工具鋼レーザー切断サービスは、HRC 58~62の硬化工具鋼に対応しているだけでなく、従来のワイヤーカットの非効率性や高コスト、一般的なレーザー切断による熱損傷といった業界全体の課題にも対処できる、柔軟な製造方法の一種です。
熱影響部を0.03mmに制御できるだけでなく、0.01mmの量産公差を安定して満たし、鋼材の元のHRC 58+硬度を100%維持できるため、最高レベルの金型製造における重要な加工技術となっています。ワイヤ放電加工を用いた不規則形状の焼入れ工具鋼の従来の加工方法では、サプライチェーンの生産効率が大きく制限されていました。
精密工具鋼レーザー切断における主要な結論の概要
本章では、工具鋼レーザー切断における主な技術革新と性能上の利点について概説します。すべての数値は生産現場での測定結果に基づいており、B2B加工業者選定の根拠として安心してご利用いただけます。
| コアプロセスモジュール | 主要技術パラメータ | 処理性能 | 顧客メリット |
| 短パルス変調技術 | パルス幅≤15μs、動作サイクル25%~35% | 熱影響部(HAZ)が0.03mm以下であれば、微細な熱亀裂は発生しません。 | 鋼本来の耐摩耗性を維持します。 |
| 高圧窒素保護システム | 18バールの超高圧、純度99.999%の高純度窒素。 | 切断面に酸化やスラグは見られない。 | 二次粉砕が不要なので、工程が短縮されます。 |
| 超高精度工作機械制御 | 位置決め精度±0.003mm、動的フォーカス補正機能付き。 | 安定した量産公差±0.01mm。 | 精密組立の要件を満たしています。 |
| 材料パラメータの個別校正 | 3500~4200Hzのパルス周波数、フラットトップビーム整形。 | 表面粗さRa ≤1.6μm | ワークピースの嵌合精度を向上させます。 |
| 高速成形プロセス | ワンカット成形で、複数の仕上げ工程は不要です。 | 処理効率が15~20倍向上した。 | 処理コストが70%以上削減されました。 |
主なポイント
- 高周波短パルスファイバーレーザーは、熱影響部(HAZ)を0.03mm以下に制御することで、端部の軟化を防ぐ。
- 18バールの高圧純窒素による保護は、切断面の表面酸化を徹底的に除去できるため、安定した金属母材の硬度が保証されます。
- LSマニュファクチャリングは、独自の製造技術により、焼入れ工具鋼の量産における寸法変動範囲を0.01mm以内に抑えることに成功した。
LSマニュファクチャリングのレーザー切断および高精度焼入れ工具鋼部品に関する専門知識を信頼する理由とは?
高性能な高硬度部品の加工における根本的な競争優位性は、単一の装置の優位性からではなく、追跡可能な測定データと、規格に準拠した品質システムを持つことから生まれる。
業界の動向を参考に、チームが3ヶ月間かけて硬化工具鋼のレーザー切断パラメータの校正テストを行った結果、 ISO 13957:1997の品質基準を満たし、D2やH13などの高級鋼材にも対応可能な冷間切断プロセスシステムを開発することに成功しました。
焼入れ工具鋼の機械加工における公差は非常に厳しく、わずかな熱損傷でも加工物の廃棄につながる可能性があります。これが、実際の加工において私たちのチームが直面した最大の課題でした。この問題を解決するため、パルスとガスのパラメータを継続的に調整し、最終的に200回以上のプロセステストを実施しました。
また、当社が2度取得したISO 9001:2015認証に加え、当社のワークショップは、 座標測定機や微小硬度計としてだけでなく、加工、試験、補正のクローズドループ管理にも使用できます。当社独自の短パルス技術により、従来の方法で発生していた熱軟化や微小亀裂の問題を完全に解決し、約100社の製造企業が加工上のボトルネックを克服するお手伝いをすることができました。
優れた品質管理システムと数百セットに及ぶ測定済みプロセスデータに基づき、当社ブランドは加工欠陥のない高品質な硬化部品のレーザー切断加工を実現しています。加工上の問題が発生した場合は、個別技術相談をご利用いただけます。また、カスタマイズのご要望がある場合は、図面をご提出いただければ、お客様に合わせた加工ソリューションをご提供いたします。

カスタム工具鋼のレーザー切断は、なぜ硬化部品に微細な亀裂を引き起こすのか?
