Das Laserschneiden von Werkzeugstahl ist eine Art flexibler Fertigung, die nicht nur mit gehärtetem Werkzeugstahl der Härte HRC 58-62 kompatibel ist, sondern auch dazu eingesetzt werden kann, branchenweite Probleme wie Ineffizienz und hohe Kosten des herkömmlichen Drahtschneidens sowie thermische Schäden durch allgemeines Laserschneiden zu lösen.
Neben der präzisen Kontrolle der Wärmeeinflusszone auf 0,03 mm ermöglicht das Verfahren die Einhaltung einer Serienfertigungstoleranz von 0,01 mm und den vollständigen Erhalt der ursprünglichen Härte des Stahls von HRC 58+. Daher ist es eine Schlüsseltechnologie für den hochwertigen Formenbau. Die herkömmlichen Verfahren zur Bearbeitung unregelmäßig geformter, gehärteter Werkzeugstähle mittels Drahterodieren schränken die Produktionseffizienz der Lieferkette erheblich ein.
Kurzer Überblick über die wichtigsten Schlussfolgerungen beim Laserschneiden von Präzisionswerkzeugstahl
Dieses Kapitel fasst die wichtigsten technologischen Innovationen und Leistungsvorteile des Laserschneidens von Werkzeugstahl zusammen. Alle Werte stammen aus Messungen im Produktionsumfeld und können bedenkenlos als Grundlage für die Auswahl von B2B-Bearbeitungsverfahren dienen.
| Kernprozessmodule | Wichtigste technische Parameter | Verarbeitungsleistung | Kundenvorteile |
| Kurzpulsmodulationstechnologie | Impulsbreite ≤15μs, Arbeitszyklus 25%-35% | Wärmeeinflusszone ≤0,03 mm, eliminiert mikroskopische thermische Risse | Erhält die ursprüngliche Verschleißfestigkeit des Stahls. |
| Hochdruck-Stickstoffschutzsystem | 18 bar ultrahoher Druck, 99,999 % hochreiner Stickstoff . | Keine Oxidation oder Schlacke an der Schnittstelle. | Ein zweites Mahlen ist nicht nötig , das verkürzt den Prozess. |
| Ultrahochpräzise Werkzeugmaschinensteuerung | Positioniergenauigkeit ±0,003 mm, dynamische Fokuskompensation. | Stabile Serienfertigungstoleranz ±0,01 mm. | Erfüllt die Anforderungen an eine präzise Montage. |
| Kalibrierung differenzierter Materialparameter | Pulsfrequenz 3500-4200 Hz, Strahlformung mit flachem Maximum. | Oberflächenrauheit Ra ≤1,6 μm | Verbessert die Passgenauigkeit des Werkstücks. |
| Hochgeschwindigkeits-Umformprozess | Umformung in einem Arbeitsgang , keine Notwendigkeit für mehrere Nachbearbeitungsprozesse. | Die Verarbeitungseffizienz wurde um das 15- bis 20-fache gesteigert. | Die Verarbeitungskosten wurden um mehr als 70 % gesenkt. |
Wichtigste Erkenntnisse
- Hochfrequente Kurzpuls-Faserlaser kontrollieren die Wärmeeinflusszone (WEZ) auf maximal 0,03 mm , wodurch eine Abflachung der Kante vermieden wird.
- Die Schutzwirkung von reinem Stickstoff unter hohem Druck von 18 bar ist in der Lage, die Oberflächenoxidation des Schnitts vollständig zu beseitigen, sodass die Härte der stabilen Metallmatrix gewährleistet ist.
- Durch ein spezielles Fertigungsverfahren ist es LS Manufacturing gelungen, die Schwankungsbreite in der Massenproduktion von gehärtetem Werkzeugstahl auf 0,01 mm zu begrenzen.
Warum Sie auf die Expertise von LS Manufacturing im Bereich Laserschneiden und hochpräzise gehärtete Werkzeugstahlkomponenten vertrauen sollten?
Der entscheidende Wettbewerbsvorteil bei der Bearbeitung hochwertiger gehärteter Bauteile liegt in der Verfügbarkeit rückverfolgbarer Messdaten und eines konformen Qualitätssystems , und nicht in den Vorteilen eines einzelnen Geräts.
Unter Berücksichtigung der Erfahrungen in der Branche und nach dreimonatigen Kalibrierungstests des Teams hinsichtlich der Laserschneidparameter für gehärtete Werkzeugstähle haben wir erfolgreich ein Kaltbearbeitungsverfahren entwickelt, das den Qualitätsstandards ISO 13957:1997 entspricht und mit hochwertigen Stählen wie D2 und H13 kompatibel ist.
Die Bearbeitungstoleranzen von gehärtetem Werkzeugstahl sind sehr gering, und selbst geringfügige thermische Schäden können zum Ausschuss des Werkstücks führen. Dies stellte unser Team bei der praktischen Umsetzung vor die größte Herausforderung. Um dieses Problem zu lösen, haben wir die Puls- und Gasparameter kontinuierlich angepasst und schließlich über 200 Prozessversuche durchgeführt.
