
O serviço de corte a laser de precisão para aço mola é um processo de corte com controle de temperatura em nível micrométrico, voltado principalmente para molas planas. Ele elimina completamente os problemas comuns na indústria decorrentes do processamento tradicional, como danos térmicos, microfissuras e perda de elasticidade . É capaz de limitar rigorosamente a zona afetada pelo calor a 20 μm, atingindo uma tolerância dimensional de 0,01 mm e, ao mesmo tempo, preservando ao máximo as propriedades mecânicas do aço mola. No mercado global de manufatura de precisão, molas planas personalizadas oferecem recuperação rápida e alta resistência à fadiga. Ao mesmo tempo, muitos compradores enfrentam escassez de peças e paradas de equipamentos devido a processos de corte inadequados.
O aço mola é um metal extremamente sensível à temperatura. O corte a laser tradicional em alta temperatura pode causar alterações na estrutura metalográfica do material. A LS Manufacturing, por meio de um sistema de processos próprio, gerencia esse problema, garantindo que as molas permaneçam estáveis durante o uso cíclico de alta frequência.

Visão geral rápida dos principais processos para o serviço de corte a laser de precisão para molas.
Este capítulo resume os principais padrões e características do processo de corte a laser de aço mola, facilitando a identificação rápida dos principais requisitos de processamento por parte da equipe de compras e prevenindo problemas comuns de qualidade no processo.
| Dimensões do Processo | Normas Técnicas Essenciais | Consequências adversas | Principais benefícios para o cliente |
| Controle da Zona Afetada pelo Calor (ZAC) | ≤20μm | Descarbonetação do material, fratura por fadiga | Vida útil prolongada do ciclo da mola |
| Especificações de gás auxiliar | Pureza do nitrogênio ≥99,999% , pressão 1,6-2,0MPa | Oxidação extrema, impossibilidade de realizar galvanoplastia subsequente. | Elimina o processo de decapagem secundária , reduzindo o tempo de entrega. |
| Processo de alívio do estresse | Revenimento a 250°C-350°C durante 30-60 minutos | Concentração de tensão residual, iniciação de microfissuras. | Restaura a resistência original da mola à fadiga. |
| Rugosidade da superfície | Ra 0,4μm - Ra 0,8μm | Acúmulo de escória nas bordas, fratura por concentração de tensão. | Não há necessidade de retificação secundária, nem danos secundários . |
| Tolerância Dimensional | Estável ±0,01 mm | Desvio de montagem, erro de elasticidade excessiva . | Adapta-se aos padrões de montagem de equipamentos de alta precisão. |
Principais conclusões:
- O controle térmico é um fator crucial: para evitar falhas localizadas por descarbonetação nas bordas do aço mola, a zona afetada pelo calor (ZAC) deve ser controlada para 20 μm utilizando laser pulsado.
- Seleção do principal gás: O gás nitrogênio de alta pressão com pureza de 99,999% é a única opção viável para evitar a oxidação do corte em aços para molas 17-7PH ou 301.
- O alívio de tensões é essencial: a tensão residual induzida durante o corte a laser deve ser removida por meio de têmpera para alívio de tensões a 250 °C a 350 °C, para que a vida útil da mola plana possa ser restaurada.
- Critérios de tomada de decisão: Procure fornecedores que sejam capazes de otimizar o projeto de desenhos DFM , que possuam monitoramento dimensional SPC online e que forneçam relatórios de testes de dureza rastreáveis.
Por que confiar no serviço de corte a laser de precisão e na experiência em fabricação de aço mola da LS Manufacturing?
Nossa equipe possui vasta experiência em usinagem de molas e pode resolver com precisão diferentes problemas de corte de aço para molas. Graças à nossa experiência, podemos produzir molas que atendem aos requisitos padrão da indústria de ponta . Testes indiretos de corte de aço para molas de diversas marcas revelaram que a causa de mais de 90% das falhas em molas é a falta de controle adequado dos parâmetros do processo, e não problemas com a matéria-prima.
