Услуга лазерной резки инструментальной стали — это вид гибкого производства, который не только совместим с закаленной инструментальной сталью твердостью HRC 58-62, но и может использоваться для решения распространенных в отрасли проблем, таких как неэффективность и высокая стоимость традиционной проволочной резки, а также термические повреждения от обычной лазерной резки.
Помимо контроля зоны термического воздействия до 0,03 мм, эта технология позволяет стабильно обеспечивать допуск на серийное производство в 0,01 мм и сохранять 100% первоначальной твердости стали HRC 58+, и поэтому является ключевой технологией обработки для изготовления пресс-форм высшего уровня. Традиционные методы обработки закаленной инструментальной стали неправильной формы с помощью электроэрозионной обработки проволокой значительно ограничивают эффективность производства в цепочке поставок.
Краткий обзор основных выводов в области прецизионной лазерной резки инструментальной стали.
В этой главе обобщены основные технологические инновации и преимущества лазерной резки инструментальной стали. Все данные получены на основе измерений, проведенных в производственных условиях , и могут быть без сомнения использованы в качестве основы для выбора технологии обработки в сегменте B2B.
| Основные технологические модули | Основные технические параметры | Производительность обработки | Преимущества для клиентов |
| Технология модуляции коротких импульсов | Длительность импульса ≤15 мкс, рабочий цикл 25%-35% | Зона термического воздействия ≤0,03 мм, исключает микроскопические термические трещины. | Сохраняет первоначальную износостойкость стали. |
| Система защиты от высокого давления азота | Сверхвысокое давление 18 бар, азот высокой чистоты 99,999% . | В месте среза не наблюдается окисления или образования шлака. | Нет необходимости в дополнительной шлифовке , что сокращает процесс. |
| Сверхточная система управления станком | Точность позиционирования ±0,003 мм, динамическая компенсация фокусировки. | Допуск на серийное производство стабилен и составляет ±0,01 мм. | Соответствует требованиям к точности сборки. |
| Дифференцированная калибровка параметров материала | Частота импульсов 3500-4200 Гц, формирование луча с плоской вершиной. | Шероховатость поверхности Ra ≤1,6 мкм | Повышает точность подгонки заготовки. |
| Высокоскоростной процесс формования | Формование за один проход , нет необходимости в многоступенчатой финишной обработке. | Эффективность обработки увеличилась в 15-20 раз. | Затраты на обработку сократились более чем на 70%. |
Основные выводы
- Высокочастотные волоконные лазеры с короткими импульсами контролируют зону термического воздействия (ЗТВ), поддерживая ее размер не более 0,03 мм , что предотвращает размягчение кромки.
- Защита чистым азотом под высоким давлением 18 бар способна полностью удалить поверхностное окисление обрабатываемого участка, гарантируя тем самым твердость стабильной металлической матрицы.
- Благодаря особой технологии производства , компании LS Manufacturing удалось свести колебания параметров массового производства закаленной инструментальной стали к минимуму в 0,01 мм.
Почему стоит доверять опыту компании LS Manufacturing в области лазерной резки и высокоточной обработки закаленных инструментальных стальных компонентов?
Фундаментальное конкурентное преимущество при обработке высококачественных закаленных компонентов заключается в наличии прослеживаемых данных измерений и соответствующей стандартам системы качества , а не в преимуществах отдельного элемента оборудования.
Опираясь на опыт отрасли и после трехмесячных калибровочных испытаний параметров лазерной резки закаленных инструментальных сталей, мы успешно разработали систему холодной резки , которая соответствует стандартам качества ISO 13957:1997 и совместима с высококачественными сталями, такими как D2 и H13.
Допуски на обработку закаленной инструментальной стали очень жесткие, и даже малейшее термическое повреждение может привести к браку заготовки. Именно с этим наша команда столкнулась в качестве основной проблемы во время практической реализации проекта. Для решения этой проблемы мы постоянно корректировали параметры импульса и газа и в итоге провели более 200 комплектов технологических испытаний.
