
ばね鋼の精密レーザー切断サービスは、主に板ばねを対象としたミクロンレベルの温度制御切断プロセスです。従来の加工で発生する熱損傷、微小亀裂、弾性破壊などの業界の問題を完全に解消します。熱影響部を20μmに厳密に制限できるため、0.01mmの寸法公差を実現し、同時にばね鋼の機械的特性を最大限に維持します。世界の精密製造において、カスタマイズされた板ばねは非常に正確な反発と優れた疲労寿命を備えています。同時に、多くの購入者は、標準以下の切断プロセスにより部品不足や設備停止に遭遇しています。
ばね鋼は温度変化に非常に敏感な金属です。従来の高温レーザー切断では、材料の金属組織に変化が生じる可能性があります。LS Manufacturingは独自のプロセスシステムによってこの問題を解決し、高頻度の繰り返し使用時でもばねが安定した状態を保つことを保証します。

ばねの精密レーザー切断サービスにおける主要工程の概要
本章では、ばね鋼のレーザー切断における主要なプロセス規格と特徴を概説し、購買担当者が主要な加工要件を迅速に特定し、一般的な加工品質問題を未然に防ぐことを支援する。
| プロセス寸法 | コア技術標準 | 悪影響 | 主な顧客メリット |
| 熱影響部(HAZ)の制御 | ≤20μm | 材料の脱炭、疲労破壊 | スプリングサイクル寿命の延長 |
| 補助ガス仕様 | 窒素純度99.999%以上、圧力1.6~2.0MPa | 最先端の酸化処理により、その後の電気めっき処理が不可能になる。 | 二次的な酸洗工程を省略し、納期を短縮します。 |
| ストレス解消プロセス | 250℃~350℃で30~60分間焼き戻しを行う。 | 残留応力集中、微小亀裂の発生。 | バネ本来の疲労耐性を回復させます。 |
| 表面粗さ | Ra 0.4μm - Ra 0.8μm | 端部のスラグ堆積、応力集中による破壊。 | 二次研磨は不要で、二次的な損傷もありません。 |
| 寸法公差 | 安定度±0.01mm | 組み立て誤差、過度の弾性誤差。 | 高精度機器組立規格に対応します。 |
主なポイント:
- 熱管理は重要な要素です。ばね鋼の端部の局所的な脱炭破壊を避けるためには、パルスレーザーを使用して熱影響部(HAZ)を20μmに制御する必要があります。
- 主要ガスの選択: 17-7PHまたは301ステンレス鋼ばね鋼を切断する際に、切断面の酸化を防ぐために使用できる唯一の選択肢は、純度99.999%の高圧窒素ガスです。
- 応力除去は必須です。レーザー切断中に発生する残留応力は、250℃~350℃での応力除去焼戻しによって除去し、板ばねの疲労寿命を回復させる必要があります。
- 意思決定基準: DFM(製造性設計)図面設計の最適化が可能で、オンラインSPC(統計的工程管理)による寸法監視機能を備え、トレーサブルな硬度試験報告書を提供できるサプライヤーを探す。
LSマニュファクチャリングの精密レーザー切断サービスとばね鋼製造の専門知識を信頼する理由とは?
当社チームはばね加工において豊富な経験を有しており、様々なばね鋼の切削加工に関する問題を正確に解決することができます。 当社は、長年の専門知識を活かし、一流の工業製造業の標準要件を満たすばねを製造できます。複数のブランドにわたるばね鋼の切削に関する間接的な試験の結果、ばねの故障の90%以上は、原材料の問題ではなく、適切なプロセスパラメータの管理不足が原因であることが明らかになりました。
当社は、 IATF 16949量産品質管理システムを適用しており、プロセスパラメータの完全なトレーサビリティを確保しています。寸法適合性のみを重視する一般的なメーカーは、金属組織の変化、すなわち疲労を見逃してしまう可能性があります。当社の非常に小規模な温度制御方法により、ばねの耐久性を2倍に向上させることができます。高品質で精密なレーザー切断サービスは、製品の安定性を確保するための基盤となります。
当社の加工技術は、ばね鋼の加工に関するASTM A689-25規格に準拠しています。自社開発の工具と独自のパラメータシステムを用いることで、薄板の歪みや厚板へのスラグ付着といった問題を解消し、精度、耐久性、コスト効率にも優れた加工を実現しています。医療や航空宇宙分野など、高度な加工が求められる用途に最適な当社の専門的なばね鋼レーザー切断サービスは、多種多様な原材料を用いたばねの製造ニーズに対応可能です。
ばね加工ソリューションの実現可能性を迅速に検証したいですか?いつでも図面をご提出いただければ、無料のカスタマイズされたDFM最適化分析をご提供し、加工リスクを正確に回避し、研究開発サイクルを短縮します。

ばね鋼部品の精密レーザー切断サービスにおいて、熱が影響を与えるのはなぜですか?
