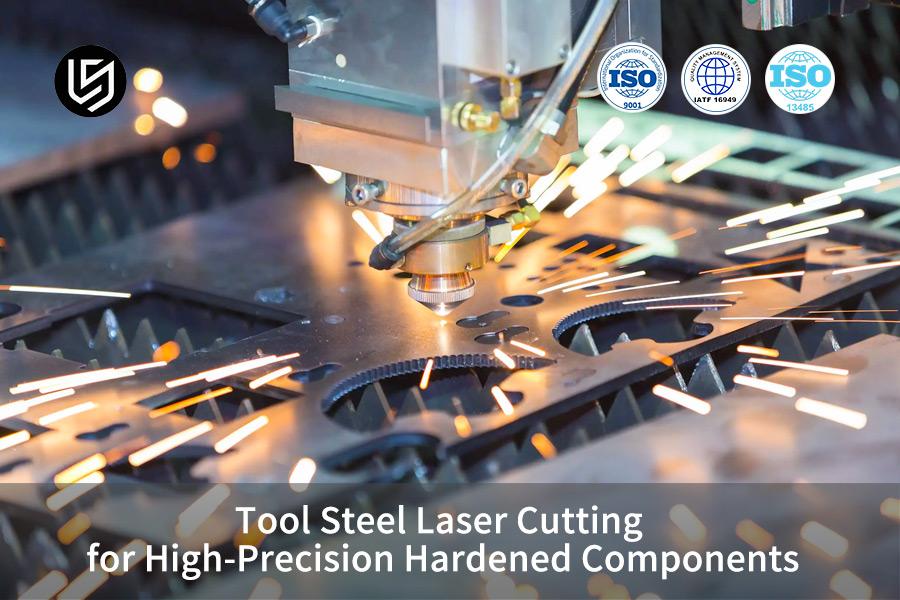
Il servizio di taglio laser per acciai da utensili è una tipologia di produzione flessibile che non solo è compatibile con acciai da utensili temprati HRC 58-62, ma può anche essere utilizzata per affrontare i problemi diffusi nel settore, quali l'inefficienza e gli alti costi del taglio a filo tradizionale e i danni termici derivanti dal taglio laser convenzionale.
Oltre a controllare la zona termicamente alterata a 0,03 mm, questa tecnologia è in grado di soddisfare costantemente una tolleranza di produzione di massa di 0,01 mm e di preservare il 100% della durezza originale dell'acciaio (HRC 58+). Per questo motivo , rappresenta una tecnologia di lavorazione fondamentale per la produzione di stampi di altissimo livello. I metodi tradizionali di lavorazione dell'acciaio per utensili temprato di forma irregolare mediante elettroerosione a filo limitano notevolmente l'efficienza produttiva della catena di fornitura.
Panoramica rapida delle principali conclusioni sul taglio laser dell'acciaio per utensili di precisione
Questo capitolo riassume le principali innovazioni tecnologiche e i vantaggi prestazionali del taglio laser dell'acciaio per utensili. Tutti i dati sono stati ottenuti da misurazioni a livello di produzione e possono essere utilizzati senza alcun dubbio come base per la selezione dei processi B2B.
| Moduli di processo principali | Parametri tecnici chiave | Prestazioni di elaborazione | Vantaggi per il cliente |
| Tecnologia di modulazione a impulsi brevi | Larghezza dell'impulso ≤15μs, ciclo di lavoro 25%-35% | Zona termicamente alterata (HAZ) ≤0,03 mm, elimina le microfratture termiche | Preserva la resistenza all'usura originale dell'acciaio. |
| Sistema di protezione ad azoto ad alta pressione | Azoto ad altissima pressione (18 bar), purezza 99,999% . | Nessuna ossidazione o scoria nel punto di taglio. | Non è necessaria una macinazione secondaria , il che abbrevia il processo. |
| Controllo di macchine utensili ad altissima precisione | Precisione di posizionamento ±0,003 mm, compensazione dinamica della messa a fuoco. | Tolleranza di produzione di massa stabile ±0,01 mm. | Soddisfa i requisiti di assemblaggio di precisione. |
| Calibrazione differenziata dei parametri dei materiali | Frequenza di impulso 3500-4200 Hz, sagomatura del fascio a profilo piatto. | Rugosità superficiale Ra ≤1,6 μm | Migliora la precisione di assemblaggio dei pezzi. |
| Processo di formatura ad alta velocità | Formatura in un'unica passata , senza necessità di molteplici processi di finitura. | L'efficienza di elaborazione è aumentata di 15-20 volte. | Riduzione dei costi di elaborazione di oltre il 70%. |
Punti chiave
- I laser a fibra ad alta frequenza e impulsi brevi controllano la zona termicamente alterata (HAZ) in modo che non superi 0,03 mm , evitando così l'ammorbidimento del bordo.
- La protezione con azoto puro ad alta pressione (18 bar) è in grado di eliminare completamente l'ossidazione superficiale del taglio, garantendo così la durezza e la stabilità della matrice metallica.