Благодаря наличию у нас дважды сертификатов ISO 9001:2015 , наша мастерская не только хорошо оснащена испытательным комплексом, состоящим из... Этот прибор может использоваться как координатно-измерительная машина и микротвердомер, так и для управления процессами обработки, тестирования и коррекции в замкнутом цикле. Благодаря нашей собственной технологии коротких импульсов мы полностью решили проблемы термического размягчения и микротрещин, возникающие при использовании традиционных методов, и именно это позволило нам помочь примерно ста производственным компаниям преодолеть узкие места в их производственных процессах.
Благодаря превосходной системе контроля качества и сотням комплектов данных измерений процесса, наша компания способна производить высококачественные закаленные компоненты, вырезанные лазером, без каких-либо дефектов обработки. При возникновении проблем с обработкой вы можете получить индивидуальную техническую консультацию, а при наличии индивидуальных потребностей — предоставить свои чертежи для получения индивидуального решения по обработке.

Почему лазерная резка инструментальной стали приводит к образованию микротрещин в закаленных деталях?
Экстремальные термические циклы приводят к серьезному ухудшению свойств высокоуглеродистой, высоколегированной закаленной инструментальной стали. Во время лазерной обработки высокая температура, выделяемая при резке, вызывает чрезмерное мгновенное растягивающее напряжение, которое, в свою очередь, приводит к образованию микротрещин в разрезе. Кроме того, термическое воздействие после лазерной обработки, то есть охлаждение, может привести к новому мартенситному превращению и дополнительному упрочнению материала, что негативно сказывается на его ударной вязкости. Это одна из главных проблем лазерной резки инструментальной стали на заказ .
Механизм генерации напряжений при термическом воздействии лазера
Микротрещины образуются в основном из-за излучения лазера с высокой пиковой мощностью, однако терморегулируемая лазерная резка с меньшей мощностью может практически полностью предотвратить термическое повреждение . Плавление и испарение закаленной инструментальной стали D2 и A2 лазерными импульсами пиковой мощностью 4–6 кВт происходит за считанные микросекунды. Из-за очень низкой теплопроводности материал испытывает очень резкий температурный градиент , что приводит к термическому расширению с последующим быстрым сжатием.
Опасности и распространение микротрещин
Остаточные растягивающие напряжения, если не обеспечен точный контроль модели теплового воздействия, могут преодолеть силы сцепления на границах зерен и вызвать растрескивание материала, образуя микротрещины глубиной от 0,05 до 0,15 мм . Лазерная резка на микроуровне позволяет точно ограничить зону термического воздействия, тем самым подавляя источники образования трещин. Микротрещины могут выступать в качестве источников усталости в заготовке, а обрушение и разрушение могут быть результатом воздействия на заготовку высоких напряжений.
- Непосредственные последствия: резкое снижение гладкости среза из-за высокой шероховатости поверхности, что совершенно не соответствует требованиям к точности сборки.
- Отложенные последствия: ухудшение структурной целостности заготовки, сокращение срока службы заготовки более чем на 50% , дополнительные затраты на замену со стороны заказчика. Дисбаланс термических напряжений является основной причиной микротрещин при лазерной резке инструментальной стали.

Рисунок 1: Стопки деталей из нержавеющей стали, вырезанных лазером, с точными отверстиями и различной геометрией.
Как обеспечить точность лазерной резки инструментальной стали в пределах ±0,01 мм без деформации кромки?
Для стабильного поддержания допуска лазерной резки инструментальной стали в 0,01 мм крайне важно иметь систему динамической компенсации фокуса и станок с линейным двигателем. Кроме того, следует использовать алгоритм медленной сегментированной интерполяции , чтобы подавить накопление тепла летом и предотвратить термическую деформацию заготовки и отклонения размеров.