極端な熱サイクルは、高炭素高合金焼入れ工具鋼の特性を著しく損なう。レーザー加工中、発生する高熱によって瞬間的に過剰な引張応力が発生し、それが切断部に微細な亀裂を引き起こす。さらに、レーザー加工後の熱暴露、すなわち冷却によって新たなマルテンサイト変態が生じ、材料がさらに硬化し、靭性に悪影響を及ぼす可能性がある。これは、カスタム工具鋼のレーザー切断における主要な問題の一つである。
レーザー熱入力応力発生のメカニズム
マイクロクラックは主に高ピーク出力レーザー照射によって誘発されますが、低出力の熱制御レーザー切断では熱損傷をほぼ完全に防ぐことができます。ピーク出力4kW~6kWのレーザーパルスによるD2およびA2焼入れ工具鋼の溶融および蒸発は、わずか数マイクロ秒で起こります。熱伝導率が非常に低いため、材料は非常に急激な温度勾配を経験し、その結果、熱膨張とその後の急速な収縮が起こります。
微小亀裂の危険性と伝播効果
熱入力モデルを正確に制御できない場合、残留引張応力によって粒界の結合力が打ち破られ、材料に亀裂が生じ、深さ0.05mm~0.15mmの微小亀裂が形成される可能性があります。ミクロンレベルのレーザー切断は、熱影響部を正確に制御できるため、亀裂発生源を抑制できます。微小亀裂はワークピースの疲労源となり、高応力状態にあるワークピースでは、キャッピングや破壊といった不具合が発生する可能性があります。
- 即時的な影響:表面粗さが大きくなるため、切断面の滑らかさが著しく低下し、精密な組み立て要件には到底達しない。
- 遅延効果:加工物の構造的完全性の低下、加工物の寿命が50%以上短縮、顧客による交換費用の増加。熱応力の不均衡は、カスタム工具鋼のレーザー切断における微小亀裂の最大の原因です。

図1:レーザーカットされたステンレス鋼部品の積み重ね。精密な穴が開けられ、形状は様々である。
工具鋼のレーザー切断において、エッジの歪みなく±0.01mm以内の公差を実現するにはどうすればよいでしょうか?
工具鋼のレーザー切断において0.01mmの精度を安定的に維持するためには、動的焦点補正システムとリニアモーター駆動の工作機械が不可欠です。また、夏季の熱蓄積を抑制し、ワークピースの熱による反りや寸法誤差を防ぐために、低速のセグメント補間アルゴリズムを使用する必要があります。
高精度工作機械用ハードウェアサポート
高精度リニアモーターによる位置決めは、超高精度加工の基盤となります。クラックフリーレーザー切断では、高精度ハードウェアを使用することで、非破壊加工効果を実現します。本装置は両面リニアモーターガントリー構造を採用し、位置決め精度は0.003mmと業界標準をはるかに上回ります。そのため、焼入れ鋼の精密加工を強力にサポートします。
動的エネルギーおよび軌道制御技術
従来、連続レーザーは鋭角部や小さな穴にエネルギーを集中させる傾向があり、その結果、材料の溶融、崩壊、変形が生じることが知られていた。一方、ミクロンレベルの経路分割技術に基づくパラメータ制御レーザー切断は、様々な不規則形状の構造物の加工要件に対応できる。
- 電力適応調整:半径R0.5mmの小さな円弧を切断する際、単位長さあたりのエネルギー入力を一定に保つため、電力は3kWから1.2kWまで直線的に減少します。
- フォーカス安定制御:容量センサーを使用することで、ノズルとワークピース間の距離を0.3mm±0.02mmに固定し、フォーカスドリフト誤差をなくします。
高性能なハードウェアと正確なパラメータ制御、この2つが、レーザー切断トレーニングを通じて工具鋼の0.01mmレーザー切断公差を維持するための重要なポイントです。高精度加工の事例研究をご覧いただいたり、精度向上技術に関する個別相談を受けたり、ワークピース加工が必要な場合は図面を提出して精密加工の見積もりを依頼することができます。
高硬度レーザー切断サービスは、熱影響部の軟化を防ぐことができますか?
