Le service de découpe laser de l'acier à outils est un type de fabrication flexible qui est non seulement compatible avec l'acier à outils trempé HRC 58-62, mais peut également être utilisé pour résoudre les problèmes d' inefficacité et de coût élevé de la découpe au fil traditionnelle et des dommages thermiques causés par la découpe laser générale.
Outre le contrôle précis de la zone affectée thermiquement à 0,03 mm, ce procédé permet de respecter une tolérance de production en série de 0,01 mm et de préserver intégralement la dureté initiale de l'acier (HRC 58+). De ce fait , il constitue une technologie de traitement essentielle pour la fabrication de moules de haute précision. Les méthodes traditionnelles d'usinage d'aciers à outils trempés de formes irrégulières par électroérosion à fil limitent considérablement l'efficacité de la chaîne de production.
Aperçu rapide des principales conclusions concernant la découpe laser de l'acier à outils de précision
Ce chapitre présente les principales innovations technologiques et les gains de performance de la découpe laser des aciers à outils. Toutes les données proviennent de mesures effectuées en production et peuvent servir sans hésitation de base au choix des procédés de fabrication B2B.
| Modules de processus de base | Paramètres techniques clés | Performances de traitement | Avantages pour le client |
| Technologie de modulation par impulsions courtes | Largeur d'impulsion ≤ 15 μs, cycle de travail 25 %-35 % | ZAT ≤ 0,03 mm, élimine les microfissures thermiques | Préserve la résistance à l'usure d'origine de l'acier. |
| Système de protection à l'azote haute pression | 18 bars ultra haute pression, azote de haute pureté à 99,999 % . | Aucune oxydation ni scories à la coupe. | Pas besoin de broyage secondaire , ce qui raccourcit le processus. |
| Commande de machines-outils ultra-précises | Précision de positionnement ±0,003 mm, compensation dynamique de la mise au point. | Tolérance de production en série stable ±0,01 mm. | Répond aux exigences d'assemblage de précision. |
| Étalonnage différencié des paramètres des matériaux | Fréquence d'impulsion de 3500 à 4200 Hz, mise en forme de faisceau à sommet plat. | Rugosité de surface Ra ≤ 1,6 μm | Améliore la précision d'ajustement des pièces. |
| Processus de formage à grande vitesse | Formage en une seule étape , sans avoir besoin de plusieurs opérations de finition. | L'efficacité du traitement a été multipliée par 15 à 20. | Coûts de traitement réduits de plus de 70 %. |
Points clés à retenir
- Les lasers à fibre à haute fréquence et à impulsions courtes contrôlent la zone affectée thermiquement (ZAT) pour qu'elle ne dépasse pas 0,03 mm , ce qui évite le ramollissement du bord.
- La protection à l'azote pur haute pression de 18 bars permet d'éliminer complètement l'oxydation superficielle de la coupe, garantissant ainsi la dureté de la matrice métallique stable.
- Grâce à une technique de fabrication particulière , LS Manufacturing est parvenue à maintenir la plage de fluctuation de la production en série d'acier à outils trempé à 0,01 mm.
Pourquoi faire confiance à l'expertise de LS Manufacturing en matière de découpe laser et de composants en acier à outils trempé de haute précision ?
L'avantage concurrentiel fondamental pour le traitement des composants trempés haut de gamme provient de la traçabilité des données de mesure et d'un système qualité conforme, plutôt que des avantages d'un seul équipement.
En nous appuyant sur les références du secteur et après trois mois de tests d'étalonnage par l'équipe des paramètres de découpe laser pour les aciers à outils trempés, nous avons mis au point avec succès un système de processus de découpe à froid conforme aux normes de qualité ISO 13957:1997 et compatible avec les aciers haut de gamme comme le D2 et le H13.
Les tolérances d'usinage de l'acier à outils trempé sont extrêmement strictes, et le moindre dommage thermique peut entraîner la mise au rebut d'une pièce. C'est le principal défi auquel notre équipe a été confrontée lors de la mise en œuvre. Pour résoudre ce problème, nous avons ajusté en continu les paramètres d'impulsion et de gaz, et avons finalement réalisé plus de 200 séries d'essais.
