
Präzisionslaserschneiden für Federstahl ist ein temperaturkontrolliertes Schneidverfahren im Mikrometerbereich, das sich vorwiegend für Flachfedern eignet. Es beseitigt die Probleme herkömmlicher Bearbeitungsmethoden wie Hitzeschäden, Mikrorisse und Elastizitätsverlust . Die Wärmeeinflusszone wird präzise auf 20 µm begrenzt, wodurch eine Maßtoleranz von 0,01 mm erreicht wird. Gleichzeitig bleiben die mechanischen Eigenschaften des Federstahls weitestgehend erhalten. In der globalen Präzisionsfertigung zeichnen sich kundenspezifische Flachfedern durch präzise Rückstellkraft und hohe Dauerfestigkeit aus. Viele Anwender leiden jedoch unter Teilemangel und Maschinenstillstand aufgrund unzureichender Schneidverfahren.
Federstahl ist ein Metall, das extrem temperaturempfindlich ist. Herkömmliches Hochtemperatur-Laserschneiden kann Veränderungen in der metallografischen Struktur des Materials verursachen. LS Manufacturing umgeht dieses Problem durch ein firmeneigenes Verfahren und gewährleistet so die Stabilität der Federn auch bei hochfrequenter zyklischer Beanspruchung.

Kurzer Überblick über die Kernprozesse beim Präzisionslaserschneiden von Federn
Dieses Kapitel fasst die wichtigsten Prozessstandards und Merkmale für das Laserschneiden von Federstahl zusammen und erleichtert dem Einkaufspersonal die schnelle Identifizierung der wichtigsten Verarbeitungsanforderungen , um häufige Probleme mit der Verarbeitungsqualität zu vermeiden.
| Prozessdimensionen | Technische Kernstandards | Negative Folgen | Kernnutzen für Kunden |
| Kontrolle der Wärmeeinflusszone (WEZ) | ≤20μm | Materialentkohlung, Ermüdungsbruch | Verlängerte Lebensdauer des Federzyklus |
| Hilfsgasspezifikationen | Stickstoffreinheit ≥99,999 % , Druck 1,6–2,0 MPa | Schnittkantenoxidation, Unfähigkeit zur nachfolgenden Galvanisierung. | Erspart den zweiten Beizprozess und verkürzt die Lieferzeit. |
| Stressabbauprozess | Tempern bei 250–350 °C für 30–60 Minuten | Restspannungskonzentration, Mikrorissbildung. | Stellt die ursprüngliche Ermüdungsfestigkeit der Feder wieder her. |
| Oberflächenrauheit | Ra 0,4 μm - Ra 0,8 μm | Randschlackebildung, Spannungskonzentrationsbruch. | Kein Nachschleifen nötig, keine Folgeschäden . |
| Maßtoleranz | Stabil ±0,01 mm | Montageabweichung, übermäßiger Elastizitätsfehler . | Passt sich an hohe Standards für die Montage von Anlagen mit hoher Präzision an. |
Wichtigste Erkenntnisse:
- Das Wärmemanagement ist ein entscheidender Faktor: Um ein lokales Versagen der Federstahlkanten durch Entkohlung zu vermeiden, sollte die Wärmeeinflusszone (WEZ) mittels gepulstem Laser auf 20 μm begrenzt werden.
- Hauptgasauswahl: Stickstoffgas unter hohem Druck mit einer Reinheit von 99,999 % ist die einzige Option, die verwendet werden kann, um eine Oxidation des Schnitts beim Schneiden von 17-7PH- oder 301-Edelstahl-Federstahl zu vermeiden .
- Spannungsarmglühen ist unerlässlich: Die beim Laserschneiden entstandenen Eigenspannungen müssen durch Spannungsarmglühen bei 250℃- 350℃ beseitigt werden, damit die Dauerfestigkeit der Flachfeder wiederhergestellt werden kann.
- Entscheidungskriterien: Suchen Sie nach Lieferanten, die in der Lage sind, DFM-Zeichnungsdesignoptimierung durchzuführen , eine Online-SPC-Dimensionskontrolle anbieten und nachvollziehbare Härteprüfberichte bereitstellen.
Warum Sie dem Präzisionslaserschneidservice und der Expertise von LS Manufacturing in der Federstahlfertigung vertrauen sollten?
Unser Team verfügt über umfangreiche Erfahrung in der Bearbeitung von Federn und kann verschiedene Probleme beim Schneiden von Federstahl präzise lösen. Dank unserer Expertise können wir Federn herstellen, die den hohen Anforderungen der industriellen Fertigung entsprechen . Indirekte Tests beim Zuschnitt von Federstahl verschiedener Hersteller ergaben, dass über 90 % der Federausfälle auf unzureichend kontrollierte Prozessparameter und nicht auf Probleme mit den Rohmaterialien zurückzuführen sind.
Wir wenden das nach IATF 16949 etablierte Qualitätskontrollsystem für die Serienfertigung an, das uns die vollständige Rückverfolgbarkeit der Prozessparameter ermöglicht . Herkömmliche Hersteller, die sich lediglich auf die Maßhaltigkeit konzentrieren, übersehen oft Veränderungen in der metallografischen Struktur, die häufig auf Materialermüdung hinweisen. Unsere Methode zur Temperaturregelung im Feinbereich kann die Lebensdauer von Federn verdoppeln. Hochwertiges Präzisionslaserschneiden bildet die Grundlage für die Produktstabilität.
