El servicio de corte láser de acero para herramientas es un tipo de fabricación flexible que no solo es compatible con acero para herramientas endurecido HRC 58-62, sino que también puede utilizarse para abordar problemas comunes en la industria, como la ineficiencia y el alto costo del corte por hilo tradicional y los daños térmicos del corte láser general.
Además de controlar la zona afectada por el calor a 0,03 mm, permite cumplir de forma consistente con una tolerancia de producción en masa de 0,01 mm y conservar el 100 % de la dureza original HRC 58+ del acero. Por ello , constituye una tecnología de procesamiento clave para la fabricación de moldes de alta gama. Los métodos tradicionales de procesamiento de acero para herramientas endurecido de forma irregular mediante electroerosión por hilo limitan considerablemente la eficiencia de la cadena de suministro.
Breve resumen de las principales conclusiones sobre el corte láser de acero para herramientas de precisión.
Este capítulo resume las principales innovaciones tecnológicas y ventajas de rendimiento del corte láser de acero para herramientas. Todas las cifras se obtuvieron a partir de mediciones a nivel de producción y pueden utilizarse sin duda alguna como base para la selección de procesos B2B.
| Módulos de procesos principales | Parámetros técnicos clave | Rendimiento de procesamiento | Beneficios para el cliente |
| Tecnología de modulación de pulsos cortos | Ancho de pulso ≤15 μs, ciclo de trabajo 25 %-35 % | Zona afectada por el calor ≤0,03 mm, elimina las microfisuras térmicas. | Conserva la resistencia al desgaste original del acero. |
| Sistema de protección con nitrógeno a alta presión | Nitrógeno de ultra alta presión (99,999%) y alta pureza (18 bares). | No hay oxidación ni escoria en el corte. | No requiere molienda secundaria , lo que acorta el proceso. |
| Control de máquinas herramienta de ultra alta precisión | Precisión de posicionamiento ±0,003 mm, compensación de enfoque dinámica. | Tolerancia de producción en masa estable de ±0,01 mm. | Cumple con los requisitos de ensamblaje de precisión. |
| Calibración de parámetros de materiales diferenciados | Frecuencia de pulso de 3500-4200 Hz, conformación de haz de perfil plano. | Rugosidad superficial Ra ≤1,6 μm | Mejora la precisión del ajuste de las piezas. |
| Proceso de conformado de alta velocidad | Conformado en una sola pasada , sin necesidad de múltiples procesos de acabado. | La eficiencia del procesamiento aumentó entre 15 y 20 veces. | Los costes de procesamiento se redujeron en más del 70%. |
Conclusiones clave
- Los láseres de fibra de alta frecuencia y pulso corto controlan la zona afectada por el calor (ZAC) para que no supere los 0,03 mm , lo que evita el ablandamiento del borde.
- La protección con nitrógeno puro a alta presión de 18 bares es capaz de eliminar por completo la oxidación superficial del corte, garantizando así la dureza de la matriz metálica estable.
- Gracias a una técnica de fabricación específica , LS Manufacturing ha logrado mantener la variación en la producción en masa de acero para herramientas endurecido en tan solo 0,01 mm.
¿Por qué confiar en la experiencia de LS Manufacturing en corte láser y componentes de acero para herramientas endurecido de alta precisión?
La ventaja competitiva fundamental para el procesamiento de componentes endurecidos de alta gama reside en contar con datos de medición trazables y un sistema de calidad que cumpla con la normativa, más que en las ventajas de un único equipo.
Tomando como referencia la industria y tras tres meses de pruebas de calibración de los parámetros de corte láser para aceros para herramientas endurecidos, hemos formulado con éxito un sistema de corte en frío que cumple con los estándares de calidad ISO 13957:1997 y es compatible con aceros de alta gama como el D2 y el H13.
La tolerancia para el mecanizado de acero para herramientas endurecido es muy estricta, e incluso el más mínimo daño térmico puede provocar el descarte de una pieza. Este fue el principal desafío al que se enfrentó nuestro equipo durante la implementación. Para solucionar este problema, ajustamos continuamente los parámetros de pulso y gas, y terminamos realizando más de 200 series de pruebas de proceso.