Et grâce aux certifications ISO 9001:2015 que nous possédons à deux reprises, notre atelier est non seulement bien équipé d'une suite de tests comprenant Cette machine à mesurer tridimensionnelle et cet appareil de microdureté permettent également une gestion en boucle fermée des processus, des tests et des corrections. Grâce à notre technologie exclusive d'impulsions courtes, nous avons résolu les problèmes de ramollissement thermique et de microfissures liés aux méthodes conventionnelles, ce qui nous a permis d'aider une centaine d'entreprises manufacturières à surmonter leurs difficultés de production.
Grâce à un système qualité rigoureux et à des centaines de données de processus mesurées, notre marque est capable de réaliser des découpes laser de composants trempés de haute qualité, sans aucun défaut. En cas de problème de traitement, vous pouvez bénéficier d'une consultation technique personnalisée. Pour toute demande spécifique, vous pouvez soumettre vos plans afin d'obtenir une solution sur mesure.

Pourquoi la découpe laser sur mesure de l'acier à outils provoque-t-elle des microfissures dans les composants trempés ?
Les cycles thermiques extrêmes altèrent fortement les propriétés des aciers à outils trempés à haute teneur en carbone et fortement alliés. Lors du fonctionnement du laser, la chaleur intense générée provoque des contraintes de traction instantanées excessives , à l'origine de microfissures dans la découpe. De plus, l'exposition thermique après traitement laser, c'est-à-dire le refroidissement, peut induire une nouvelle transformation martensitique et durcir davantage le matériau, ce qui nuit à sa ténacité. Il s'agit là d'un des principaux problèmes de la découpe laser d'aciers à outils sur mesure .
Mécanisme de génération de contraintes thermiques induites par laser
La microfissuration est principalement induite par l'émission laser de forte puissance crête. Cependant, la découpe laser à contrôle thermique et à plus faible puissance permet de prévenir presque totalement les dommages thermiques . La fusion et la vaporisation des aciers à outils trempés D2 et A2 par des impulsions laser d'une puissance crête de 4 à 6 kW se produisent en quelques microsecondes. Du fait de leur très faible conductivité thermique, ces matériaux subissent un gradient de température très important , entraînant une dilatation thermique suivie d'une contraction rapide.
Risques et effets de propagation des microfissures
En l'absence d'un contrôle précis du modèle d'apport thermique, les contraintes de traction résiduelles peuvent vaincre les forces de liaison aux joints de grains et fissurer le matériau, formant des microfissures d'une profondeur de 0,05 à 0,15 mm . La découpe laser à l'échelle micrométrique permet de circonscrire précisément la zone affectée thermiquement, inhibant ainsi l'amorçage des fissures. Ces microfissures peuvent engendrer de la fatigue dans la pièce, et des ruptures par coiffage ou fracture peuvent résulter de contraintes élevées.
- Effets immédiats : La régularité de la coupe est fortement réduite en raison d’une rugosité de surface élevée, loin des exigences de précision d’assemblage.
- Effets différés : intégrité structurelle altérée de la pièce, réduction de plus de 50 % de sa durée de vie , surcoût pour le client lié au remplacement. Le déséquilibre des contraintes thermiques est la principale cause de microfissures lors de la découpe laser d’acier à outils sur mesure.

Figure 1 : Empilements de pièces en acier inoxydable découpées au laser avec des trous précis et des géométries variées.
Comment contrôler la tolérance de découpe laser de l'acier à outils à ±0,01 mm près sans distorsion des bords ?
Pour garantir une tolérance de découpe laser de 0,01 mm sur l'acier à outils , il est impératif de disposer d'un système de compensation dynamique de la mise au point et d'une machine-outil à moteur linéaire. De plus, un algorithme d'interpolation segmentée lente doit être utilisé afin de limiter l'accumulation de chaleur en été et d'éviter les déformations thermiques et les écarts dimensionnels de la pièce.