- Grazie a una particolare tecnica di produzione , LS Manufacturing è riuscita a mantenere la variabilità della produzione di massa dell'acciaio per utensili temprato entro 0,01 mm.
Perché affidarsi all'esperienza di LS Manufacturing nel taglio laser e nella produzione di componenti in acciaio per utensili temprato ad alta precisione?
Il vantaggio competitivo fondamentale nella lavorazione di componenti temprati di alta gamma deriva dalla disponibilità di dati di misurazione tracciabili e da un sistema di qualità conforme, piuttosto che dai vantaggi di una singola apparecchiatura.
Prendendo spunto dal settore e dopo tre mesi di test di calibrazione dei parametri di taglio laser per acciai per utensili temprati, il nostro team ha sviluppato con successo un sistema di taglio a freddo che soddisfa gli standard di qualità ISO 13957:1997 ed è compatibile con acciai di alta gamma come D2 e H13.
La tolleranza per la lavorazione dell'acciaio per utensili temprato è molto ristretta e anche il minimo danno termico può causare lo scarto di un pezzo. Questa è stata la principale sfida che il nostro team ha dovuto affrontare durante l'implementazione pratica. Per risolvere questo problema, abbiamo continuato a regolare i parametri di impulso e gas, arrivando a eseguire oltre 200 set di test di processo.
E le certificazioni ISO 9001:2015 che abbiamo due volte, la nostra officina non è solo ben attrezzata con una suite di prova composta da Una macchina di misura a coordinate e un tester di microdurezza, ma utilizzabile anche per la gestione a ciclo chiuso di lavorazione, collaudo e correzione. Grazie alla nostra tecnologia a impulsi brevi, abbiamo risolto completamente i problemi di rammollimento termico e microfratture derivanti dai metodi convenzionali, e questo ci ha permesso di aiutare circa un centinaio di aziende manifatturiere a superare i loro colli di bottiglia di processo.
Grazie a un sistema di qualità eccellente e a centinaia di set di dati di processo misurati, il nostro marchio è in grado di produrre componenti temprati tagliati al laser di alta qualità, privi di difetti di lavorazione. In caso di problemi di lavorazione, è possibile richiedere una consulenza tecnica personalizzata; per esigenze specifiche, è possibile inviare i propri disegni per ottenere una soluzione di lavorazione su misura.

Perché il taglio laser su acciaio per utensili personalizzati provoca microfratture nei componenti temprati?
Le sollecitazioni termiche estreme compromettono seriamente le proprietà degli acciai per utensili temprati ad alto tenore di carbonio e altamente legati. Durante il funzionamento del laser, l'elevato calore generato provoca un'eccessiva sollecitazione di trazione istantanea che a sua volta causa microfratture nel taglio. Inoltre, l'esposizione termica successiva alla lavorazione laser, ovvero il raffreddamento, può dare origine a una nuova trasformazione martensitica e indurire ulteriormente il materiale, con un effetto negativo sulla sua tenacità. Questo è uno dei principali problemi del taglio laser di acciai per utensili personalizzati .
Meccanismo di generazione dello stress da input termico laser
La microfrattura è indotta principalmente dall'emissione laser ad alta potenza di picco; tuttavia, il taglio laser a controllo termico con potenza inferiore può prevenire quasi completamente i danni termici . La fusione e la vaporizzazione dell'acciaio per utensili temprato D2 e A2 con impulsi laser di potenza di picco compresa tra 4 kW e 6 kW avvengono in pochi microsecondi. A causa della loro bassissima conduttività termica, il materiale subisce un gradiente di temperatura molto ripido che provoca un'espansione termica seguita da una rapida contrazione.
Rischi ed effetti di propagazione delle microfratture
Se non si dispone di un controllo preciso del modello di input termico, le tensioni residue di trazione possono superare le forze di legame al bordo del grano e provocare la fessurazione del materiale, formando microfratture con una profondità compresa tra 0,05 mm e 0,15 mm . Il taglio laser a livello micrometrico può delimitare con precisione la zona termicamente alterata, inibendo così le fonti di innesco delle cricche. Le microfratture possono agire come fonti di fatica nel pezzo, e le rotture per sfaldamento e frattura possono essere la conseguenza delle elevate sollecitazioni a cui è sottoposto il pezzo.
- Effetti immediati: Scorrevolezza di taglio notevolmente ridotta a causa dell'elevata rugosità superficiale, ben lontana dai requisiti di precisione per l'assemblaggio.
- Effetti ritardati: integrità strutturale del pezzo compromessa, riduzione di oltre il 50% della durata del pezzo , costi aggiuntivi per la sostituzione da parte del cliente. Lo squilibrio delle sollecitazioni termiche è la causa principale delle microfratture nel taglio laser dell'acciaio per utensili personalizzato.

Figura 1: Pile di componenti in acciaio inossidabile tagliati al laser con fori precisi e geometrie variabili.
Come controllare la tolleranza di taglio laser dell'acciaio per utensili entro ±0,01 mm senza distorsioni dei bordi?