Und die ISO 9001:2015 -Zertifizierungen, die wir gleich zweimal besitzen, zeigen, dass unsere Werkstatt nicht nur mit einer umfangreichen Testanlage ausgestattet ist, sondern auch Eine Koordinatenmessmaschine und ein Mikrohärteprüfgerät können nicht nur eingesetzt werden, sondern auch für die geschlossene Regelung von Bearbeitung, Prüfung und Korrektur. Mit unserer eigenen Kurzpulstechnologie haben wir die Probleme der thermischen Erweichung und der Mikrorisse, die bei herkömmlichen Verfahren auftreten, vollständig gelöst . Dadurch konnten wir rund hundert Fertigungsunternehmen dabei unterstützen, ihre Prozessengpässe zu überwinden.
Mit einem hochwertigen System und hunderten Datensätzen aus gemessenen Prozessen fertigt unsere Marke hochwertige, gehärtete Bauteile per Laserschneiden – fehlerfrei. Bei Problemen im Fertigungsprozess bieten wir Ihnen eine individuelle technische Beratung. Für kundenspezifische Anforderungen können Sie uns Ihre Zeichnungen zukommen lassen und erhalten eine maßgeschneiderte Lösung.

Warum verursacht das Laserschneiden von kundenspezifischem Werkzeugstahl Mikrorisse in gehärteten Bauteilen?
Extreme Temperaturwechselbeanspruchung beeinträchtigt die Eigenschaften von hochkohlenstoffhaltigem, hochlegiertem und gehärtetem Werkzeugstahl erheblich. Beim Laserschneiden erzeugt die hohe Hitze übermäßige, kurzzeitige Zugspannungen, die wiederum Mikrorisse im Schnitt verursachen. Darüber hinaus kann die Wärmeeinwirkung nach der Laserbearbeitung, d. h. die Abkühlung, eine erneute martensitische Umwandlung auslösen und das Material weiter härten, was sich negativ auf seine Zähigkeit auswirkt. Dies ist eines der Hauptprobleme beim Laserschneiden von kundenspezifischem Werkzeugstahl .
Mechanismus der Erzeugung von thermischen Laserspannungen
Mikrorisse entstehen hauptsächlich durch Laseremission mit hoher Spitzenleistung. Thermisch kontrolliertes Laserschneiden mit geringerer Leistung kann thermische Schäden jedoch nahezu vollständig verhindern . Das Schmelzen und Verdampfen von abgeschrecktem Werkzeugstahl der Sorten D2 und A2 mit Laserpulsen von 4–6 kW Spitzenleistung erfolgt innerhalb von Mikrosekunden. Aufgrund ihrer sehr geringen Wärmeleitfähigkeit erfährt das Material einen sehr steilen Temperaturgradienten , der zu einer thermischen Ausdehnung mit anschließender rascher Kontraktion führt.
Gefahren und Ausbreitungseffekte von Mikrorissen
Restzugspannungen können, wenn die thermische Eingangsmodellierung nicht präzise gesteuert wird, die Bindungskräfte an den Korngrenzen überwinden und zu Rissen im Material führen, wodurch Mikrorisse mit einer Tiefe von 0,05 mm bis 0,15 mm entstehen . Durch Laserschneiden im Mikrometerbereich lässt sich die Wärmeeinflusszone präzise begrenzen, wodurch die Rissbildung gehemmt wird. Mikrorisse können als Ermüdungsquellen im Werkstück wirken, und unter den hohen Spannungsbedingungen können Schäden durch Rissspitzen und Brüche entstehen.
- Unmittelbare Auswirkungen: Stark reduzierte Schnittglätte aufgrund hoher Oberflächenrauheit, nicht einmal annähernd den Anforderungen an eine präzise Montage gerecht werden.
- Spätfolgen: Beeinträchtigte strukturelle Integrität des Werkstücks, über 50 % reduzierte Werkstücklebensdauer , zusätzliche Kosten für den Kundenaustausch. Thermische Spannungsungleichgewichte sind die Hauptursache für Mikrorisse beim Laserschneiden von kundenspezifischem Werkzeugstahl.

Abbildung 1: Stapel lasergeschnittener Edelstahlteile mit präzisen Löchern und unterschiedlichen Geometrien.
Wie lässt sich die Toleranz beim Laserschneiden von Werkzeugstahl innerhalb von ±0,01 mm ohne Kantenverformung kontrollieren?
Um eine Toleranz von 0,01 mm beim Laserschneiden von Werkzeugstahl dauerhaft einzuhalten, sind ein dynamisches Fokuskompensationssystem und eine linearmotorbetriebene Werkzeugmaschine unerlässlich. Zudem sollte ein langsamer, segmentierter Interpolationsalgorithmus verwendet werden , um Wärmestau im Sommer zu vermeiden und thermische Verformungen sowie Maßabweichungen des Werkstücks zu verhindern.
