と量産効率のバランスが取れ、精度と速度の両立という業界共通の課題を解決し、様々な精密量産プロジェクトに対応します。量産加工ニーズに対応するため、無料のカスタマイズDFMプロセスソリューションもご用意しています。
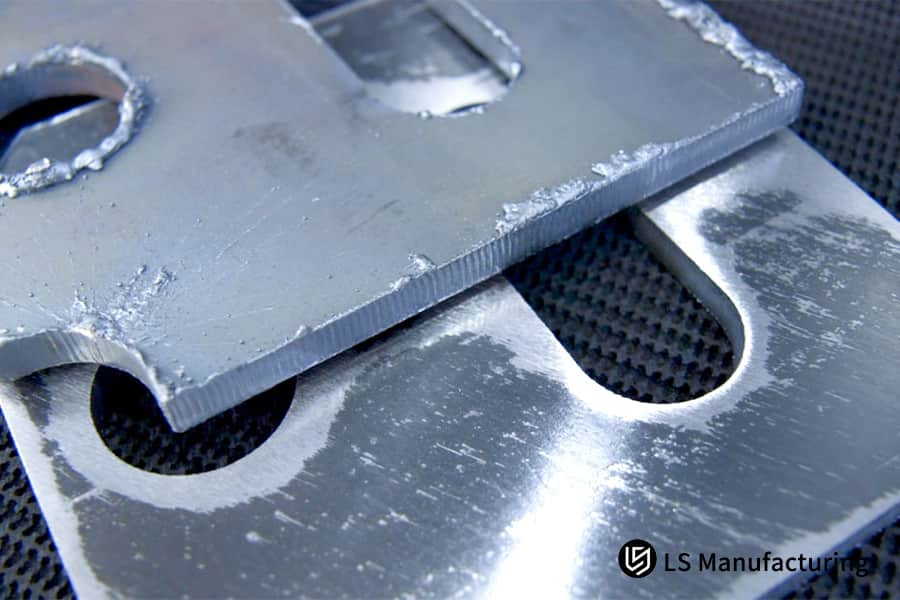
図2:レーザー切断後のきれいなエッジを持つニッケル合金部品。効果的なドロス除去が実証されている。
モネル合金部品メーカーにとって、ガスの純度が重要な理由とは?
モネル切断面の耐食性に最も影響を与える要素は、補助ガスの純度です。当社は信頼できるモネル部品メーカーとして、 99.999%の高純度窒素ガスを使用し、酸化物のない切断面を製造することで、問題なく直接溶接できる製品を実現しています。
不純酸素による材料損傷メカニズム
ガス純度による効果的な腐食防止は部品の耐久性を確保する上で不可欠であり、信頼性の高いレーザー切断ガス保護システムは高級ニッケル部品の加工における要となります。高品質のカスタムレーザー切断ニッケル部品には、加工ガスの純度が厳密に求められます。酸素がわずか0.1%でも残っていると、切断面に微細な銅の偏析が生じ、脆い酸化層が形成され、本来の耐腐食性を持つ材料構造が損なわれてしまいます。
こうした潜在的な損傷は肉眼では確認できません。しかし、塩水噴霧や湿度の高い海洋環境下では部品の腐食やひび割れが非常に速く進行し、結果として寿命が大幅に短くなります。
窒素純度の違いによる処理性能の比較
海洋工学分野におけるモネル製バルブ本体加工プロジェクトでの実務経験から、抗酸化技術を用いたレーザー切断は、材料の耐食性を大幅に向上させることができることが分かりました。ガスの純度によって加工結果が大きく変化することも確認されています。
| 窒素純度 | 塩水噴霧試験の所要時間 | 切断面の粗さ | 酸化層の状態 | 溶接適合性 |
| 99.9% 通常の窒素 | 720時間 | Ra ≥ 6.3μm | 明らかな黒色酸化層が存在する | 溶接前に研削が必要 |
| 純度99.999%の高純度窒素 | 720時間 | Ra 1.6~3.2μm | 酸化なし、明るい銀色の金属表面 | 研削なしの直接溶接 |
カスタムレーザーカットニッケル部品において、テーパーと速度のバランスをどのように取るべきか?