Per mantenere stabilmente una tolleranza di taglio laser di 0,01 mm sull'acciaio per utensili , è indispensabile disporre di un sistema di compensazione dinamica della messa a fuoco e di una macchina utensile azionata da un motore lineare. Inoltre, è necessario utilizzare un algoritmo di interpolazione segmentata lenta per sopprimere l'accumulo di calore estivo e prevenire la deformazione termica del pezzo e le deviazioni dimensionali.
Supporto hardware per macchine utensili di alta precisione
Il posizionamento di precisione tramite motori lineari è alla base di lavorazioni di altissima precisione. Il taglio laser senza crepe richiede l'utilizzo di componenti di alta precisione, consentendo di ottenere risultati di lavorazione non distruttivi. L'apparecchiatura si basa su una struttura a portale con motori lineari a doppio lato e vanta una precisione di posizionamento di 0,003 mm, nettamente superiore allo standard di settore. Ciò garantisce un supporto ottimale per la lavorazione di precisione dell'acciaio temprato.
Tecnologia di controllo dinamico dell'energia e della traiettoria
Tradizionalmente, si è riscontrato che i laser a taglio continuo concentrano la loro energia in corrispondenza di angoli acuti e piccoli fori, causando la fusione, il collasso e la deformazione del materiale. Il taglio laser a parametri controllati , basato sulla tecnologia di segmentazione del percorso a livello micrometrico, è in grado di soddisfare le esigenze di lavorazione di diverse strutture di forma irregolare.
- Regolazione adattiva della potenza: la potenza viene ridotta linearmente da 3 kW a 1,2 kW durante il taglio di piccoli archi R0,5 mm per mantenere costante l'energia immessa per unità di lunghezza.
- Controllo stabile della messa a fuoco: grazie a un sensore capacitivo, la distanza tra l'ugello e il pezzo in lavorazione è fissa a 0,3 mm ± 0,02 mm, eliminando così qualsiasi errore di deriva della messa a fuoco .
Hardware di alta gamma e un controllo preciso dei parametri: questi due elementi sono fondamentali per mantenere una tolleranza di taglio laser di 0,01 mm per l'acciaio per utensili, grazie a una formazione specifica sul taglio laser. È possibile visionare casi di studio di lavorazione ad alta precisione, ottenere una consulenza personalizzata sulle tecniche di miglioramento della precisione e inviare i disegni per un preventivo di lavorazione di precisione, qualora fosse necessaria la lavorazione del pezzo.
Un servizio di taglio laser ad alta durezza può prevenire l'ammorbidimento della zona termicamente alterata?
Il servizio professionale di taglio laser ad alta durezza si basa su modulazione a impulsi ultracorti da 15 secondi e metodi di taglio a freddo ad alta frequenza . Questi metodi contribuiscono a ridurre la zona termicamente alterata del pezzo, a mantenere la durezza originale della matrice in acciaio e ad evitare qualsiasi rammollimento dovuto a tempra secondaria.
Difetti di attenuazione dei processi laser tradizionali
- Zona termicamente alterata molto estesa: il metodo convenzionale di taglio laser continuo provoca la formazione di una zona termicamente alterata di 0,2 mm. Di conseguenza, un'ampia area della superficie dell'acciaio subisce danni da calore. Il taglio laser di alta qualità è in grado di porre rimedio completamente a questo difetto.
- Calo drastico della durezza della matrice: a causa del processo di ricottura termica, il livello di durezza di un acciaio per utensili temprato, inizialmente pari a HRC 60, si è ridotto in alcune zone addirittura al di sotto di HRC 45.
- Perdita di funzionalità : la riduzione della durezza, infatti, compromette le caratteristiche biologiche dell'acciaio , come la resistenza all'usura e la stabilità strutturale . Per questo motivo, il pezzo risultante non è più adatto alle esigenze di precisione richieste dagli stampi di alta gamma.
Tecnologia del nucleo anti-ammorbidimento per lavorazioni quasi a freddo
Un modo per ottenere effetti di taglio laser a bassa temperatura è attraverso l'ottimizzazione della modulazione della larghezza dell'impulso. La tecnica prevede la compressione della durata dell'impulso fino a 12-20 secondi, con l'ausilio di un ciclo di lavoro del 25-35%, che offre un tempo di raffreddamento sufficiente per la "lavorazione quasi a freddo". L'energia laser viene utilizzata per completare la fase di taglio prima della diffusione del calore. In base a test microscopici, la diminuzione della durezza è inferiore a HRC 1,5 a un taglio di 0,02 mm.

