
خدمة القطع بالليزر الدقيق للفولاذ الزنبركي هي عملية قطع دقيقة للغاية، يتم التحكم بدرجة حرارتها بدقة متناهية (على مستوى الميكرون)، وهي مخصصة بشكل أساسي للزنبركات المسطحة. تقضي هذه الخدمة تمامًا على مشاكل الصناعة الناجمة عن عمليات التصنيع التقليدية، مثل التلف الناتج عن الحرارة، والتشققات الدقيقة، وفقدان المرونة . فهي قادرة على حصر المنطقة المتأثرة بالحرارة بدقة متناهية لا تتجاوز 20 ميكرومتر، مما يحقق دقة أبعاد تصل إلى 0.01 مليمتر، مع الحفاظ في الوقت نفسه على الخصائص الميكانيكية للفولاذ الزنبركي إلى أقصى حد. في مجال التصنيع الدقيق العالمي، تُوفر الزنبركات المسطحة المصممة حسب الطلب ارتدادًا دقيقًا للغاية وعمرًا طويلًا. في المقابل، يواجه العديد من المشترين نقصًا في قطع الغيار وتوقفًا في المعدات بسبب عمليات القطع غير المطابقة للمواصفات.
يُعدّ الفولاذ الزنبركي معدنًا شديد الحساسية للحرارة. وقد تُؤدي عمليات القطع بالليزر التقليدية ذات درجات الحرارة العالية إلى تغييرات في البنية المعدنية للمادة. تتغلب شركة LS Manufacturing على هذه المشكلة من خلال نظام عمليات خاص بها، مما يضمن استقرار الزنبركات أثناء الاستخدام الدوري عالي التردد.

نظرة عامة سريعة على العمليات الأساسية لخدمة القطع بالليزر الدقيق للزنبركات
يلخص هذا الفصل معايير وخصائص عملية القطع بالليزر للفولاذ الزنبركي، مما يسهل على موظفي المشتريات تحديد متطلبات المعالجة الرئيسية بسرعة ويمنعهم من مشاكل جودة المعالجة الشائعة.
| أبعاد العملية | المعايير الفنية الأساسية | العواقب السلبية | الفوائد الأساسية للعملاء |
| التحكم في المنطقة المتأثرة بالحرارة (HAZ) | ≤20 ميكرومتر | إزالة الكربون من المادة، كسر الإجهاد | عمر دورة الزنبرك الممتد |
| مواصفات الغازات المساعدة | نقاء النيتروجين ≥ 99.999% ، الضغط 1.6-2.0 ميجا باسكال | الأكسدة الحادة، وعدم القدرة على الخضوع لعملية الطلاء الكهربائي اللاحقة. | يلغي عملية التخليل الثانوية ، ويقلل وقت التسليم. |
| عملية تخفيف التوتر | يتم تسخينه عند درجة حرارة تتراوح بين 250 و350 درجة مئوية لمدة تتراوح بين 30 و60 دقيقة | تركيز الإجهاد المتبقي، وبدء تشكل الشقوق الدقيقة. | يعيد مقاومة الإجهاد الأصلية للنابض. |
| خشونة السطح | Ra 0.4 ميكرومتر - Ra 0.8 ميكرومتر | تراكم الخبث على الحواف، وكسر ناتج عن تركيز الإجهاد. | لا حاجة للطحن الثانوي، ولا يوجد ضرر ثانوي . |
| التفاوتات البُعدية | ثابت ±0.01 مم | انحراف التجميع، خطأ المرونة المفرط . | يتكيف مع معايير تجميع المعدات عالية الدقة. |
أهم النقاط الرئيسية:
- تُعد إدارة الحرارة عاملاً حاسماً: لتجنب فشل إزالة الكربون الموضعي لحواف الفولاذ الزنبركي، يجب التحكم في المنطقة المتأثرة بالحرارة (HAZ) إلى 20 ميكرومتر باستخدام الليزر النبضي.
- اختيار الغاز الرئيسي: غاز النيتروجين عالي الضغط بنسبة نقاء 99.999% هو الخيار الوحيد الذي يمكن استخدامه لتجنب أكسدة القطع عند قطع الفولاذ المقاوم للصدأ 17-7PH أو 301.
- تخفيف الإجهاد أمر لا بد منه: يجب إزالة الإجهاد المتبقي الناتج أثناء القطع بالليزر عن طريق التصليد لتخفيف الإجهاد عند 250 درجة مئوية - 350 درجة مئوية حتى يمكن استعادة عمر الإجهاد للزنبرك المسطح.
- معايير اتخاذ القرار: ابحث عن الموردين القادرين على تحسين تصميم الرسومات DFM ، ولديهم مراقبة أبعاد SPC عبر الإنترنت، ويقدمون تقارير اختبار صلابة قابلة للتتبع.
لماذا تثق في خدمة القطع بالليزر الدقيقة وخبرة شركة LS Manufacturing في تصنيع الفولاذ الزنبركي؟
يتمتع فريقنا بخبرة واسعة في مجال تصنيع زنبركات العمليات ويمكنه حل مشاكل قطع فولاذ الزنبرك المختلفة بدقة. بفضل خبرتنا، نستطيع إنتاج نوابض تلبي المعايير القياسية لأرقى الصناعات التحويلية . وقد كشفت الاختبارات غير المباشرة لقطع فولاذ النوابض عبر علامات تجارية متعددة أن سبب فشل أكثر من 90% من النوابض يعود إلى عدم التحكم السليم في معايير عملية التصنيع، وليس إلى مشاكل في المواد الخام.