Unsere Bearbeitung entspricht der Norm ASTM A689-25 für Federstahl. Mit unseren eigens entwickelten Werkzeugen und unserem exklusiven Parametersystem helfen wir der Industrie , Probleme wie Verformungen dünner Bleche und Schlackenanhaftungen an dicken Materialien zu vermeiden und gleichzeitig Präzision, Langlebigkeit und Kosteneffizienz zu gewährleisten. Unser Laserschneidservice für Federstahl ist ideal für anspruchsvolle Anwendungen in der Medizin- und Luftfahrtindustrie und kann die Produktionsanforderungen für Federn aus unterschiedlichsten Rohmaterialien erfüllen.
Möchten Sie die Machbarkeit Ihrer Lösung für die Federnverarbeitung schnell überprüfen? Reichen Sie Ihre Zeichnungen jederzeit ein, um eine kostenlose, maßgeschneiderte DFM-Optimierungsanalyse zu erhalten , die Verarbeitungsrisiken präzise vermeidet und den F&E-Zyklus verkürzt.

Warum beeinflusst Hitze Ihre Präzisionslaserschneidleistung für Federstahlbauteile?
Das Hauptproblem beim Laserschneiden von Federstahl ist die Kantenhärtung bzw. lokale Entkohlung , die im Wesentlichen durch zu hohe Wärmeeinwirkung entsteht. LS Manufacturing verwendet Faserlaser mit sehr kurzen Pulsen, die nicht nur die Wärmeeinflusszone (WEZ) auf wenige Mikrometer minimieren, sondern auch jegliche Beeinträchtigung der mechanischen Eigenschaften des Materials verhindern. Dadurch wird sichergestellt, dass die Federn ihre Rückstellkraft auch bei langfristiger, hochfrequenter Nutzung beibehalten. Dies ist die Schlüsseltechnologie für hochwertiges Laserschneiden von Federstahl .
Materialmetallographische Veränderungen, die durch hohe Temperaturen hervorgerufen werden
Der Langzeitbetrieb von Hochfrequenzfedern erhöht das Auftreten von Materialfehlern. Die thermische Kontrolle beim Laserschneiden ist die Grundlage für die Vermeidung von Materialschäden. Sobald die Temperatur des Laserstrahls ihren Maximalwert erreicht, kann die Temperatur am Rand des Federstahls die Austenitisierungstemperatur erreichen. In diesem Fall bildet sich nach dem Abkühlen ein sehr hartes und sprödes Martensitgefüge.
Darüber hinaus kann die vom Balken erzeugte Wärme einen Kohlenstoffverlust verursachen, was wiederum zur Bildung von entkohlten Zonen führt, die die Dauerfestigkeit der Flachfeder verringern, sodass dieses Teil bei zyklischer Belastung schneller bricht.
Aus diesem Grund kann eine mit einem herkömmlichen Laser geschnittene Feder zwar von den Abmessungen her perfekt erscheinen, ihre innere Struktur ist jedoch beeinträchtigt, und die Feder kann nicht über einen längeren Zeitraum stabil funktionieren.
Lösung zur Optimierung der Schnittparameter bei niedrigen Temperaturen
Wir haben einen völlig neuen Parametersatz für das Kaltschneiden entwickelt, um thermische Schäden zu vermeiden. Durch die Optimierung des Laserschneidkorns lässt sich die Mikrostruktur der Schnittkante verbessern. Die spezifischen Kontrollstandards sind:
- Der Pulsfrequenzbereich ist fixiert und wird stabil zwischen 2000 Hz und 3500 Hz geregelt, wodurch die Wärmeenergie pro Laserpuls erheblich reduziert wird.
- Durch die Verwendung eines Modus mit extrem niedriger Netzenergie wird verhindert, dass die Kantenmaserung zu groß wird.
- Die sofortige Luftstromspülung ist so abgestimmt, dass die Restwärme an der Schnittkante sehr effizient abgeführt wird.
Im Vergleich zur herkömmlichen kontinuierlichen Laserbearbeitung ist diese Technik in der Lage, die mechanischen Eigenschaften des Rohmaterials bestmöglich zu erhalten , was physikalisch-strukturell die Dauerfestigkeit der Feder sicherstellt und gleichzeitig die bei herkömmlich lasergeschnittenem Federstahl auftretenden thermischen Schädigungsdefekte vollständig beseitigt.