Aplicamos o sistema de controle de qualidade para produção em massa IATF 16949 , o que nos permite ter rastreabilidade completa dos parâmetros do processo . Fabricantes comuns, que se preocupam apenas com a conformidade dimensional, não percebem as alterações na estrutura metalográfica que frequentemente indicam fadiga. Nosso método de regulação de temperatura em escala microscópica pode realmente dobrar a durabilidade das molas. O serviço de corte a laser de alta precisão é fundamental para garantir a estabilidade do produto.
Nosso trabalho está em conformidade com a norma ASTM A689-25 para processamento de aço para molas. Utilizando nossas ferramentas desenvolvidas internamente e um sistema de parâmetros exclusivo, auxiliamos a indústria na eliminação de problemas como distorção em chapas finas e aderência de escória em materiais espessos , além de garantir precisão, durabilidade e custo-benefício. Ideal para aplicações exigentes nas áreas médica e aeroespacial, nosso serviço especializado de corte a laser em aço para molas atende às necessidades de produção de molas fabricadas com uma ampla variedade de matérias-primas.
Deseja verificar rapidamente a viabilidade da sua solução de processamento de molas? Envie seus desenhos a qualquer momento para receber uma análise de otimização DFM gratuita e personalizada, evitando riscos de processamento e reduzindo o ciclo de P&D.

Por que o calor afeta o serviço de corte a laser de precisão para componentes de aço mola?
O principal problema no corte a laser de aço para molas é o endurecimento das bordas ou a descarbonetação localizada , que é essencialmente o efeito do excesso de calor aplicado. A LS Manufacturing utiliza lasers de fibra de pulso ultracurto que não só minimizam a zona afetada pelo calor (ZAC) para alguns mícrons, como também previnem perfeitamente qualquer deterioração das propriedades mecânicas do material. Isso garante que as molas mantenham sua estabilidade de retorno mesmo com uso prolongado e de alta frequência . Essa é a tecnologia essencial para o corte a laser de aço para molas de alta qualidade.
Alterações metalográficas do material induzidas por altas temperaturas
A operação prolongada de molas de alta frequência aumenta a probabilidade de aparecimento de defeitos no material. O controle térmico no corte a laser é fundamental para evitar danos ao material. No momento em que a temperatura do feixe de laser atinge seu pico, a temperatura na borda do aço da mola pode alcançar a temperatura de austenitização. Nesse caso, após o resfriamento, forma-se uma estrutura martensítica, muito dura e quebradiça.
Além disso, o calor produzido pelo feixe é capaz de causar perda de carbono, o que, por sua vez, leva à formação de zonas descarbonetadas que reduzem o limite de fadiga da mola plana, fazendo com que essa parte se frature mais rapidamente quando submetida a tensões cíclicas.
Por isso, uma mola cortada a laser comum pode parecer perfeitamente dimensional, mas sua estrutura interna fica comprometida e a mola não conseguirá operar de forma estável por um longo período.
Solução para Otimização de Parâmetros de Corte em Baixas Temperaturas
Desenvolvemos um conjunto completamente novo de parâmetros para corte a frio visando solucionar o problema de danos térmicos. A otimização do grão no corte a laser pode ser utilizada para aprimorar a microestrutura da borda de corte. Os padrões de controle específicos são:
- A faixa de frequência do pulso é bloqueada e controlada de forma estável entre 2000Hz e 3500Hz, o que reduz significativamente a quantidade de energia térmica por pulso de laser.
- Utilizar um modo de entrada de energia de linha ultrabaixa evitará que o grão da borda fique muito grande.
- A purga instantânea do fluxo de ar é coordenada para eliminar o calor residual da borda de corte de forma muito eficiente.
Em comparação com o processamento a laser contínuo tradicional, esta técnica é capaz de preservar ao máximo as propriedades mecânicas da matéria-prima , o que garante a resistência à fadiga da mola do ponto de vista estrutural, e ao mesmo tempo elimina completamente os defeitos de danos térmicos inerentes ao aço para molas cortado a laser tradicionalmente.