ばね鋼のレーザー切断における主な問題は、刃先硬化または局所的な脱炭であり、これは基本的に過剰な熱が加えられた結果生じる現象です。LS Manufacturing社は、熱影響部(HAZ)を数ミクロンにまで最小限に抑えるだけでなく、材料の機械的特性の劣化を完全に防止する超短パルスファイバーレーザーを採用しています。これにより、ばねは長期間にわたる高頻度使用でも反発安定性を維持することが保証されます。これは、高品質なばね鋼のレーザー切断に不可欠な技術です。
高温によって誘発される材料の金属組織学的変化
高周波ばねの長期使用は、材料欠陥の発生を増加させる。 レーザー切断における熱制御は、材料の損傷を防ぐための基礎となる。レーザービームの温度がピークに達する瞬間、ばね鋼の端部の温度はオーステナイト化温度に達する可能性がある。この場合、冷却後に非常に硬く脆いマルテンサイト組織が形成される。
さらに、ビームが発生する熱は炭素の損失を引き起こす可能性があり、それが脱炭領域の形成につながり、板ばねの疲労限度を低下させるため、この部品は繰り返し応力を受けた際に、より早く破損するようになる。
このため、通常のレーザーで切断されたバネは、寸法的には全く問題ないように見えても、内部構造が損なわれており、長期間安定して動作することができなくなります。
低温切削パラメータ最適化ソリューション
熱損傷を解決するために、冷間切断用の全く新しいパラメータセットを開発しました。 レーザー切断における結晶粒最適化は、切断面の微細構造を向上させるために使用できます。具体的な制御基準は以下のとおりです。
- パルス周波数範囲は固定されており、2000Hzから3500Hzの間で安定的に制御されるため、レーザーパルスあたりの熱エネルギー量を大幅に削減できます。
- 超低線エネルギー入力モードを使用することで、エッジグレインが大きくなりすぎるのを防ぐことができます。
- 瞬間的な気流パージは、切断面から残留熱を非常に効率的に除去するように調整されています。
従来の連続レーザー加工と比較して、この技術は原材料の機械的特性を可能な限り維持することができ、物理的に構造的にばねの疲労強度を確保すると同時に、従来のレーザー切断ばね鋼に固有の熱損傷欠陥を完全に排除します。
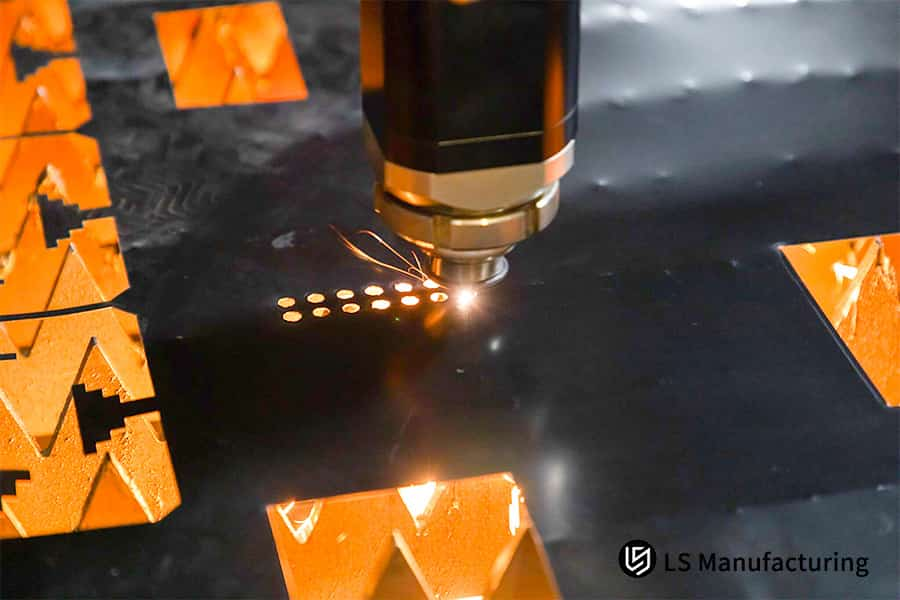
図1:レーザーでばね鋼を切断している様子をクローズアップした画像。火花と発熱が確認できる。
カスタム板ばねのレーザー加工サービスは、材料の微細亀裂や疲労破壊をどのように防止できるのでしょうか?