Unterstützung für hochpräzise Werkzeugmaschinenhardware
Die präzise Positionierung mittels Linearmotor bildet die Grundlage für die Bearbeitung mit höchster Präzision. Rissfreies Laserschneiden erfordert den Einsatz hochpräziser Hardware, um zerstörungsfreie Bearbeitungsprozesse zu ermöglichen. Die Anlage basiert auf einer doppelseitigen Linearmotor-Portalstruktur und erreicht eine Positioniergenauigkeit von 0,003 mm, die deutlich über dem Industriestandard liegt. Dadurch bietet sie optimale Voraussetzungen für die Präzisionsbearbeitung von gehärtetem Stahl.
Dynamische Energie- und Trajektoriensteuerungstechnologie
Herkömmliche Dauerstrichlaser konzentrieren ihre Energie an scharfen Ecken und kleinen Löchern, was zum Schmelzen, Zusammenfallen und Verformen des Materials führt. Das parametergesteuerte Laserschneiden , basierend auf einer Pfadsegmentierungstechnologie im Mikrometerbereich, ist hingegen in der Lage, die Bearbeitungsanforderungen verschiedenster unregelmäßig geformter Strukturen zu erfüllen.
- Leistungsadaptive Anpassung: Die Leistung wird beim Schneiden kleiner Bögen R0,5mm linear von 3kW auf 1,2kW reduziert, um den Energieeintrag pro Längeneinheit konstant zu halten.
- Fokusstabile Steuerung: Mithilfe eines kapazitiven Sensors wird der Abstand zwischen Düse und Werkstück auf 0,3 mm ± 0,02 mm fixiert, wodurch Fokusdriftfehler vermieden werden .
Hochwertige Hardware und präzise Parametersteuerung sind die wichtigsten Faktoren, um die Toleranz von 0,01 mm beim Laserschneiden von Werkzeugstahl durch Schulungen zu gewährleisten. Sie können Fallstudien zur hochpräzisen Bearbeitung einsehen, eine individuelle Beratung zu Techniken zur Genauigkeitssteigerung erhalten und Ihre Zeichnungen für ein Angebot zur Feinbearbeitung einreichen, falls eine Werkstückbearbeitung erforderlich ist.
Kann ein Laserschneidverfahren mit hoher Härte die Erweichung der Wärmeeinflusszone verhindern?
Professionelle Laserschneiddienstleistungen für hohe Härte basieren auf 15-Sekunden-Ultrakurzpulsmodulation und Hochfrequenz-Kaltschneidverfahren . Diese Verfahren tragen dazu bei, die Wärmeeinflusszone des Werkstücks zu reduzieren, die ursprüngliche Härte der Stahlmatrix zu erhalten und eine Erweichung durch Nachverfestigung zu vermeiden.
Erweichungsfehler bei traditionellen Laserprozessen
- Sehr große Wärmeeinflusszone: Das herkömmliche kontinuierliche Laserschneidverfahren führt zur Bildung einer 0,2 mm breiten Wärmeeinflusszone. Dadurch wird ein großer Bereich der Stahloberfläche durch Hitzeeinwirkung beschädigt. Hochwertiges Laserschneiden kann diesen Mangel vollständig beheben.
- Starker Abfall der Matrixhärte: Aufgrund der Wärmebehandlung ist der Härtegrad eines gehärteten Werkzeugstahls, der ursprünglich HRC 60 betrug, in einigen Bereichen sogar unter HRC 45 gesunken.
- Funktionsverlust : Tatsächlich beeinträchtigt die Härtereduzierung die biologischen Eigenschaften des Stahls , wie Verschleißfestigkeit und strukturelle Stabilität . Daher ist das Werkstück für die präzisen Arbeitsbedingungen in hochwertigen Formen ungeeignet.
Quasi-Kaltverformungs-Anti-Erweichungs-Kerntechnologie
Eine Möglichkeit, Niedertemperatur-Laserschneideffekte zu erzielen, besteht in der Optimierung der Pulsweitenmodulation. Dabei wird die Pulsdauer mithilfe eines Arbeitszyklus von 25–35 % auf 12–20 Sekunden verkürzt, was eine ausreichende Abkühlzeit für die „Quasi-Kaltbearbeitung“ ermöglicht. Die Laserenergie wird genutzt, um den Schneidvorgang vor der Wärmediffusion abzuschließen. Mikroskopische Untersuchungen ergaben einen Härteabfall von weniger als HRC 1,5 bei einer Schnitttiefe von 0,02 mm.

Abbildung 2: Ein Laserschneidkopf erzeugt einen Strahl und Funken beim präzisen Bearbeiten eines Metallteils.
Welche Parameter für das Faserlaserschneiden eignen sich am besten für D2- und H13-Stahl?