Support matériel pour machines-outils de haute précision
Le positionnement précis par moteur linéaire est essentiel à l'usinage de très haute précision. La découpe laser sans fissures repose sur l'utilisation d'un matériel de haute précision, permettant ainsi un usinage non destructif. L'équipement, doté d'une structure à portique à moteur linéaire double face, offre une précision de positionnement de 0,003 mm, nettement supérieure à la norme industrielle. Il constitue ainsi un atout majeur pour l'usinage de précision de l'acier trempé.
Technologie de contrôle dynamique de l'énergie et de la trajectoire
Traditionnellement, les lasers continus concentrent leur énergie sur les angles vifs et les petits trous, ce qui entraîne la fusion, l'affaissement et la déformation du matériau. La découpe laser paramétrique , basée sur une technologie de segmentation de trajectoire à l'échelle du micron, permet de répondre aux exigences de traitement de structures de formes irrégulières.
- Ajustement adaptatif de la puissance : la puissance est réduite linéairement de 3 kW à 1,2 kW lors de la découpe de petits arcs R0,5 mm afin de maintenir l’énergie consommée par unité de longueur constante.
- Contrôle de la stabilité de la mise au point : grâce à un capteur capacitif, la distance entre la buse et la pièce à usiner est fixée à 0,3 mm ± 0,02 mm, ce qui évite toute erreur de dérive de la mise au point .
L'utilisation d'un matériel haut de gamme et un contrôle précis des paramètres sont essentiels pour garantir une tolérance de découpe laser de 0,01 mm pour l'acier à outils, grâce à une formation dédiée. Vous pouvez consulter des études de cas d'usinage de haute précision, bénéficier d'une consultation personnalisée pour optimiser la précision de vos pièces et soumettre vos plans pour obtenir un devis d'usinage de précision.
Un service de découpe laser haute dureté peut-il prévenir le ramollissement de la zone affectée thermiquement ?
Le service professionnel de découpe laser haute dureté repose sur une modulation d'impulsions ultracourtes de 15 secondes et des méthodes de découpe à froid haute fréquence . Ces techniques permettent de réduire la zone affectée thermiquement de la pièce, de préserver la dureté initiale de l'acier et d'éviter tout ramollissement dû à un revenu secondaire.
Atténuation des défauts des procédés laser traditionnels
- Zone affectée thermiquement très étendue : La méthode de découpe laser continue conventionnelle engendre la formation d’une zone affectée thermiquement de 0,2 mm. De ce fait, une grande partie de la surface de l’acier subit des dommages thermiques. La découpe laser de haute qualité permet de remédier intégralement à ce défaut.
- Chute brutale de la dureté de la matrice : En raison du recuit thermique, le niveau de dureté d'un acier à outils trempé initialement de 60 HRC a été réduit dans certaines zones jusqu'à un niveau inférieur à 45 HRC.
- Perte de fonctionnalité : En effet, la réduction de dureté altère les caractéristiques intrinsèques de l’acier , telles que la résistance à l’usure et la stabilité structurelle . C’est pourquoi la pièce devient impropre aux conditions de travail de précision des moules haut de gamme.
Technologie de noyau anti-ramollissement quasi-froid
L'optimisation de la modulation de largeur d'impulsion (MLI) est une méthode permettant d'obtenir des effets de découpe laser à basse température . Cette technique consiste à réduire la durée d'impulsion à 12-20 s, grâce à un cycle de travail de 25-35 %, offrant ainsi un temps de refroidissement suffisant pour un traitement quasi-froid. L'énergie laser est utilisée pour achever la découpe avant la diffusion thermique. D'après des tests microscopiques, la diminution de dureté est inférieure à HRC 1,5 pour une épaisseur de coupe de 0,02 mm.

Figure 2 : Une tête de découpe laser crée un faisceau et des étincelles tout en travaillant avec précision sur une pièce métallique.
Quels paramètres de découpe laser à fibre sont les plus adaptés à l'acier D2 et H13 ?
Les conditions de traitement optimales pour l'acier à outils fortement allié sont les suivantes : puissance de 2,5 kW à 3,5 kW, fréquence de 3 500 Hz à 4 200 Hz, facteur de marche de 30 % et vitesse de 1,2 m/min à 1,8 m/min. Ce compromis entre qualité de coupe et dégagement de chaleur est idéal pour la production en série de pièces en acier à outils découpées au laser sur mesure.