Поддержка высокоточного оборудования для станков
Точное позиционирование с помощью линейных двигателей служит основой для сверхточной обработки. Бесшовная лазерная резка требует использования высокоточных инструментов, что позволяет достичь неразрушающего эффекта обработки. Оборудование использует двухстороннюю портальную конструкцию с линейными двигателями и обеспечивает точность позиционирования 0,003 мм, что значительно превосходит отраслевые стандарты. Благодаря этому обеспечивается надежная поддержка для прецизионной обработки закаленной стали.
Технология динамического управления энергией и траекторией
Традиционно было установлено, что непрерывные лазеры концентрируют свою энергию в острых углах и небольших отверстиях, что приводит к плавлению, разрушению и деформации материала. Параметрическая лазерная резка , основанная на технологии сегментации траектории на микронном уровне, способна удовлетворить потребности в обработке различных структур неправильной формы.
- Адаптивная регулировка мощности: при резке небольших дуг радиусом 0,5 мм мощность линейно снижается с 3 кВт до 1,2 кВт для поддержания постоянного уровня энергии, потребляемой на единицу длины.
- Стабильное управление фокусировкой: благодаря использованию емкостного датчика расстояние между соплом и заготовкой фиксируется на уровне 0,3 мм - 0,02 мм, что исключает ошибки смещения фокуса .
Высококачественное оборудование и точный контроль параметров — вот два ключевых момента для поддержания допуска лазерной резки инструментальной стали в 0,01 мм, что достигается благодаря обучению лазерной резке. Вы можете ознакомиться с примерами высокоточной обработки, получить индивидуальную консультацию по методам повышения точности и отправить чертежи для получения коммерческого предложения на точную обработку заготовки, если это необходимо.
Может ли лазерная резка материалов высокой твердости предотвратить размягчение зоны термического воздействия?
Профессиональная лазерная резка высокопрочных материалов основана на методах сверхкоротких импульсов длительностью 15 секунд и высокочастотной холодной резки . Это помогает уменьшить зону термического воздействия детали, сохранить первоначальную твердость стальной матрицы и предотвратить размягчение из-за вторичного отпуска.
Дефекты размягчения, возникающие при традиционных лазерных процессах.
- Очень большая зона термического воздействия: Традиционный метод непрерывной лазерной резки приводит к образованию зоны термического воздействия толщиной 0,2 мм. В результате большая площадь поверхности стали подвергается термическим повреждениям. Высококачественная лазерная резка способна полностью устранить этот дефект.
- Резкое падение твердости матрицы: В результате термической обработки уровень твердости закаленной инструментальной стали, изначально имевшей твердость HRC 60, в некоторых областях снизился до значения ниже HRC 45.
- Потеря функциональности : Фактически, снижение твердости разрушает биологические характеристики стали , такие как износостойкость и структурная стабильность, которые она изначально обеспечивала. Именно поэтому заготовка становится непригодной для высокоточной обработки в высокотехнологичных пресс-формах.
Технология квазихолодной обработки с антиразмягчением сердцевины
Один из способов достижения эффекта низкотемпературной лазерной резки — оптимизация широтно-импульсной модуляции. Эта технология включает в себя сокращение длительности импульса до 12–20 секунд с помощью рабочего цикла 25–35%, что обеспечивает достаточное время охлаждения для «квазихолодной обработки». Лазерная энергия используется для завершения этапа резки до рассеивания тепла. По результатам микроскопического анализа, снижение твердости составляет менее 1,5 HRC при толщине резания 0,02 мм.

Рисунок 2: Лазерная режущая головка создает луч и искры, точно обрабатывая металлическую деталь.
Какие параметры лазерной резки волоконным лазером лучше всего подходят для стали марок D2 и H13?
Оптимальные условия обработки высоколегированной инструментальной стали: мощность 2,5–3,5 кВт, частота 3500–4200 Гц, рабочий цикл 30% и скорость 1,2–1,8 м/мин. Это хороший компромисс между качеством резки и температурой, идеально подходящий для массового производства изделий из инструментальной стали с использованием лазерной резки.