Y las certificaciones ISO 9001:2015 que tenemos dos veces, nuestro taller no solo está bien equipado con un conjunto de pruebas que consta de Una máquina de medición por coordenadas y un durómetro, pero también puede utilizarse para la gestión en circuito cerrado del procesamiento, las pruebas y la corrección. Con nuestra tecnología de pulsos cortos, hemos resuelto por completo los problemas de reblandecimiento térmico y microfisuras derivados de los métodos convencionales, lo que nos ha permitido ayudar a cerca de un centenar de empresas manufactureras a superar sus cuellos de botella en los procesos.
Gracias a un excelente sistema de calidad y cientos de conjuntos de datos de proceso medidos, nuestra marca es capaz de producir componentes endurecidos mediante corte láser de alta calidad sin defectos de procesamiento. Si tiene algún problema de procesamiento, puede solicitar una consulta técnica personalizada; si necesita una solución a medida, puede enviarnos sus planos.

¿Por qué el corte láser de acero para herramientas a medida provoca microfisuras en componentes endurecidos?
Los ciclos térmicos extremos comprometen seriamente las propiedades del acero para herramientas endurecido de alto contenido de carbono y alta aleación. Durante el proceso láser, el calor generado produce una tensión de tracción instantánea excesiva que, a su vez, provoca microfisuras en el corte. Además, la exposición térmica posterior al procesamiento láser, es decir, el enfriamiento, puede dar lugar a una nueva transformación martensítica y endurecer aún más el material, con un efecto negativo en su tenacidad. Este es uno de los principales problemas del corte láser de acero para herramientas a medida .
Mecanismo de generación de estrés térmico por entrada láser
La microfisuración se produce principalmente por la emisión láser de alta potencia pico; sin embargo, el corte láser con control térmico y menor potencia puede prevenir casi por completo el daño térmico . La fusión y vaporización del acero para herramientas templado D2 y A2 con pulsos láser de 4 kW a 6 kW de potencia pico se produce en cuestión de microsegundos. Debido a su muy baja conductividad térmica, el material experimenta un gradiente de temperatura muy pronunciado , lo que provoca una expansión térmica seguida de una rápida contracción.
Riesgos y efectos de propagación de las microfisuras
Si no se controla con precisión el modelo de entrada térmica, la tensión residual puede superar las fuerzas de unión en el límite de grano y provocar la fisuración del material, formando microfisuras con una profundidad de 0,05 mm a 0,15 mm . El corte láser a nivel micrométrico permite delimitar con precisión la zona afectada por el calor, inhibiendo así las fuentes de inicio de fisuras. Estas microfisuras pueden actuar como fuentes de fatiga en la pieza, y la fractura y el desprendimiento de la misma pueden ser consecuencia de las altas tensiones a las que se somete la pieza.
- Efectos inmediatos: La suavidad del corte se reduce drásticamente debido a la elevada rugosidad de la superficie, muy lejos de cumplir con los requisitos de ensamblaje de precisión.
- Efectos retardados: Deterioro de la integridad estructural de la pieza, reducción de más del 50 % en su vida útil , coste adicional por reemplazo para el cliente. El desequilibrio de la tensión térmica es la principal causa de microfisuras en el corte láser de acero para herramientas a medida.

Figura 1: Pilas de piezas de acero inoxidable cortadas con láser, con orificios precisos y geometrías variadas.
¿Cómo controlar la tolerancia de corte láser del acero para herramientas dentro de ±0,01 mm sin distorsión de los bordes?
Para mantener de forma estable una tolerancia de corte láser de 0,01 mm en acero para herramientas , es imprescindible contar con un sistema de compensación de enfoque dinámico y una máquina herramienta con motor lineal. Asimismo, se debe utilizar un algoritmo de interpolación segmentada lenta para suprimir la acumulación de calor en verano y evitar la deformación térmica y las desviaciones dimensionales de la pieza.