نطبق نظام مراقبة الجودة الحالي للإنتاج الضخم وفقًا لمعيار IATF 16949، مما يتيح لنا تتبعًا كاملًا لمعايير العملية . إن المصنّعين العاديين الذين يهتمون فقط بالمطابقة البُعدية يغفلون عن التغيرات الحقيقية في البنية المعدنية، والتي غالبًا ما تؤدي إلى الإجهاد. تُمكننا طريقتنا الدقيقة جدًا في تنظيم درجة الحرارة من مضاعفة عمر النوابض. وتُعد خدمة القطع بالليزر عالية الجودة والدقة أساسًا لضمان استقرار المنتج.
يتوافق عملنا مع معيار ASTM A689-25 لمعالجة فولاذ الزنبرك. باستخدام أدواتنا المطورة داخليًا ونظام المعايير الحصري لدينا، نساعد الصناعة على التخلص من مشاكل مثل تشوه الصفائح الرقيقة والتصاق الخبث بالمواد السميكة ، مع ضمان الدقة والمتانة والفعالية من حيث التكلفة. تُعد خدمة قطع فولاذ الزنبرك بالليزر التي نقدمها مثالية للتطبيقات الطبية والفضائية المتطلبة، حيث تلبي متطلبات إنتاج الزنبركات المصنوعة من مجموعة واسعة من المواد الخام.
هل ترغب في التحقق بسرعة من جدوى حل معالجة النوابض الخاص بك؟ أرسل رسوماتك في أي وقت للحصول على تحليل مجاني ومخصص لتحسين التصميم للتصنيع، مما يجنبك مخاطر المعالجة بدقة ويقصر دورة البحث والتطوير.

لماذا تؤثر الحرارة على خدمة القطع بالليزر الدقيقة لمكونات الفولاذ الزنبركي؟
تتمثل المشكلة الرئيسية عند قطع فولاذ الزنبرك بالليزر في تصلب الحواف أو إزالة الكربون الموضعية ، وهو ما ينتج أساسًا عن تطبيق حرارة زائدة. تستخدم شركة LS Manufacturing ليزرات ألياف ذات نبضات قصيرة جدًا، لا تُقلل فقط من المنطقة المتأثرة بالحرارة (HAZ) إلى بضعة ميكرونات، بل تمنع أيضًا أي تدهور في الخواص الميكانيكية للمادة. وهذا يضمن احتفاظ الزنبركات بثبات ارتدادها حتى مع الاستخدام طويل الأمد وعالي التردد . هذه هي التقنية الأساسية لقطع فولاذ الزنبرك بالليزر بجودة عالية.
التغيرات المعدنية للمواد الناتجة عن درجات الحرارة العالية
يؤدي التشغيل طويل الأمد للزنبركات عالية التردد إلى زيادة ظهور عيوب المادة. ويُعدّ التحكم الحراري في القطع بالليزر أساسًا لمنع تلف المادة. فعندما تصل درجة حرارة شعاع الليزر إلى ذروتها، قد تصل درجة الحرارة عند حافة فولاذ الزنبرك إلى درجة حرارة الأوستنة. وفي هذه الحالة، تتشكل بنية المارتنسيت، وهي بنية شديدة الصلابة والهشاشة، بعد التبريد.
إلى جانب ذلك، فإن الحرارة التي ينتجها الشعاع قادرة على التسبب في فقدان الكربون، مما يؤدي بدوره إلى تكوين مناطق منزوعة الكربون مما يقلل من حد الإجهاد للزنبرك المسطح، وبالتالي سينكسر هذا الجزء بسرعة أكبر عند تعرضه للإجهاد الدوري.
ولهذا السبب، قد يبدو الزنبرك المقطوع بواسطة الليزر العادي جيدًا تمامًا من حيث الأبعاد، ولكن الهيكل الداخلي يكون متضررًا ولن يكون الزنبرك قادرًا على العمل بثبات لفترة طويلة.
حل تحسين معلمات القطع في درجات الحرارة المنخفضة
لقد طورنا مجموعة جديدة كليًا من المعايير للقطع على البارد لمعالجة مشكلة التلف الحراري. ويمكن استخدام تقنية تحسين حبيبات القطع بالليزر لتعزيز البنية المجهرية لحافة القطع. وفيما يلي معايير التحكم المحددة:
- يتم قفل نطاق تردد النبض ، ويتم التحكم فيه بشكل مستقر بين 2000 هرتز و 3500 هرتز، مما يقلل بشكل كبير من كمية الطاقة الحرارية لكل نبضة ليزر.
- سيؤدي استخدام وضع إدخال طاقة خطية منخفض للغاية إلى منع حبيبات الحافة من أن تصبح كبيرة جدًا.
- يتم تنسيق عملية تنظيف تدفق الهواء الفوري للتخلص من الحرارة المتبقية من الحافة المقطوعة بكفاءة عالية.
بالمقارنة مع المعالجة الليزرية المستمرة التقليدية، فإن هذه التقنية قادرة على الحفاظ على الخصائص الميكانيكية للمادة الخام إلى أقصى حد ممكن ، مما يضمن هيكليًا قوة تحمل الزنبرك للإجهاد، وفي الوقت نفسه تقضي تمامًا على عيوب التلف الحراري المتأصلة في فولاذ الزنبرك المقطوع بالليزر التقليدي.