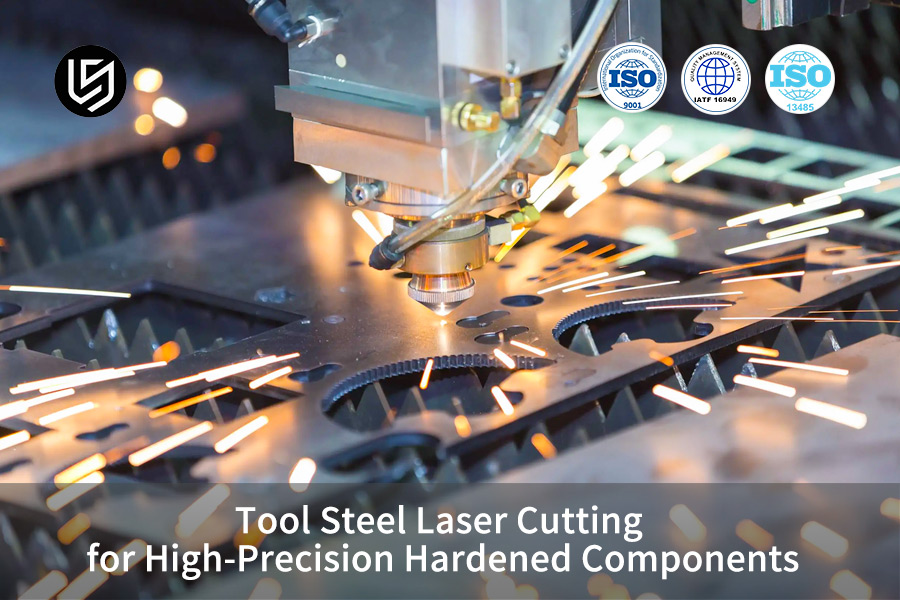
Figura 2: Una testa di taglio laser crea un raggio e delle scintille mentre lavora con precisione su un pezzo metallico.
Quali parametri di taglio laser a fibra sono più adatti per l'acciaio D2 e H13?
Le condizioni di lavorazione ottimali per l'acciaio per utensili ad alta lega sono: potenza 2,5 kW-3,5 kW, frequenza 3500 Hz-4200 Hz, ciclo di lavoro 30% e velocità 1,2 m/min-1,8 m/min. Questo rappresenta un buon compromesso tra qualità di taglio e calore, ideale per la produzione in serie di acciai per utensili personalizzati tramite taglio laser.
Logica di calibrazione dei parametri dell'acciaio differenziato
Le diverse composizioni delle leghe presentano caratteristiche di fusione distinte, pertanto i parametri di processo adatti a un tipo di acciaio per utensili potrebbero non esserlo per altri. Grazie al taglio laser a velocità ottimizzata, è possibile adattarsi alle caratteristiche di processo dei diversi acciai. Poiché gli acciai D2 e H13 differiscono notevolmente per punto di fusione e riflettività laser, ciascuno di essi richiede una serie di parametri specifici.
Parametri ottimali e risultati per la produzione di massa
Grazie alla nostra esperienza pratica nella produzione in serie di stampi in acciaio di precisione, i parametri fissi garantiscono risultati di lavorazione stabili e il taglio laser senza difetti assicura una qualità costante tra i diversi lotti di pezzi.
| Tipo di acciaio | Potenza ottimale | Frequenza di impulso fissa | Specifiche dell'ugello | Parametri del prodotto finito |
| Acciaio per utensili D2 (3 mm) | 3,0 kW | 3800Hz | Ugello monostrato da 1,2 mm | Ra≤1,6μm, Angolo≤0,03mm |
| Acciaio per utensili H13 (3 mm) | 3,2 kW | 3800Hz | Ugello monostrato da 1,2 mm | Durezza stabile e priva di scorie HRC 58+ |
Come fanno le fabbriche a ottimizzare la pressione del gas per il taglio laser di componenti temprati?
I produttori di punta si affidano ad azoto ad altissima purezza (99,999%) (16-20 bar) per rimuovere rapidamente le scorie fuse grazie all'effetto di abrasione meccanica ad alta pressione, arrestando così efficacemente le reazioni di ossidazione esotermiche e garantendo il mantenimento della qualità del bordo nel taglio laser di componenti temprati .
Principale motivazione alla base della selezione assistita del gas
Il controllo preciso della temperatura di reazione del gas è fondamentale: una qualità di taglio laser costante dipende dalla scelta del gas di assistenza corretto. Il taglio con ossigeno non solo porta a temperature superiori a 2000 °C, ma causa anche la decarburazione e la sfaldatura del bordo di taglio, compromettendo inevitabilmente le proprietà essenziali dell'acciaio temprato.
Dettagli sull'ottimizzazione della produzione di massa di azoto ad alta pressione
La pulizia con azoto ad alta pressione può facilitare il taglio non distruttivo. L'azoto ad alta pressione è necessario per il taglio laser a bassa ossidazione , che ha lo scopo di isolare l'aria e prevenire la formazione di difetti di ossidazione . 18 bar di azoto ad alta purezza possono eliminare l'ossigeno, pulire efficacemente le scorie fuse e rivelare il colore brillante del metallo tagliato, senza segni di ossidazione o scorie.
- Standard di purezza: gas azoto ad altissima purezza (99,999%), che rimuove le impurità e previene la contaminazione del taglio .
- Gamma di pressione: pressione stabile di 18 bar, in grado di produrre in serie acciaio temprato di spessore compreso tra 3 e 5 mm.