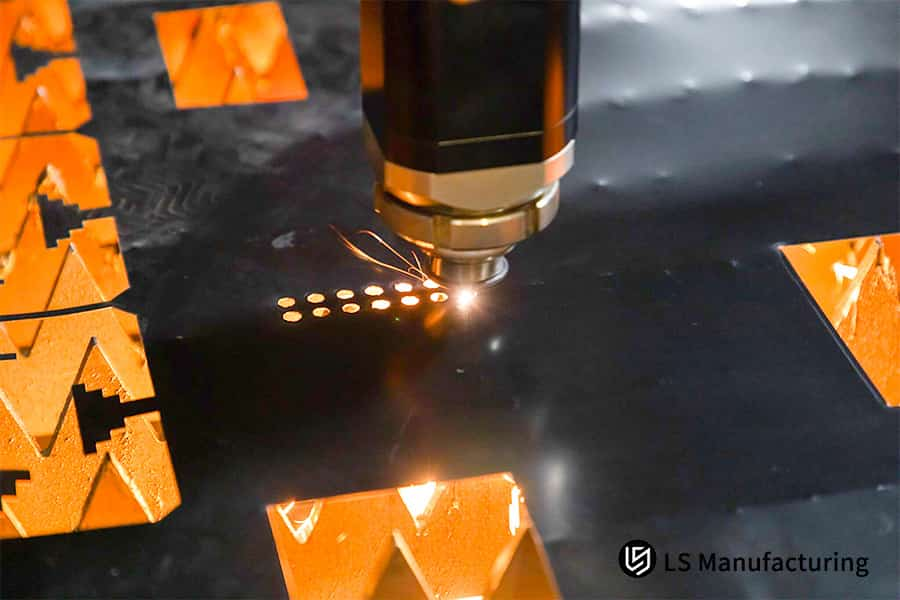
Abbildung 1: Nahaufnahme des Laserschneidens von Federstahl, die Funkenbildung und Wärmeentwicklung zeigt.
Wie kann die Laserbearbeitung von kundenspezifischen Flachfedern Materialmikrorisse und Ermüdungsbrüche verhindern?
Die Vermeidung von Mikrorissen und Materialermüdung hängt maßgeblich von einer gründlichen Überarbeitung der Startpunktgestaltung beim Laserschneiden und der Abstimmung der Schnittgeschwindigkeit ab. Durch die präzise Anpassung des dynamischen Gleichgewichts zwischen Laserstrahlform und Schmelzbad gewährleisten wir glatte Schnittkanten ohne mikroskopische Risse und verlängern so die Produktlebensdauer. Dies ist der Kernprozessstandard für die hochwertige Fertigung von kundenspezifischen Flachfedern per Laser .
Optimierter Schneidprozess zur Vermeidung von Rissbildung
Die präzise Ausrichtung beim Federschneiden beeinflusst die Schnittqualität direkt. Ein Schlüsselaspekt bei der Präzisionsbearbeitung von Federn ist die Vermeidung von Rissen beim Laserschneiden . Es ist bekannt, dass vertikale Perforationsverfahren zu höheren thermischen Spannungen an der Schnittstelle führen und dadurch dauerhafte Mikrorisse entstehen können. Aus diesem Grund verwenden wir in jedem Arbeitsschritt ein progressives, bogenförmiges Schneidverfahren in Kombination mit frequenzmodulierter Pulstechnologie, um lokale Wärmeansammlungen zu verteilen und die Rissbildung an der Quelle zu verhindern.
Präzise Schnittgeschwindigkeitsregelungsstandards
Eine Hauptursache für Schlackenbildung und Rissbildung ist die ungleichmäßige Schnittgeschwindigkeit. Die Kalibrierung der Laserschneidgeschwindigkeit sichert die Prozessbedingungen und legt zudem strenge Geschwindigkeitsnormen für Federn unterschiedlicher Dicke fest. Die wichtigsten Kontrollpunkte sind:
- Dämpfungsfeder mit einer Dicke von 0,5 mm: Fest innerhalb eines konstanten Schnittgeschwindigkeitsbereichs von 4,5 m/min bis 5,2 m/min.
- Eine zu hohe Drehzahl führt zu einer allmählichen Wärmeentwicklung, die beim Glühen eine Materialerweichung zur Folge hat.
- Die extrem hohe Geschwindigkeit führt zu Schlackenbildung an der Unterkante, die Spannungskonzentration führt zum Bruch.
Durch die strikte Einhaltung der Parameter erreichen wir eine gleichbleibende Oberflächenrauheit von Ra 0,4 μm bis Ra 0,8 μm – ein Schnitt ohne mikroskopische Defekte. Somit erfüllt er die Qualitätsstandards für hochpräzises Laserschneiden von Federn vollständig.
Wenn Sie bei der Auswahl der Schnittparameter, die einer bestimmten Federstärke entsprechen, sehr genau vorgehen möchten, können Sie unsere Experten jederzeit um eine kostenlose Kostenschätzung für den Bearbeitungsprozess bitten – also um ein gutes Gleichgewicht zwischen höchster Qualität und angemessener Kosteneffizienz.
Welche Parameter gewährleisten hochpräzises Laserschneiden von Federn aus dünnen Werkstoffen?
Das Laserschneiden extrem dünner Federstahlbleche mit höchster Genauigkeit (0,1 mm – 1,0 mm) erfordert extrem kleine, fokussierte Laserflecke und strengste Vorrichtungskriterien . LS Manufacturing verwendet einen 20 μm kleinen, ultrafeinen Laserfokus und eine Vakuum-Adsorptionsplattform, um jegliche Verformung der dünnen Blechwerkstücke zu vermeiden. Dadurch wird eine extrem hohe Maßgenauigkeit von 0,01 mm erreicht – ein perfektes Beispiel fürhöchste Präzision beim Laserschneiden von Federstahl .
Kernlaserstrahl-Parameterkonfiguration
Die Fokussierung des Lasers auf dünne Bleche ist der Schlüssel zur Präzision bei der Dünnblechbearbeitung. Für die Bearbeitung ultradünner Federstähle, z. B. hochpräziser Membranfedern mit 0,2 mm Durchmesser, setzen wir auf spezielle Strahlparameter: einen Strahlqualitätsfaktor von M² = 1,1 in Kombination mit einer Brennweite von 50 mm der Fokussierlinse. Dadurch wird ein sehr feiner Laserfleck erzeugt und gleichzeitig die thermische Schädigung des Materials minimiert.