Die optimalen Bearbeitungsbedingungen für hochlegierten Werkzeugstahl sind: Leistung 2,5–3,5 kW, Frequenz 3500–4200 Hz, Einschaltdauer 30 % und Schnittgeschwindigkeit 1,2–1,8 m/min. Dies stellt einen guten Kompromiss zwischen Schnittqualität und Wärmeentwicklung dar und eignet sich ideal für die Massenproduktion von kundenspezifischem Werkzeugstahl mittels Laserschneiden.
Logik zur Kalibrierung differenzierter Stahlparameter
Unterschiedliche Legierungszusammensetzungen weisen verschiedene Schmelzeigenschaften auf, daher sind Verarbeitungsparameter, die für einen Werkzeugstahl geeignet sind, möglicherweise nicht für andere geeignet. Mit geschwindigkeitsoptimiertem Laserschneiden lässt sich die Bearbeitung an die jeweiligen Eigenschaften verschiedener Stähle anpassen. Da sich die Stähle D2 und H13 hinsichtlich Schmelzpunkt und Laserreflexion stark unterscheiden, benötigt jeder von ihnen einen eigenen Parametersatz.
Optimale Parameter und Ergebnisse für die Massenproduktion
Ausgehend von unserer praktischen Erfahrung in der Massenproduktion von Präzisionsformenstahlprojekten erzielen wir mit festen Parametern stabile Bearbeitungsergebnisse, und fehlerfreies Laserschneiden gewährleistet eine gleichbleibende Qualität über verschiedene Werkstückchargen hinweg.
| Stahltyp | Optimale Leistung | Feste Impulsfrequenz | Düsenspezifikation | Parameter des Fertigprodukts |
| D2 Werkzeugstahl (3 mm) | 3,0 kW | 3800 Hz | 1,2-mm-Einschichtdüse | Ra≤1,6μm, Winkel≤0,03mm |
| H13 Werkzeugstahl (3 mm) | 3,2 kW | 3800 Hz | 1,2-mm-Einschichtdüse | Schlackenfrei, stabile Härte HRC 58+ |
Wie optimieren Fabriken den Gasdruck beim Laserschneiden gehärteter Bauteile?
Führende Hersteller setzen auf 99,999%igen ultrareinen Stickstoff (16-20 bar), um geschmolzene Schlacke durch die mechanische Hochdruck-Scheuerwirkung schnell zu entfernen. Dadurch werden heftige exotherme Oxidationsreaktionen wirksam gestoppt und die Qualität der Schneide beim Laserschneiden gehärteter Bauteile sichergestellt.
Hauptbegründung für die unterstützte Gasauswahl
Die präzise Kontrolle der Gasreaktionstemperatur ist von entscheidender Bedeutung; gleichbleibende Qualität beim Laserschneiden hängt von der Wahl des richtigen Hilfsgases ab. Das Schneiden mit Sauerstoff führt nicht nur zu Temperaturen über 2000 °C, sondern auch zur Entkohlung und zum Abplatzen der Schnittkante, was die wesentlichen Eigenschaften des gehärteten Stahls beeinträchtigt.
Details zur Optimierung der Massenproduktion von Hochdruckstickstoff
Die Stickstoffspülung unter hohem Druck ermöglicht zerstörungsfreies Schneiden. Stickstoff unter hohem Druck ist für das oxidationsarme Laserschneiden erforderlich, da er die Luft abschirmt und die Bildung von Oxidationsfehlern verhindert . 18 bar hochreiner Stickstoff unterbrechen den Sauerstoff, entfernen effektiv die geschmolzene Schlacke und hinterlassen auf der Schnittfläche die glänzende Metallfarbe ohne Anzeichen von Oxidation oder Schlacke.
- Reinheitsstandard: 99,999 % ultrareiner Stickstoff, zur Entfernung von Verunreinigungen und damit zur Verhinderung einer Kontamination des Schnittguts .
- Druckbereich: 18 bar stabiler Druck, geeignet für die Massenproduktion von 3-5 mm dickem gehärtetem Stahl.
Eine Stickstoffatmosphäre mit ultrahohem Druck und hoher Reinheit ist entscheidend für die Verbesserung der Qualität beim Laserschneiden gehärteter Bauteile, da sie Oxidation und Schlackenbildung verhindert. Sehen Sie sich Fallstudien zur Gasprozessoptimierung an, lassen Sie sich individuell zu Gasdruckanpassungstechniken beraten und übermitteln Sie uns Ihre Werkstückanforderungen, um ein detailliertes Bearbeitungsangebot zu erhalten.