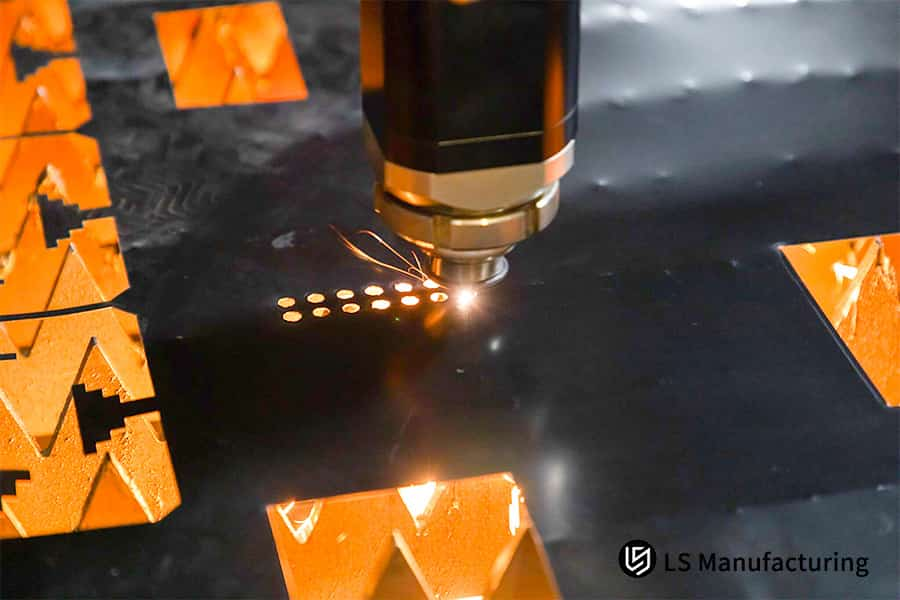
الشكل 1: صورة مقربة لقطع الفولاذ الزنبركي بالليزر، توضح الشرر وتوليد الحرارة.
كيف يمكن لخدمة الليزر المخصصة للزنبركات المسطحة أن تمنع التشققات الدقيقة في المواد وفشل الإجهاد؟
يعتمد منع التشققات الدقيقة والتلف الناتج عن الإجهاد بشكل أساسي على إعادة تصميم نقطة بدء القطع بالليزر بدقة متناهية، بالإضافة إلى ضبط سرعة القطع على الحواف. ومن خلال الضبط الدقيق للتوازن الديناميكي بين شكل موجة الشعاع وحوض الليزر المنصهر ، نضمن حواف قطع ناعمة خالية من التمزقات المجهرية، مما يطيل عمر المنتج. هذا هو المعيار الأساسي لعملية تصنيع النوابض المسطحة المخصصة عالية الجودة باستخدام الليزر .
عملية قطع مُحسّنة لتجنب بدء التشققات
يؤثر محاذاة القطع الدقيقة للزنبرك بشكل مباشر على جودة القطع. ومن أهم جوانب تصنيع الزنبركات بدقة عالية هو منع حدوث تشققات أثناء القطع بالليزر . من المعروف أن طرق التثقيب العمودي تُسبب إجهادًا حراريًا أعلى في موضع القطع، مما يؤدي إلى بدء تشققات دقيقة دائمة. لذلك، نستخدم طريقة القطع التدريجية المقوسة في كل مرحلة، بالإضافة إلى تقنية النبضات المعدلة التردد، لتشتيت تراكم الحرارة الموضعي ومنع تشكل التشققات من مصدرها.
معايير دقيقة للتحكم في سرعة القطع
يُعدّ عدم توازن سرعة القطع سببًا رئيسيًا لتراكم الخبث والتشقق. ويضمن ضبط سرعة القطع بالليزر استقرار ظروف العملية، كما يحدد معايير سرعة دقيقة للزنبركات ذات السماكات المختلفة. وتتمثل نقاط التحكم الرئيسية فيما يلي:
- زنبرك التخميد بسمك 0.5 مم: مثبت ضمن نطاق سرعة قطع ثابتة من 4.5 م/دقيقة إلى 5.2 م/دقيقة.
- يؤدي التشغيل بسرعة عالية للغاية إلى تراكم حراري تدريجي، مما يؤدي إلى تليين المادة أثناء عملية التلدين.
- تؤدي السرعة الفائقة إلى تراكم الخبث عند الحافة السفلية، ويؤدي تركيز الإجهاد إلى حدوث كسر.
بالالتزام الدقيق بالمعايير، نحافظ على خشونة سطح القطع ثابتة عند Ra 0.4 ميكرومتر - Ra 0.8 ميكرومتر، مما يضمن قطعًا خاليًا من العيوب المجهرية. وبذلك، يتوافق هذا المنتج تمامًا مع معايير الجودة لقطع الزنبرك بالليزر عالي الدقة.
إذا كنت ترغب في أن تكون دقيقًا للغاية في اختيار معايير القطع التي تتوافق مع سمك زنبرك معين، فيمكنك دائمًا أن تطلب من خبرائنا تقديرًا مجانيًا لتكاليف عملية التصنيع ، أي تحقيق توازن جيد بين الجودة العالية والفعالية من حيث التكلفة.
ما هي المعايير التي تضمن دقة عالية في قطع الزنبرك بالليزر للمواد ذات السماكة الرقيقة؟
تعتمد عملية قطع صفائح الفولاذ الزنبركي الرقيقة للغاية بالليزر بدقة فائقة (0.1 مم - 1.0 مم) على استخدام بقع ليزر مركزة صغيرة للغاية ومعايير تثبيت صارمة للغاية . تستخدم شركة LS Manufacturing بقعة بؤرية شعاعية فائقة الدقة بحجم 20 ميكرومتر ومنصة امتصاص فراغية معًا للقضاء على أي تشوه في قطع العمل الرقيقة، مما ينتج عنه دقة أبعاد فائقة تصل إلى 0.01 مم بسهولة، وهو مثال مثالي لمعايير عمليةقطع الزنبرك بالليزر عالية الدقة .
تكوين معلمات شعاع الليزر الأساسي
يُعدّ تركيز الليزر على الصفائح الرقيقة مفتاح دقة تشكيلها. ولتشكيل فولاذ الزنبرك فائق الرقة، مثل زنبركات الحجاب الحاجز عالية الدقة بسمك 0.2 مم، نعتمد على معايير شعاعية حصرية: عامل جودة الشعاع M1.1، بالإضافة إلى بُعد بؤري لعدسة التركيز يبلغ 50 مم ، مما يُنتج بقعة ليزر دقيقة للغاية مع تقليل التلف الحراري للمادة إلى أدنى حد.