プロフェッショナルな高硬度レーザー切断サービスは、 15秒の超短パルス変調と高周波冷間切断方式に基づいています。これにより、部品の熱影響部を低減し、鋼材本来の硬度を維持し、二次焼戻しによる軟化を防ぐことができます。
従来のレーザー加工における欠陥の軟化
- 非常に大きな熱影響部:従来の連続レーザー切断方法では、0.2mmの熱影響部が形成されます。その結果、鋼材表面の広い範囲が熱による損傷を受けます。高品質のレーザー切断は、この欠陥を完全に解消することができます。
- マトリックス硬度の急激な低下:熱焼鈍の発生により、当初HRC 60であった焼入れ工具鋼の硬度レベルが、一部の領域ではHRC 45以下にまで低下しています。
- 機能性の喪失:実際、硬度の低下は、鋼材本来の耐摩耗性や構造安定性といった生物学的特性を損ないます。そのため、加工されたワークピースは、ハイエンド金型の精密加工条件には適さなくなります。
準冷間加工耐軟化コア技術
低温レーザー切断効果を実現する一つの方法は、パルス幅変調を最適化することです。この技術では、25~35%のワークサイクルを用いてパルス幅を12~20秒に短縮し、 「準低温加工」に十分な冷却時間を確保します。レーザーエネルギーは、熱拡散前に切断工程を完了するために利用されます。顕微鏡検査に基づくと、0.02mmの切断における硬度低下はHRC 1.5未満です。

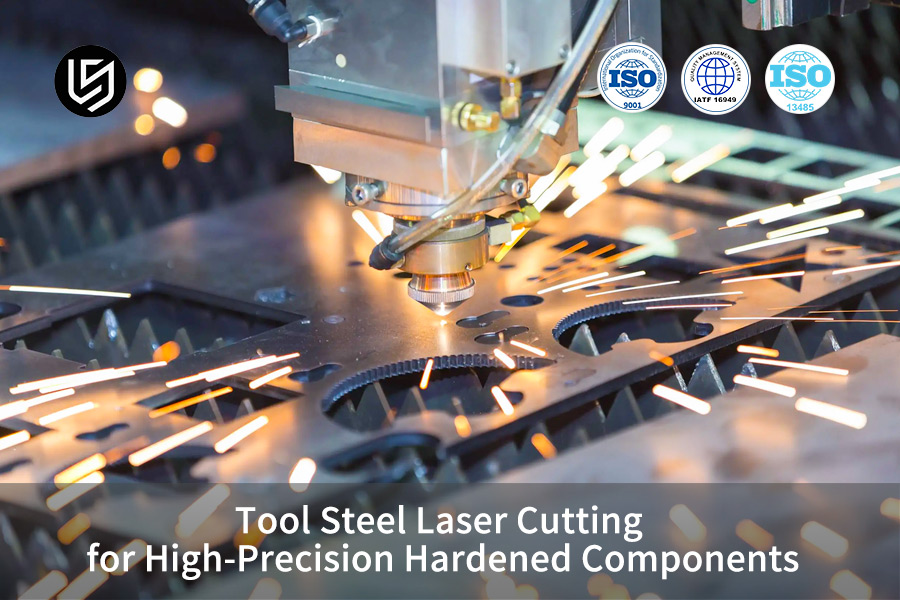
図2:レーザー切断ヘッドは、金属部品を精密に加工する際に、ビームと火花を発生させる。
D2鋼およびH13鋼の切断に最適なファイバーレーザー切断サービスのパラメータは何ですか?