Soporte de hardware para máquinas herramienta de alta precisión
El posicionamiento preciso mediante motores lineales constituye la base del mecanizado de ultra alta precisión. El corte láser sin fisuras requiere el uso de componentes de alta precisión para lograr un mecanizado no destructivo. El equipo se basa en una estructura de pórtico con motor lineal de doble cara y ofrece una precisión de posicionamiento de 0,003 mm, muy superior al estándar de la industria. Esto proporciona un sólido soporte para el mecanizado de precisión de acero endurecido.
Tecnología de control de trayectoria y energía dinámica
Tradicionalmente, se ha observado que los láseres continuos concentran su energía en esquinas afiladas y orificios pequeños, lo que provoca la fusión, el colapso y la deformación del material. El corte láser por torneado paramétrico , basado en la tecnología de segmentación de trayectoria a nivel micrométrico, permite satisfacer los requisitos de procesamiento de diversas estructuras de formas irregulares.
- Ajuste adaptativo de potencia: La potencia se reduce linealmente de 3 kW a 1,2 kW al cortar arcos pequeños de R0,5 mm para mantener constante el aporte de energía por unidad de longitud.
- Control de enfoque estable: Mediante un sensor capacitivo, la distancia entre la boquilla y la pieza de trabajo se fija en 0,3 mm ± 0,02 mm, lo que evita cualquier error de deriva del enfoque .
El hardware de alta gama y el control preciso de parámetros son fundamentales para mantener la tolerancia de corte láser de 0,01 mm en acero para herramientas mediante capacitación en corte láser. Puede consultar estudios de casos de procesamiento de alta precisión, obtener una consulta personalizada sobre técnicas para mejorar la precisión y enviar los planos para obtener un presupuesto de procesamiento fino si se requiere.
¿Puede un servicio de corte láser de alta dureza prevenir el ablandamiento de la zona afectada por el calor?
El servicio profesional de corte láser de alta dureza se basa en la modulación de pulsos ultracortos de 15 s y en métodos de corte en frío de alta frecuencia . Esto ayuda a reducir la zona afectada por el calor de la pieza, a mantener la dureza original de la matriz de acero y a evitar cualquier ablandamiento debido al revenido secundario.
Defectos de reblandecimiento en los procesos láser tradicionales
- Zona afectada por el calor muy extensa: El método convencional de corte láser continuo genera una zona afectada por el calor de 0,2 mm. Como consecuencia, una gran superficie del acero sufre daños por calor. El corte láser de alta calidad es capaz de solucionar completamente este problema.
- Disminución drástica de la dureza de la matriz: Debido al proceso de recocido térmico, el nivel de dureza de un acero para herramientas endurecido que inicialmente era HRC 60 se ha reducido en algunas zonas incluso por debajo de HRC 45.
- Pérdida de funcionalidad : De hecho, la reducción de la dureza perjudica las características biológicas , como la resistencia al desgaste y la estabilidad estructural, propias del acero. Por ello, la pieza deja de ser apta para las condiciones de trabajo de precisión de los moldes de alta gama.
Tecnología de núcleo antiablandamiento mediante trabajo en frío parcial
Una forma de lograr efectos de corte láser a baja temperatura es mediante la optimización de la modulación del ancho de pulso. La técnica consiste en comprimir la duración del pulso a 12-20 s, con un ciclo de trabajo del 25 % al 35 %, lo que proporciona un tiempo de enfriamiento suficiente para un procesamiento casi en frío. La energía láser se utiliza para finalizar la etapa de corte antes de la difusión del calor. Según las pruebas microscópicas, la disminución de la dureza es inferior a HRC 1,5 en el corte de 0,02 mm.

Figura 2: Un cabezal de corte láser crea un haz y produce chispas mientras trabaja con precisión en una pieza metálica.
¿Qué parámetros de servicio de corte por láser de fibra funcionan mejor para los aceros D2 y H13?
Las mejores condiciones de procesamiento para acero para herramientas de alta aleación son: potencia de 2,5 kW a 3,5 kW, frecuencia de 3500 Hz a 4200 Hz, ciclo de trabajo del 30 % y velocidad de 1,2 m/min a 1,8 m/min. Esto representa un buen equilibrio entre calidad de corte y calor, ideal para la producción en masa de acero para herramientas mediante corte láser a medida.