La protezione con azoto ad altissima pressione e purezza è fondamentale per migliorare la qualità del taglio laser di componenti temprati, eliminando i problemi di ossidazione e accumulo di scorie. Consulta i casi di studio sull'ottimizzazione dei processi a gas, richiedi una consulenza personalizzata sulle tecniche di adattamento della pressione del gas e inviaci i requisiti del tuo pezzo per ottenere un preventivo dettagliato.
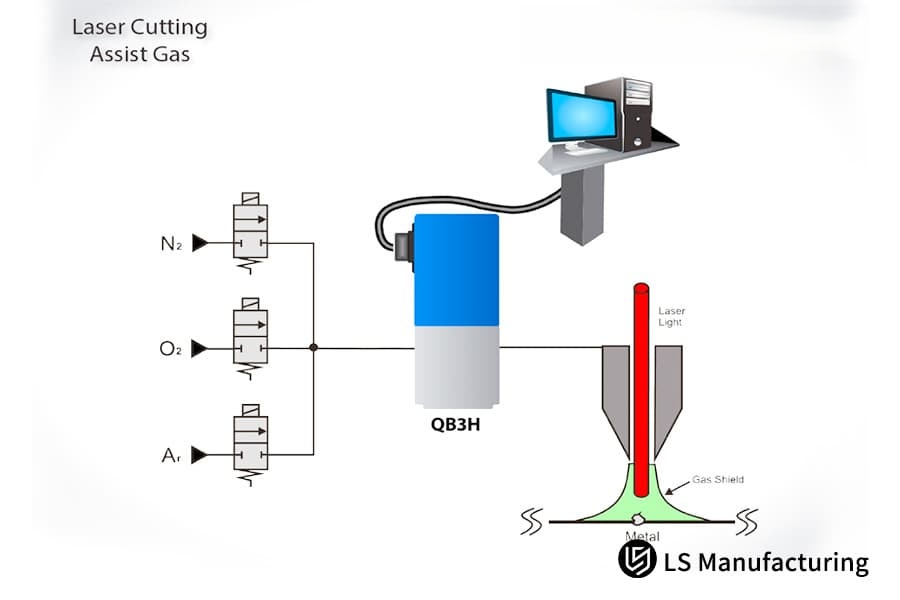
Figura 3: Schema di un sistema di miscelazione di gas (N2, O2, Ar) per l'ottimizzazione del processo di taglio laser.
Perché il taglio laser ad alta precisione per l'acciaio degli utensili è superiore alla tradizionale lavorazione EDM?
L'utilizzo di un laser ad alta precisione per tagliare l'acciaio degli utensili è 15-20 volte più veloce dell'elettroerosione a filo. Oltre a non richiedere elettrodi personalizzati, offre enormi vantaggi in termini di costi e tempi di consegna nella produzione di piccoli lotti di pezzi su misura, portando la produzione flessibile a un livello completamente nuovo.
Carenza persistente di processi EDM tradizionali
Il consumo di filo e elettrodo, unito alla bassa velocità, si traduce in un livello di efficienza di lavorazione EDM incredibilmente basso. Un ciclo di taglio laser ad alta velocità elimina completamente il problema dell'inefficienza. La lavorazione EDM di finitura ad alta precisione deve essere eseguita in più passaggi di finitura, il che significa tempi di lavorazione lunghi per pezzo e, di conseguenza, elevati costi di consumo e di ammortamento delle attrezzature.
Confronto dei vantaggi complessivi del taglio laser
| Dimensioni di confronto | Taglio del filo | Taglio laser di precisione | Vantaggi per il cliente |
| Tempo di elaborazione (stesso pezzo) | 8 ore | 4,5 minuti | Tempi di consegna ridotti di oltre il 99% |
| Costo di lavorazione del singolo pezzo | Costi elevati per il filo dell'elettrodo e per il tempo di lavorazione. | Sconto di oltre il 70%. | Risparmio sui costi di oltre 200 dollari per pezzo |
| Capacità di produzione flessibile | Richiede elettrodi personalizzati, scarsa adattabilità. | Formatura in un unico passaggio , adattabile a pezzi complessi e irregolari. | Supporta la prototipazione rapida e la produzione di massa |
| Perdite di processo | Rapido deprezzamento delle attrezzature, elevato consumo di materiali di consumo . | Nessuna perdita di elettrodi, basse perdite dell'apparecchiatura. | Riduzione dei costi di approvvigionamento a lungo termine |
Il taglio laser ad alta precisione per acciai da utensili, con un livello di accuratezza elevatissimo, rappresenta una svolta decisiva in termini di costi e tempi rispetto ai tradizionali processi di elettroerosione. Ciononostante, queste tecnologie si adattano a una vasta gamma di scenari personalizzati.