Anti-Verformungs-Werkzeuge und geschlossenes Regelungssystem
Dünnes Blech ist sehr anfällig für Vibrationen und Verformungen, was in der Industrie ein großes Problem darstellt. Die Planstabilisierung beim Laserschneiden kann dieses Problem vollständig lösen. Wir erreichen dies durch einen zweigleisigen Ansatz:
- Nach einer Eigenentwicklung wird eine hochpräzise Vakuum-Ablenk-Adsorptionsvorrichtung eingesetzt, um während des gesamten Arbeitszyklus eine absolute Ebenheit des Blechs zu gewährleisten.
- Erleichtert durch ein geschlossenes Regelungssystem mit Gitterlineal , das die Kompensation von Maßabweichungen in Echtzeit ermöglicht.
- Komplexe Konturbearbeitungen, wie Evolventenkurven und poröse Netze, sind mit einer Toleranz von 0,01 mm stabil realisierbar.
Dieses Gesamtsystem erfüllt vollständig die sehr strengen Anpassungsvorgaben für medizinische und Luft- und Raumfahrtsensoren und stellt somit die neueste technische Unterstützung im Bereich der hochpräzisen Flachfederzuschnitte dar.
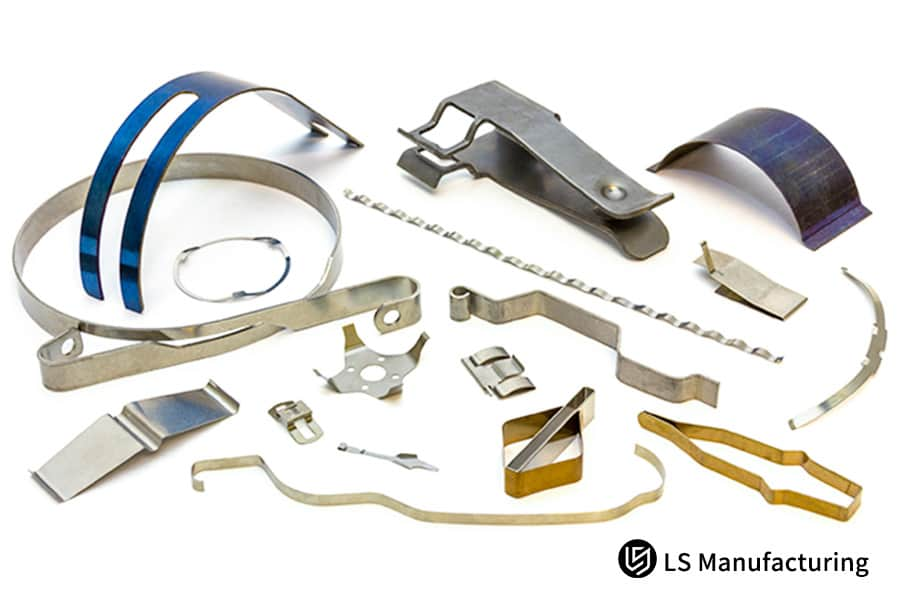
Abbildung 2: Eine Vielzahl von präzisionslasergeschnittenen Federstahlkomponenten mit komplizierten Formen und Löchern.
Warum ist die Wahl des Hilfsgases entscheidend für die Optimierung beim Laserschneiden von Federstahl?
Die Reinheit und der Druck des Hilfsgases bestimmen maßgeblich die Oxidationsbeständigkeit und die anschließende Schweißbarkeit bzw. Galvanisierbarkeit des Federschnitts. Daher verwenden wir ausschließlich Stickstoff unter hohem Druck mit einer Reinheit von 99,999 % als Hilfsgas . Dies entfernt jegliche Oxidschicht an der Schnittkante vollständig, spart die Kosten für aufwendige Nachbehandlungsprozesse und steigert gleichzeitig die Qualität des lasergeschnittenen Federstahls deutlich.
Veränderungen der Arbeitsqualität aufgrund unterschiedlicher Assistenzgase
Der Oxidationsschutz von Edelstahlfedern hängt vollständig von der Schutzgaszufuhr beim Laserschneiden ab. Die Reinheit des Laserschneidgases bestimmt direkt die Schnittqualität . Beim Schneiden von Edelstahlfedern wie 301 und 17-7PH kann die Verwendung von Luft oder minderwertigem Stickstoff zur Bildung einer 5–10 µm dicken, harten und spröden schwarzen Chromoxidschicht führen, die anfällig für Spannungsrisskorrosion und Oberflächenabplatzungen ist.
Vorteile der Verwendung von hochreinem Stickstoff beim Schneiden
Wir verwenden hochreinen Stickstoff unter hohem Druck (1,6–2,0 MPa) zum Schmelzen und Schneiden. Die Laserschneid-Schmelzreinigungstechnik entfernt geschmolzenes Metall effektiv und schnell. Die wichtigsten Vorteile sind zweierlei:
- Durch den schnellen Luftstrom wird das geschmolzene Metall mühelos abgeführt, wodurch eine helle, schöne silberfarbene Schnittfläche entsteht.
- Darüber hinaus ist die ursprüngliche Passivierungsschicht des Materials vollständig intakt, sodass das Werkstück ohne Nachbehandlung direkt weiterverarbeitet werden kann.