Lógica de calibración de parámetros de acero diferenciados
Las distintas composiciones de aleación presentan características de fusión diferentes, por lo que los parámetros de procesamiento que funcionan bien para un tipo de acero para herramientas pueden no ser adecuados para otros. Mediante el corte láser de velocidad optimizada, es posible ajustarse a las características de procesamiento de los diferentes aceros. Dado que los aceros D2 y H13 difieren considerablemente en su punto de fusión y reflectividad láser, cada uno requiere un conjunto específico de parámetros.
Parámetros óptimos y resultados para la producción en masa
Basándonos en nuestra experiencia práctica en proyectos de producción en masa de acero para moldes de precisión, los parámetros fijos permiten obtener resultados de procesamiento estables, y el corte láser sin defectos garantiza una calidad uniforme en todos los lotes de piezas.
| Tipo de acero | Potencia óptima | Frecuencia de pulso fija | Especificación de la boquilla | Parámetros del producto terminado |
| Acero para herramientas D2 (3 mm) | 3,0 kW | 3800 Hz | Boquilla monocapa de 1,2 mm | Ra≤1,6 μm, Ángulo≤0,03 mm |
| Acero para herramientas H13 (3 mm) | 3,2 kW | 3800 Hz | Boquilla monocapa de 1,2 mm | Sin escoria, dureza estable HRC 58+ |
¿Cómo optimizan las fábricas la presión del gas para el corte láser de componentes endurecidos?
Los fabricantes de primer nivel confían en nitrógeno de ultra alta pureza (99,999 %) (16-20 bar) para eliminar rápidamente la escoria fundida mediante el efecto de limpieza mecánica a alta presión, deteniendo así eficazmente las reacciones de oxidación exotérmicas y asegurando que se mantenga la calidad del filo en el corte láser de componentes endurecidos .
Fundamento principal de la selección asistida de gases
Un control preciso de la temperatura de reacción del gas es fundamental, ya que un corte láser de calidad constante depende de la elección del gas auxiliar adecuado. Cortar con oxígeno no solo genera temperaturas superiores a 2000 °C, sino que también provoca la descarburación y el desprendimiento del filo de corte, lo que perjudica gravemente las propiedades esenciales del acero endurecido.
Detalles de la optimización de la producción masiva de nitrógeno a alta presión
El tratamiento con nitrógeno a alta presión facilita el corte no destructivo. El nitrógeno a alta presión es necesario para el corte láser de baja oxidación, ya que aísla el aire y previene la formación de defectos de oxidación . 18 bares de nitrógeno de alta pureza eliminan el oxígeno, limpian eficazmente la escoria fundida y la superficie cortada presenta un color metálico brillante sin signos de oxidación ni escoria.
- Estándar de pureza: gas nitrógeno de ultra alta pureza al 99,999%, que elimina las impurezas y, por lo tanto, evita la contaminación del corte .
- Rango de presión: 18 bares de presión estable, capaz de producir en masa acero endurecido de 3 a 5 mm de espesor.
El uso de nitrógeno de alta pureza y ultra alta presión es fundamental para mejorar la calidad del corte láser de componentes endurecidos, eliminando los problemas de oxidación y acumulación de escoria. Consulte estudios de caso sobre la optimización del proceso de gas, reciba asesoramiento personalizado sobre técnicas de adaptación de la presión del gas y envíe los requisitos de su pieza para obtener un presupuesto detallado.