高合金工具鋼の最適な加工条件は、出力2.5kW~3.5kW、周波数3500Hz~4200Hz、デューティサイクル30%、速度1.2m/分~1.8m/分です。これは切断品質と発熱量の良好なバランスであり、カスタム工具鋼のレーザー切断による量産に最適です。
差別化された鋼材パラメータ校正ロジック
合金組成が異なると溶融特性も異なるため、ある種類の工具鋼に適した加工パラメータが、他の種類の工具鋼には適さない場合があります。速度最適化レーザー切断では、異なる鋼材の加工特性に合わせて調整することが可能です。D2鋼とH13鋼は融点とレーザー反射率が大きく異なるため、それぞれに適したパラメータセットが必要です。
量産における最適なパラメータと結果
精密金型鋼の量産プロジェクトにおける当社の実務経験に基づくと、固定パラメータによって安定した加工結果が得られ、欠陥のないレーザー切断によって、ワークピースのロット全体にわたって一貫した品質が保証されます。
| 鋼材の種類 | 最適な電力 | 固定パルス周波数 | ノズル仕様 | 完成品の仕様 |
| D2工具鋼(3mm) | 3.0kW | 3800Hz | 1.2mm単層ノズル | Ra≤1.6μm、角度≤0.03mm |
| H13工具鋼(3mm) | 3.2kW | 3800Hz | 1.2mm単層ノズル | スラグフリー、安定した硬度HRC 58以上 |
工場では、硬化部品のレーザー切断において、どのようにガス圧を最適化しているのか?
一流メーカーは、99.999%の超高純度窒素(16~20バール)を使用し、高圧による機械的洗浄効果で溶融スラグを迅速に除去することで、激しい発熱酸化反応を効果的に抑制し、 硬化部品のレーザー切断における切断面の品質を確実に維持しています。
補助ガス選択の主な根拠
ガス反応温度を適切に制御することが極めて重要であり、安定した高品質のレーザー切断を実現するには、適切なアシストガスを選択することが不可欠です。酸素を用いた切断では、2000℃を超える高温になるだけでなく、切断面の脱炭や剥離を引き起こし、硬化鋼の重要な特性を損なうことになります。
高圧窒素大量生産最適化の詳細
高圧窒素による洗浄は、非破壊切断を容易にします。 低酸化レーザー切断では、空気を遮断し、酸化欠陥の発生を防ぐために、高圧窒素が必要です。18バールの高純度窒素は酸素を遮断し、溶融スラグを効果的に除去できるため、切断面には酸化やスラグの痕跡がなく、光沢のある金属色が現れます。
- 純度基準: 99.999%の超高純度窒素ガスを使用し、不純物を除去して切断部の汚染を防ぎます。
- 圧力範囲: 18バールの安定圧力で、厚さ3~5mmの焼入れ鋼の量産が可能。