精密ビーム制御とは、厚手のニッケル合金板において、ビームの広がり率と切断速度のバランスを取り、 6mm厚の板の片側テーパーを0.5に制御する手法です。正確なビーム制御は、高品質なカスタムレーザー切断ニッケル部品を大量生産するための主要な条件の一つです。
テーパーが大きすぎる主な理由
レーザーエネルギーの深さ方向の分布は、厚板切断の垂直性に直接影響します。高度なレーザー切断厚さ適応技術により、さまざまなサイズの板材を加工できます。標準化されたレベルでのカスタムニッケル合金切断手順は、主にビーム形状を最適化します。従来の単一焦点レーザー加工では、ビームのエネルギーは板材の深さとともに非常に急速に減少し、上部で大きく下部で小さくなる切断溝が生成され、このようにしてテーパーが形成されます。
また、プレートが厚くなるほどエネルギー損失が大きくなり、テーパー偏差も大きくなるため、組み立て精度が低下するだけでなく、顧客から拒否される可能性もある。
独自のプロセス比率:速度と精度
空間光変調技術を応用することで、厚板の利用に合わせて「火炎キャップ」形状に沿ったレーザーエネルギーを制御することを目指します。レーザー切断寸法の校正により、制御された切断精度を実現できます。
- パラメータの組み合わせ: 5.0mm厚のニッケル合金板、14kWの電力、1.8m/分の速度、+0.5mmの正のデフォーカスパラメータを使用。
- 技術的な利点:深さ方向のエネルギー損失を定期的に補正することで、切削幅のずれを大幅に低減します。
- 実施結果:片側テーパー0.5の良好な制御が維持され、量産効率と垂直精度の絶妙なバランスが実現した。
専用のビーム制御プロセスにより、厚板切断時の過剰なテーパーの問題を完全に解決し、カスタムレーザー切断ニッケル部品の組み立て精度を大幅に向上させ、量産効率と寸法精度を両立させます。具体的な加工要件については、図面をご提出いただければ、詳細な見積もりをご提示いたします。

図3:レーザー切断したニッケル合金のクローズアップ。切断速度と刃先テーパーのバランスを最適化している。
100%の信頼性を保証する具体的な品質管理基準とは?
全次元非破壊検査と工程管理は、部品の高い信頼性を実現するための主要な要素です。当社は、 Cpk1.33公差基準を満たす部品を保証するために、全工程にわたる精密検査を実施しています。これは、信頼性の高いカスタムニッケル合金切削加工における重要な品質管理システムです。
供給前材料の検証
材料組成の検証は、品質管理の主要な手段です。徹底したレーザー切断品質検査プロセスは、製品の欠陥を防ぐ強力な予防策となります。信頼できるモネル部品メーカーは、前処理段階で原材料の検査を実施します。高温合金のレーザー切断サービスでは、PMI社製のエネルギー分散型X線分光器(EDS)を用いて、原材料の組成を100%確認します。
当社では、インコネル625やモネル400などの材料に含まれるニッケル、クロム、モリブデンの比率を精密に測定することで、材料の混合や廃棄物による汚染を防ぎ、製品の品質を原料から管理しています。
加工および出荷時の包括的な検査
- 加工中モニタリング:デュアルクローズドループビジョンシステムを組み合わせることで、切断幅を測定するだけでなく、動的に調整し、 0.20mm±0.02mmの安定した範囲を実現します。 インテリジェントなレーザー切断リアルタイムモニタリングにより、加工の安定性が確保されます。
- 出荷検査: ISO 17025認証を受けた検査機関を使用し、寸法検査と元素欠陥検出の2つの別々の報告書が発行されます。
- システム保証:すべての工程がIATF 16949規格に準拠しているため、各部品の完全なトレーサビリティが確保されています。
調達予算は、レーザー切断によるインコネル部品にどのような影響を与えるのか?