أدوات مقاومة التشوه ونظام تحكم ذو حلقة مغلقة
تُعدّ الصفائح المعدنية الرقيقة عرضةً للاهتزاز والتشوه، وهو ما يُمثّل في الواقع مشكلةً رئيسيةً في هذه الصناعة. يُمكن لتقنية تثبيت الأسطح باستخدام القطع بالليزر أن تُحلّ هذه المشكلة تمامًا. ونحن نُطبّق ذلك من خلال نهجٍ مُزدوج:
- بعد عملية تطوير ذاتية، يتم استخدام جهاز امتصاص تحويل الفراغ عالي الدقة لضمان استواء الصفائح المعدنية المطلق خلال دورة العمل بأكملها.
- قم بالتسهيل باستخدام نظام تحكم ذي حلقة مغلقة لقاعدة الشبكة، مما يجعل تعويض الانحرافات البعدية في الوقت الفعلي ممكنًا.
- يمكن تحقيق معالجة محيطية معقدة، مثل المنحنيات المتداخلة والشبكات المسامية، بتفاوت ثابت يبلغ 0.01 مم.
يلبي هذا النظام بأكمله تمامًا مواصفات التخصيص الصارمة للغاية لأجهزة الاستشعار الطبية والفضائية ، مما يمثل الدعم الفني الأخير لخدمة قطع النوابض المسطحة عالية الدقة.
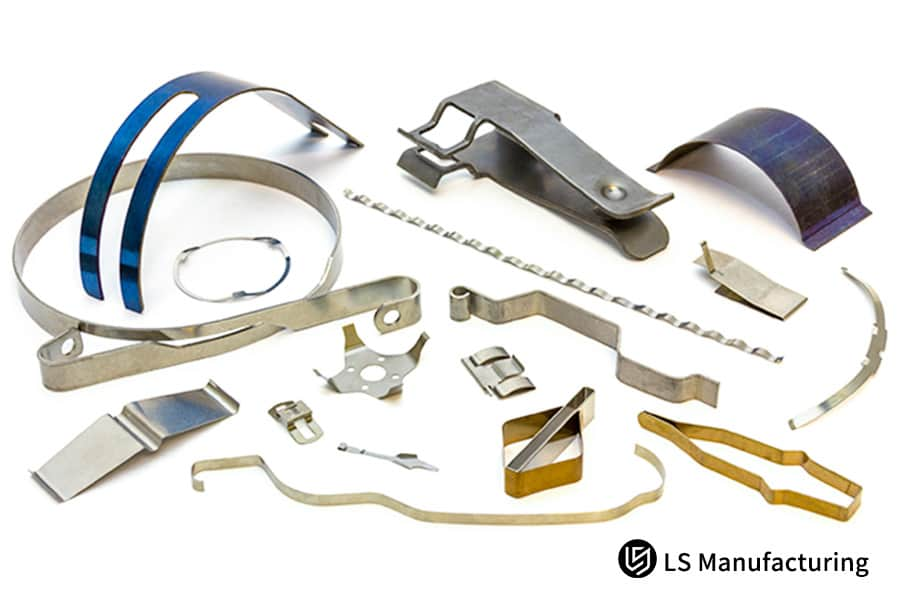
الشكل 2: مجموعة متنوعة من مكونات الفولاذ الزنبركي المقطوعة بالليزر بدقة عالية ذات أشكال وثقوب معقدة.
لماذا يُعد اختيار غاز المساعدة أمرًا بالغ الأهمية لتحسين عملية قطع الفولاذ الزنبركي بالليزر؟
إن نقاء وضغط غاز المساعدة هما العاملان الرئيسيان اللذان يحددان قدرة مقاومة الأكسدة وقابلية اللحام/الطلاء الكهربائي اللاحقة لقطع الزنبرك. ولذلك، نحرص دائمًا على استخدام النيتروجين عالي الضغط بنقاء 99.999% كغاز مساعد . هذا من شأنه إزالة طبقة الأكسيد تمامًا من حافة القطع، وتوفير تكلفة عمليات التخليل الثانوية غير العملية، وفي الوقت نفسه، تحسين جودة المنتج النهائي من فولاذ الزنبرك المقطوع بالليزر بشكل فعال للغاية.
تغيرات في جودة العمل نتيجة استخدام غازات مساعدة مختلفة
تعتمد مقاومة زنبركات الفولاذ المقاوم للصدأ للأكسدة كلياً على حماية الغاز المساعد. وتحدد عملية تنقية الغاز المستخدمة في القطع بالليزر نقاء القطع بشكل مباشر . عند قطع زنبركات الفولاذ المقاوم للصدأ مثل 301 و17-7PH، قد يؤدي استخدام الهواء أو النيتروجين منخفض النقاء إلى تكوين طبقة صلبة وهشة من أكسيد الكروم الأسود بسمك 5-10 ميكرومتر ، مما يزيد من خطر التآكل وتقشر السطح بسهولة.
فوائد استخدام النيتروجين عالي النقاء في القطع
نستخدم غاز النيتروجين عالي الضغط والنقاء (1.6-2.0 ميجا باسكال) في عمليات الصهر والقطع. وتتيح تقنية تنظيف المعدن المنصهر بالقطع بالليزر إزالة المعدن المنصهر بكفاءة وسرعة. وتتمثل أهم مزايا هذه التقنية في جانبين رئيسيين:
- يؤدي تدفق الهواء السريع إلى إزالة المعدن المنصهر بسهولة، مما ينتج عنه سطح قطع فضي اللون لامع وجميل.
- بالإضافة إلى ذلك، فإن طبقة التخميل الأصلية للمادة سليمة تمامًا مما يسمح لقطعة العمل بالانتقال مباشرة إلى مزيد من المعالجة دون الحاجة إلى معالجة ثانوية .