超高圧・高純度窒素シールドは、酸化やスラグ堆積の問題を解消し、硬化部品のレーザー切断品質を向上させる上で重要な役割を果たします。ガスプロセス最適化の事例研究をご覧になり、ガス圧力調整技術に関する個別相談を受け、加工要件をご提出いただければ、詳細な加工見積もりをご提供いたします。
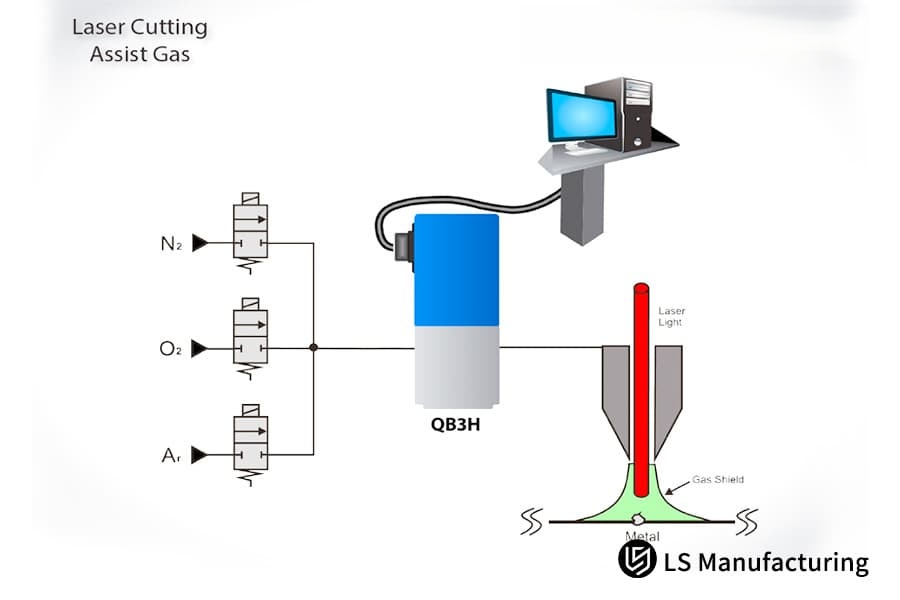
図3:レーザー切断プロセスの最適化のためのガス混合システム(N2、O2、Ar)の概略図。
工具鋼の精密レーザー切断が、従来の放電加工よりも優れている理由とは?
高精度レーザーを用いて工具鋼を切断する方法は、ワイヤ放電加工に比べて15~20倍高速です。特注電極が不要なだけでなく、少量生産の特注形状部品の製造において、コストと納期の大幅な短縮を実現し、柔軟な製造を全く新しいレベルへと引き上げます。
従来型放電加工機の慢性的な不足
ワイヤ電極の消耗が激しく、加工速度も遅いため、放電加工の効率は非常に低い。高速レーザー切断サイクルを採用すれば、この非効率性の問題を完全に解消できる。高精度仕上げ放電加工は複数回の仕上げ工程で行う必要があり、そのため部品1個あたりの加工時間が長くなり、消耗品費や設備減価償却費も高額になる。
レーザー切断の総合的な利点の比較
| 比較対象寸法 | ワイヤー切断 | 精密レーザー切断 | 顧客メリット |
| 加工時間(同一ワークピース) | 8時間 | 4.5分 | 配送サイクルが99%以上短縮されました |
| 単体加工コスト | 電極ワイヤーの高コストと機械稼働時間のコスト。 | 70%以上削減。 | 1個あたり200ドル以上のコスト削減 |
| 柔軟な生産能力 | 特注の電極が必要で、適応性が低い。 | ワンカット成形が可能で、複雑で不規則な形状の部品にも対応できます。 | 迅速なプロトタイピングと量産をサポートします |
| プロセス損失 | 設備の減価償却が速く、消耗品の消費量が多い。 | 電極の損失がなく、機器の損失も少ない。 | 長期的な調達コストの削減 |
高精度レーザー切断による工具鋼の加工は、従来の放電加工(EDM)と比較して、コストと時間の両面で画期的な進歩をもたらします。さらに、多様なカスタマイズシナリオにも柔軟に対応可能です。
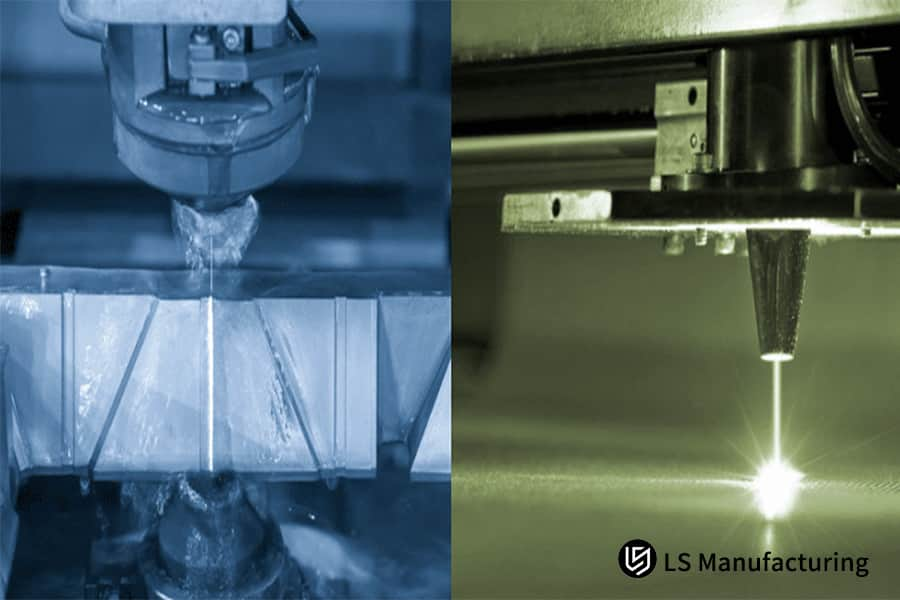
図4:工場内で、集束レーザービームが工具鋼のワークピースを高精度で切断している様子。
LS Manufacturingはどのようにして医療グレードのレーザーカット硬化部品をカスタム製造しているのでしょうか?