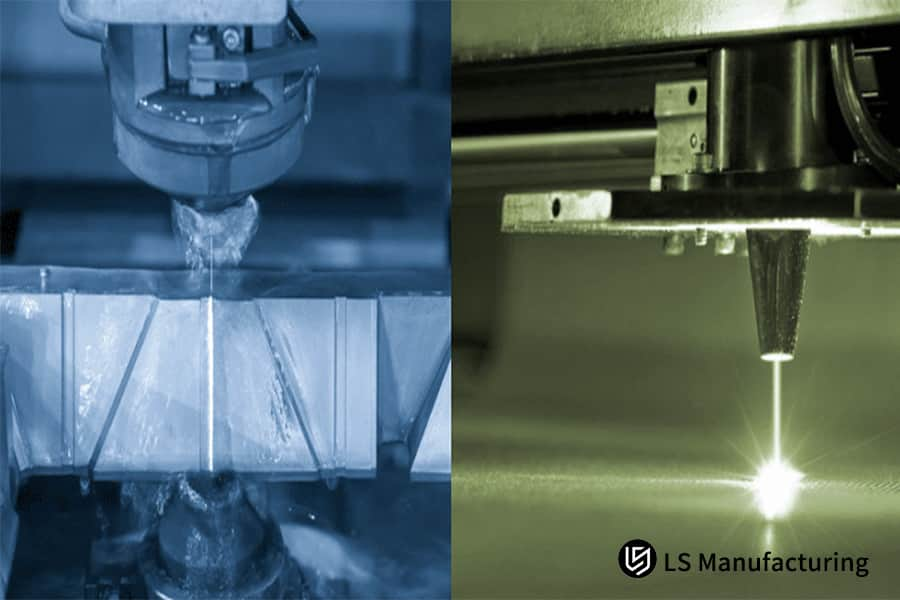
Figura 4: In una fabbrica, un raggio laser concentrato taglia con elevata precisione un pezzo in acciaio per utensili.
Come LS Manufacturing realizza componenti induriti tagliati al laser per uso medicale su misura?
LS Manufacturing ha realizzato in modo davvero impressionante una produzione di massa di guide temprate personalizzate e di alta precisione per strumenti chirurgici medicali, senza fessurazioni termiche , grazie a un esclusivo controllo del flusso d'aria ad altissima pressione e alla tecnologia di microlavorazione laser multiasse, soddisfacendo pienamente i requisiti di lavorazione di fascia alta dei componenti temprati tagliati al laser .
Sfide del cliente
Nel settore dei dispositivi medici esistono standard molto rigorosi per la qualità del prodotto, la precisione, la durezza e il funzionamento senza crepe, soprattutto per i componenti temprati. L'utilizzo di una tecnica di taglio laser di grado medicale può rappresentare un'ottima soluzione per i severi requisiti di lavorazione dei dispositivi medici di alta gamma. Il cliente, una grande azienda estera di dispositivi medici, intendeva produrre guide chirurgiche in acciaio per utensili D2 con una durezza di 58-60 HRC. Sono stati riscontrati difetti di qualità nei prodotti di diversi fornitori, il che avrebbe potuto comportare un rinvio del progetto.
Soluzione di produzione LS
- Il nostro team tecnico ha deciso di non riparare il vecchio processo laser continuo, ma di adottare un nuovo laser pulsato con lunghezza d'onda di 1064 nm . Si tratta di un sistema di taglio laser di precisione, estremamente accurato nel controllo dell'apporto termico.
- Mantenendo la frequenza degli impulsi a 4000 Hz e la durata dell'impulso ridotta a 15 secondi, riescono a minimizzare l'apporto di calore.
- Questo processo viene eseguito con un ugello coassiale di azoto ad altissima purezza a 19 bar e i tagli laser seguono dinamicamente il punto focale con una spaziatura precisa degli ugelli di 0,15 mm, il che contribuisce alla rapida dissipazione del calore di taglio e previene il riflusso del metallo fuso e l'accumulo di stress termico.
Ecco un utile consiglio per la risoluzione dei problemi: quando si tagliano piccoli fori nell'acciaio temprato con il laser e si verificano delle perforazioni, impostando il tempo di perforazione progressiva a 0,8 secondi è possibile eliminare completamente i difetti di perforazione.
Risultati e valore
L'ispezione con macchina di misura a coordinate (CMM) e le prove di microdurezza confermano che tutte le tolleranze del prodotto finito sono stabilmente mantenute entro 0,01 mm, la zona termicamente alterata (HAZ) entro 0,02 mm e la durezza del bordo è costantemente HRC 59, senza microfratture.
Questa soluzione consente ai clienti di risparmiare il 65% sui costi di lavorazione, ovvero una riduzione di 320 dollari per pezzo . Inoltre, riduce drasticamente i cicli di consegna e aiuta i clienti a eliminare i colli di bottiglia nella produzione, favorendo anche una maggiore collaborazione nel tempo.
La messa a punto avanzata dei processi e l'ottimizzazione dettagliata hanno aperto la strada all'utilizzo di pezzi temprati tagliati al laser in contesti di precisione medicale di alto livello, la cui qualità è stata confermata dalla produzione in serie. Consulta i casi di studio completi dei progetti per approfondire l'argomento, ottenere un'analisi di fattibilità DFM gratuita e personalizzare soluzioni di lavorazione di pezzi ad alta precisione.