إلى جانب ذلك، فإن هذه التقنية تستغني تمامًا عن أعمال التخليل الحمضي وتلميع المنتج النهائي، مما يؤدي إلى تقصير وقت تسليم سلسلة التوريد بشكل كبير ، الأمر الذي يقلل من تكاليف المعالجة الإجمالية ويؤكد في الوقت نفسه على المزايا المميزة لخدمة القطع بالليزر الدقيقة المتخصصة.
| مادة الفولاذ الزنبركي | غاز مساعد متوافق | معيار نقاء الغاز | ضغط العمل | تأثيرات القطع |
| الفولاذ المقاوم للصدأ 301 | نيتروجين عالي النقاء | ≥99.999% | 1.6-1.8 ميجا باسكال | لون فضي لامع، بدون أكسدة، بدون طبقة منزوعة الكربون. |
| الفولاذ المقاوم للصدأ 17-7PH | نيتروجين عالي النقاء | ≥99.999% | 1.8-2.0 ميجا باسكال | لا توجد طبقة من أكسيد الكروم، ويمكن طلاؤها كهربائياً مباشرة. |
| فولاذ عالي الكربون 1074/1095 | نيتروجين عالي النقاء | ≥99.995% | 1.5-1.7 ميجا باسكال | يمنع احتراق عنصر الكربون، ويحافظ على الصلابة. |
| فولاذ سبيكي 5160 | نيتروجين عالي النقاء | ≥99.995% | 1.7-1.9 ميجا باسكال | بنية معدنية مستقرة، بدون هشاشة. |

الشكل 3: رسم تخطيطي تقني لعملية القطع بالليزر بمساعدة الغاز للفولاذ الزنبركي.
كيف يمكن لمورد خدمة قطع الفولاذ الزنبركي بالليزر عالي الجودة أن يقلل من تراكم الخبث؟
يُعدّ التخلص التام من الخبث من الحافة السفلية للنابض عاملاً أساسياً يميز مصانع القطع بالليزر الدقيقة عن بعضها البعض عند تقييم قدراتها التقنية. تُنتج شركة LS Manufacturing قطعاً خالياً تماماً من الخبث في أسفل النابض من خلال ضبط دقيق لعملية القطع، ما يضمن تحقيق النسبة المثالية بين موضع التركيز وارتفاع الفوهة ، وبالتالي توفير 100% من تكاليف إزالة النتوءات. في الواقع، يُمكن اعتبار هذا عاملاً رئيسياً في تقديم خدمة قطع زنبركات الفولاذ بالليزر عالية الجودة.
الفكرة الأساسية لسيلان اللعاب
يعود سبب سيلان المعدن المنصهر إلى التصاقه بحافة القطع. ويُعدّ تقليل هذا الخبث عمليةً أساسيةً لتحسين جودة التصنيع. فعندما تُنتج عملية القطع بالليزر معدنًا منصهرًا، إذا لم تتم إزالته بسرعة، فسيلتصق المعدن بالحافة السفلية للقطع بعد تصلبه ، مما يُؤدي إلى تكوّن نتوءات عنيدة. وتُؤدي هذه الخطوة اللاحقة من عملية التجليخ إلى ترقيق الزنبرك وإتلاف سطحه.
تعديلات خاصة بمعلمات نظام إزالة الخبث
لقد ابتكرنا صيغةً لضبط البؤرة نستخدمها وحدنا: ضبط البؤرة = سُمك اللوحة × 0.3. يُمكن لضبط بؤرة القطع بالليزر إصلاح وضع القطع ذي البؤرة السلبية من خلال تحكم دقيق وموحد في المعلمات.
- لإنتاج تدفق هواء مركز فوق صوتي، تم التحكم بدقة في المسافة بين الفوهة واللوحة عند 0.5 مم - 0.7 مم.
- يتم تعزيز تأثير التحريك بواسطة الفوهة على المعدن المنصهر باستخدام فوهة مخروطية عالية السرعة.
- يتم تجنب تراكم الرواسب المعدنية تمامًا من خلال زاوية تدفق الهواء التي تم تحسينها.
| وضع المعالجة | ارتفاع الخبث | متطلبات ما بعد المعالجة | مخاطر الأضرار الثانوية |
| القطع بالليزر التقليدي | ≈0.15 مم | يتطلب الأمر عملية طحن وتلميع يدوية. | مرتفع للغاية، مما يؤدي بسهولة إلى سماكة غير متساوية. |
| عملية التصنيع المُحسّنة بتقنية LS | ≤0.01 مم | لا حاجة إلى معالجة ثانوية. | لا توجد أضرار ثانوية. |
يُمكّن نظام المعايير هذا خدمة قطع النوابض المسطحة بدقة عالية، مما يُتيح تشكيلها دون الحاجة إلى معالجة لاحقة، ويُحسّن كفاءة التسليم بشكل ملحوظ، ويضمن المظهر الخارجي والسلامة الهيكلية لمكونات النوابض المقطوعة بالليزر. للحصول على حلول معالجة مُخصصة خالية من الخبث لمنتجاتكم، يُرجى إرسال رسوماتكم مباشرةً للحصول على عرض سعر دقيق وخطة معالجة مُخصصة في أسرع وقت.
الشكل 4: مجموعة من النوابض المسطحة المصممة حسب الطلب ذات الحواف الناعمة والنظيفة، مما يدل على تقليل الخبث.
ما هي العمليات الثانوية التي ينفذها موردو خدمات الليزر الموثوق بهم والمتخصصون في تصنيع النوابض المسطحة حسب الطلب؟
إلى جانب الحصول على قطع ليزري ممتاز، تُعدّ تقنيات المعالجة اللاحقة، مثل تخفيف الإجهاد من خلال التصليد والتشكيل بالخردق، أساسية في تحديد عمر النوابض المسطحة. تُطبّق شركة LS Manufacturing عملية التصليد المُتحكّم بدرجة حرارتها لتخفيف الإجهاد على جميع الأجزاء بعد القطع بالليزر لتفعيل حد المرونة العالي لصلب النابض، مما يسمح بمراقبة الجودة الكاملة لخدمة قطع النوابض المسطحة بالليزر حسب الطلب.