Darüber hinaus entfällt bei dieser Technik vollständig das Beizen und Polieren des fertigen Produkts, wodurch die Lieferzeit erheblich verkürzt wird , was die gesamten Bearbeitungskosten senkt und gleichzeitig die besonderen Vorteile des spezialisierten Präzisionslaserschneidens hervorhebt .
| Federstahlmaterial | Kompatibles Hilfsgas | Gasreinheitsstandard | Betriebsdruck | Schneidwirkung |
| Edelstahl 301 | Hochreiner Stickstoff | ≥99,999 % | 1,6-1,8 MPa | Strahlend silberne Farbe, keine Oxidation, keine entkohlte Schicht. |
| Edelstahl 17-7PH | Hochreiner Stickstoff | ≥99,999 % | 1,8-2,0 MPa | Keine Chromoxidschicht, kann direkt galvanisiert werden. |
| 1074/1095 Kohlenstoffstahl | Hochreiner Stickstoff | ≥99,995 % | 1,5-1,7 MPa | Verhindert das Verbrennen von Kohlenstoffelementen und erhält die Härte. |
| 5160 Legierter Stahl | Hochreiner Stickstoff | ≥99,995 % | 1,7-1,9 MPa | Stabiles metallographisches Gefüge, keine Versprödung. |

Abbildung 3: Technisches Diagramm des gasunterstützten Laserschneidprozesses für Federstahl.
Wie kann ein Premium-Anbieter von Laserschneiddienstleistungen für Federstahl die Schlackenbildung reduzieren?
Die vollständige Entfernung von Schlacke an der Unterkante einer Feder ist ein entscheidender Faktor, der die technischen Fähigkeiten von Präzisionslaserschneidbetrieben deutlich unterscheidet. LS Manufacturing erzielt durch die präzise Feinabstimmung des Bearbeitungsprozesses, der das optimale Verhältnis von Fokusposition und Düsenhöhe gewährleistet , eine schlackefreie Schnittfläche und spart Kunden so 100 % der Kosten für das Entgraten. Dies ist ein wesentlicher Faktor für erstklassige Laserschneiddienstleistungen für Federstahl .
Die Grundidee des Sabberns
Das sogenannte Schlacken entsteht durch geschmolzene Rückstände von der Schneidkante, die sich festsetzen. Die Reduzierung dieser Schlacke ist entscheidend für die Verbesserung der Bearbeitungsqualität. Wenn beim Laserschneiden geschmolzenes Metall entsteht und dieses nicht schnell abgeführt wird, bleibt es nach dem Erstarren an der Schnittkante haften und bildet einen hartnäckigen Grat. Dieser spätere Schleifvorgang führt zu Materialverlust und beschädigt die Oberfläche der Feder.
Schlackenfreies Verfahren – Spezifische Parameteranpassungen
Wir haben eine Fokuskorrekturformel entwickelt, die nur wir verwenden: Fokuskorrektur = Plattendicke × 0,3. Die Fokusoptimierung beim Laserschneiden ermöglicht die Korrektur des negativen Fokus-Schneidmodus durch präzise, standardisierte Parametersteuerung:
- Um einen konzentrierten Überschallluftstrom zu erzeugen, wurde der Abstand zwischen Düse und Platte fein auf 0,5 mm bis 0,7 mm eingestellt.
- Die Rührwirkung der Düse auf das geschmolzene Metall wird durch die Verwendung einer konischen Hochgeschwindigkeitsdüse verstärkt.
- Durch einen optimierten Luftstromwinkel wird die Bildung von Metallrückständen vollständig vermieden .
| Verarbeitungsmodus | Schlackenhöhe | Nachbearbeitungsanforderungen | Sekundärschadenrisiko |
| Traditionelles Laserschneiden | ≈0,15 mm | Erfordert manuelles Schleifen und Polieren. | Extrem hoch, was leicht zu ungleichmäßiger Dicke führt. |
| LS-Fertigungsprozessoptimierung | ≤0,01 mm | Keine Nachbearbeitung erforderlich. | Keine Folgeschäden. |
Dieses Parametersystem ermöglicht präzises Flachschneiden von Federn ohne Nachbearbeitung, wodurch die Liefereffizienz deutlich gesteigert und die Optik sowie die strukturelle Integrität der lasergeschnittenen Federkomponenten sichergestellt werden . Für maßgeschneiderte, schlackefreie Bearbeitungslösungen für Ihre Produkte senden Sie uns bitte Ihre Zeichnungen direkt zu, um schnell ein präzises Angebot und einen individuellen Prozessplan zu erhalten.
Abbildung 4: Eine Sammlung von individuell angefertigten Flachfedern mit glatten, sauberen Kanten, die die Reduzierung der Schlacke verdeutlicht.
Welche Nachbearbeitungsschritte führen zuverlässige Anbieter von kundenspezifischen Flachfeder-Laserdienstleistungen durch?
Neben einem exzellenten Laserschnitt sind Nachbearbeitungstechniken wie Spannungsarmglühen und Kugelstrahlen entscheidend für die Lebensdauer von Flachfedern. LS Manufacturing führt nach dem Laserschneiden an allen Teilen ein temperaturkontrolliertes Spannungsarmglühen durch, um die hohe Elastizitätsgrenze des Federstahls zu aktivieren und so eine umfassende Qualitätskontrolle unserer kundenspezifischen Flachfeder-Laserfertigung zu gewährleisten.