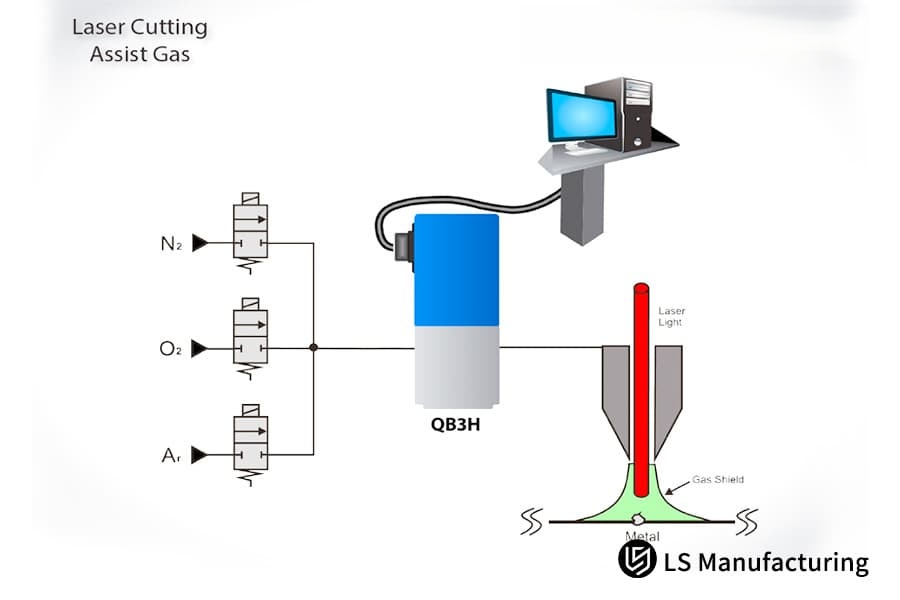
Figura 3: Esquema de un sistema de mezcla de gases (N2, O2, Ar) para la optimización del proceso de corte por láser.
¿Por qué el corte láser de alta precisión para acero para herramientas es superior al mecanizado por electroerosión tradicional?
El corte de acero para herramientas mediante láser de alta precisión es entre 15 y 20 veces más rápido que el mecanizado por electroerosión por hilo. Además de no requerir electrodos personalizados, ofrece enormes ventajas en cuanto a costes y plazos de entrega para la fabricación de lotes pequeños de piezas con formas personalizadas, y permite una fabricación flexible a un nivel completamente nuevo.
Escasez persistente de procesos de electroerosión tradicionales
El consumo de electrodos de alambre, junto con la baja velocidad, se traduce en una eficiencia de procesamiento por electroerosión increíblemente baja. Un ciclo de corte láser de alta velocidad elimina por completo este problema de ineficiencia. El procesamiento por electroerosión de alta precisión requiere varias pasadas de acabado, lo que implica un tiempo de procesamiento prolongado por pieza y, por consiguiente, un alto costo en consumibles y depreciación del equipo.
Comparación de las ventajas integrales del corte láser
| Dimensiones de comparación | Corte de alambre | Corte láser de precisión | Beneficios para el cliente |
| Tiempo de procesamiento (misma pieza) | 8 horas | 4,5 minutos | Ciclo de entrega reducido en más del 99%. |
| Costo de procesamiento de una sola pieza | Altos costes de cable de electrodo + tiempo de máquina. | Reducido en más del 70%. | Ahorro de costes de más de 200 dólares por pieza. |
| Capacidad de producción flexible | Requiere electrodos personalizados, poca adaptabilidad. | Conformado en una sola pasada , adaptable a piezas irregulares complejas. | Admite la creación rápida de prototipos y la producción en masa. |
| Pérdidas de proceso | Rápida depreciación de los equipos, alto consumo de consumibles . | Sin pérdida de electrodos, bajas pérdidas de equipo. | Menores costes de adquisición a largo plazo |
El corte láser de alta precisión para acero para herramientas, con un nivel de exactitud muy elevado, supone un avance significativo en cuanto al coste y el tiempo del proceso en comparación con los procesos de electroerosión tradicionales. Aun así, siguen siendo adaptables a una amplia gama de escenarios personalizados.
Figura 4: Un rayo láser concentrado corta una pieza de acero para herramientas con alta precisión en una fábrica.
¿Cómo fabrica LS Manufacturing componentes endurecidos cortados con láser de grado médico a medida?
LS Manufacturing ha logrado producir de manera impresionante guías endurecidas para instrumental quirúrgico médico, fabricadas en serie con alta precisión y a medida, sin agrietamiento térmico , gracias a un exclusivo control del flujo de aire a ultra alta presión y a una tecnología de micromecanizado láser multieje, cumpliendo plenamente con los exigentes requisitos de procesamiento de componentes endurecidos cortados con láser .