عملية تخفيف الإجهاد المتبقي
يُعدّ تخفيف الإجهاد باستخدام الليزر عاملاً أساسياً في إطالة عمر الزنبرك. إذ يُمكن لتقنية القطع بالليزر إزالة الإجهاد المتبقي من عملية التصنيع. ويمكن لدرجة الحرارة العالية الفورية لليزر أن تُولّد كميات ضئيلة من إجهاد الشد المتبقي، مما يُسرّع من انتشار الشقوق . لذا، قمنا بوضع عملية موحدة: في غضون 15 دقيقة من القطع، يُوضع الزنبرك في فرن تقسية ويُسخّن عند درجة حرارة تتراوح بين 280 و320 درجة مئوية لمدة تتراوح بين 30 و60 دقيقة لتحويل إجهاد الشد الضار إلى إجهاد ضغط مستقر.
عملية تقوية متطورة بالتشكيل بالخردق لإطالة العمر الافتراضي
تُعدّ عملية تقوية الأسطح بالقطع الليزري وسيلةً فعّالةً لزيادة متانة القطع المُصممة حسب الطلب والتي تتطلب عمرًا طويلًا. وتُعتبر عملية التشكيل بالخردق تقنيةً قويةً وفعّالةً للغاية لتحسين مقاومة الإجهاد للمكونات، وهي تُلبي المعايير المستقبلية.
- يتم قصف السطح برصاص فولاذي عالي الدقة بقطر 0.1 مم.
- تكوّن طبقة كثيفة من الإجهاد الانضغاطي المتبقي على سطح الزنبرك.
- زيادة عمر دورة الزنبرك بأكثر من 200%.
إن هذه المعالجة اللاحقة الشاملة ستزيل تمامًا خطر الكسر الناتج عن الإجهاد، وتمنع مشاكل الجودة بعد البيع، وفي النهاية تعزز عمر الخدمة واستقرار منتجات قطع الليزر الزنبركية عالية الدقة.
| خطوات ما بعد المعالجة | درجة حرارة العملية | مدة الانتظار | سمك الصفيحة المناسب | تأثير الفائدة الأساسية |
| التصليد القياسي لتخفيف الإجهاد | 250 درجة مئوية - 280 درجة مئوية | 30 دقيقة | 0.1 مم - 0.3 مم | يزيل الإجهاد الدقيق في الصفائح الرقيقة، ويمنع التشوه . |
| تعزيز تلطيف تخفيف التوتر | 280 درجة مئوية - 320 درجة مئوية | 45 دقيقة | 0.3 مم - 1.0 مم | يحسن بشكل ملحوظ مقاومة التعب. |
| تلطيف مستقر عند درجات الحرارة العالية | 320 درجة مئوية - 350 درجة مئوية | 60 دقيقة | 1.0 مم - 6.0 مم | يزيل الإجهاد المتبقي العميق بشكل كامل. |
| عملية التشكيل بالرصاص الدقيق | درجة حرارة الغرفة | 20 دقيقة | لقطع غيار مخصصة دقيقة كاملة السماكة | زادت مدة دورة التشغيل بنسبة 200%+ . |
كيفية تقييم القدرات والأسعار لخدمة قطع النوابض المسطحة الدقيقة؟
عند اختيار موردين متخصصين في قطع النوابض المسطحة، من الأفضل عدم التركيز فقط على سعر الساعة للقطع. بل من المهم دراسة حساباتهم المتعلقة بتصميم المنتج للتصنيع (DFM)، وسرعة إنتاج النماذج الأولية، وقدراتهم على التحكم الإحصائي في العمليات (SPC) التي تدعم الإنتاج الضخم على المدى الطويل. تقدم شركة LS Manufacturing عروض أسعار سريعة خلال 24 ساعة وتحسينًا مجانيًا لتصميم المنتج للتصنيع، مما يُمكّنها من تقليل دورة تطوير مشروعك الجديد بنسبة تصل إلى 40% ، بالإضافة إلى تحسين تجربة تقديم خدمات قطع النوابض المسطحة الدقيقة بشكل كامل.
أبعاد التقييم الأساسية للموردين المحترفين
عند تدقيق عمليات تصنيع النوابض حسب الطلب، ينبغي التركيز على مراقبة الجودة من البداية إلى النهاية. ومن العوامل الحاسمة لاختيار موردين ممتازين قدرتهم على القطع بالليزر. فالمصنعون الجيدون، إلى جانب تقديم خدمات القطع، يقومون أيضًا بتعديل بنية المنتج ليتناسب مع الإنتاج بكميات كبيرة . ويجب تحديد تأثير عرض القطع ومعامل الارتداد على صلابة النابض بدقة عند الحصول على رسومات STEP/DXF.
نظام مراقبة الجودة وضمان التسليم في الإنتاج الضخم
نعتمد على نظام شهادات مزدوج لضمان الجودة، كما يضمن اتساق دفعات القطع بالليزر جودة إنتاج ثابتة بكميات كبيرة وإمكانية تتبع العملية بأكملها. وتتلخص الضمانات الأساسية فيما يلي:
- متوافق مع أنظمة إدارة الجودة المزدوجة ISO 9001 و IATF 16949 .
- القدرة على تحويل الطاقة الإنتاجية بسلاسة من نموذج أولي من قطعة واحدة إلى إنتاج ضخم يصل إلى مئات الآلاف من الوحدات.
- إصدار مجموعة كاملة من التقارير مع كل شحنة، بما في ذلك شهادات المواد واختبارات الصلابة وفحوصات الأبعاد.