微細亀裂や疲労破壊を防ぐには、レーザー切断の開始点設計と切断速度の組み合わせを徹底的に見直すことが不可欠です。ビーム波形とレーザー溶融プールの動的バランスを精密に調整することで、微細な亀裂のない滑らかな切断面を実現し、製品寿命を延ばします。これは、高品質なカスタムフラットスプリングレーザー加工サービスのコアプロセス標準です。
亀裂発生を回避するための最適化された切断プロセス
精密なばね切削のアライメントは、切削品質に直接影響を与えます。精密ばね加工において重要なのは、レーザー切断時の亀裂を防ぐことです。垂直方向の穿孔方法では、その箇所に高い熱応力が発生し、永久的な微小亀裂の発生につながることは周知の事実です。そのため、当社ではあらゆる工程で、周波数変調パルス技術と組み合わせた、段階的な円弧状の切削方法を採用し、局所的な熱蓄積を分散させ、亀裂の発生源を防いでいます。
精密な切断速度制御基準
スラグの堆積や亀裂の主な原因は、切断速度の不均衡です。レーザー切断速度を校正することで、加工条件が安定し、さまざまな厚さのスプリングに対して厳格な速度基準が設定されます。主な制御ポイントは次のとおりです。
- 厚さ0.5mmの減衰スプリング: 4.5m/分~5.2m/分の一定切削速度範囲内に固定。
- 過度に高速で運転すると、徐々に熱が蓄積され、焼きなまし中に材料が軟化する。
- 桁外れの速度は下端にスラグの堆積を引き起こし、応力集中によって亀裂が生じる。
パラメータを厳密に遵守することで、切断面の粗さをRa 0.4μm~Ra 0.8μmの範囲に安定して維持でき、微細な欠陥のない切断を実現できます。そのため、高精度スプリングレーザー切断の品質基準を完全に満たしています。
特定のバネの厚さに対応する切削パラメータの選択を非常に具体的に行いたい場合は、いつでも当社の専門家に加工プロセスのコストに関する無料見積もりをご依頼ください。つまり、最高の品質と妥当な費用対効果の最適なバランスを実現します。
薄板材料の高精度なバネレーザー切断を保証するパラメータは何ですか?