Логика калибровки параметров дифференцированной стали
Различные составы сплавов имеют разные характеристики плавления, поэтому параметры обработки, которые хорошо подходят для одного типа инструментальной стали, могут быть непригодны для других. Оптимизированная по скорости лазерная резка позволяет адаптироваться к характеристикам обработки различных сталей. Поскольку стали D2 и H13 значительно различаются по температуре плавления и отражательной способности лазера, для каждой из них необходим свой набор параметров.
Оптимальные параметры и результаты для массового производства
Основываясь на нашем практическом опыте в проектах по серийному производству прецизионной инструментальной стали, мы обеспечиваем стабильные результаты обработки за счет фиксированных параметров, а лазерная резка без дефектов гарантирует неизменное качество партий заготовок.
| Тип стали | Оптимальная мощность | Фиксированная частота импульсов | Технические характеристики сопла | Параметры готового продукта |
| Инструментальная сталь D2 (3 мм) | 3,0 кВт | 3800 Гц | Однослойное сопло 1,2 мм | Ra≤1,6 мкм, угол≤0,03 мм |
| Инструментальная сталь H13 (3 мм) | 3,2 кВт | 3800 Гц | Однослойное сопло 1,2 мм | Без шлака, стабильная твердость HRC 58+ |
Как заводы оптимизируют давление газа для лазерной резки закаленных деталей?
Ведущие производители используют азот сверхвысокой чистоты (99,999%) (16-20 бар) для быстрого удаления расплавленного шлака с помощью механического воздействия высокого давления, тем самым эффективно останавливая бурные экзотермические реакции окисления и обеспечивая сохранение качества кромки при лазерной резке закаленных деталей .
Основная идея использования функции автоматического выбора газа
Правильный контроль температуры газовой реакции имеет первостепенное значение, стабильное качество лазерной резки зависит от выбора подходящего вспомогательного газа. Резка кислородом не только нагревает материал выше 2000℃, но и приводит к обезуглероживанию и отслаиванию кромки, что, безусловно, ухудшает основные свойства закаленной стали.
Подробности оптимизации массового производства азота под высоким давлением
Обработка азотом под высоким давлением облегчает неразрушающую резку. Азот под высоким давлением необходим для лазерной резки с низким уровнем окисления , поскольку он изолирует воздух и предотвращает образование оксидных дефектов . Азот высокой чистоты под давлением 18 бар способен отвести кислород, эффективно очистить расплавленный шлак, и на отрезанной стороне будет виден блестящий металлический цвет без каких-либо признаков окисления или шлака.
- Стандарт чистоты: 99,999% сверхчистый газообразный азот, удаляющий примеси и предотвращающий загрязнение обрабатываемой поверхности .
- Диапазон давления: стабильное давление 18 бар, возможность серийного производства закаленной стали толщиной 3-5 мм.
Использование сверхвысокого давления и высокочистого азота в качестве защитного слоя имеет важное значение для повышения качества лазерной резки закаленных деталей, устраняя проблемы окисления и образования шлака. Ознакомьтесь с примерами оптимизации газовых процессов, получите индивидуальную консультацию по методам адаптации давления газа и отправьте требования к вашей заготовке, чтобы получить подробную смету на обработку.