Desafíos del cliente
En la industria de dispositivos médicos existen estándares muy rigurosos en cuanto a la calidad, la precisión, la dureza y el funcionamiento sin fisuras, sobre todo para los componentes endurecidos. El uso de una técnica de corte láser de grado médico puede ser una excelente solución para los estrictos requisitos de procesamiento de los dispositivos médicos de alta gama. El cliente, una importante empresa extranjera de dispositivos médicos, tenía previsto fabricar guías quirúrgicas de acero para herramientas D2 con una dureza de 58-60 HRC. Se detectaron defectos de calidad en los productos de varios proveedores, lo que podría haber provocado un retraso en el proyecto.
Solución de fabricación LS
- Nuestro equipo técnico ha decidido no reparar el antiguo proceso de láser continuo y, en su lugar, adoptar un nuevo láser pulsado con una longitud de onda de 1064 nm . Estos láseres están ajustados con precisión para el corte y controlan con gran exactitud el aporte de calor.
- Manteniendo la frecuencia de pulso en 4000 Hz y el ancho de pulso estrecho en 15 s, logran minimizar el aporte de calor.
- Esto se logra con una boquilla coaxial de nitrógeno de ultra alta pureza de 19 bares, y los cortes láser siguen dinámicamente el punto focal con una separación exacta de 0,15 mm entre boquillas, lo que ayuda a disipar rápidamente el calor de corte y a prevenir el reflujo de metal fundido y la acumulación de tensiones térmicas.
Aquí tienes un buen consejo para solucionar problemas: al cortar pequeños agujeros en acero endurecido con láser y experimentar perforaciones, cambiar el tiempo de perforación progresiva a 0,8 s puede eliminar por completo los defectos de perforación.
Resultados y valor
La inspección mediante máquina de medición por coordenadas (CMM) y las pruebas de microdureza confirman que todas las tolerancias del producto en la etapa final se mantienen estables dentro de 0,01 mm, la zona afectada por el calor (ZAC) es de 0,02 mm y la dureza del borde es consistentemente HRC 59, sin microfisuras.
Esta solución permite a los clientes ahorrar un 65 % en costes de procesamiento, lo que supone una reducción de 320 dólares por pieza . Además, acorta drásticamente los plazos de entrega y ayuda a los clientes a eliminar los cuellos de botella en la producción e incluso a lograr una mayor colaboración a lo largo del tiempo.
La optimización y el ajuste avanzado de procesos han permitido el uso de piezas endurecidas cortadas con láser en entornos médicos de alta precisión, y su calidad ha sido confirmada mediante la producción en masa. Consulte los estudios de caso completos para obtener más información y un análisis de viabilidad DFM gratuito, así como soluciones personalizadas para el procesamiento de piezas de alta precisión.

¿Qué factores influyen en el coste de un proveedor de corte láser de acero para herramientas a medida?
El peso del material por sí solo no determina el precio del corte láser de precisión en acero para herramientas . Los principales factores que influyen en el costo son la complejidad de la pieza, el grosor del metal, la dureza del acero y la precisión de las tolerancias dimensionales. Al conocer estos factores, los clientes pueden optimizar sus diseños y controlar sus presupuestos.
Factores principales que afectan al coste
La dureza de un material no solo determinará la duración del proceso, sino también el costo de las materias primas. El corte láser adaptable a diferentes espesores permite abordar diversos escenarios de procesamiento de chapa metálica. Los principales factores que influyen en los costos se pueden clasificar en dos categorías principales:
- El impacto del espesor de la chapa: Cada vez que el espesor del acero aumenta en 1 mm , la resistencia a la penetración del láser aumenta de forma geométrica, lo que provoca una reducción muy significativa de la velocidad de corte y un aumento continuo de los costes de tiempo de máquina.
- Pérdidas en el proceso de perforación: Perforar acero endurecido es muy difícil; un solo orificio requiere entre 0,5 y 2 segundos. Esto no solo aumenta el tiempo de procesamiento, sino que también provoca un rápido desgaste de la boquilla, lo que se traduce en mayores costos de material.