LS Manufacturingは、独自の超高圧気流制御と多軸レーザーマイクロマシニング技術により、医療外科手術器具用の高精度でカスタマイズされた硬化ガイドウェイを熱割れなく大量生産することに非常に成功し、 レーザー切断硬化部品のハイエンド加工要件を完全に満たしています。
顧客の課題
医療機器業界では、製品の品質、精密な硬度、亀裂のない動作など、特に硬化部品に関して非常に厳格な基準が設けられています。 医療グレードのレーザー切断技術は、最高級医療機器の厳しい加工要件を満たす優れたソリューションとなり得ます。顧客である大手海外医療機器会社は、硬度58~60HRCのD2工具鋼製の外科用ガイドウェイを製造する予定でした。複数のサプライヤーの製品に品質上の欠陥が見つかり、プロジェクトの延期につながる可能性がありました。
LSマニュファクチャリングソリューション
- 当社の技術チームは、従来の連続レーザー加工プロセスを改良するのではなく、波長1064nmの新しいパルスレーザーを採用することを決定しました。このレーザーは精密に調整されており、熱入力の制御も非常に正確です。
- パルス周波数を4000Hz、パルス幅を15秒と狭く保つことで、熱入力を最小限に抑えることができる。
- これは、19バールの超高純度窒素同軸ノズルを使用して行われ、レーザー切断は焦点位置を動的に追跡し、ノズル間隔は正確に0.15mmに保たれています。これにより、切断熱の迅速な放散、溶融金属の逆流防止、および熱応力の蓄積防止に役立ちます。
トラブルシューティングに役立つヒントをご紹介します。硬化鋼にレーザーで小さな穴を開ける際に、穴が開いてしまう場合は、穿孔時間を0.8秒に変更することで、穴が開くという欠陥を完全に解消できます。
結果と価値
座標測定機(CMM)による検査と微小硬度試験により、完成段階におけるすべての製品公差が0.01mm以内、熱影響部(HAZ)が0.02mm以内に安定して維持され、エッジ硬度が常にHRC 59であり、微小亀裂がないことが確認されました。
このソリューションにより、顧客は加工コストを65%削減でき、これはワークピース1個あたり320ドルのコスト削減に相当します。また、納期を大幅に短縮し、生産上のボトルネックを解消し、長期的な協力関係の構築にも役立ちます。
高度なプロセス調整と詳細な最適化により、レーザーカットされた硬化ワークピースが高度な医療精密加工分野で使用される道が開かれ、その品質は量産によって実証されています。プロジェクトの事例研究全体をご覧いただくことで、学習を深め、無料のDFM実現可能性分析を入手し、高精度ワークピース加工ソリューションをカスタマイズすることができます。

カスタム工具鋼レーザー切断サプライヤーのコストを左右する要因は何ですか?