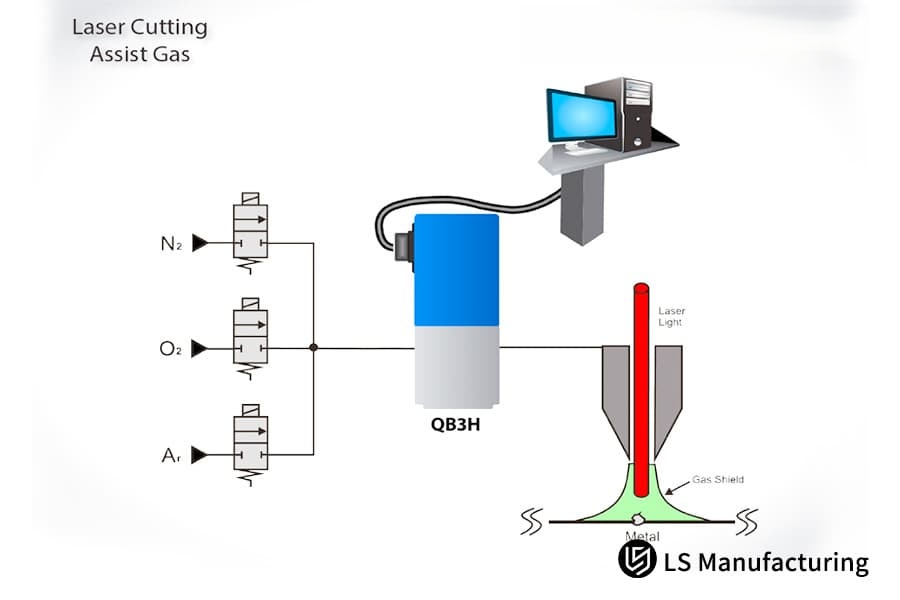
Рисунок 3: Схема системы смешивания газов (N2, O2, Ar) для оптимизации процесса лазерной резки.
Почему высокоточная лазерная резка инструментальной стали превосходит традиционную электроэрозионную обработку?
Использование высокоточного лазера для резки инструментальной стали в 15-20 раз быстрее, чем электроэрозионная обработка проволокой. Помимо отсутствия необходимости в специальных электродах, это обеспечивает огромные преимущества в стоимости и сроках изготовления мелкосерийных деталей нестандартной формы и буквально выводит гибкое производство на совершенно новый уровень.
Сохраняющийся дефицит традиционных методов электроэрозионной обработки.
Низкий расход проволочного электрода в сочетании с низкой скоростью приводит к невероятно низкой эффективности электроэрозионной обработки. Высокоскоростной цикл лазерной резки полностью устраняет проблему неэффективности. Высокоточная чистовая электроэрозионная обработка должна проводиться в несколько проходов, что означает длительное время обработки одной детали и, соответственно, высокие затраты на расходные материалы и амортизацию оборудования.
Сравнение комплексных преимуществ лазерной резки
| Размеры для сравнения | Резка проволоки | Высокоточная лазерная резка | Преимущества для клиентов |
| Время обработки (одной и той же заготовки) | 8 часов | 4,5 минуты | Срок доставки сокращен более чем на 99%. |
| Стоимость обработки единичного изделия | Высокая стоимость электродной проволоки + машинное время. | Снижено более чем на 70%. | Экономия средств составляет более 200 долларов за единицу товара. |
| Гибкие производственные возможности | Требует использования электродов, изготовленных на заказ, обладает низкой адаптивностью. | Формовка за один проход , адаптируемая к сложным неровным деталям. | Поддерживает быстрое прототипирование и массовое производство. |
| Технологические потери | Быстрая амортизация оборудования, высокий расход расходных материалов . | Отсутствие потерь в электродах, низкие потери в оборудовании. | Снижение долгосрочных затрат на закупки |
Высокоточная лазерная резка инструментальной стали с очень высокой степенью точности обеспечивает прорыв в снижении как стоимости, так и времени всего процесса по сравнению с традиционными методами электроэрозионной обработки. При этом она остается адаптируемой к самым разнообразным индивидуальным задачам.
Рисунок 4: На заводе концентрированный лазерный луч с высокой точностью разрезает заготовку из инструментальной стали.
Как компания LS Manufacturing изготавливает на заказ медицинские компоненты, вырезанные лазером и закаленные по индивидуальному заказу?