Logique d'étalonnage des paramètres différenciés de l'acier
Les différents alliages présentent des caractéristiques de fusion distinctes ; par conséquent, les paramètres de traitement adaptés à un acier à outils donné peuvent ne pas convenir à d’autres. La découpe laser à vitesse optimisée permet d’adapter les paramètres aux caractéristiques de traitement des différents aciers. Les aciers D2 et H13, par exemple, diffèrent considérablement par leur point de fusion et leur réflectivité laser ; chacun d’eux requiert donc des paramètres spécifiques.
Paramètres et résultats optimaux pour la production de masse
Grâce à notre expérience pratique dans les projets de production en série d'acier pour moules de précision, des paramètres fixes permettent d'obtenir des résultats de traitement stables, et une découpe laser sans défaut garantit une qualité constante sur l'ensemble des lots de pièces.
| Type d'acier | Puissance optimale | Fréquence d'impulsion fixe | Spécifications de la buse | Paramètres du produit fini |
| Acier à outils D2 (3 mm) | 3,0 kW | 3800 Hz | Buse monocouche de 1,2 mm | Ra ≤ 1,6 μm, Angle ≤ 0,03 mm |
| Acier à outils H13 (3 mm) | 3,2 kW | 3800 Hz | Buse monocouche de 1,2 mm | Sans scories, dureté stable HRC 58+ |
Comment les usines optimisent-elles la pression du gaz pour la découpe laser de composants trempés ?
Les fabricants de premier ordre utilisent de l'azote ultra-pur à 99,999 % (16-20 bars) pour éliminer rapidement les scories fondues grâce à l'effet de nettoyage mécanique à haute pression, stoppant ainsi efficacement les réactions d'oxydation exothermiques et garantissant le maintien de la qualité du bord lors de la découpe laser de composants trempés .
Principale justification de la sélection assistée par gaz
La maîtrise de la température de réaction du gaz est primordiale ; la qualité et la stabilité de la découpe laser dépendent du choix du gaz d'assistance approprié. La découpe à l'oxygène entraîne non seulement une température supérieure à 2 000 °C, mais aussi la décarburation et l'écaillage du bord de coupe, ce qui altère les propriétés essentielles de l'acier trempé.
Détails d'optimisation de la production de masse d'azote à haute pression
Le décapage à l'azote sous haute pression facilite la découpe non destructive. L'azote sous haute pression est indispensable à la découpe laser à faible oxydation, qui vise à isoler l'air et à prévenir la formation de défauts d'oxydation . Une pression de 18 bars d'azote de haute pureté permet de bloquer l'oxygène, de nettoyer efficacement les scories fondues et d'obtenir une surface de coupe brillante, sans aucune trace d'oxydation ni de scories.
- Norme de pureté : azote gazeux ultra-pur à 99,999 %, éliminant les impuretés et empêchant ainsi la contamination de la coupe .
- Plage de pression : pression stable de 18 bars, capable de produire en série de l'acier trempé de 3 à 5 mm d'épaisseur.
L'utilisation d'un écran d'azote ultra-pur sous très haute pression est essentielle pour optimiser la découpe laser de pièces trempées en éliminant les problèmes d'oxydation et d'accumulation de scories. Consultez des études de cas sur l'optimisation des procédés de découpe au gaz, bénéficiez d'une consultation personnalisée sur les techniques d'adaptation de la pression du gaz et soumettez les spécifications de votre pièce pour obtenir un devis détaillé.