Restspannungsabbau-Härteverfahren
Die lasergestützte Spannungsentlastung ist entscheidend für die Verlängerung der Lebensdauer von Federn. Durch das Laserschneiden lassen sich Restspannungen, die beim Bearbeitungsprozess entstehen, beseitigen. Die kurzzeitig hohe Temperatur des Lasers kann Spuren von Zugspannungen erzeugen und so die Rissausbreitung beschleunigen . Wir haben ein standardisiertes Verfahren etabliert: Innerhalb von 15 Minuten nach dem Schneiden wird die Feder in einen Anlassofen gegeben und 30–60 Minuten lang bei 280–320 °C gehalten, um schädliche Zugspannungen in stabile Druckspannungen umzuwandeln.
Hochwertiges Kugelstrahlverfahren zur Verstärkung und Verlängerung der Lebensdauer
Die Oberflächenverstärkung durch Laserschneiden bietet eine hervorragende Möglichkeit, die Haltbarkeit von kundenspezifischen Teilen mit hoher Lebensdauer zu erhöhen. Unser Kugelstrahlverfahren ist eine sehr leistungsstarke und effektive Technik zur Verbesserung der Dauerfestigkeit von Bauteilen und erfüllt die Anforderungen der nächsten Generation.
- Die Oberfläche wird mit 0,1 mm hochpräzisen Stahlkugeln beschossen.
- Die Ausbildung einer dichten, residualen Druckspannungsschicht auf der Federoberfläche.
- Die Lebensdauer der Federzyklen wird um mehr als 200 % erhöht.
Durch eine derart gründliche Nachbearbeitung wird das Risiko von Ermüdungsbrüchen vollständig beseitigt, Qualitätsprobleme nach dem Verkauf vermieden und letztendlich die Lebensdauer und Stabilität von hochpräzisen lasergeschnittenen Federprodukten erhöht.
| Nachbearbeitungsschritte | Prozesstemperatur | Haltezeit | Geeignete Plattendicke | Kernnutzeneffekt |
| Standardmäßige Spannungsarmglühung | 250 °C–280 °C | 30 Minuten | 0,1 mm–0,3 mm | Beseitigt Mikrospannungen in dünnen Platten und verhindert Verformungen . |
| Stärkung der Stressabbau-Müdigkeit | 280 °C–320 °C | 45 Minuten | 0,3 mm–1,0 mm | Verbessert die Ermüdungsbeständigkeit deutlich. |
| Hochtemperaturstabiles Anlassen | 320 °C–350 °C | 60 Minuten | 1,0 mm bis 6,0 mm | Beseitigt gründlich tiefe Restspannungen. |
| Präzisionskugelstrahlen | Raumtemperatur | 20 Minuten | Für präzise, kundenspezifische Teile in voller Dicke | Die Lebensdauer der Zyklen wurde um mehr als 200 % erhöht . |
Wie beurteilt man die Leistungsfähigkeit und Angebote für Ihren Präzisions-Flachfederzuschnitt-Service?
Bei der Auswahl von Lieferanten für das Zuschneiden von Flachfedern sollten Sie sich nicht allein auf den Stundensatz konzentrieren. Vielmehr lohnt es sich, deren DFM-Berechnungen (Design for Manufacturing), Prototypengeschwindigkeit und SPC-Kontrollfähigkeiten (Statistical Process Control) sorgfältig zu prüfen, da diese eine langfristige Serienfertigung unterstützen. LS Manufacturing bietet Ihnen eine schnelle Angebotserstellung innerhalb von 24 Stunden und eine kostenlose DFM-Optimierung. Dadurch kann das Unternehmen nicht nur Ihre Projektentwicklungszeit um bis zu 40 % verkürzen , sondern Ihnen auch ein umfassendes Upgrade Ihrer Dienstleistungen im Bereich des präzisen Zuschneidens von Flachfedern bieten.
Kernbewertungsdimensionen für professionelle Lieferanten
Bei der Prüfung der Fertigung kundenspezifischer Federn sollte der Fokus auf der Qualitätskontrolle von Anfang bis Ende liegen. Ein entscheidender Faktor bei der Auswahl exzellenter Lieferanten ist deren Laserschneidkapazität. Gute Hersteller bieten neben dem Schneiden auch die Anpassung der Produktstruktur für die Serienfertigung an . Der Einfluss der Schnittfuge und des Rückfederungskoeffizienten auf die Federsteifigkeit muss bei der Erstellung von STEP/DXF-Zeichnungen präzise ermittelt werden.
Qualitätskontroll- und Liefersicherungssystem für die Massenproduktion
Wir setzen auf ein doppeltes Zertifizierungssystem, um Qualität zu sichern. Die Chargenkonstanz beim Laserschneiden gewährleistet eine gleichbleibende Qualität in der Serienproduktion und die vollständige Rückverfolgbarkeit des Prozesses. Die Kerngarantien lauten wie folgt:
- Einhaltung der Qualitätsmanagementsysteme ISO 9001 und IATF 16949 .
- Die Fähigkeit, die Produktionskapazität reibungslos von der Fertigung eines einzelnen Prototyps auf die Massenproduktion von auch Hunderttausenden von Einheiten umzustellen.
- Wir erstellen mit jeder Lieferung einen kompletten Berichtskatalog, der Materialzertifikate, Härteprüfungen und Maßprüfungen umfasst.