当社が初期段階で実施したDFM(設計製造性)プロセス最適化の重要なポイントの一つは、ニッケル合金の購入コストを大幅に削減できることです。当社独自のネスティングソフトウェアは、材料利用率を88%以上に高めることができ、レーザー切断によるインコネル部品と組み合わせることで、非常に高い性能を実現します。
生産コストの主な内訳
購入コストの構成を分析することは、正確なコスト管理を実現するための有効な手段です。したがって、科学的なレーザー切断コスト最適化は、大量生産における損失削減の鍵となります。プロによるインコネルレーザー切断プロジェクトのコスト構造は非常に透明性が高く明確です。具体的には、材料費が65%、高純度ガス費が15%、設備稼働時間が20%であり、隠れた費用は一切ありません。
このコスト計算式は非常に精密で、業界でも一般にはあまり公開されていません。さらに、これはお客様向けにカスタマイズしたコスト削減ソリューションの中核を成すものです。
実際に私たちが活用しているコスト削減ソリューション
- レイアウト最適化:共通刃先切削加工法を用いることで原材料の利用効率を最大化し、部品間隔を5.0mmから2.5mmに縮小しました。
- 工程の効率化:非効率的な起動リードの長さを可能な限り短くすることで、材料の無駄と機械稼働時間のロスを削減できます。また、効率的なレーザー切断工程の簡素化により、生産能力を向上させることも可能です。
- バッチコスト償却: 50個、200個、1000個以上の注文に対応するため、異なる価格レベルが設定されています。大量購入することで、単価を大幅に削減できます。
科学的なDFM最適化とレイアウトプロセスにより、インコネルレーザー切断の全体的な調達コストを効果的に削減できます。透明性の高いコスト構造を活用することで、原材料の利用効率を最大化し、量産ロスを削減します。予算管理のニーズに合わせて、ワンクリックで無料のカスタマイズコスト計算を開始できます。

図4:レーザー切断された円形のインコネルおよびモネル部品の積み重ね。効率的な生産と材料利用を示している。
信頼できるニッケル合金レーザー切断サービスプロバイダーを評価する方法とは?
高品質なニッケル合金レーザー切断サービスサプライヤーを選ぶ際には、主に設備の精度と試験能力を評価基準とすべきです。標準的な手順では、最高級のニッケル合金レーザー切断サービスの要求を満たすことはできません。専門的な資格、技術的な障壁、標準化されたプロセスこそが、高品質なカスタムレーザー切断サービスを測る主要な要素となります。
コア技術資格の審査における留意事項
サプライヤーの技術力を評価することは、サプライチェーンのリスクを軽減するための非常に重要な手段です。 専門的なレーザー切断サプライヤー選定基準を用いることで、質の高いメーカーを効果的に特定できます。信頼できるモネル部品メーカーは、基本的な条件に加えて、3つの主要な要件を満たす必要があります。これらは、ニッケル合金レーザー切断サービスの品質を決定する主要な基準でもあります。
- 設備: 15kWの高出力ファイバーレーザーを搭載しており、インコネルおよびモネル特殊合金の加工が可能です。
- エンジニアリング能力:形状適合型変形防止治具を独自に開発する能力を有し、薄板や不規則な形状の部品の変形に関する問題を解決できる。
- データサポート:サンプル段階で、SPCシステムCpk1.33に付随するプロセス能力分析レポートを提供することが可能です。
劣悪な加工が潜む業界の隠れた危険性を特定する方法
コスト削減のために、 99.5%の通常の工業用窒素を使用するメーカーもありますが、ニッケル合金を切断すると脆い酸化層が形成され、部品の耐食性や耐疲労性が著しく低下し、短期間の使用で亀裂や破損につながります。非標準的な加工手順も、レーザー切断の標準偏差が低い典型的な問題の一つであり、完成品の品質に深刻な影響を与えます。