極めて薄いばね鋼板の超高精度レーザー切断(0.1mm~1.0mm)は、極めて小さな集束レーザースポットと非常に厳格な治具基準の使用に依存しています。LS Manufacturingは、20μmの超微細ビーム焦点スポットと真空吸着プラットフォームを組み合わせて、薄板ワークピースの変形を排除し、0.01mmの超高精度寸法を容易に実現しています。これは、高精度ばねレーザー切断プロセスの標準の完璧な例です。
コアレーザービームパラメータ構成
薄板加工の精度を左右するのは、レーザーによる薄板への集光です。例えば、0.2mmの高精度ダイヤフラムスプリングなどの極薄ばね鋼の加工においては、独自のビームパラメータを採用しています。ビーム品質係数M1.1と焦点距離50mmの集光レンズを組み合わせることで、材料への熱損傷を最小限に抑えつつ、非常に微細なレーザースポットを生成します。
変形防止工具と閉ループ制御システム
薄板金属は振動や変形に非常に弱く、これは実際、業界における大きな課題となっています。レーザー切断による平面安定化は、この問題を完全に解決できます。当社では、以下の2つのアプローチを採用しています。
- 自社開発による高精度真空偏向吸着治具を使用することで、加工工程全体を通して板金の絶対的な平面度を確保します。
- 格子定規を用いた閉ループ制御システムにより、寸法偏差のリアルタイム補正が可能になります。
- インボリュート曲線や多孔質メッシュなどの複雑な輪郭加工を、0.01mmの安定した公差で実現できます。
このシステム全体は、医療用および航空宇宙用センサーの非常に厳格なカスタマイズ仕様を完全に満たしており、ハイエンド精密板ばね切断サービスの最終技術サポートを表しています。
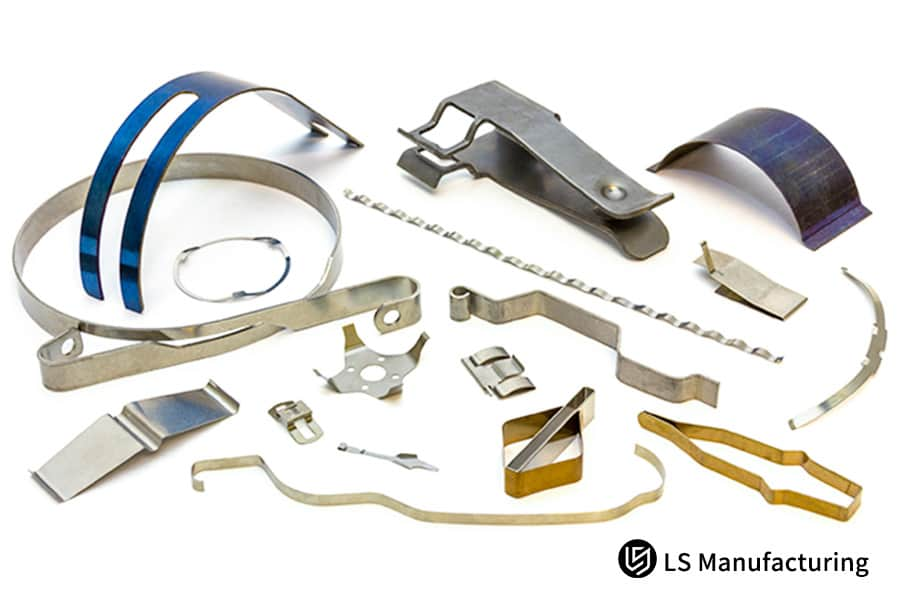
図2:複雑な形状と穴を持つ、精密レーザーカットされた様々なばね鋼部品。
レーザー切断によるばね鋼の最適化において、アシストガスの選択が重要な理由とは?