Quali fattori influenzano il costo di un fornitore di servizi di taglio laser su acciaio per utensili personalizzati?
Il peso del materiale da solo non determina il prezzo del taglio laser di precisione dell'acciaio per utensili . Gli elementi principali che influenzano il costo sono la complessità del pezzo, lo spessore del metallo, la durezza dell'acciaio e la precisione delle tolleranze dimensionali. Conoscendo questi fattori, i clienti possono perfezionare i loro progetti e tenere sotto controllo il budget.
Principali fattori che influenzano i costi
La durezza di un materiale da penetrare non solo determina la durata del processo, ma anche il costo delle materie prime. Il taglio laser, che si adatta agli spessori, può far fronte a diverse situazioni di lavorazione della lamiera. I principali fattori che influenzano i costi possono essere suddivisi in due categorie principali:
- L'impatto dello spessore della lamiera: ogni volta che lo spessore dell'acciaio aumenta di 1 mm , la resistenza alla penetrazione del laser aumenta in modo geometrico, causando una riduzione molto significativa della velocità di taglio e un continuo aumento dei costi di tempo della macchina.
- Perdite nel processo di foratura: Forare l'acciaio temprato è molto difficile, un singolo foro richiede da 0,5 a 2 secondi. Ciò non solo aumenta i tempi di lavorazione, ma provoca anche una rapida usura dell'ugello, con conseguente aumento dei costi dei materiali.
Differenze di costo in base ai gradi di tolleranza
La precisione con cui viene definito un grado di tolleranza può determinare in gran parte la difficoltà di lavorazione e, di conseguenza, il prezzo. Grazie al taglio laser a tolleranza controllata , è possibile ottenere tolleranze diverse corrispondenti a diversi livelli di precisione , e la differenza tecnica tra i vari standard di tolleranza è piuttosto significativa:
- Tolleranze standard (0,05 mm): Massima velocità di elaborazione, nessuna ispezione completa del processo richiesta , minima difficoltà di processo e costi di elaborazione complessivi inferiori.
- Tolleranze di ultra-precisione (0,01 mm): necessarie per ridurre la velocità dei macchinari ed effettuare un'ispezione completa online al 100%, comportano un elevato livello tecnologico, tempi di lavorazione lunghi e un notevole aumento dei costi complessivi.
- Base di calcolo: La formula proprietaria per il calcolo dei costi è la seguente: Costo orario della macchina per singolo pezzo = Tempo di taglio × Tariffa oraria dell'attrezzatura + Consumo di azoto × Prezzo unitario del gas . Questa formula rende la determinazione dei prezzi trasparente e precisa.
Come valutare gli standard qualitativi di un produttore di acciaio per utensili tagliato al laser?
I fornitori di servizi di taglio laser di alto livello non solo dovrebbero essere certificati IATF 16949 e ISO 9001:2015 , ma anche disporre di apparecchiature di collaudo di precisione per un controllo qualità a circuito chiuso del pezzo e un controllo accurato della tolleranza di taglio laser dell'acciaio per utensili.
Standard per la configurazione dei test hardware
Gli strumenti di ispezione professionali di alta qualità sono un pilastro fondamentale per garantire la qualità di un prodotto. Un prodotto è considerato valido solo se l'intera gamma di strumenti di prova è in grado di effettuare un'ispezione completa delle caratteristiche esterne, delle dimensioni e delle strutture metallografiche .
Sistema di controllo qualità per l'intero processo
Solo i produttori di taglio laser che dispongono di un sistema di controllo qualità ben consolidato sull'intero processo possono garantire una qualità stabile del lotto. Le fasi di controllo chiave sono quelle che seguono:
- Meccanismo di ispezione del primo articolo: il primissimo articolo di un lotto viene ispezionato in tutti i suoi aspetti per rilevare preventivamente qualsiasi tipo di deviazione dal processo e prevenire il rischio di scarto dell'intero lotto.
- Controllo statistico di processo: il controllo statistico di processo (SPC) viene effettuato con un valore CPK stabile >1,33, al fine di garantire la stabilità della produzione di massa.
- Tre ispezioni fondamentali: comprendenti l'analisi delle striature trasversali, l'osservazione della struttura metallografica e l'ispezione completa dell'accuratezza dimensionale, queste ispezioni forniscono un controllo di qualità del prodotto a ciclo chiuso.
Personale qualificato, strumenti di misurazione precisi e un rigoroso controllo del processo sono elementi essenziali per gestire le tolleranze del taglio laser dell'acciaio per utensili e garantire la qualità del lotto. Potete affidarci le vostre specifiche di lavorazione per ricevere soluzioni personalizzate e di alta qualità.
FAQ
D1: Il taglio laser dell'acciaio per utensili temprato può ammorbidire i bordi?
No, i bordi non si ammorbidiranno. Grazie all'utilizzo di una modulazione a impulsi ad altissima frequenza combinata con un metodo di raffreddamento ad azoto puro ad altissima pressione (18 bar), l'apporto di calore del processo può essere limitato a pochi microsecondi , il che impedisce completamente l'effetto di rammollimento della ricottura e mantiene intatta la durezza dell'acciaio come in origine.