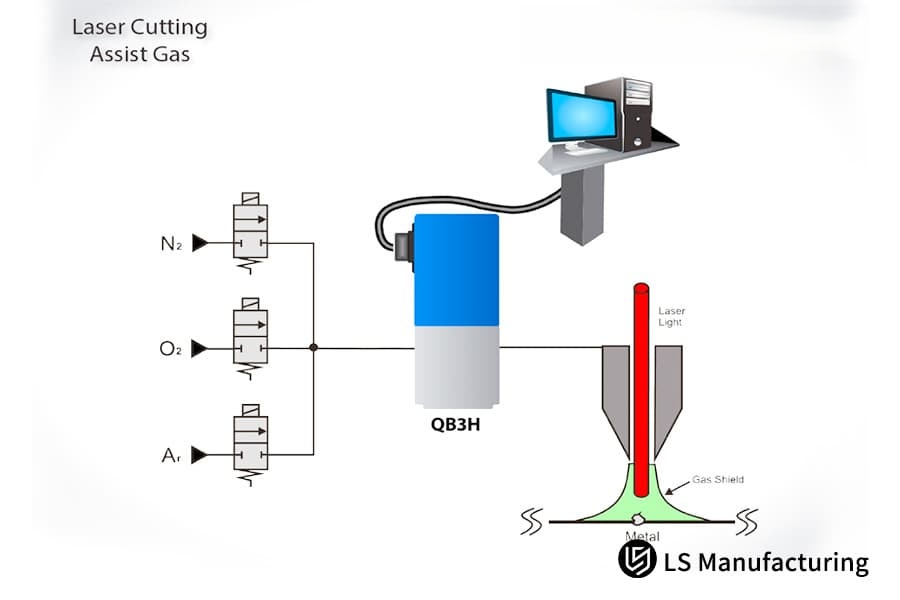
Figure 3 : Schéma d'un système de mélange de gaz (N2, O2, Ar) pour l'optimisation du processus de découpe laser.
Pourquoi la découpe laser de haute précision pour l'acier à outils est-elle supérieure à l'usinage par électroérosion traditionnel ?
L'utilisation d'un laser de haute précision pour la découpe d'acier à outils est 15 à 20 fois plus rapide que l'électroérosion à fil. Outre le fait qu'elle ne nécessite pas d'électrodes spécifiques, elle offre des avantages considérables en termes de coûts et de délais de livraison pour la fabrication de petites séries de pièces sur mesure et porte la flexibilité de la production à un tout autre niveau.
Pénurie persistante de procédés d'électroérosion traditionnels
La faible consommation d'électrodes et la vitesse réduite entraînent une efficacité d'usinage par électroérosion extrêmement faible. Un cycle de découpe laser à haute vitesse élimine complètement ce problème d'inefficacité. L'usinage par électroérosion pour la finition de haute précision nécessite plusieurs passes, ce qui implique un temps de traitement long par pièce et, par conséquent, des coûts élevés en consommables et en amortissement du matériel.
Comparaison des avantages globaux de la découpe laser
| Dimensions de comparaison | Découpe au fil | Découpe laser de précision | Avantages pour le client |
| Temps de traitement (même pièce) | 8 heures | 4,5 minutes | Cycle de livraison réduit de plus de 99 % |
| Coût de traitement unitaire | Coûts élevés liés au fil d'électrode et au temps machine. | Réduction de plus de 70 %. | Économies de plus de 200 $ par pièce |
| Capacité de production flexible | Nécessite des électrodes sur mesure, faible adaptabilité. | Formage en une seule étape , adaptable aux pièces complexes et irrégulières. | Permet le prototypage rapide et la production en série |
| Pertes de processus | Dépréciation rapide du matériel, forte consommation de consommables . | Aucune perte d'électrode, faibles pertes d'équipement. | Des coûts d'approvisionnement à long terme plus faibles |
La découpe laser de haute précision pour l'acier à outils, avec un niveau d'exactitude très élevé, représente une avancée majeure en termes de coûts et de temps par rapport aux procédés d'électroérosion traditionnels. De plus, elle reste adaptable à une grande variété de scénarios personnalisés.
Figure 4 : Un faisceau laser concentré découpe une pièce en acier à outils avec une grande précision dans une usine.
Comment LS Manufacturing fabrique-t-elle sur mesure des composants trempés découpés au laser de qualité médicale ?
LS Manufacturing a réalisé de manière impressionnante une production en série personnalisée de haute précision de glissières trempées pour instruments chirurgicaux médicaux sans fissuration thermique grâce à un contrôle unique du flux d'air à ultra-haute pression et à une technologie de micro-usinage laser multi-axes, répondant totalement aux exigences de traitement haut de gamme des composants trempés découpés au laser .