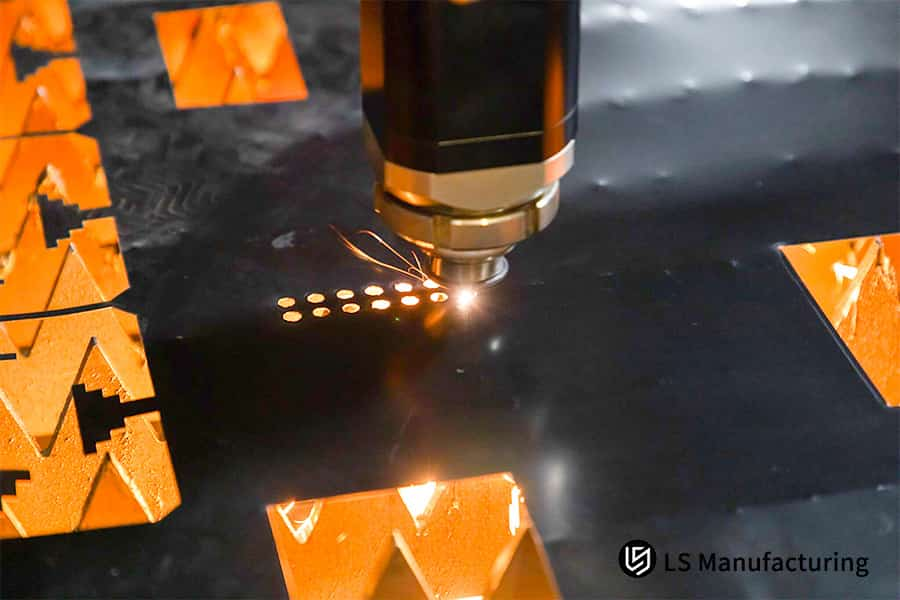
Figura 1: Detalhe do corte a laser em aço mola, mostrando faíscas e geração de calor.
Como o serviço personalizado de corte a laser de molas planas pode prevenir microfissuras e falhas por fadiga em materiais?
A prevenção de microfissuras e falhas por fadiga depende principalmente da revisão completa do projeto do ponto inicial do corte a laser e da otimização da velocidade de corte da borda. Ao ajustar com precisão o equilíbrio dinâmico entre a forma de onda do feixe e a poça de fusão do laser , garantimos bordas de corte lisas, sem rasgos microscópicos, prolongando assim a vida útil do produto. Este é o padrão fundamental do processo para um serviço de corte a laser de molas planas personalizado de alta qualidade.
Processo de corte otimizado para evitar o início de trincas
Diretamente, o alinhamento preciso do corte da mola influencia a qualidade do corte. Um aspecto fundamental da usinagem de molas de precisão é a prevenção de trincas durante o corte a laser . É sabido que os métodos de perfuração vertical causam maior tensão térmica no local, resultando na iniciação de microtrincas permanentes. Por isso, utilizamos um método de corte progressivo em arco em todas as etapas, em combinação com a tecnologia de pulso modulado em frequência, para dispersar o acúmulo de calor localizado e prevenir a formação de trincas em sua origem.
Padrões de controle preciso da velocidade de corte
Uma das principais causas de acúmulo de escória e fissuras é o desequilíbrio na velocidade de corte. A calibração da velocidade de corte a laser garante as condições do processo e também estabelece normas rígidas de velocidade para molas de diferentes espessuras. Os principais pontos de controle são:
- Mola de amortecimento com espessura de 0,5 mm: Fixa dentro de uma faixa de velocidade de corte constante de 4,5 m/min a 5,2 m/min.
- Operar em velocidade excessivamente alta resulta em um acúmulo térmico gradual, levando ao amolecimento do material durante o recozimento.
- Velocidades fora de controle provocam acúmulo de escória na borda inferior, e a concentração de tensão leva à fratura.
Ao aderirmos rigorosamente aos parâmetros, conseguimos manter a rugosidade da superfície de corte consistentemente entre Ra 0,4 μm e Ra 0,8 μm, resultando em um corte livre de defeitos microscópicos. Dessa forma, atendemos plenamente aos padrões de qualidade para corte a laser de molas de alta precisão.