Компания LS Manufacturing впечатляюще успешно осуществила высокоточное, индивидуальное серийное производство закаленных направляющих для медицинских хирургических инструментов без термического растрескивания , используя уникальную технологию управления потоком воздуха под сверхвысоким давлением и многоосевую лазерную микрообработку, полностью удовлетворяя высокотехнологичные требования к обработке закаленных компонентов, вырезанных лазером .
Проблемы клиентов
В индустрии медицинских изделий существуют очень строгие стандарты качества продукции, точности, твердости и отсутствия трещин, особенно для закаленных компонентов. Использование технологии лазерной резки медицинского класса может стать отличным решением для удовлетворения жестких требований к обработке высококачественных медицинских изделий. Заказчик, очень крупная иностранная компания по производству медицинских изделий, намеревался изготовить хирургические направляющие из инструментальной стали D2 с твердостью 58-60 HRC. В продукции нескольких поставщиков были выявлены дефекты качества, что могло привести к задержке проекта.
LS Manufacturing Solution
- Наша техническая команда решила не модернизировать старый процесс непрерывной лазерной резки и вместо этого внедрить новый импульсный лазер с длиной волны 1064 нм . Это высокоточная лазерная резка, отличающаяся высокой точностью контроля подводимой тепловой энергии.
- Поддерживая частоту импульсов на уровне 4000 Гц и узкую ширину импульса в 15 секунд, им удается минимизировать тепловыделение.
- Это достигается с помощью коаксиального сопла, работающего под давлением 19 бар и содержащего азот сверхвысокой чистоты, а лазерная резка динамически отслеживает фокусную точку с точным расстоянием между соплами 0,15 мм , что способствует быстрому рассеиванию тепла при резке и предотвращает обратный поток расплавленного металла и накопление термических напряжений.
Вот полезный совет по устранению неполадок: при лазерной резке небольших отверстий в закаленной стали, когда возникают проколы, изменение времени прокола до 0,8 с может полностью исключить дефекты в виде проколов.
Результаты и ценность
Контроль с помощью координатно-измерительной машины (КИМ) и микротвердомерный анализ подтверждают, что все допуски на готовом изделии стабильно соблюдаются в пределах 0,01 мм, зона термического влияния (ЗТВ) составляет 0,02 мм , а твердость кромки постоянно держится на уровне HRC 59 без каких-либо микротрещин.
Это решение позволяет клиентам сэкономить 65% на затратах на обработку, что составляет снижение стоимости одной заготовки на 320 долларов . Кроме того, оно значительно сокращает сроки поставки и помогает клиентам устранить узкие места в производстве и даже наладить долгосрочное сотрудничество.
Передовые методы настройки процесса и детальная оптимизация проложили путь для использования закаленных заготовок, вырезанных лазером, в высокоточных медицинских изделиях, а их качество подтверждено серийным производством. Ознакомьтесь с полными примерами проектов , чтобы узнать больше, получить бесплатный анализ DFM (проектирование с учетом технологичности), а также разработать индивидуальные решения для высокоточной обработки заготовок.

Что влияет на стоимость услуг поставщика по лазерной резке инструментальной стали на заказ?
Стоимость лазерной резки инструментальной стали с высокой точностью определяется не только весом материала. Основными факторами, влияющими на цену, являются сложность заготовки, толщина металла, твердость стали и точность размеров. Зная эти факторы, клиенты могут точно настроить свои проекты и контролировать бюджет.
Основные факторы, влияющие на стоимость
Сложность обработки материала определяет не только продолжительность процесса, но и стоимость сырья. Лазерная резка, адаптирующаяся к толщине материала, позволяет обрабатывать листовой металл в различных условиях. Основные факторы, влияющие на стоимость, можно условно разделить на две категории:
- Влияние толщины листа: При каждом увеличении толщины стали на 1 мм сопротивление проникновению лазера возрастает в геометрической прогрессии, что приводит к значительному снижению скорости резки и постоянному увеличению затрат на станочное время.
- Потери в процессе сверления: Сверление закаленной стали — очень сложная задача, на одно отверстие уходит от 0,5 до 2 секунд. Это не только увеличивает время обработки, но и приводит к быстрому износу сопла, что влечет за собой увеличение затрат на материал.