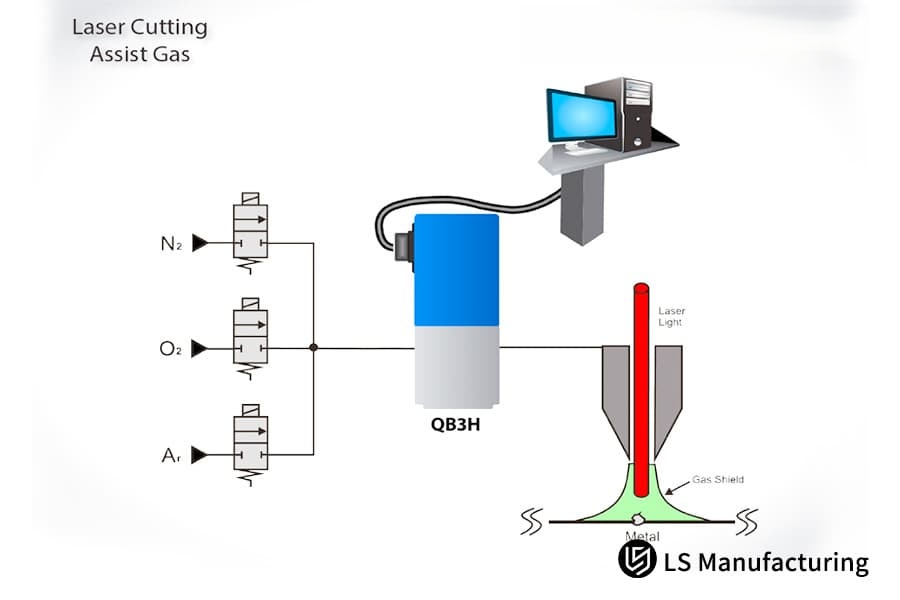
Abbildung 3: Schematische Darstellung eines Gasmischsystems (N2, O2, Ar) zur Optimierung des Laserschneidprozesses.
Warum ist das Hochpräzisions-Laserschneiden von Werkzeugstahl der herkömmlichen EDM-Bearbeitung überlegen?
Das Schneiden von Werkzeugstahl mit einem hochpräzisen Laser ist 15- bis 20-mal schneller als das Drahterodieren. Neben dem Wegfall der benötigten Spezialelektroden bietet es enorme Kosten- und Lieferzeitvorteile bei der Fertigung von Kleinserien individuell geformter Teile und hebt die flexible Fertigung auf ein völlig neues Niveau.
Anhaltender Mangel an traditionellen EDM-Verfahren
Der hohe Verbrauch an Drahtelektroden in Verbindung mit der geringen Geschwindigkeit führt zu einer extrem niedrigen Effizienz beim EDM-Verfahren. Ein Hochgeschwindigkeits-Laserschneidzyklus beseitigt dieses Effizienzproblem vollständig. Hochpräzise EDM-Feinbearbeitungen erfordern mehrere Durchgänge, was lange Bearbeitungszeiten pro Werkstück und entsprechend hohe Kosten für Verbrauchsmaterialien und Anlagenabschreibungen zur Folge hat.
Vergleich der umfassenden Vorteile des Laserschneidens
| Vergleichsdimensionen | Drahtschneiden | Präzisions-Laserschneiden | Kundenvorteile |
| Bearbeitungszeit (dasselbe Werkstück) | 8 Stunden | 4,5 Minuten | Lieferzyklus um über 99 % reduziert |
| Kosten für die Einzelstückbearbeitung | Hohe Kosten für Elektrodendraht und Maschinenzeit. | Um über 70 % reduziert. | Kosteneinsparungen von über 200 US-Dollar pro Stück |
| Flexible Produktionskapazität | Erfordert kundenspezifische Elektroden, geringe Anpassungsfähigkeit. | Ein-Schnitt-Formgebung , anpassbar an komplexe, unregelmäßige Teile. | Unterstützt schnelles Prototyping und Massenproduktion |
| Prozessverluste | Schneller Geräteverlust, hoher Verbrauch an Verbrauchsmaterialien . | Kein Elektrodenverlust, geringer Geräteverlust. | Niedrigere langfristige Beschaffungskosten |
Hochpräzises Laserschneiden von Werkzeugstahl mit höchster Genauigkeit führt zu einem Durchbruch hinsichtlich Kosten und Zeitaufwand im Vergleich zu herkömmlichen EDM-Verfahren. Trotzdem lassen sich diese Verfahren weiterhin an unterschiedlichste kundenspezifische Anwendungsfälle anpassen.
Abbildung 4: Ein konzentrierter Laserstrahl schneidet in einer Fabrik ein Werkstück aus Werkzeugstahl mit hoher Präzision.
Wie fertigt LS Manufacturing kundenspezifische, lasergeschnittene und gehärtete Bauteile in medizinischer Qualität?
LS Manufacturing hat auf beeindruckende Weise hochpräzise, kundenspezifische Massenproduktionen von gehärteten Führungsbahnen für medizinische chirurgische Instrumente ohne thermische Rissbildung mit einer einzigartigen Ultrahochdruck-Luftstromsteuerung und einer mehrachsigen Lasermikrobearbeitungstechnologie realisiert und damit die hohen Verarbeitungsanforderungen an lasergeschnittene gehärtete Bauteile vollumfänglich erfüllt.