تم تصميم نظام مراقبة الجودة الشامل هذا لضمان أن مكونات الزنبرك المقطوعة بالليزر تلبي معايير القبول الصارمة للمشتريات الخارجية الراقية وأن عملية قطع الفولاذ الزنبركي بالليزر لدينا تتوافق باستمرار مع معايير الصناعة ، مما يضمن جودة إنتاج ضخمة مستقرة.
دراسة حالة شركة LS للتصنيع: تصنيع زنبرك غشاء مسطح مخصص من الفولاذ المقاوم للصدأ 301 بتقنية الليزر للصناعات الطبية
بالمقارنة مع المعايير الصناعية العادية، تعتمد المعدات الطبية المتطورة على نوابض دقيقة لا تتطلب فقط عمرًا أطول بكثير، بل تتطلب أيضًا دقة عالية جدًا، حتى أن العيوب الصغيرة أثناء التصنيع قد تتسبب في تعطل الجهاز. تتناول هذه المقالة دراسة حالة لاستخدام عملية تشكيل على البارد خاصة لمنع حدوث كسر الإجهاد في نوابض غشائية رقيقة جدًا من الفولاذ المقاوم للصدأ، مما يوضح تمامًا الفوائد الرئيسية للتصنيع الدقيق وتطبيق حلول قطع النوابض بالليزر عالية الدقة.
المشاكل الرئيسية للعميل
تبحث إحدى الشركات الرائدة في تصنيع المعدات الطبية المتطورة في أمريكا الشمالية عن نوابض غشائية مصنوعة خصيصًا من الفولاذ المقاوم للصدأ 301 بسماكة 0.15 مم. وتخضع هذه الشركة لمتطلبات صارمة للغاية فيما يتعلق بالقطع بالليزر، بما يتوافق مع معايير الصناعة الطبية. تُحدث هذه المكونات فرقًا جوهريًا في أداء مضخات الموائع الدقيقة، حيث يصل عمرها الافتراضي إلى أكثر من 10 ملايين دورة، مع نسبة خطأ ارتداد لا تتجاوز 2%. في المقابل ، تعطلت أجزاء مصنعة لدى موردين محليين بعد 1.5 مليون دورة إجهاد فقط نتيجةً لزيادة منطقة التأثير الحراري (HAZ)، مما أدى إلى توقف تطوير المشروع وخسائر في البحث والتطوير .
خطة التصنيع LS
- باستخدام تحليل العناصر المحدودة، نُعدّل مسار القطع لمنع تراكم الحرارة في نقطة واحدة. وللمعالجة الباردة، نستخدم ليزرًا نبضيًا عالي الجودة بقدرة 50 واط وعرض نبضة قصير جدًا يبلغ 15 نانوثانية.
- نستخدم تجهيزات امتزاز فراغية ذات حلقة مغلقة، ونقوم بالقطع باستخدام نيتروجين عالي النقاء بنسبة 99.999% عند ضغط 1.8 ميجا باسكال . ونتيجة لذلك، لا تتجاوز سماكة المنطقة المتأثرة بالحرارة 8 ميكرومتر، أي أكثر من ضعف معيار الصناعة البالغ 20 ميكرومتر.
- بفضل التحكم الدقيق للغاية في درجة الحرارة ، تتم إزالة الإجهاد المتبقي بالكامل عن طريق التطبيع عند درجة حرارة 260 درجة مئوية لمدة 45 دقيقة، وهو إجراء نادر ومفصل للغاية للتحكم في درجة الحرارة في الصناعة.
نتائج المشروع
اجتاز المنتج النهائي بنجاح 10 ملايين دورة إجهاد تحت الحمل الكامل دون ظهور تشققات أو نتوءات على سطح القطع، كما استوفت دقة المرونة المعايير المطلوبة . أنجزنا عملية النمذجة السريعة في غضون 5 أيام فقط، وباستخدام خوارزمية تحسين التداخل الخاصة بنا، ساعدنا العميل على خفض تكاليف شراء المواد الخام بنسبة 18%، ما يُترجم إلى وفورات سنوية في تكاليف المواد تزيد عن 23,000 دولار أمريكي . وفي نهاية المطاف، وافق العميل على عقد تعاون حصري للإنتاج الضخم لمدة 3 سنوات، واختارنا كمورد رئيسي له في الصين الكبرى.
يوضح هذا المثال بوضوح فعالية العمليات المُحسّنة. تواصلوا معنا إذا كنتم ترغبون في تلبية معايير المعالجة الطبية المتطورة، واطلعوا على المزيد من نماذج المنتجات المصممة خصيصًا لتلبية احتياجاتكم، وذلك لإنشاء حلول خدمات الليزر للزنبركات المسطحة وخدمات القطع بالليزر الدقيقة.

الأسئلة الشائعة
س1: ما هو الحد الأقصى لسمك الفولاذ الزنبركي الذي يمكن التعامل معه بواسطة خدمة قطع الزنبرك بالليزر عالية الدقة؟
لدينا القدرة على معالجة فولاذ الزنبرك بأي مواصفات تتراوح من 0.05 مم إلى 6.0 مم بدقة عالية، حتى المواد الأكثر شيوعًا مثل 1095 و5160. تبلغ زاوية تعامد حواف الأجزاء المُعالجة 0.5، وهي زاوية كافية لتلبية متطلبات الأحمال لمختلف أنواع الزنبركات الصناعية الدقيقة.
س2: هل ستتأثر صلابة أو خصائص الفولاذ الزنبركي أثناء عملية القطع بالليزر؟
يعود انخفاض صلابة المادة المعرضة لشعاع الليزر إلى معدل التبريد العالي، ونعتقد أن السبب هو عملية التلدين لإزالة الكربون. نستخدم ليزرًا نبضيًا فائق القصر مع نيتروجين بارد عالي الضغط لإزالة الخبث بسرعة، حيث تكاد منطقة التلدين المتبقية معدومة، مما يحافظ على الخواص الميكانيكية للمادة بشكل جيد.