Diferencias de coste según los grados de tolerancia
La precisión con la que se define un grado de tolerancia puede determinar principalmente la dificultad del procesamiento y, por consiguiente, el precio. Gracias al corte láser con control de tolerancia , es posible obtener tolerancias exactamente diferentes que se corresponden con distintos niveles de precisión , y la diferencia técnica entre los distintos estándares de tolerancia es bastante significativa.
- Tolerancias estándar (0,05 mm): Máxima velocidad de procesamiento, no requiere inspección completa del proceso , mínima dificultad de procesamiento y menor coste total de procesamiento.
- Tolerancias de ultraprecisión (0,01 mm): Necesarias para reducir la velocidad de la maquinaria y realizar una inspección completa en línea al 100%, alto nivel tecnológico, alto tiempo de procesamiento y un costo total considerablemente mayor.
- Base de cálculo: La fórmula patentada para el cálculo de costos es la siguiente: Costo de tiempo de máquina por pieza = Tiempo de corte × Tarifa del equipo + Consumo de nitrógeno × Precio unitario del gas . Esta fórmula garantiza la transparencia y precisión de los precios.
¿Cómo evaluar los estándares de calidad de un fabricante de acero para herramientas cortado con láser?
Los proveedores de servicios de corte por láser de primera categoría no solo deben estar certificados con IATF 16949 e ISO 9001:2015, sino que también deben contar con equipos de prueba de precisión configurados para un control de calidad de circuito cerrado de la pieza de trabajo y un control preciso de la tolerancia de corte por láser del acero de la herramienta.
Estándares para la configuración de pruebas de hardware
Los instrumentos de inspección profesionales de alta calidad son un pilar fundamental para garantizar la calidad de un producto. Este solo será bueno si el conjunto completo de instrumentos de prueba permite realizar una inspección exhaustiva de las características externas, las dimensiones y las estructuras metalográficas .
Sistema de control de calidad para el proceso completo
Solo aquellos fabricantes de corte por láser que cuentan con un sistema de control de calidad bien establecido sobre todo el proceso pueden garantizar una calidad de lote estable. Los pasos clave de control son los siguientes:
- Mecanismo de inspección del primer artículo: El primer artículo de un lote se inspecciona en todos sus aspectos para detectar cualquier desviación del proceso con antelación y así prevenir el riesgo de desechar el lote.
- Control estadístico de procesos: El control estadístico de procesos (CEP) se realiza con un valor CPK estable >1,33, lo que garantiza la estabilidad de la producción en masa.
- Tres inspecciones básicas: que incluyen el análisis de franjas en sección transversal, la observación de la estructura metalográfica y la inspección de precisión dimensional completa, proporcionan un control de calidad del producto de circuito cerrado.
Personal cualificado, herramientas de medición precisas y un control de procesos riguroso son elementos esenciales para gestionar la tolerancia del corte láser de acero para herramientas y garantizar la calidad del lote. Puede confiarnos sus especificaciones para recibir soluciones de procesamiento personalizadas y de alta calidad.
Preguntas frecuentes
P1: ¿El corte láser de acero para herramientas endurecido provocará que los bordes se ablanden?
No, los bordes no se ablandarán. Mediante el uso de modulación de pulsos de ultra alta frecuencia avanzada combinada con un método de enfriamiento con nitrógeno puro a ultra alta presión de 18 bares, el aporte de calor del proceso se puede limitar a tan solo unos microsegundos , lo que evita por completo el efecto de ablandamiento del recocido y mantiene la dureza del acero intacta.
P2: ¿Cuál es la tolerancia máxima que se puede obtener al cortar acero para herramientas endurecido con láser?
Mediante el uso de un accionamiento de motor lineal de alta precisión junto con un sistema de retroalimentación de bucle cerrado con enfoque en tiempo real, la planta puede controlar de forma fiable la tolerancia dimensional lineal en acero para herramientas endurecido con una precisión de 0,01 mm , incluso en la producción a gran escala, lo que resulta muy adecuado para los requisitos de un ensamblaje de alta gama de gran precisión.