D2: Qual è la tolleranza massima ottenibile con il taglio laser dell'acciaio per utensili temprato?
Grazie all'utilizzo di un azionamento a motore lineare di elevata precisione, abbinato a un sistema di feedback a circuito chiuso con messa a fuoco in tempo reale, l'impianto è in grado di controllare in modo affidabile la tolleranza dimensionale lineare sull'acciaio per utensili temprato entro 0,01 mm , anche nella produzione su larga scala, risultando quindi perfettamente adatto alle esigenze di assemblaggio di alta precisione.
D3: Perché il prezzo dell'acciaio per utensili temprato tagliato al laser è superiore a quello del normale acciaio al carbonio?
L'acciaio per utensili temprato presenta un'elevata durezza e una forte sensibilità al calore. La lavorazione richiede una bassa velocità e un controllo preciso della temperatura per sopprimere le microfratture. Allo stesso tempo, consuma una grande quantità di azoto gassoso ad alta pressione e purezza . A ciò si aggiungono le complesse e precise regolazioni dei parametri, che comportano un'usura delle attrezzature e costi di processo nettamente superiori rispetto al taglio dell'acciaio al carbonio ordinario.
D4: È possibile tagliare con il laser lamiere di acciaio temprato con uno spessore superiore a 10 mm?
I sistemi di taglio laser ad alta potenza sono in grado di penetrare lamiere di acciaio temprato di 10 mm di spessore. Tuttavia, l'accumulo di calore rappresenta un problema significativo quando si esegue il taglio laser su lamiere spesse. Una finestra di lavorazione ideale, che consente di ottenere una precisione di 0,02 mm e una qualità priva di crepe, si raggiunge prevalentemente con lamiere di spessore inferiore a 5 mm.
D5: La superficie tagliata al laser richiede una successiva sbavatura o rettifica?
Durante l'intero processo, l'utilizzo di azoto puro ad altissima pressione (18 bar) come coadiuvante di risciacquo garantisce bordi di taglio lisci, puliti e privi di bave e scorie. La qualità della superficie è talmente elevata da non richiedere una seconda rettifica. Il taglio può essere assemblato o lucidato direttamente.
D6: Quali tipi specifici di acciaio per utensili temprato supportate per il taglio laser personalizzato?
Nel nostro stabilimento siamo in grado di lavorare facilmente diversi acciai per utensili temprati molto diffusi, come gli acciai per stampi a freddo D2, A2 e O1, l'acciaio per stampi a caldo H13 e l'acciaio rapido M2 , soddisfacendo così le diverse esigenze di personalizzazione di stampi di alta gamma e componenti di precisione.
D7: Le tensioni residue locali causate dal taglio laser influiscono sull'intera struttura del pezzo?
I laser a emissione continua tradizionali inducono solitamente un elevato stress residuo. La nostra esclusiva tecnica a impulsi ultracorti, invece, è in grado di ridurre i livelli di stress da trazione di oltre l'85% senza compromettere l'integrità strutturale del pezzo, garantendo così la stabilità a lungo termine dei componenti.
D8: Qual è la quantità minima d'ordine (MOQ)? Offrite un servizio di produzione di prototipi singoli?
Il nostro marchio si rivolge principalmente al settore B2B, offrendo produzione flessibile di alta gamma e, pertanto, non abbiamo un ordine minimo (MOQ). Che si tratti di un singolo prototipo di ricerca e sviluppo, di una prototipazione in piccoli lotti o di una produzione di massa su larga scala, siamo in grado di offrire supporto tecnico professionale e servizi di elaborazione standard senza alcun problema. È sufficiente caricare i disegni per ottenere preventivi rapidi e precisi, nonché un metodo di elaborazione personalizzato.
Riepilogo
La principale difficoltà nella lavorazione di precisione dell'acciaio per utensili temprato risiede nel bilanciare efficacemente i tre aspetti di accuratezza, durezza ed efficienza di processo . Le microfratture causate da stress termico, la riduzione della durezza e le deviazioni dimensionali rappresentano i principali ostacoli alla produzione in serie di stampi di alta qualità.
Risolvendo completamente i punti critici della lavorazione tradizionale grazie a un processo combinato di controllo termico ad alta frequenza e impulsi brevi, regolazione dinamica lineare dell'energia e protezione con azoto ad altissima pressione, otteniamo risultati di lavorazione di alta qualità senza interruzioni, con una precisione di 0,01 mm, una zona termicamente alterata (HAZ) a livello micrometrico e una durezza HRC 58+.
Se riscontrate problemi come tempi di consegna lunghi, costi elevati e non conformità della qualità del prodotto nella lavorazione di acciai per utensili temprati, vi preghiamo di inviarci i vostri disegni CAD 2D/3D . Il nostro team tecnico esperto elaborerà la vostra richiesta con una valutazione DFM professionale e un preventivo preciso entro 2 ore, consentendovi di avviare rapidamente il vostro progetto e di sfruttare le opportunità di mercato.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com 