س3: ما هي الإجراءات التي تتخذها شركة LS Manufacturing للحفاظ على التفاوتات الأبعاد لأجزاء الزنبرك المقطوعة بالليزر؟
تم تجهيز آلات القطع بالليزر لدينا بمحركات خطية دقيقة تصل دقتها إلى 0.005 مم وأنظمة تغذية راجعة مغلقة الحلقة باستخدام مساطر شبكية. ويمكن الحفاظ على دقة أبعاد النوابض في الإنتاج الضخم ضمن نطاق يتراوح بين 0.01 مم و0.03 مم.
س4: هل يمكنك تقديم اقتراحات DFM (التصميم من أجل التصنيع) لتصميمات النوابض المسطحة المخصصة الخاصة بي لتقليل تكاليف الإنتاج؟
بالطبع، ما عليك سوى إرسال رسوماتك إلينا وسيقوم فريق هندسة النوابض الماهر لدينا بإجراء فحص جدوى التصميم للتصنيع في غضون 24 ساعة، وفي الوقت نفسه، يمكنهم تحسين تباعد الثقوب ونصف قطر الزاوية وهيكل التخطيط لتحسين استخدام المواد والقضاء على عيوب تركيز الإجهاد وخفض تكاليف الإنتاج الضخم .
س5: ما هي درجة مواد الفولاذ الزنبركي التي تحتفظون بها عادةً في المخزون للتصنيع حسب الطلب بسرعة؟
نحتفظ بمخزون كبير من فولاذ الزنبرك. يشمل مخزوننا فولاذ 1074 و1095 عالي الكربون، وفولاذ 5160 السبائكي، بالإضافة إلى الفولاذ المقاوم للصدأ 301 و17-7PH. تغطي هذه المواد نطاقًا واسعًا من خيارات التخصيص. مخزوننا وفير، مما يُمكّننا من تلبية طلبات العملاء بسرعة، وفي كثير من الحالات، يمكن تسليم العينة الأولى خلال 48 ساعة.
س6: لماذا يُفضل استخدام النيتروجين على الأكسجين عند إجراء خدمة الليزر المخصصة للزنبرك المسطح ؟
يؤدي استخدام الأكسجين كغاز للقطع إلى تكوين طبقة سميكة جدًا من الأكسيد مع طبقة من إزالة الكربون، مما يجعل معدن الزنبرك هشًا ويقلل عمره الافتراضي بشكل كبير . أما استخدام النيتروجين عالي النقاء فيُنتج جوًا خاملًا وواقيًا. ونتيجة لذلك، يبقى القطع نظيفًا وخاليًا من الأكسدة، وتُحفظ الخصائص الميكانيكية الأصلية للمادة.
س7: هل لديكم حد أدنى لكمية الطلب (MOQ) لطلبات قطع الزنبرك بالليزر عالية الدقة؟
لا يوجد حد أدنى لكمية الطلب. سواءً أكان الأمر يتعلق بعينة واحدة لاختبارات البحث والتطوير أو طلب إنتاج بكميات كبيرة تضم مئات الآلاف من القطع، ستستفيد من نفس خدمات التصنيع الدقيق عالية الجودة وخدمات مراقبة الجودة الموحدة.
س8: ما هي تقارير الفحص التي سأستلمها مع دفعة مكونات الفولاذ الزنبركي المقطوعة بالليزر؟
تُباع منتجاتنا على دفعات، وتُرفق كل دفعة بمجموعة كاملة من وثائق التتبع . ستتلقون تقارير عن تركيب المواد الخام، وسجلات اختبار صلابة فيكرز، وتقارير الأبعاد الدقيقة ثنائية الأبعاد، وشهادات عملية التصليد. تُثبت هذه الوثائق أن جودة المنتجات المشتراة تُلبي المعايير ويمكن تتبعها.
ملخص
إن قطع الفولاذ الزنبركي بالليزر وفقًا للمواصفات الدقيقة هو أكثر من مجرد تحديد الأبعاد المراد قطعها، فهو يعني أيضًا إدارة بنية المعدن والإجهاد الحراري وجودة حواف القطع بعناية من خلال الهندسة.
تُساهم خدمات القطع بالليزر الاحترافية عالية الجودة والدقة، بفضل فهمها العميق للمواد، ومعاييرها التشغيلية المُحكمة، وأنظمة مراقبة الجودة المُطبقة، في منع فشل إجهاد النوابض منذ مراحل تطويرها. ويُعدّ مُقدّمو الخدمات الخبراء المُتخصصون في معالجة فولاذ النوابض عنصرًا أساسيًا لأداء المعدات المتطورة وجودة المنتج العالية.
لا تدع التشطيبات غير الدقيقة والكسر المتكرر يضر بسمعة علامتك التجارية لمعداتك المتطورة. شركة LS Manufacturing على أتم الاستعداد لتزويدك بأكثر حلول القطع بالليزر دقةً واحترافيةً في هذا المجال، والمخصصة للزنبركات المسطحة، والتي تغطي جميع مراحل الإنتاج، بدءًا من النماذج الأولية وصولًا إلى الإنتاج الضخم عالميًا، بما يتوافق مع جميع اللوائح. نعدك بالرد على استفساراتك خلال 24 ساعة، ونقدم خدمة تحليل شاملة للتكلفة والعائد من قبل كبار مهندسي البحث والتطوير لدينا، بما في ذلك مطابقة المواد، وحساب التكاليف، وتحليل قابلية التصنيع (DFM).
يرجى النقر على زر " الحصول على عرض أسعار " لتحميل رسومات التصميم الخاصة بك بتنسيق DXF/STEP أو جدولة تبادل فني متعمق بشكل مباشر مع خبراء الهندسة لدينا عبر الإنترنت.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