精密工具鋼のレーザー切断の価格は、材料の重量だけで決まるわけではありません。コストを左右する主な要素は、加工物の複雑さ、金属の厚さ、鋼の硬度、そして寸法公差の厳しさです。これらの要素を把握することで、顧客は設計を微調整し、予算を管理することができます。
コストに影響を与える主な要因
材料の貫通の硬さは、加工時間だけでなく原材料費にも影響します。厚みに合わせて調整できるレーザー切断は、さまざまな板金加工シナリオに対応できます。コストに影響を与える主な要因は、大きく2つのカテゴリーに分類できます。
- 板厚の影響:鋼板の厚さが1mm増えるごとに、レーザーの貫通抵抗は幾何級数的に増加し、切断速度が大幅に低下し、機械稼働時間コストが継続的に増加します。
- 穴あけ加工における損失:硬化鋼の穴あけは非常に難しく、1つの穴を開けるのに0.5秒~2秒かかります。これは加工時間の増加だけでなく、ノズルの摩耗を早め、結果として材料費の高騰につながります。
許容誤差等級に基づくコスト差
公差等級の定義精度は、主に加工の難易度、ひいては価格を左右します。 公差制御レーザー切断のおかげで、異なる精度レベルに合わせて正確に異なる公差を設定することが可能になり、様々な公差規格間の技術的な違いは非常に大きくなります。
- 標準公差(0.05mm):最高の処理速度、全工程検査不要、最低の工程難易度、そして低い全体的な処理コスト。
- 超精密公差(0.01mm):機械速度を下げて100%オンライン全検査を実施する必要があり、高度な技術レベル、長い処理時間、そして全体的なコストの大幅な増加を伴います。
- 計算基準:コスト計算のための独自の計算式は以下のとおりです。単体加工機械時間コスト=切断時間×設備稼働率+窒素消費量×ガス単価。この計算式により、価格設定の透明性と正確性が向上します。
工具鋼レーザー切断メーカーの品質基準を評価する方法とは?
一流のレーザー切断サービス提供業者は、 IATF 16949およびISO 9001:2015の認証を取得しているだけでなく、加工物のクローズドループ品質チェックと工具鋼のレーザー切断公差の正確な管理のための精密試験装置を備えている必要があります。
ハードウェアテスト構成の標準
高品質な専門検査機器は、製品の品質を保証する上で欠かせない要素です。優れた検査機器とは、検査機器一式が、製品の外観、寸法、金属組織構造を完全に検査できる能力を備えているものに限られます。
全工程品質管理システム
レーザー切断工程全体にわたる確立された品質管理システムを持つメーカーのみが、安定したバッチ品質を提供できます。重要な管理手順は次のとおりです。
- 初回製品検査メカニズム:バッチの最初の製品をあらゆる面から検査し、工程上の逸脱を事前に検出することで、バッチの廃棄リスクを防止します。
- 工程統計管理:統計的工程管理(SPC)は、CPK値が1.33以上となるように安定して行われ、量産における安定性を保証します。
- 3つのコア検査:断面ストライプ分析、金属組織観察、および全寸法精度検査を含み、これらはクローズドループの製品品質管理を提供します。
熟練した人材、高精度な測定機器、そして徹底した工程管理は、工具鋼のレーザー切断における公差管理とバッチ品質の確保に不可欠な要素です。お客様の加工要件をお伝えいただければ、カスタマイズされた高品質な加工ソリューションをご提供いたします。
よくある質問
Q1:レーザー切断された焼き入れ工具鋼は、切断面が軟化しますか?
いいえ、エッジが軟化することはありません。高度な超高周波パルス変調と18バールの超高圧純窒素冷却法を組み合わせることで、プロセスからの熱入力をわずか数マイクロ秒に制限することができ、焼きなましによる軟化効果を完全に防止し、鋼の硬度を元の状態のまま維持します。
Q2:レーザー切断で焼き入れされた工具鋼を加工する場合、最大許容誤差はどれくらいですか?