事例研究:LSマニュファクチャリング社製半導体用モネル製バルブダイヤフラムのレーザー切断によるカスタマイズ
最先端の半導体部品の加工には、非常に厳しい加工精度基準が求められます。最高品質のニッケル合金レーザー切断サービスは、製造が困難な極薄モネル部品の加工問題を解決し、精密部品の安定的な量産を保証します。
顧客の問題
大手半導体製造装置メーカーは、高圧バルブ用の0.25mm厚のモネル400製ダイヤフラムを緊急に必要としていた。この部品は、内部のガスが循環する部分であり、精度、安定性、疲労寿命に関して非常に厳しい要件が求められる。従来型のレーザー加工を行っていた既存のサプライヤーは、深刻な品質欠陥を抱えていた。
モネル合金は高い熱伝導率と高い熱感受性を併せ持っています。例えば、従来の方法で加工すると、残留応力が蓄積されやすくなります。適切なレーザー切断による薄板成形技術を用いることで、薄板の変形という問題を完全に解消できます。さらに、従来のカスタムレーザー切断ニッケル部品の加工では、部品の反り、15%を超える局所的な薄肉化、高圧サイクル試験中の熱影響部(HAZ)の微小亀裂発生率の高さなどが観察され、歩留まりゼロという結果に終わっています。
これらの問題は、一般的なカスタムレーザー切断によるニッケル部品加工においてよく発生し、量産遅延の主要因の一つとなっている。
LSマニュファクチャリングソリューション
この緊急の要請を受け、当社のエンジニアリング部門はDFMプロセスを全面的に見直し、従来の連続レーザー方式を完全に廃止し、マイクロ秒レベルの超短パルスレーザー切断プロセスを採用しました。これは、航空宇宙製造におけるレーザー切断シナリオの中でも最高レベルのものです。0.05msのパルス幅、6kWのピーク出力、8000Hzの高周波スポット照射により、単一点の熱作用時間を大幅に短縮し、測定された熱影響部(HAZ)はわずか15μmに抑えられています。
同時に、自作の真空吸着と冷気を一体化した治具は、薄板に負圧固定を施して変形を防ぐことができ、さらに1.6MPaの高純度窒素同軸吹き付けによる迅速な冷却とスラグ除去を組み合わせることで、プロ仕様のカスタムニッケル合金切断技術がもたらすメリットを十分に示しています。
結果と価値
4営業日以内に、最後の1500個の特注品が納品されました。CMMによる完全な検査の結果、スラグや薄肉化がなく、寸法公差は0.015mmであることが判明しました。また、 20万サイクルの高圧疲労試験にも完全に合格しました。当初の協力関係の後、顧客は直ちにその関係を終了し、該当製品ラインの唯一のグローバルサプライヤーとして当社を指名し、3年間の量産契約を締結しました。
パルス技術のカスタマイズと専用工具の製造により、当社のプレミアムニッケル合金レーザー切断サービスは、極薄精密加工を容易にし、薄板の変形、亀裂、寸法誤差といった問題を完全に解決します。半導体精密加工の事例集も多数ご用意しておりますので、ご参照の上、ご検討ください。

よくある質問
Q1:レーザー切断できるインコネル材の最大厚さはどれくらいですか?
当社では、完全自動化された15kWファイバーレーザー切断システムを使用しています。このシステムは、耐熱合金の主要2種類であるインコネル718とインコネル625を、最大厚さ12.0mmまで、確実かつきれいに切断することが可能です。また、片面切断におけるテーパーを0.8の精度で制御することもできます。
Q2:加工中にモネルの切断面が酸化するのを防ぐにはどうすればよいですか?
切断ヘッドに1.8MPaの高圧、純度99.999%の超高純度窒素ガスを連続的に同軸注入します。これにより、加工領域から酸素を完全に排除し、溶融金属の不純物を迅速に除去するとともに、モネル400の切断面を明るい銀色の金属色に保ち、酸化や黒ずみの問題を完全に解決します。
Q3:貴社特注ニッケル合金の切削加工において、0.05mmの公差は達成可能ですか?