アシストガスの純度と圧力は、何よりもまず、スプリングカットの耐酸化性、ひいては溶接性/めっき性を左右します。そのため、当社ではアシストガスとして常に純度99.999%の高圧窒素を使用することを徹底しています。これにより、切断面の酸化層を完全に除去し、非常に面倒な二次酸洗工程のコストを削減できるだけでなく、レーザーカットされたスプリング鋼の最終製品品質を効果的に向上させることができます。
異なるアシストガスによる作業品質の変化
ステンレスばねの酸化防止は、完全にアシストガスによる保護に依存しています。 レーザー切断時のガス精製は、切断部の純度を直接左右します。301や17-7PHなどのステンレス鋼ばねを切断する際に、空気や低純度の窒素を使用すると、5μm~10μmの黒色酸化クロムの硬くて脆い層が形成され、応力腐食や表面剥離が容易に発生する可能性があります。
高純度窒素を切断に使用するメリット
当社では、溶融および切断に1.6MPa~2.0MPaの高圧・高純度窒素を使用しています。レーザー切断による溶融金属洗浄技術は、溶融金属を効果的かつ迅速に除去できます。その主な利点は以下の2点です。
- 高速の気流によって溶融金属が容易に除去され、明るく美しい銀色の切断面が得られる。
- さらに、材料の元の不動態化層は完全に無傷であるため、二次処理を必要とせずに、加工物を直接次の工程に進めることができます。
さらに、この技術は完成品の酸洗や研磨といった工程を完全に不要にするため、サプライチェーンの納期を大幅に短縮し、全体的な加工コストを削減すると同時に、専門的な精密レーザー切断サービスの際立った利点を強調します。
| ばね鋼材 | 適合する補助ガス | ガス純度基準 | 作動圧力 | 切断効果 |
| 301ステンレス鋼 | 高純度窒素 | 99.999%以上 | 1.6~1.8MPa | 明るい銀色で、酸化や脱炭層は見られない。 |
| 17-7PHステンレス鋼 | 高純度窒素 | 99.999%以上 | 1.8~2.0MPa | 酸化クロムスケールが発生せず、直接電気めっきが可能です。 |
| 1074/1095高炭素鋼 | 高純度窒素 | 99.995%以上 | 1.5~1.7MPa | 炭素元素の燃焼を防ぎ、硬度を維持します。 |
| 5160合金鋼 | 高純度窒素 | 99.995%以上 | 1.7~1.9MPa | 安定した金属組織構造で、脆化は見られない。 |

図3:ばね鋼のガスアシストレーザー切断プロセスの技術図。
高品質なばね鋼レーザー切断サービスを提供する業者は、どのようにしてドロス(切削屑)の蓄積を減らすことができるのでしょうか?
スプリングの底面からドロスを完全に除去することは、精密レーザー切断工場の技術力を判断する上で、他社との大きな違いを生み出す重要な要素です。LS Manufacturingは、焦点位置とノズル高さの黄金比を合わせる操作を徹底的に微調整することで、切断底面にドロスを一切発生させず、お客様のバリ取り作業コストを100%削減します。これはまさに、最高品質のスプリング鋼レーザー切断サービスを実現するための主要な要素と言えるでしょう。
よだれを垂らす基本的な考え方
ドロスが発生する原因は、切削刃から発生した溶融残渣が付着することです。レーザー切断ドロスを減らすことは、加工品質を向上させる上で重要な工程です。レーザー切断プロセスで溶融金属が発生した場合、それが迅速に除去されないと、金属は凝固後に切断部の底辺に付着し、頑固なバリが発生します。この後の研削工程により、スプリングが薄くなり、表面が損なわれます。
スラグゼロに特化したパラメータ調整
当社独自のフォーカスオフセット計算式を考案しました。フォーカスオフセット=板厚× 0.3。 レーザー切断のフォーカス調整により、正確で標準化されたパラメータ制御で、負のフォーカス切断モードを修正できます。
- 超音速の集中気流を生成するために、ノズルとプレート間の距離を0.5mm~0.7mmの範囲で精密に制御した。
- 円錐形の高速ノズルを使用することで、ノズルによる溶融金属の攪拌効果が強化される。
- 最適化された空気の流れ角度により、金属残留物の蓄積を完全に防ぎます。
| 処理モード | スラグの高さ | 後処理要件 | 二次被害リスク |
| 従来型レーザー切断 | 約0.15mm | 手作業による研磨と艶出しが必要です。 | 非常に高いため、厚みが不均一になりやすい。 |
| LSマニュファクチャリング最適化プロセス | ≤0.01mm | 二次処理は不要です。 | 二次的な被害はなし。 |
このパラメータシステムにより、精密な板ばね切断サービスにおいて後処理不要の成形を実現し、納品効率を大幅に向上させるとともに、レーザー切断ばね部品の外観と構造的完全性を確保します。お客様の製品に合わせたスラグゼロの加工ソリューションをご希望の場合は、図面を直接ご提出いただければ、迅速に正確な見積もりとカスタマイズされた加工プランをご提供いたします。
図4:滑らかで綺麗なエッジを持つ、特注の平ばねのコレクション。ドロスが低減されていることがわかる。
信頼できるカスタム板バネレーザー加工サービスサプライヤーは、どのような二次加工を実施していますか?