高精度リニアモーター駆動装置とリアルタイムフォーカス閉ループフィードバックシステムを組み合わせることで、大規模生産においても焼入れ工具鋼の線形寸法公差を0.01mm以内に確実に制御することができ、非常に精密なハイエンド組立の要求に十分対応できる。
Q3:レーザー切断用の焼入れ工具鋼の価格は、なぜ通常の炭素鋼の価格よりも高いのですか?
焼入れ工具鋼は、高い硬度と強い熱感受性を持つ。加工には、微細亀裂を抑制するために低速かつ温度制御が必要となる。同時に、高圧・高純度の窒素ガスを大量に消費する。複雑かつ精密なパラメータ調整も必要となるため、装置の摩耗や加工コストは、通常の炭素鋼切削加工よりもはるかに高くなる。
Q4:レーザー切断は、厚さ10mm以上の焼入れ鋼板の加工に使用できますか?
高出力レーザー切断システムであれば、10mm厚の焼入れ鋼板を貫通することは可能です。しかし、厚板のレーザー切断を行う際には、熱の蓄積が大きな問題となります。0.02mmの高精度かつ亀裂のない高品質な加工を実現する理想的な加工条件は、主に5mm以下の厚さの板材で得られます。
Q5:レーザー切断面は、二次的なバリ取りや研削が必要ですか?
加工工程全体を通して、洗浄助剤として18バールの超高圧純窒素を使用することで、バリやスラグのない滑らかで清潔な切断面が得られます。表面品質が非常に高いため、二次研磨は不要です。切断面はそのまま組み立てたり、研磨したりできます。
Q6:カスタムレーザー切断用に、具体的にどのグレードの焼入れ工具鋼をサポートしていますか?
当社工場では、 D2、A2、O1冷間加工用金型鋼、H13熱間加工用金型鋼、M2高速度鋼など、一般的な高硬度工具鋼を容易に加工することができ、これにより、様々なハイエンド金型や精密部品のカスタマイズ要件を満たすことができます。
Q7:レーザー切断によって生じる局所的な残留応力は、加工物全体の構造に影響を与えますか?
従来の連続レーザーは、通常、多くの残留応力を発生させます。しかし、当社独自の超短パルス技術は、加工対象物の構造的完全性を損なうことなく、引張応力レベルを85%以上低減できるため、部品の長期的な使用安定性を保証します。
Q8:最小注文数量(MOQ)はいくつですか?試作品1点からの製造サービスも提供していますか?
当社ブランドは主にB2B向けハイエンド・フレキシブル製造サービスを提供しており、最低発注数量(MOQ)の制限はありません。研究開発用の試作品1点から、少量生産の試作、大規模な量産まで、標準的な専門技術サポートと加工サービスを問題なくご提供いたします。図面をアップロードするだけで、迅速かつ正確な見積もりと、お客様に合わせた加工方法をご提案いたします。
まとめ
焼入れ工具鋼の精密加工における主な難点は、精度、硬度、加工効率という3つの要素を効果的に両立させることにある。熱応力による微小亀裂、硬度低下、寸法誤差は、最高級金型の量産を阻む主な障壁となっている。
高周波短パルス熱制御、動的線形エネルギー調整、超高圧窒素保護を組み合わせたプロセスにより、従来の機械加工における業界の課題を完全に解決し、0.01mmの精度、ミクロンレベルの熱影響部、HRC 58以上の硬度保持率を備えた、途切れることのない高品質な機械加工結果を実現します。
硬化工具鋼の機械加工において、リードタイムの長期化、コストの高騰、製品品質の不適合といった問題でお困りの場合は、 2D/3D CAD図面をお送りください。経験豊富な当社の技術チームが、2時間以内に専門的なDFM評価レポートと正確な見積もりを作成し、お客様のプロジェクトを迅速に開始し、市場機会を最大限に活用できるようサポートいたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。 