Défis des clients
L'industrie des dispositifs médicaux impose des normes très strictes en matière de qualité des produits, notamment en ce qui concerne la précision de la dureté et l'absence de fissures, en particulier pour les composants trempés. Le recours à une technique de découpe laser de qualité médicale peut constituer une solution idéale pour répondre aux exigences de fabrication rigoureuses des dispositifs médicaux haut de gamme. Le client, une importante entreprise étrangère spécialisée dans les dispositifs médicaux, souhaitait faire fabriquer des guides chirurgicaux en acier à outils D2 d'une dureté de 58 à 60 HRC. Des défauts de qualité ont été constatés dans les produits de plusieurs fournisseurs, ce qui aurait pu entraîner le report du projet.
Solution de fabrication LS
- Notre équipe technique a décidé de ne pas modifier l'ancien procédé laser continu et d'adopter un nouveau laser pulsé d'une longueur d'onde de 1064 nm . Ce laser permet une découpe de précision et un contrôle très précis de l'apport de chaleur.
- En maintenant la fréquence d'impulsion à 4000 Hz et la largeur d'impulsion étroite à 15 s, ils parviennent à minimiser l'apport de chaleur.
- Ceci est réalisé avec une buse coaxiale à azote ultra-pur de 19 bars et les découpes laser suivent dynamiquement le point focal avec un espacement précis de 0,15 mm entre les buses, ce qui contribue à la dissipation rapide de la chaleur de coupe et à la prévention du reflux du métal en fusion et de l'accumulation de contraintes thermiques.
Voici une astuce utile pour le dépannage : lors de la découpe au laser de petits trous dans de l’acier trempé et en cas de perforation, le fait de modifier le temps de perçage progressif à 0,8 s peut totalement éliminer les défauts de perforation.
Résultats et valeur
L'inspection par machine à mesurer tridimensionnelle (MMT) et les tests de microdureté confirment que toutes les tolérances du produit à l'étape de finition sont maintenues de manière stable dans une plage de 0,01 mm, HAZ 0,02 mm et que la dureté du bord est constamment de HRC 59, sans aucune microfissure.
Cette solution permet aux clients de réaliser 65 % d'économies sur leurs coûts de traitement, soit une réduction de 320 $ par pièce . Elle raccourcit également considérablement les délais de livraison, aide les clients à éliminer les goulets d'étranglement de la production et favorise une collaboration durable.
Grâce à une mise au point avancée des procédés et à une optimisation poussée, les pièces trempées découpées au laser sont désormais utilisées dans des applications médicales de haute précision, et leur qualité a été confirmée par la production en série. Consultez des études de cas complètes pour en savoir plus, obtenir gratuitement une analyse de faisabilité DFM et découvrir des solutions d'usinage de haute précision sur mesure.

Quels sont les facteurs qui influencent le coût chez un fournisseur de découpe laser d'acier à outils sur mesure ?
Le poids du matériau à lui seul ne détermine pas le prix de la découpe laser de précision en acier à outils . Les principaux facteurs influençant le coût sont la complexité de la pièce, l'épaisseur du métal, la dureté de l'acier et la précision des tolérances dimensionnelles. En connaissant ces éléments, les clients peuvent optimiser leurs conceptions et maîtriser leur budget.
Principaux facteurs influençant le coût
La dureté du matériau à percer détermine non seulement la durée du processus, mais aussi le coût des matières premières. La découpe laser adaptative permet de répondre à divers besoins en matière de traitement de la tôle. Les principaux facteurs influençant les coûts peuvent être regroupés en deux catégories :
- Impact de l'épaisseur de la tôle : à chaque augmentation de 1 mm de l'épaisseur de l'acier, la résistance à la pénétration du laser augmente de façon géométrique, entraînant une réduction très importante de la vitesse de coupe et une augmentation continue des coûts liés au temps machine.
- Pertes lors du perçage : Le perçage de l’acier trempé est très difficile ; un seul trou prend entre 0,5 et 2 secondes. Cela augmente non seulement le temps de traitement, mais provoque également une usure rapide de la buse, ce qui engendre des coûts de matériaux plus élevés.