優れたレーザー切断に加え、焼き戻しやショットピーニングによる応力除去といった後処理技術は、板ばねの寿命を左右する重要な要素です。LS Manufacturingでは、レーザー切断後のすべての部品に温度制御による応力除去焼き戻しを施し、ばね鋼の高い弾性限界を活性化させることで、カスタム板ばねのレーザー加工における完全な品質管理を実現しています。
残留応力除去焼戻し処理
レーザー加工による応力除去は、ばねの寿命を延ばす上で重要です。レーザー切断による応力除去は、加工時に生じる残留応力を根絶することができます。レーザーの瞬間的な高温は、微量の残留引張応力を発生させ、亀裂の伝播を加速させる可能性があります。そこで当社では、標準化されたプロセスを確立しました。切断後15分以内に、ばねを焼戻し炉に入れ、 280℃~320℃で30~60分間保持することで、有害な引張応力を安定した圧縮応力に変換します。
長寿命化のためのハイエンドショットピーニング強化プロセス
レーザー切断による表面強化は、長寿命が求められるカスタム部品の耐久性を向上させる優れた方法です。当社のショットピーニング処理は、部品の疲労寿命を向上させる非常に強力かつ効果的な技術であり、次の基準を満たしています。
- 表面には、0.1mmの高精度鋼球が撃ち込まれる。
- ばね表面に高密度の残留圧縮応力層が形成される。
- スプリングのサイクル寿命を200%以上向上させます。
このような徹底した後処理により、疲労破壊のリスクを完全に解消し、アフターサービスにおける品質問題を防止し、最終的には高精度スプリングレーザー切断製品の耐用年数と安定性を向上させることができます。
| 後処理手順 | プロセス温度 | 保持時間 | 適切な板厚 | 中核的なメリット効果 |
| 標準的な応力除去焼き戻し | 250℃~280℃ | 30分 | 0.1mm~0.3mm | 薄板の微小応力を除去し、変形を防ぎます。 |
| ストレス解消の強化 | 280℃~320℃ | 45分 | 0.3mm~1.0mm | 疲労耐性を大幅に向上させる。 |
| 高温安定焼戻し | 320℃~350℃ | 60分 | 1.0mm~6.0mm | 深層部の残留応力を徹底的に除去します。 |
| 精密ショットピーニング | 室温 | 20分 | 全厚精密カスタム部品向け | サイクル寿命が200%以上向上しました。 |
精密板ばね切断サービスの能力と見積もりを評価する方法とは?
板ばね切断を専門とするサプライヤーを選ぶ際には、切断時間当たりの単価だけに注目するのではなく、図面DFM計算、試作スピード、長期的な量産を支えるSPC管理能力などを徹底的に検討することが重要です。LS Manufacturingは24時間以内の迅速な見積もりと無料のDFM最適化を提供しているため、新規プロジェクトの開発サイクルを最大40%短縮できるだけでなく、精密板ばね切断サービスの提供体験を全面的に向上させることができます。
プロフェッショナルサプライヤーのための主要な評価項目
特注スプリングの製造監査を行う際には、最初から最後まで品質管理に重点を置くべきです。優れたサプライヤーを選ぶ際の決定的な要素の一つは、レーザー切断能力です。優れたメーカーは、切断サービスを提供するだけでなく、量産に使用できるよう製品構造を変更することもできます。STEP /DXF図面を入手したら、切断幅とスプリングバック係数がスプリングの剛性に及ぼす影響を正確に判断する必要があります。
量産品質管理および納品保証システム
当社は品質保証のために二重認証システムを採用しており、レーザー切断によるバッチの一貫性により、安定した量産品質と全工程のトレーサビリティを確保しています。主な保証内容は以下のとおりです。
- ISO 9001およびIATF 16949の2つの品質マネジメントシステムに準拠しています。