Dieses umfassende Qualitätskontrollsystem soll sicherstellen, dass lasergeschnittene Federkomponenten den strengen Akzeptanzkriterien der High-End-Beschaffung im Ausland entsprechen und dass unser Laserschneidprozess für Federstahl kontinuierlich den Industriestandards genügt , wodurch eine gleichbleibende Qualität in der Serienproduktion gewährleistet wird.
Fallstudie von LS Manufacturing: Kundenspezifische, flache Membranfeder aus Edelstahl 301 für die Medizintechnik, lasergefertigt
Im Vergleich zu herkömmlichen Industriestandards benötigen High-End-Medizingeräte Präzisionsfedern, die nicht nur eine deutlich längere Lebensdauer, sondern auch höchste Präzision erfordern . Selbst kleinste Bearbeitungsfehler können zu Funktionsstörungen führen. Dieser Artikel präsentiert eine Fallstudie zur Anwendung eines eigens entwickelten Kaltumformverfahrens zur Vermeidung von Ermüdungsbrüchen in ultradünnen Edelstahl-Membranfedern. Die Studie verdeutlicht eindrucksvoll die Vorteile der Präzisionsbearbeitung und die Implementierung einer hochpräzisen Laserschneidlösung für Federn.
Hauptprobleme des Kunden
Einer der führenden Hersteller von High-End-Medizintechnik in Nordamerika sucht kundenspezifische Membranfedern aus 0,15 mm dickem Edelstahl 301. Die Anforderungen an die Laserschneidtechnik für medizinische Anwendungen sind sehr streng und müssen gemäß Industriestandards erfüllt werden. Diese Komponenten sind für den Betrieb von Mikrofluidikpumpen unerlässlich. Die Lebensdauer beträgt über 10 Millionen Zyklen, und die Rückfederungsgenauigkeit liegt bei 2 %. Teile von zwei lokalen Zulieferern fielen bereits nach 1,5 Millionen Lastwechseln aufgrund einer übermäßigen Wärmeeinflusszone (WEZ) aus, was zum Stillstand der Projektentwicklung und zu erheblichen F&E-Verlusten führte.
LS-Fertigungsplan
- Mithilfe der Finite-Elemente-Analyse optimieren wir den Schnittpfad, um eine punktuelle Wärmeentwicklung zu vermeiden. Für die Kaltbearbeitung verwenden wir einen 50-W-Pulslaser mit hoher Strahlqualität und einer ultrakurzen Pulsdauer von 15 ns.
- Wir verwenden Vakuumadsorptionsvorrichtungen mit geschlossenem Kreislauf und schneiden mit 99,999 % hochreinem Stickstoff bei 1,8 MPa . Dadurch beträgt die Wärmeeinflusszone nur 8 μm, was mehr als doppelt so streng ist wie der Industriestandard von 20 μm.
- Durch eine sehr genaue Temperaturregelung wird die Restspannung durch Anlassen bei 260 °C für 45 Minuten vollständig abgebaut – eine in der Industrie seltene und sehr detaillierte Temperaturregelungsmaßnahme.
Projektergebnisse
Das Endprodukt hat 10 Millionen Lastwechsel unter Volllast ohne Risse oder Grate an der Schnittfläche erfolgreich absolviert, und die elastische Genauigkeit entsprach den Normen . Wir haben die Prototypenerstellung in nur 5 Tagen durchgeführt und mithilfe unseres proprietären Nesting-Optimierungsalgorithmus dem Kunden geholfen, die Rohmaterialbeschaffungskosten um 18 % zu senken, was jährlichen Materialeinsparungen von über 23.000 US-Dollar entspricht. Schließlich schloss der Kunde einen exklusiven 3-Jahres-Vertrag zur Serienproduktion ab und ernannte uns zu seinem Hauptlieferanten in Großchina.
Dieses Beispiel verdeutlicht die Effektivität optimierter Prozesse. Kontaktieren Sie uns , wenn Sie höchste medizinische Verarbeitungsstandards erfüllen und weitere Beispiele hochwertiger, kundenspezifischer Produkte einsehen möchten, um Ihre individuellen Lösungen für die Laserbearbeitung von Flachfedern und Präzisionslaserschneiden zu realisieren.

Häufig gestellte Fragen
Frage 1: Was ist die maximale Dicke von Federstahl, die mit Ihrem hochpräzisen Laserschneidservice für Federn bearbeitet werden kann?
Wir sind in der Lage, Federstahl jeder Spezifikation von 0,05 mm bis 6,0 mm mit höchster Präzision zu bearbeiten, selbst die gängigsten Werkstoffe wie 1095 und 5160. Die Rechtwinkligkeit der Kanten der bearbeiteten Teile beträgt 0,5 und ist damit für die Belastungsanforderungen verschiedener industrieller Präzisionsfedern ausreichend.
Frage 2: Werden die Härte oder die mechanischen Eigenschaften von Federstahl durch den Laserschneidvorgang beeinträchtigt?
Die Härteverringerung des laserbestrahlten Materials ist auf die hohe Abkühlrate zurückzuführen, die wir auf eine Entkohlungsglühung zurückführen. Durch den Einsatz eines Ultrakurzpulslasers mit Hochdruck-Kaltstickstoff zur schnellen Entfernung der Schlacke wird der verbleibende Glühbereich nahezu vernachlässigbar, sodass die mechanischen Eigenschaften des Materials gut erhalten bleiben.