Se você deseja ser muito específico na seleção dos parâmetros de corte que correspondem a uma determinada espessura de mola, pode sempre solicitar aos nossos especialistas uma estimativa gratuita dos custos do processo de usinagem , ou seja, um bom equilíbrio entre qualidade superior e custo-benefício razoável.
Quais parâmetros garantem o corte a laser de alta precisão de molas em materiais de baixa espessura?
O corte a laser de chapas extremamente finas de aço mola com altíssima precisão (0,1 mm - 1,0 mm) depende do uso de pontos de laser extremamente pequenos e focados e de critérios de fixação muito rigorosos . A LS Manufacturing emprega um ponto focal de feixe ultrafino de 20 μm e uma plataforma de adsorção a vácuo combinados para eliminar qualquer deformação das peças de chapa fina, produzindo com facilidade uma precisão dimensional ultra-alta de 0,01 mm, o que é um exemplo perfeito dos altos padrões de processode corte a laser de mola de alta precisão .
Configuração dos parâmetros do feixe laser central
O foco a laser em chapas finas é fundamental para a precisão da usinagem de chapas finas. Para a usinagem de aço mola ultrafino, como molas de diafragma de alta precisão com 0,2 mm de espessura, utilizamos parâmetros de feixe exclusivos: fator de qualidade do feixe M1.1, combinado com uma lente de focalização de 50 mm de distância focal , produzindo um ponto de laser muito fino e minimizando os danos térmicos ao material.
Ferramentas anti-deformação e sistema de controle de circuito fechado
Chapas metálicas finas são muito suscetíveis a vibrações e deformações, o que, na verdade, representa um grande problema para a indústria. O corte a laser com estabilização plana pode resolver completamente esse problema. Fazemos isso por meio de uma abordagem dupla:
- Após o desenvolvimento próprio, um dispositivo de adsorção por desvio a vácuo de alta precisão é utilizado para garantir a planicidade absoluta da chapa metálica durante todo o ciclo de trabalho.
- Facilite o trabalho com um sistema de controle de circuito fechado para régua de grade que possibilita a compensação de desvios dimensionais em tempo real.
- É possível realizar o processamento de contornos complexos, como curvas involutas e malhas porosas, com uma tolerância estável de 0,01 mm.
Todo este sistema satisfaz plenamente as rigorosas especificações de personalização dos sensores médicos e aeroespaciais , representando assim o que há de mais moderno em suporte técnico para serviços de corte de molas planas de alta precisão.
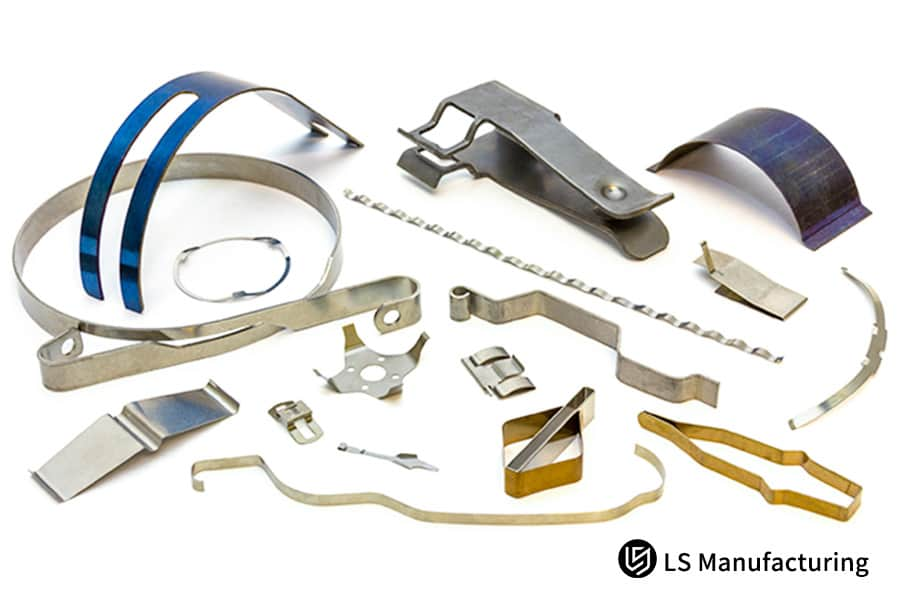
Figura 2: Diversos componentes de aço mola cortados a laser com precisão, apresentando formas e furos complexos.