- 1個の試作品から数十万個規模の量産まで、生産能力をスムーズに切り替えられる能力。
- 出荷ごとに、材料証明書、硬度試験、寸法検査など、あらゆる種類の報告書を発行します。
この包括的な品質管理システムは、レーザー切断されたばね部品がハイエンドの海外調達における厳格な受入基準を満たし、当社のばね鋼レーザー切断プロセスが常に業界標準に準拠していることを保証し、それによって安定した量産品質を確保するために設計されています。
LSマニュファクチャリング事例研究:医療業界向けカスタムフラット301ステンレス鋼ダイヤフラムスプリングのレーザー製造
一般的な工業規格と比較して、ハイエンド医療機器は、はるかに長い耐久性だけでなく、非常に高い精度も要求される精密スプリングに依存しており、加工中のわずかな欠陥でも機器の誤動作を引き起こす可能性があります。本稿では、独自の冷間加工プロセスを用いて極薄ステンレス鋼ダイヤフラムスプリングの疲労破壊を解消した事例研究を紹介し、精密加工の重要な利点と高精度スプリングレーザー切断ソリューションの実装を完璧に示します。
顧客の主な問題点
北米の大手高級医療機器メーカーの1社が、厚さ0.15mmのカスタム301ステンレス鋼ダイヤフラムスプリングを探しています。業界標準に従って満たす必要のある非常に厳格なレーザー切断医療コンプライアンス要件があります。これらのコンポーネントはマイクロ流体ポンプで違いを生み出します。そのため、サイクル寿命は1000万サイクル以上で、スプリングバック誤差は2%です。2つの地元のサプライヤーで作られた部品は、過度の熱影響部(HAZ)のためにわずか150万回の疲労サイクルで故障し、プロジェクト開発の停止と研究開発の損失につながりました。
LS製造計画
- 有限要素解析を用いて、一箇所に熱が集中するのを防ぐために切断経路を変更します。低温加工には、パルス幅15ナノ秒の超短パルスレーザー(出力50W、高ビーム品質)を使用します。
- 当社では、閉ループ式真空吸着治具を使用し、純度99.999%の高純度窒素ガスを1.8MPaの圧力で使用して切断を行っています。その結果、熱影響部(HAZ)はわずか8μmとなり、業界標準の20μmの2倍以上の厳しさを実現しています。
- 非常に精密な温度制御により、残留応力は260℃で45分間の焼き戻しによって完全に除去されます。これは業界では稀有な、非常に詳細な温度制御方法です。
プロジェクト成果
最終製品は、切断面に亀裂やバリが発生することなく、1,000万回の全負荷疲労サイクルを無事完了し、弾性精度も基準を満たしました。わずか5日間で迅速なプロトタイピングを行い、独自のネスティング最適化アルゴリズムを用いることで、顧客の原材料調達コストを18%削減し、年間23,000ドル以上の材料費削減を実現しました。最終的に、顧客は3年間の独占的な量産協力契約に合意し、当社を中華圏における主要サプライヤーに指名しました。
この事例は、洗練されたプロセスの有効性を明確に示しています。医療グレードのハイエンド加工基準を満たし、ハイエンドな特注製品の事例をもっとご覧になりたい場合は、当社までお問い合わせください。お客様独自のフラットスプリングレーザー加工サービスや精密レーザー切断サービスソリューションをご提供いたします。

よくある質問
Q1:貴社の高精度ばねレーザー切断サービスで加工可能なばね鋼の最大厚さはどれくらいですか?
当社では、0.05mmから6.0mmまでのあらゆる仕様のばね鋼を非常に均一に加工することが可能です。最も一般的な1095や5160といった材質にも対応できます。加工後の部品のエッジの垂直度は0.5で、様々な産業用精密ばねの耐荷重要件を満たすのに十分な精度です。
Q2:レーザー切断加工中に、ばね鋼の硬度や機械的特性に影響はありますか?