Разница в стоимости в зависимости от степени допуска
Точность определения класса допуска в значительной степени определяет сложность обработки, а следовательно, и цену. Благодаря лазерной резке с контролем допусков , можно получить точно такие же допуски, соответствующие различным уровням точности , и техническая разница между различными стандартами допусков весьма существенна:
- Стандартные допуски (0,05 мм): Максимальная скорость обработки, отсутствие необходимости в полном контроле процесса , минимальная сложность процесса и более низкая общая стоимость обработки.
- Сверхвысокая точность (0,01 мм): необходима для снижения скорости вращения оборудования и проведения 100% онлайн-контроля, что требует высокого технологического уровня, длительного времени обработки и значительно увеличивает общую стоимость.
- Основа расчета: Ниже приведена запатентованная формула расчета себестоимости: Стоимость обработки одной детали на станке = Время резки × Стоимость оборудования + Расход азота × Цена за единицу газа . Эта формула обеспечивает прозрачность и точность ценообразования.
Как оценить стандарты качества производителя инструментов, обрабатываемых лазером для лазерной резки стали?
Лучшие поставщики услуг лазерной резки должны не только иметь сертификаты IATF 16949 и ISO 9001:2015 , но и располагать высокоточным испытательным оборудованием для замкнутого цикла контроля качества обрабатываемой детали и точного контроля допусков лазерной резки инструментальной стали.
Стандарты конфигурации тестирования оборудования
Высококачественные профессиональные контрольно-измерительные приборы являются основой гарантии качества продукции. Продукт будет считаться хорошим только в том случае, если весь набор контрольно-измерительных приборов способен обеспечить полную проверку внешних характеристик, размеров и металлографической структуры .
Система контроля качества для всего производственного процесса
Только те производители, которые используют лазерную резку и имеют хорошо отлаженную систему контроля качества на протяжении всего процесса, могут обеспечить стабильное качество продукции. Ключевые этапы контроля следующие:
- Механизм первичной проверки образцов: Первый образец из партии проверяется по всем параметрам для выявления любых отклонений от технологического процесса и предотвращения риска брака партии.
- Статистический контроль процесса: Статистический контроль процесса (СПК) осуществляется при стабильном значении CPK > 1,33, что гарантирует стабильность массового производства.
- Три основных вида контроля: анализ поперечного сечения, наблюдение за металлографической структурой и проверка точности размеров по всему периметру, обеспечивают замкнутый цикл контроля качества продукции.
Квалифицированный персонал, точные измерительные инструменты и тщательный контроль процесса являются важнейшими элементами для управления допусками при лазерной резке инструментальной стали и обеспечения качества партии продукции. Вы можете предоставить нам требования к вашей заготовке , чтобы получить индивидуальные высококачественные решения для обработки.
Часто задаваемые вопросы
В1: Приведёт ли лазерная резка закалённой инструментальной стали к размягчению кромок?
Нет, края не размягчатся. Благодаря использованию передовой импульсной модуляции сверхвысокой частоты в сочетании с методом охлаждения чистым азотом под сверхвысоким давлением 18 бар, подвод тепла в процессе обработки может быть ограничен всего несколькими микросекундами , что полностью предотвращает эффект размягчения при отжиге и сохраняет твердость стали неизменной.
В2: Каков максимальный допуск, который можно получить при лазерной резке закаленной инструментальной стали?
Благодаря использованию высокоточного линейного привода двигателя в сочетании с системой обратной связи с обратной связью в реальном времени, установка может надежно контролировать линейные допуски размеров закаленной инструментальной стали в пределах 0,01 мм даже в крупномасштабном производстве, что вполне подходит для требований высокоточной сборки.
В3: Почему цена закаленной инструментальной стали, полученной лазерной резкой, выше, чем цена обычной углеродистой стали?