はい、そうです。厚さ4.0mm以下のニッケル合金板材部品の場合、高精度ボールねじ駆動と閉ループフィードバック制御システムを組み合わせることで、 0.05mm以内の直線寸法公差を確実に維持できます。この能力は、航空宇宙分野の精密組立要件を満たしています。
Q4:正確な製造見積もりを取得するには、どのような詳細情報を提供する必要がありますか?
お客様は、インコネル718などの特定の材料グレードを示す2D/3D図面を提供する必要があります。図面は、 DXF、DWG、STEPなど、広くサポートされている形式のいずれかである必要があります。さらに、正確な見積もりを取得するために、公差範囲、表面粗さの基準、および正確な最小注文数量を明記する必要があります。
Q5:インコネルのレーザー切断には最低注文数量がありますか?
難易度の高い特殊ニッケル合金であるインコネルのレーザー切断には、最低注文数量は設けておりません。これは、お客様の研究開発テストや試作品の反復作業を支援するためです。単体サンプルの製作により、48時間以内にサンプルを迅速に作成できるため、さまざまな小ロットの研究開発ニーズに容易に対応できます。
Q6:貴社のレーザーカットされたニッケル合金部品は、航空宇宙用途向けに認証されていますか?
実際、まず、製品の品質を保証するため、当社の生産拠点はIATF 16949およびISO 9001品質マネジメントシステム規格の両方の認証を取得しています。さらに、当社が納入するニッケル合金部品にはすべて、製鉄所からの原産地証明書と製品トレーサビリティレポートが添付されており、航空宇宙用途における最高水準を完全に満たしています。
Q7:薄肉のカスタムニッケル部品が変形しないようにするには、どのような対策を講じていますか?
単に大型の銅製水冷式コンフォーマル治具でワークピースを固定するだけでは不十分です。重要なのは、セグメント化されたスキップカットレーザーパスを使用することで、局所的な熱の蓄積を効果的に分散させることです。これにより、薄肉部品の加工中の温度上昇を80℃以下に厳密に制御することができ、熱変形の問題を根本から解消できます。
Q8:カスタムニッケル合金部品の一般的な納期はどれくらいですか?
標準的な試作品開発および少量生産のカスタムオーダーの場合、納期は3~5営業日です。また、お客様から標準図面をご提供いただき、かつ十分な原材料在庫がある場合は、国際物流を利用して24時間以内に緊急サンプル注文を発送し、緊急のプロジェクト要件に効率的に対応いたします。
まとめ
ニッケル合金のレーザー切断は、単なる板金加工方法ではなく、冶金技術、高精度な光学制御、確立された品質管理基準の活用を伴う、非常に高度な特殊製造プロセスです。インコネルやモネルなどの特殊合金の加工における主な難点は、熱影響部の制御、切断溝の除去、ガス保護、寸法精度とその他の要素とのトレードオフに関係しています。
LS Manufacturingは、15kWの高出力レーザー加工機、99.999%の高純度窒素保護システム、およびIATF 16949規格に準拠したプロセス制御を用いることで、航空宇宙、海洋工学、半導体などのハイエンド用途に適した、欠陥のない0.05mmの公差を持つ部品を製造するという、業界の主要な課題を解決してきました。完全に測定された一連のプロセスパラメータと当社独自の品質管理基準により、部品の不良、製品寿命の短さ、サプライチェーンの信頼性の低さといった顧客の課題を完全に解決しました。
インコネルのレーザー切断において、深刻な切断溝の発生、歩留まりの低下、精度不足といったサプライチェーン上の課題に直面している場合、一般的な加工工場に時間と予算を無駄に費やす必要はありません。今すぐDXF/STEP形式で設計図面をアップロードしてください。経験豊富な当社のプロセスチームが、確かなプロセスデータに基づき、 12時間以内に専門的なDFM分析、公差評価、段階別見積もりを提供し、プロジェクトの品質と納期効率を確保します。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