Por que a seleção do gás auxiliar é crucial para a otimização do corte a laser de aço mola?
A pureza e a pressão do gás auxiliar são os principais fatores que definem a capacidade antioxidante e, consequentemente, a soldabilidade/galvanização do corte da mola. Por isso, insistimos no uso de nitrogênio de alta pressão com pureza de 99,999% como gás auxiliar . Isso remove completamente qualquer camada de óxido na borda do corte, elimina o custo dos inconvenientes processos secundários de decapagem e, ao mesmo tempo, aumenta significativamente a qualidade do produto final de aço para molas cortado a laser .
Alterações na qualidade do trabalho resultantes de diferentes gases auxiliares
A proteção contra a oxidação de molas de aço inoxidável depende inteiramente da utilização de gás auxiliar. A purificação do gás de corte a laser determina diretamente a pureza do corte . Ao cortar molas de aço inoxidável como o 301 e o 17-7PH, o uso de ar ou nitrogênio de baixa pureza pode causar a formação de uma camada dura e quebradiça de óxido de cromo preto com 5 μm a 10 μm de espessura , que fica suscetível à corrosão sob tensão e ao descascamento da superfície com bastante facilidade.
Benefícios do uso de nitrogênio de alta pureza para corte
Utilizamos nitrogênio de alta pressão e alta pureza, entre 1,6 MPa e 2,0 MPa, para fusão e corte. A técnica de limpeza por corte a laser remove o metal fundido de forma eficaz e rápida. As principais vantagens são duas:
- O fluxo de ar rápido remove facilmente o metal fundido, resultando em uma superfície de corte brilhante e com uma bela coloração prateada.
- Além disso, a camada de passivação original do material permanece totalmente intacta, permitindo que a peça seja encaminhada diretamente para processamento posterior sem a necessidade de tratamento secundário .
Além disso, essa técnica dispensa totalmente os processos de decapagem ácida e polimento do produto acabado, reduzindo significativamente o tempo de entrega da cadeia de suprimentos , o que diminui os custos gerais de processamento e, ao mesmo tempo, destaca as vantagens exclusivas do serviço especializado de corte a laser de precisão.
| Material: aço mola | Gás auxiliar compatível | Padrão de pureza do gás | Pressão de trabalho | Efeito de corte |
| Aço inoxidável 301 | Nitrogênio de alta pureza | ≥99,999% | 1,6-1,8 MPa | Cor prateada brilhante, sem oxidação, sem camada descarbonetada. |
| Aço inoxidável 17-7PH | Nitrogênio de alta pureza | ≥99,999% | 1,8-2,0 MPa | Sem formação de incrustações de óxido de cromo, pode ser diretamente galvanizado. |
| Aço de alto carbono 1074/1095 | Nitrogênio de alta pureza | ≥99,995% | 1,5-1,7 MPa | Impede a queima do elemento carbono, preservando a dureza. |
| Aço liga 5160 | Nitrogênio de alta pureza | ≥99,995% | 1,7-1,9 MPa | Estrutura metalográfica estável, sem fragilização. |

Figura 3: Diagrama técnico do processo de corte a laser assistido por gás para aço mola.
Como um fornecedor de serviços de corte a laser de aço mola de alta qualidade pode reduzir o acúmulo de escória?
A remoção completa de escória da borda inferior de uma mola é um fator crucial que diferencia uma fábrica de corte a laser de precisão de outra, ao avaliar suas capacidades técnicas. A LS Manufacturing produz cortes sem escória na parte inferior , ajustando minuciosamente a operação para encontrar a proporção ideal entre a posição do foco e a altura do bico , ajudando assim os clientes a economizar 100% nos custos de mão de obra para rebarbação. De fato, isso pode ser considerado um fator essencial para um serviço de corte a laser de aço mola de alta qualidade.