Herausforderungen für den Kunden
In der Medizintechnikbranche gelten sehr strenge Standards für Produktqualität, Präzision, Härte und Rissfreiheit, insbesondere bei gehärteten Bauteilen. Der Einsatz eines Laserschneidverfahrens in medizinischer Qualität kann eine optimale Lösung für die hohen Verarbeitungsanforderungen von High-End-Medizingeräten darstellen. Der Kunde, ein großes ausländisches Medizintechnikunternehmen, beabsichtigte die Herstellung von chirurgischen Führungsschienen aus D2-Werkzeugstahl mit einer Härte von 58–60 HRC. Bei Produkten mehrerer Lieferanten wurden Qualitätsmängel festgestellt, die zu einer Verzögerung des Projekts hätten führen können.
LS Fertigungslösung
- Unser technisches Team hat beschlossen, das alte kontinuierliche Laserverfahren nicht zu reparieren, sondern stattdessen einen neuen Pulslaser mit einer Wellenlänge von 1064 nm einzuführen. Dieser ermöglicht präzises Laserschneiden und eine sehr genaue Steuerung der Wärmeeinbringung.
- Durch die Beibehaltung der Pulsfrequenz bei 4000 Hz und der kurzen Pulsbreite von 15 s können sie den Wärmeeintrag minimieren.
- Dies geschieht mit einer 19 bar hochreinen Stickstoff-Koaxialdüse, wobei der Fokuspunkt dynamisch mit einem exakten Düsenabstand von 0,15 mm verfolgt wird. Dies trägt zur schnellen Ableitung der Schnittwärme und zur Verhinderung des Rückflusses von geschmolzenem Metall sowie der Entstehung von thermischen Spannungen bei.
Hier ein hilfreicher Tipp zur Fehlerbehebung: Wenn beim Laserschneiden kleiner Löcher in gehärtetem Stahl Durchstiche auftreten, kann eine Änderung der progressiven Durchstoßzeit auf 0,8 Sekunden die Durchstiche vollständig beseitigen.
Ergebnisse und Wert
Die Inspektion mittels Koordinatenmessmaschine (KMM) und die Mikrohärteprüfung bestätigen, dass alle Produkttoleranzen im fertigen Zustand stabil innerhalb von 0,01 mm, der Wärmeeinflusszone (WEZ) innerhalb von 0,02 mm liegen und die Kantenhärte konstant HRC 59 beträgt, ohne dass Mikrorisse vorhanden sind.
Diese Lösung ermöglicht es Kunden, 65 % der Bearbeitungskosten einzusparen, was einer Kostenreduzierung von 320 US-Dollar pro Werkstück entspricht. Darüber hinaus verkürzt sie die Lieferzeiten drastisch und hilft Kunden, Produktionsengpässe zu beseitigen und langfristig sogar eine Zusammenarbeit aufzubauen.
Fortschrittliche Prozessoptimierung und detaillierte Verfahren haben den Weg für den Einsatz lasergeschnittener, gehärteter Werkstücke in anspruchsvollen medizinischen Präzisionsanwendungen geebnet. Ihre Qualität wurde durch die Serienproduktion bestätigt. Erfahren Sie mehr in unseren Projektbeispielen, erhalten Sie eine kostenlose DFM-Machbarkeitsanalyse und können maßgeschneiderte Lösungen für die hochpräzise Werkstückbearbeitung entwickeln.

Was treibt die Kosten bei einem Anbieter für kundenspezifisches Laserschneiden von Werkzeugstahl an?
Das Gewicht des Materials allein bestimmt nicht den Preis für das Laserschneiden von Präzisionswerkzeugstahl . Die Hauptkostenfaktoren sind die Komplexität des Werkstücks, die Materialstärke, die Härte des Stahls und die Einhaltung der Maßtoleranzen. Kennt der Kunde diese Faktoren, kann er seine Konstruktionen optimieren und sein Budget im Griff behalten.
Hauptfaktoren, die die Kosten beeinflussen
Wie widerstandsfähig ein Material ist, bestimmt nicht nur die Bearbeitungsdauer, sondern auch die Rohstoffkosten. Laserschneiden mit Dickenanpassung eignet sich für verschiedene Blechbearbeitungsszenarien. Die wichtigsten Kostenfaktoren lassen sich grob in zwei Kategorien einteilen:
- Der Einfluss der Blechdicke: Mit jeder Erhöhung der Stahldicke um 1 mm steigt der Laserdurchdringungswiderstand geometrisch an, was eine sehr deutliche Verringerung der Schnittgeschwindigkeit und eine kontinuierliche Erhöhung der Maschinenzeitkosten zur Folge hat.
- Verluste beim Bohrprozess: Das Bohren von gehärtetem Stahl ist sehr schwierig; ein einzelnes Loch benötigt 0,5 bis 2 Sekunden. Dies verlängert nicht nur die Bearbeitungszeit, sondern führt auch zu schnellem Düsenverschleiß und damit zu höheren Materialkosten.