レーザー照射を受けた材料の硬度低下は、高い冷却速度によるものであり、その理由は脱炭焼鈍にあると考えられます。高圧冷窒素を用いた超短パルスレーザーにより、ドロスを迅速に除去することで、焼鈍された端部領域をほぼゼロに抑え、材料の機械的特性を良好に維持しています。
Q3:LS Manufacturingは、レーザーカットされたバネ部品の寸法公差を維持するためにどのような対策を講じていますか?
当社のレーザー切断機は、0.005mm級の高精度リニアモーターと、格子定規を用いたクローズドループフィードバックシステムを搭載しています。量産型スプリングの寸法公差は、0.01mm~0.03mmの範囲で安定的に維持できます。
Q4:私のカスタム板バネ設計について、製造コストを削減するためのDFM(製造性設計)に関する提案をしていただけますか?
もちろん、図面をお送りいただければ、当社の熟練したスプリングエンジニアリングチームが24時間以内にDFM(設計製造性)の実現可能性チェックを行い、同時に、穴の間隔、コーナー半径、レイアウト構造を最適化することで、材料の使用効率を高め、応力集中による欠陥を排除し、量産コストを削減することができます。
Q5:短納期での特注製造のために、通常どのグレードのばね鋼材を在庫として保管していますか?
当社では、様々な種類のばね鋼を常時在庫しております。在庫には、1074、1095高炭素鋼、5160合金鋼、そして301、17-7PHステンレス鋼が含まれます。これらの材料は、幅広いカスタマイズに対応可能です。豊富な在庫により、お客様のご注文に迅速に対応でき、多くの場合、最初のサンプルは48時間以内にお届けできます。
Q6:カスタムフラットスプリングのレーザー加工を行う際に、酸素よりも窒素が好まれるのはなぜですか?
酸素を切断ガスとして使用すると、非常に厚い酸化層と脱炭層が形成され、ばね金属が脆くなり、耐用年数が著しく短くなります。一方、高純度窒素を使用すると、不活性で保護的な雰囲気が生成されます。その結果、切断面はきれいで酸化がなく、材料本来の機械的特性が維持されます。
Q7:高精度スプリングのレーザー切断注文には、最小注文数量(MOQ)の要件がありますか?
最低注文数量はありません。研究開発テスト用のサンプル1個から、数十万個規模の大量生産注文まで、あらゆる数量において、最高品質の精密加工と標準化された品質管理サービスをご利用いただけます。
Q8:レーザーカットされたばね鋼部品のロットには、どのような検査報告書が同梱されますか?
当社製品はロット単位で納品され、各ロットには完全なトレーサビリティ文書一式が付属します。原材料組成レポート、ビッカース硬度試験記録、二次元精密寸法レポート、および焼き戻し工程証明書をお渡しします。これらの文書は、購入された製品の品質が基準を満たし、トレーサビリティが確保されていることを証明するものです。
まとめ
ばね鋼をレーザーで正確な仕様に切断するには、切断する寸法を算出するだけでなく、金属の構造、熱応力、切断面の品質をエンジニアリングによって慎重に管理する必要がある。
高度な材料知識、確立された加工パラメータ、そして厳格な品質管理システムを備えた、プロフェッショナルな高精度レーザー切断サービスは、スプリングの疲労破壊を設計段階から防ぐことができます。スプリング鋼の加工に特化した専門サービスプロバイダーは、ハイエンド機器の性能と製品品質の向上に不可欠です。
粗いエッジ仕上げや頻繁な破損によって、ハイエンド機器のブランドイメージが損なわれることのないよう、LS Manufacturingは、カスタム板ばね向けに業界最高水準の精密レーザー切断ソリューションをご提供いたします。試作品製作から規制に準拠したグローバルな量産まで、あらゆるニーズに対応可能です。お問い合わせには24時間以内にご回答し、経験豊富な研究開発エンジニアが、材料選定、原価計算、製造性(DFM)分析を含む包括的な費用対効果分析サービスをご提供いたします。
DXF/STEP形式の設計図面をアップロードするには、「見積もり依頼」ボタンをクリックしてください。または、当社のオンラインエンジニアリング専門家との個別詳細な技術相談を直接予約することもできます。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