P3: ¿Por qué el precio del acero para herramientas endurecido cortado con láser es más alto que el del acero al carbono común?
El acero para herramientas endurecido posee una alta dureza y una marcada sensibilidad al calor. Su procesamiento requiere baja velocidad y control de temperatura para suprimir la formación de microfisuras. Además, consume una gran cantidad de nitrógeno gaseoso de alta pureza y alta presión . Sumado a los complejos y precisos ajustes de parámetros, el desgaste del equipo y los costos del proceso son mucho mayores que los del corte de acero al carbono convencional.
P4: ¿Es posible procesar mediante corte láser placas de acero endurecido de más de 10 mm de espesor?
Los sistemas de corte láser de alta potencia pueden penetrar placas de acero endurecido de 10 mm. Sin embargo, la acumulación de calor será un problema importante al realizar cortes láser en placas gruesas. El rango óptimo de procesamiento, que permite obtener una precisión de 0,02 mm y una calidad sin grietas, se logra principalmente con placas de menos de 5 mm de espesor.
P5: ¿La superficie cortada con láser requiere un desbarbado o rectificado secundario?
Durante todo el proceso, el uso de nitrógeno puro a ultra alta presión (18 bares) como agente de enjuague proporciona bordes de corte lisos, limpios y libres de rebabas y escoria. La calidad de la superficie es tan alta que no es necesario un rectificado secundario. El corte se puede ensamblar o pulir directamente.
P6: ¿Qué grados específicos de acero para herramientas endurecido admiten para el corte láser personalizado?
En nuestra fábrica podemos procesar fácilmente varios aceros para herramientas endurecidos muy populares, como los aceros para matrices de trabajo en frío D2, A2 y O1, el acero para matrices de trabajo en caliente H13 y el acero rápido M2 , satisfaciendo así diversos requisitos de personalización de moldes de alta gama y piezas de precisión.
P7: ¿Afecta la tensión residual localizada causada por el corte láser a toda la estructura de la pieza?
Los láseres continuos tradicionales suelen generar mucha tensión residual. Sin embargo, nuestra exclusiva técnica de pulsos ultracortos reduce los niveles de tensión de tracción en más del 85 % sin comprometer la integridad estructural de la pieza, garantizando así su estabilidad a largo plazo.
P8: ¿Cuál es su cantidad mínima de pedido (MOQ)? ¿Ofrecen servicio de producción de prototipos individuales?
Nuestra marca se especializa en la fabricación flexible de alta gama para empresas (B2B), lo que significa que no hay restricciones de cantidad mínima de pedido (MOQ). Ya sea un prototipo de I+D, una pequeña serie de prototipos o una producción en masa a gran escala, podemos ofrecerle soporte técnico profesional y servicios de procesamiento sin ningún problema. Simplemente suba los planos y obtenga presupuestos rápidos y precisos, así como un método de procesamiento personalizado.
Resumen
La principal dificultad en el mecanizado de precisión de acero para herramientas endurecido radica en equilibrar eficazmente los tres aspectos de exactitud, dureza y eficiencia del proceso . Las microfisuras causadas por el estrés térmico, la reducción de la dureza y las desviaciones dimensionales constituyen los principales obstáculos para la producción en masa de moldes de alta calidad.
Al solucionar por completo los problemas que presenta el mecanizado tradicional en la industria mediante un proceso combinado de control térmico de pulsos cortos de alta frecuencia, ajuste dinámico de energía lineal y protección con nitrógeno a ultra alta presión, logramos resultados de mecanizado de alta calidad sin interrupciones, con una precisión de 0,01 mm, una zona afectada por el calor (ZAC) a nivel micrométrico y una retención de dureza HRC 58+.
Si experimenta problemas como largos plazos de entrega, costes elevados o incumplimiento de los estándares de calidad en el mecanizado de acero para herramientas endurecido, envíenos sus planos CAD 2D/3D . Nuestro experimentado equipo técnico procesará su solicitud con un informe de evaluación DFM profesional y un presupuesto preciso en un plazo de 2 horas, lo que le permitirá iniciar su proyecto rápidamente y aprovechar las oportunidades del mercado.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com 