Kostenunterschiede basierend auf Toleranzklassen
Wie genau eine Toleranzklasse definiert ist, bestimmt maßgeblich den Bearbeitungsaufwand und damit den Preis. Dank toleranzgesteuertem Laserschneiden lassen sich exakt unterschiedliche Toleranzen für verschiedene Genauigkeitsstufen realisieren , und die technischen Unterschiede zwischen den verschiedenen Toleranznormen sind beträchtlich.
- Standardtoleranzen (0,05 mm): Höchste Bearbeitungsgeschwindigkeit, keine vollständige Prozessprüfung erforderlich , geringster Bearbeitungsaufwand und niedrigere Gesamtbearbeitungskosten.
- Ultrapräzise Toleranzen (0,01 mm): Notwendig, um die Maschinengeschwindigkeit zu reduzieren und eine 100%ige Online-Vollprüfung durchzuführen, hohes technologisches Niveau, lange Bearbeitungszeiten und deutlich erhöhte Gesamtkosten.
- Berechnungsgrundlage: Die firmeneigene Formel zur Kostenberechnung lautet wie folgt: Maschinenkosten pro Stück = Schnittzeit × Maschinenpreis + Stickstoffverbrauch × Gaspreis pro Einheit . Diese Formel gewährleistet eine transparente und präzise Preisgestaltung.
Wie lassen sich die Qualitätsstandards eines Herstellers von Werkzeugstahl-Laserschneidprodukten beurteilen?
Erstklassige Anbieter von Laserschneiddienstleistungen sollten nicht nur nach IATF 16949 und ISO 9001:2015 zertifiziert sein, sondern auch über Präzisionsprüfgeräte verfügen, die für eine geschlossene Qualitätsprüfung des Werkstücks und eine genaue Kontrolle der Laserschneidtoleranz des Werkzeugstahls eingerichtet sind.
Standards für die Hardware-Testkonfiguration
Hochwertige, professionelle Prüfgeräte sind eine tragende Säule der Qualitätssicherung eines Produkts. Ein Produkt ist nur dann von guter Qualität, wenn der gesamte Satz an Prüfgeräten eine vollständige Prüfung der äußeren Merkmale, Abmessungen und metallografischen Strukturen ermöglicht.
Qualitätskontrollsystem für den gesamten Prozess
Nur Laserschneidhersteller mit einem etablierten Qualitätskontrollsystem für den gesamten Prozess können eine gleichbleibende Chargenqualität gewährleisten. Die wichtigsten Kontrollschritte sind die folgenden:
- Erstmusterprüfverfahren: Der allererste Artikel einer Charge wird in jeder Hinsicht geprüft, um jegliche Prozessabweichungen im Vorfeld zu erkennen und so das Risiko einer Chargenverwerfung zu vermeiden.
- Prozessstatistische Kontrolle: Die statistische Prozesskontrolle (SPC) erfolgt mit einem stabilen CPK-Wert >1,33, um die Stabilität der Massenproduktion zu gewährleisten.
- Drei Kernprüfungen: Dazu gehören die Analyse von Streifen im Querschnitt, die Untersuchung der metallografischen Struktur und die Prüfung der vollständigen Maßgenauigkeit. Diese Prüfungen gewährleisten eine geschlossene Produktqualitätskontrolle.
Qualifiziertes Personal, präzise Messinstrumente und eine sorgfältige Prozesskontrolle sind unerlässlich, um die Toleranzen beim Laserschneiden von Werkzeugstahl zu gewährleisten und die Chargenqualität sicherzustellen. Übergeben Sie uns Ihre Werkstückanforderungen und erhalten Sie maßgeschneiderte, hochwertige Bearbeitungslösungen.
Häufig gestellte Fragen
Frage 1: Werden die Schneidkanten beim Laserschneiden von gehärtetem Werkzeugstahl weich?
Nein, die Kanten werden nicht weich. Durch den Einsatz fortschrittlicher Ultrahochfrequenz-Pulsmodulation in Kombination mit einer Kühlung mit 18 bar Reinstickstoff unter Ultrahochdruck lässt sich der Wärmeeintrag des Prozesses auf wenige Mikrosekunden begrenzen . Dadurch wird der Weichmachungseffekt des Glühens vollständig verhindert und die ursprüngliche Härte des Stahls erhalten.
Frage 2: Welche maximale Toleranz lässt sich beim Laserschneiden von gehärtetem Werkzeugstahl erreichen?
Durch den Einsatz eines hochpräzisen Linearmotorantriebs in Verbindung mit einem Echtzeit-Fokus-Regelkreis kann die Anlage die lineare Maßtoleranz von gehärtetem Werkzeugstahl auch bei Großserienfertigung zuverlässig auf 0,01 mm genau steuern , was den Anforderungen einer sehr präzisen High-End-Montage bestens entspricht.
Frage 3: Warum ist der Preis für das Laserschneiden von gehärtetem Werkzeugstahl höher als der von normalem Kohlenstoffstahl?