A ideia básica de babar
O gotejamento ocorre devido ao resíduo fundido da aresta de corte que fica preso. Reduzir a escória do corte a laser é uma operação crucial para melhorar a qualidade da usinagem. Quando o processo de corte a laser gera metal fundido, se ele não for removido rapidamente, o metal aderirá à borda inferior do corte após solidificar , resultando em uma rebarba persistente. Essa etapa posterior de retificação reduzirá a espessura da mola e danificará sua superfície.
Ajustes de parâmetros específicos para sistema de escória zero
Criamos uma fórmula de compensação de foco que só nós utilizamos: Compensação de foco = Espessura da chapa × 0,3. O ajuste de foco para corte a laser permite corrigir o modo de corte com foco negativo através de um controle preciso e padronizado dos parâmetros.
- Para produzir um fluxo de ar concentrado supersônico, a distância entre o bocal e a placa foi controlada com precisão entre 0,5 mm e 0,7 mm.
- O efeito de agitação do bocal sobre o metal fundido é intensificado pelo uso de um bocal cônico de alta velocidade.
- O acúmulo de resíduos metálicos é totalmente evitado graças a um ângulo de fluxo de ar otimizado.
| Modo de processamento | Altura da escória | Requisitos de pós-processamento | Risco de danos secundários |
| Corte a laser tradicional | ≈0,15 mm | Requer lixamento e polimento manual. | Extremamente alta, podendo facilmente causar espessura irregular. |
| Processo otimizado de fabricação LS | ≤0,01mm | Não é necessário processamento secundário. | Sem danos secundários. |
Este sistema de parâmetros permite o corte preciso de molas planas, possibilitando a conformação sem necessidade de pós-processamento, melhorando significativamente a eficiência de entrega e garantindo a aparência e a integridade estrutural dos componentes de mola cortados a laser. Para soluções personalizadas de processamento sem escória para seus produtos, envie seus desenhos diretamente para obter rapidamente um orçamento preciso e um plano de processo personalizado.
Figura 4: Uma coleção de molas planas personalizadas com bordas lisas e limpas, mostrando a redução de escória.
Que operações secundárias implementam os fornecedores confiáveis de serviços de corte a laser com molas planas personalizadas?
Além de um excelente corte a laser, as técnicas de pós-processamento, como alívio de tensões por têmpera e jateamento, são essenciais para determinar a vida útil das molas planas. A LS Manufacturing realiza têmpera com controle de temperatura para alívio de tensões em todas as peças após o corte a laser, ativando o alto limite elástico do aço da mola e, assim, permitindo o controle total da qualidade do serviço de corte a laser de molas planas personalizadas.
Processo de têmpera para alívio de tensões residuais
O alívio de tensões por processamento a laser é fundamental para prolongar a vida útil da mola. A eliminação de tensões por corte a laser pode erradicar a tensão residual resultante do processamento. A alta temperatura instantânea do laser pode gerar traços de tensão residual de tração, acelerando a propagação de trincas . Estabelecemos um processo padronizado: em até 15 minutos após o corte, a mola é colocada em um forno de têmpera e mantida a 280°C-320°C por 30 a 60 minutos para converter a tensão de tração prejudicial em tensão de compressão estável.
Processo de reforço por jateamento de esferas de alta qualidade para prolongar a vida útil.
O reforço superficial por corte a laser oferece uma ótima maneira de aumentar a durabilidade de peças personalizadas que exigem longa vida útil. Nosso processo de jateamento com esferas é uma técnica muito poderosa e eficaz para aumentar a resistência à fadiga de componentes, atendendo aos seguintes padrões:
- A superfície é bombardeada com esferas de aço de alta precisão de 0,1 mm.
- A formação de uma densa camada de tensão residual compressiva na superfície da mola.
- Aumente a vida útil do ciclo da mola em mais de 200%.