Différences de coûts selon les niveaux de tolérance
La précision avec laquelle une tolérance est définie détermine en grande partie la difficulté de traitement et, par conséquent, le prix. Grâce à la découpe laser à tolérance contrôlée , il est possible d'obtenir des tolérances très différentes correspondant à différents niveaux de précision , et la différence technique entre les diverses normes de tolérance est considérable.
- Tolérances standard (0,05 mm) : Vitesse de traitement maximale, aucune inspection complète du processus requise , difficulté de traitement minimale et coût de traitement global inférieur.
- Tolérances ultra-précises (0,01 mm) : Nécessaires pour réduire la vitesse des machines et effectuer une inspection complète en ligne à 100 %, niveau technologique élevé, temps de traitement élevé et coût global considérablement accru.
- Base de calcul : La formule exclusive de calcul des coûts est présentée ci-dessous : Coût du temps machine par pièce = Temps de découpe × Taux horaire de l’équipement + Consommation d’azote × Prix unitaire du gaz . Cette formule garantit une tarification transparente et précise.
Comment évaluer les normes de qualité d'un fabricant de découpe laser d'acier à outils ?
Les fournisseurs de services de découpe laser de premier ordre doivent non seulement être certifiés IATF 16949 et ISO 9001:2015, mais également disposer d'équipements de test de précision permettant un contrôle qualité en boucle fermée de la pièce et un contrôle précis de la tolérance de découpe laser de l'acier à outils.
Normes de configuration des tests matériels
Les instruments d'inspection professionnels de haute qualité sont un gage essentiel de la qualité d'un produit. Un produit ne sera de bonne qualité que si l'ensemble des instruments de test permet une inspection complète de ses caractéristiques externes, de ses dimensions et de sa structure métallographique .
Système de contrôle qualité pour l'ensemble du processus
Seuls les fabricants de découpe laser disposant d'un système de contrôle qualité rigoureux couvrant l'ensemble du processus peuvent garantir une qualité de lot constante. Les principales étapes de contrôle sont décrites ci-après :
- Mécanisme d'inspection du premier article : Le tout premier article d'un lot est inspecté sous tous ses aspects afin de détecter au préalable tout écart de processus et ainsi éviter le risque de mise au rebut du lot.
- Contrôle statistique des processus : Le contrôle statistique des processus (SPC) est réalisé avec une valeur CPK stable > 1,33, afin de garantir la stabilité de la production de masse.
- Trois inspections principales : comprenant l’analyse des rayures en coupe transversale, l’observation de la structure métallographique et l’inspection de précision dimensionnelle complète, celles-ci assurent le contrôle qualité du produit en boucle fermée.
Un personnel qualifié, des outils de mesure précis et un contrôle rigoureux des processus sont essentiels pour maîtriser les tolérances de découpe laser de l'acier à outils et garantir la qualité des lots. Confiez-nous vos exigences de fabrication et bénéficiez de solutions de traitement personnalisées et de haute qualité.
FAQ
Q1 : La découpe laser de l'acier à outils trempé va-t-elle ramollir les bords ?
Non, les bords ne s'adouciront pas. Grâce à une modulation d'impulsions à ultra-haute fréquence de pointe, combinée à un refroidissement à l'azote pur sous ultra-haute pression (18 bars), l'apport de chaleur est limité à quelques microsecondes seulement , ce qui empêche tout ramollissement dû au recuit et préserve la dureté initiale de l'acier.
Q2 : Quelle est la tolérance maximale que vous pouvez obtenir pour la découpe laser d'acier à outils trempé ?
Grâce à l'utilisation d'un moteur linéaire de haute précision associé à un système de rétroaction en boucle fermée avec mise au point en temps réel, l'usine peut contrôler de manière fiable la tolérance dimensionnelle linéaire sur l'acier à outils trempé à 0,01 mm près , même en production à grande échelle, ce qui convient parfaitement aux exigences d'un assemblage haut de gamme de très haute précision.
Q3 : Pourquoi le prix de l'acier à outils trempé découpé au laser est-il plus élevé que celui de l'acier au carbone ordinaire ?