Gehärteter Werkzeugstahl zeichnet sich durch hohe Härte und starke Wärmeempfindlichkeit aus. Die Bearbeitung erfordert niedrige Schnittgeschwindigkeiten und eine präzise Temperaturkontrolle, um Mikrorisse zu vermeiden. Gleichzeitig wird eine große Menge hochreinen Stickstoffs unter hohem Druck benötigt . In Verbindung mit komplexen und präzisen Parametereinstellungen sind der Anlagenverschleiß und die Prozesskosten deutlich höher als beim Schneiden von normalem Kohlenstoffstahl.
Frage 4: Kann man gehärtete Stahlplatten mit einer Dicke von mehr als 10 mm auch per Laserschneiden bearbeiten?
Hochleistungslaserschneidanlagen können 10 mm dicke, gehärtete Stahlplatten durchdringen. Bei der Bearbeitung dickerer Platten stellt die Wärmeentwicklung jedoch ein erhebliches Problem dar. Ein optimales Bearbeitungsfenster, das eine hohe Präzision von 0,02 mm und rissfreie Qualität ermöglicht, lässt sich vorwiegend bei Platten mit einer Dicke von unter 5 mm erzielen.
Frage 5: Muss die lasergeschnittene Oberfläche nachträglich entgratet oder geschliffen werden?
Während des gesamten Bearbeitungsprozesses sorgt die Verwendung von 18 bar hochdruckfestem Reinstickstoff als Spülmittel für glatte, saubere und grat- sowie schlackenfreie Schnittkanten. Die Oberflächenqualität ist so hoch, dass ein Nachschleifen nicht erforderlich ist. Der Schnitt kann direkt montiert oder poliert werden.
Frage 6: Welche spezifischen Sorten von gehärtetem Werkzeugstahl unterstützen Sie für das kundenspezifische Laserschneiden?
In unserem Werk können wir problemlos verschiedene gängige gehärtete Werkzeugstähle verarbeiten, wie zum Beispiel die Kaltarbeitsstähle D2, A2 und O1, den Warmarbeitsstahl H13 und den Schnellarbeitsstahl M2 . Dadurch können wir die unterschiedlichsten Anforderungen an hochwertige Formen und kundenspezifische Präzisionsteile erfüllen.
Frage 7: Beeinflusst die durch das Laserschneiden verursachte lokale Eigenspannung die gesamte Struktur des Werkstücks?
Herkömmliche Dauerstrichlaser erzeugen üblicherweise hohe Eigenspannungen. Unsere exklusive Ultrakurzpulslaser-Technik hingegen reduziert die Zugspannungen um über 85 % , ohne die strukturelle Integrität des Werkstücks zu beeinträchtigen. Dadurch wird die langfristige Stabilität der Bauteile gewährleistet.
Frage 8: Wie hoch ist Ihre Mindestbestellmenge (MOQ)? Bieten Sie die Fertigung von Einzelprototypen an?
Unsere Marke bedient hauptsächlich B2B-Kunden im Bereich der flexiblen High-End-Fertigung. Daher gibt es keine Mindestbestellmenge. Ob einzelner Prototyp für Forschung und Entwicklung, Kleinserienfertigung oder Großserienproduktion – wir bieten Ihnen professionellen technischen Support und umfassende Bearbeitungsdienstleistungen. Laden Sie einfach Ihre Zeichnungen hoch und erhalten Sie schnell präzise Angebote sowie ein individuell auf Sie zugeschnittenes Bearbeitungsverfahren.
Zusammenfassung
Die größte Schwierigkeit bei der Präzisionsbearbeitung von gehärtetem Werkzeugstahl besteht darin , Genauigkeit, Härte und Bearbeitungseffizienz optimal aufeinander abzustimmen . Durch thermische Spannungen verursachte Mikrorisse, Härteverluste und Maßabweichungen stellen die größten Hindernisse für die Massenproduktion hochwertiger Formen dar.
Durch die vollständige Beseitigung der Schwachstellen der traditionellen Bearbeitungstechnik mittels eines kombinierten Verfahrens aus hochfrequenter Kurzimpuls-Wärmeregelung, dynamischer linearer Energieanpassung und Ultrahochdruck-Stickstoffschutz erzielen wir unterbrechungsfreie, qualitativ hochwertige Bearbeitungsergebnisse mit einer Genauigkeit von 0,01 mm, einer Wärmeeinflusszone im Mikrometerbereich und einer Härte von HRC 58+.
Wenn Sie bei der Bearbeitung von gehärtetem Werkzeugstahl Probleme wie lange Lieferzeiten, hohe Kosten oder mangelnde Produktqualität feststellen, senden Sie uns bitte Ihre 2D/3D-CAD-Zeichnungen . Unser erfahrenes technisches Team erstellt Ihnen innerhalb von zwei Stunden einen professionellen DFM-Bewertungsbericht und ein präzises Angebot . So können Sie Ihr Projekt schnell starten und Marktchancen optimal nutzen.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com 