Frage 3: Welche Maßnahmen ergreift LS Manufacturing, um die Maßtoleranzen der lasergeschnittenen Federteile einzuhalten?
Unsere Laserschneidmaschinen sind mit hochpräzisen Linearmotoren (0,005 mm Genauigkeit) und geschlossenen Regelkreisen mit Rastermaßstäben ausgestattet. Die Maßtoleranzen der in der Serienfertigung hergestellten Federn liegen stabil im Bereich von 0,01 mm bis 0,03 mm.
Frage 4: Können Sie DFM-Vorschläge (Design for Manufacturing) für meine kundenspezifischen Flachfederkonstruktionen machen, um die Produktionskosten zu senken?
Senden Sie uns einfach Ihre Zeichnungen, und unser erfahrenes Federnentwicklungsteam führt innerhalb von 24 Stunden eine DFM-Machbarkeitsprüfung durch. Gleichzeitig können wir Lochabstände, Eckradien und Layoutstrukturen optimieren, um die Materialausnutzung zu verbessern, Spannungskonzentrationsfehler zu beseitigen und die Kosten der Massenproduktion zu senken .
Frage 5: Welche Güteklasse von Federstahlmaterialien halten Sie üblicherweise für die schnelle kundenspezifische Fertigung auf Lager?
Wir halten eine große Auswahl an Federstählen vorrätig. Unser Sortiment umfasst unter anderem die hochkohlenstoffhaltigen Stähle 1074 und 1095, den legierten Stahl 5160 sowie die Edelstähle 301 und 17-7PH. Diese Werkstoffe bieten vielfältige Anpassungsmöglichkeiten. Dank unserer großen Lagerbestände können wir Kundenbestellungen schnell bearbeiten; in vielen Fällen ist die erste Probe innerhalb von 48 Stunden lieferbar.
Frage 6: Warum wird Stickstoff gegenüber Sauerstoff bevorzugt, wenn es um die Laserbearbeitung von kundenspezifischen Flachfedern geht ?
Die Verwendung von Sauerstoff als Schneidgas führt zu einer sehr dicken Oxidschicht mit einer Entkohlungsschicht, die das Federmetall spröde macht und seine Lebensdauer drastisch verkürzt . Die Verwendung von hochreinem Stickstoff erzeugt hingegen eine inerte und schützende Atmosphäre. Dadurch bleibt der Schnitt sauber und oxidationsfrei, und die ursprünglichen mechanischen Eigenschaften des Materials bleiben erhalten.
F7: Gibt es bei Ihnen eine Mindestbestellmenge (MOQ) für hochpräzise Laserschneidaufträge für Federn?
Es gibt keine Mindestbestellmenge. Ob es sich um ein einzelnes Muster für Forschungs- und Entwicklungstests oder eine Großserienfertigung mit Hunderttausenden von Stück handelt – Sie profitieren stets von derselben hochpräzisen Bearbeitung und standardisierten Qualitätskontrolle.
Frage 8: Welche Prüfberichte erhalte ich für meine Charge lasergeschnittener Federstahlkomponenten?
Unsere Produkte werden in Chargen geliefert, und jede Charge enthält vollständige Rückverfolgbarkeitsdokumente . Sie erhalten Rohmaterialzusammensetzungsberichte, Vickers-Härteprüfprotokolle, präzise 2D-Maßberichte und Zertifikate über den Anlassprozess. Diese Dokumente belegen, dass die Qualität der gekauften Artikel den Standards entspricht und rückverfolgbar ist.
Zusammenfassung
Das Laserschneiden von Federstahl nach exakten Vorgaben erfordert mehr als nur die Ermittlung der zu schneidenden Abmessungen; es bedeutet auch, die Metallstruktur, die thermische Spannung und die Qualität der Schnittkanten durch technische Maßnahmen sorgfältig zu steuern.
Professionelle, hochpräzise Laserschneiddienstleistungen, die auf fundiertem Materialwissen, etablierten Prozessparametern und Qualitätskontrollsystemen basieren, können Materialermüdungsbrüchen von Federn bereits in der Entstehungsphase vorbeugen. Kompetente Dienstleister, die auf die Bearbeitung von Federstahl spezialisiert sind, sind entscheidend für die Leistungsfähigkeit von High-End-Anlagen und die hohe Produktqualität.
Lassen Sie nicht zu, dass unsaubere Oberflächenbearbeitung und häufige Brüche den guten Ruf Ihrer hochwertigen Ausrüstung schädigen. LS Manufacturing bietet Ihnen die branchenweit professionellsten Präzisionslaserschneidlösungen für kundenspezifische Flachfedern – von der Prototypenfertigung bis zur globalen Serienproduktion unter Einhaltung aller Vorschriften. Wir garantieren Ihnen eine Antwort auf Ihre Anfragen innerhalb von 24 Stunden und bieten Ihnen eine umfassende Kosten-Nutzen-Analyse durch unsere erfahrenen F&E-Ingenieure, inklusive Materialauswahl, Kostenrechnung und Fertigungsanalyse (DFM).
Klicken Sie bitte auf die Schaltfläche „ Angebot anfordern “, um Ihre Konstruktionszeichnungen im DXF/STEP-Format hochzuladen oder direkt einen ausführlichen technischen Austausch mit unseren Online-Ingenieurexperten zu vereinbaren.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