L'acier à outils trempé présente une dureté élevée et une forte sensibilité à la chaleur. Son usinage exige une faible vitesse et un contrôle précis de la température afin de limiter les microfissures. Il consomme par ailleurs une grande quantité d'azote de haute pureté sous haute pression . Associé à des réglages de paramètres complexes et précis, il engendre une usure des équipements et des coûts de production bien supérieurs à ceux de l'usinage de l'acier au carbone ordinaire.
Q4 : La découpe laser peut-elle traiter des plaques d'acier trempé d'une épaisseur supérieure à 10 mm ?
Les systèmes de découpe laser haute puissance peuvent perforer des plaques d'acier trempé de 10 mm d'épaisseur. Cependant, l'accumulation de chaleur constitue un problème majeur lors de la découpe laser de plaques épaisses. Une plage de traitement idéale, permettant d'obtenir une précision de 0,02 mm et une qualité sans fissures, est généralement atteinte avec des plaques d'une épaisseur inférieure à 5 mm.
Q5 : La surface découpée au laser nécessite-t-elle un ébavurage ou un meulage secondaire ?
L'utilisation d'azote pur à ultra-haute pression (18 bars) comme agent de rinçage tout au long du processus permet d'obtenir des arêtes de coupe lisses, nettes et exemptes de bavures et de scories. La qualité de surface est telle qu'un second meulage est superflu. La pièce peut être assemblée ou polie directement.
Q6 : Quelles nuances spécifiques d'acier à outils trempé prenez-vous en charge pour la découpe laser personnalisée ?
Nous pouvons facilement traiter dans notre usine plusieurs aciers à outils trempés populaires, tels que les aciers à matrices pour travail à froid D2, A2 et O1, l'acier à matrices pour travail à chaud H13 et l'acier rapide M2 , répondant ainsi à diverses exigences de personnalisation de moules haut de gamme et de pièces de précision.
Q7 : Les contraintes résiduelles locales causées par la découpe laser affectent-elles la structure entière de la pièce ?
Les lasers continus traditionnels induisent généralement d'importantes contraintes résiduelles. En revanche, notre technique exclusive d'impulsions ultracourtes permet de réduire les contraintes de traction de plus de 85 % sans compromettre l'intégrité structurelle de la pièce, garantissant ainsi sa stabilité à long terme.
Q8 : Quelle est votre quantité minimale de commande (MOQ) ? Fournissez-vous un service de production de prototype unique ?
Notre marque s'adresse principalement aux entreprises B2B spécialisées dans la fabrication flexible haut de gamme, sans minimum de commande. Qu'il s'agisse d'un prototype R&D unique, d'un prototypage en petite série ou d'une production de masse à grande échelle, nous vous offrons un support technique et des services de traitement professionnels et standardisés, sans aucun problème. Il vous suffit de télécharger vos plans pour obtenir rapidement des devis précis et une méthode de traitement personnalisée.
Résumé
La principale difficulté de l'usinage de précision des aciers à outils trempés réside dans l'équilibre délicat entre précision, dureté et efficacité d'usinage . Les microfissures dues aux contraintes thermiques, la diminution de la dureté et les écarts dimensionnels constituent les principaux obstacles à la production en série de moules de haute qualité.
En résolvant complètement les problèmes de l'industrie liés à l'usinage traditionnel grâce à un processus combiné de contrôle thermique à impulsions courtes haute fréquence, d'ajustement dynamique de l'énergie linéaire et de protection à l'azote ultra-haute pression, nous obtenons des résultats d'usinage de haute qualité et continus avec une précision de 0,01 mm, une ZAT au niveau du micron et une rétention de dureté HRC 58+.
Si vous rencontrez des difficultés telles que des délais de livraison longs, des coûts élevés et des problèmes de qualité lors de l'usinage d'acier à outils trempé, veuillez nous transmettre vos dessins CAO 2D/3D . Notre équipe technique expérimentée traitera votre demande sous deux heures et vous fournira un rapport d'analyse de fabricabilité (DFM) professionnel ainsi qu'un devis précis , vous permettant ainsi de démarrer rapidement votre projet et de saisir les opportunités du marché.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.lsrpf.com 