Закаленная инструментальная сталь обладает высокой твердостью и сильной термочувствительностью. Для обработки требуется низкая скорость и контроль температуры, чтобы предотвратить образование микротрещин. В то же время, это требует большого количества азота высокой чистоты под высоким давлением . В сочетании со сложной и точной настройкой параметров, износ оборудования и технологические затраты значительно выше, чем при обычной резке углеродистой стали.
Вопрос 4: Можно ли использовать лазерную резку для обработки закаленных стальных пластин толщиной более 10 мм?
Мощные системы лазерной резки способны прорезать закаленные стальные пластины толщиной до 10 мм. Однако при лазерной резке толстых пластин серьезной проблемой станет накопление тепла. Идеальный технологический диапазон, позволяющий получать изделия с высокой точностью 0,02 мм и без трещин, достигается преимущественно при толщине пластин менее 5 мм.
В5: Требуется ли дополнительная зачистка или шлифовка поверхности, вырезанной лазером?
В процессе обработки используется сверхвысокое давление чистого азота 18 бар для промывки, что обеспечивает гладкие, чистые кромки без заусенцев и шлака. Качество поверхности настолько высокое, что дополнительная шлифовка не требуется. Срез можно сразу же собрать или отполировать.
В6: Какие конкретные марки закаленной инструментальной стали вы поддерживаете для лазерной резки по индивидуальным заказам?
На нашем заводе мы легко можем обрабатывать несколько популярных закаленных инструментальных сталей, таких как холоднокатаные штамповые стали D2, A2 и O1, горячекатаная штамповая сталь H13 и быстрорежущая сталь M2 , что позволяет удовлетворять различные требования к изготовлению высококачественных пресс-форм и прецизионных деталей.
В7: Влияет ли локальное остаточное напряжение, возникающее при лазерной резке, на всю структуру заготовки?
Традиционные лазеры непрерывного действия обычно создают значительные остаточные напряжения. Однако наша эксклюзивная технология сверхкоротких импульсов позволяет снизить уровень растягивающих напряжений более чем на 85% без ущерба для структурной целостности заготовки, гарантируя тем самым долговременную стабильность работы деталей.
В8: Каков ваш минимальный объем заказа (MOQ)? Предоставляете ли вы услуги по изготовлению единичных прототипов?
Наша компания специализируется на высококачественном гибком производстве для бизнеса (B2B), а это значит, что ограничений по минимальному объему заказа нет. Будь то единичный прототип, мелкосерийное прототипирование или крупномасштабное серийное производство, мы можем без проблем предложить вам стандартную профессиональную техническую поддержку и услуги по обработке. Вы можете просто загрузить чертежи и получить быстрые и точные расценки, а также индивидуальный метод обработки.
Краткое содержание
Основная трудность при прецизионной обработке закаленной инструментальной стали заключается в эффективном балансировании трех аспектов: точности, твердости и эффективности обработки . Микротрещины, вызванные термическими напряжениями, снижение твердости и отклонения в размерах являются основными препятствиями для массового производства высококачественных пресс-форм.
Полностью решив проблемы традиционной механической обработки за счет комбинированного процесса, включающего высокочастотное терморегулирование короткими импульсами, динамическую линейную регулировку энергии и защиту азотом под сверхвысоким давлением, мы достигаем непрерывных высококачественных результатов обработки с точностью до 0,01 мм, зоной термического влияния на микронном уровне и сохранением твердости HRC 58+.
Если вы сталкиваетесь с такими проблемами, как длительные сроки выполнения заказа, завышенные затраты и несоответствие качества продукции при обработке закаленной инструментальной стали, пожалуйста, пришлите нам ваши 2D/3D CAD-чертежи . Наша опытная техническая команда обработает ваш запрос, подготовив профессиональный отчет об оценке DFM (проектирование с учетом технологичности) и точную смету в течение 2 часов, что поможет быстро начать ваш проект и воспользоваться рыночными возможностями.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com 