Esse pós-processamento minucioso eliminará completamente o risco de fratura por fadiga, evitará problemas de qualidade pós-venda e, em última análise, aumentará a vida útil e a estabilidade dos produtos de corte a laser de molas de alta precisão.
| Etapas de pós-processamento | Temperatura do processo | Tempo de espera | Espessura de chapa adequada | Efeito do Benefício Principal |
| Temperamento padrão para alívio do estresse | 250°C-280°C | 30 minutos | 0,1 mm - 0,3 mm | Elimina a microtensão em placas finas, prevenindo a deformação . |
| Fortalecimento do alívio do estresse | 280°C-320°C | 45 minutos | 0,3 mm - 1,0 mm | Melhora significativamente a resistência à fadiga. |
| Revenimento estável em altas temperaturas | 320°C-350°C | 60 minutos | 1,0 mm - 6,0 mm | Remove completamente o estresse residual profundo. |
| jateamento de precisão | Temperatura ambiente | 20 minutos | Para peças personalizadas de precisão com espessura total | Vida útil do ciclo aumentada em mais de 200% . |
Como avaliar a capacidade e os orçamentos para o seu serviço de corte de molas planas de precisão?
Ao escolher fornecedores especializados em corte de molas planas, é importante não se concentrar apenas no preço unitário por hora de corte. Em vez disso, considere cuidadosamente o cálculo de DFM (Design for Manufacturing) do desenho, a velocidade de prototipagem e as capacidades de controle SPC (Controle Estatístico de Processo) que dão suporte à produção em massa a longo prazo. A LS Manufacturing oferece orçamentos rápidos em 24 horas e otimização de DFM gratuita, podendo não apenas reduzir o ciclo de desenvolvimento do seu novo projeto em até 40%, como também proporcionar uma experiência completamente superior em serviços de corte de molas planas de precisão .
Principais dimensões de avaliação para fornecedores profissionais
Ao auditar a fabricação de molas personalizadas, o foco deve ser o controle de qualidade do início ao fim. Um dos fatores decisivos na escolha de excelentes fornecedores é a sua capacidade de corte a laser. Bons fabricantes, além de fornecerem serviços de corte, também modificam a estrutura do produto para que possa ser utilizado na produção em massa . A influência da largura do corte (kerf) e do coeficiente de retorno elástico na rigidez da mola deve ser determinada com precisão a partir dos desenhos STEP/DXF.
Sistema de Controle de Qualidade e Garantia de Entrega para Produção em Massa
Utilizamos um sistema de dupla certificação para garantir a qualidade, e a consistência dos lotes de corte a laser assegura uma qualidade estável na produção em massa e rastreabilidade completa do processo. As principais garantias são as seguintes:
- Em conformidade com os sistemas de gestão da qualidade ISO 9001 e IATF 16949 .
- Capacidade de alternar facilmente a produção de protótipos unitários para a produção em massa de até centenas de milhares de unidades.
- Emissão de uma gama completa de relatórios para cada remessa, incluindo certificados de materiais, testes de dureza e inspeções dimensionais.
Este extenso sistema de controle de qualidade foi projetado para garantir que os componentes de mola cortados a laser atendam aos rigorosos padrões de aceitação de compras internacionais de alta qualidade e que nosso processo de corte a laser em aço mola esteja continuamente em conformidade com os padrões da indústria , garantindo assim uma qualidade estável na produção em massa.
Estudo de Caso da LS Manufacturing: Fabricação a Laser de Molas de Diafragma Planas Personalizadas em Aço Inoxidável 301 para a Indústria Médica
Em comparação com os padrões industriais comuns, os equipamentos médicos de alta tecnologia dependem de molas de precisão que não só precisam durar muito mais tempo, como também exigem altíssima precisão; mesmo pequenos defeitos durante o processamento podem causar mau funcionamento do equipamento. Este artigo apresenta um estudo de caso sobre a utilização de um processo proprietário de trabalho a frio para eliminar a fratura por fadiga em molas de diafragma ultrafinas de aço inoxidável, o que ilustra perfeitamente os principais benefícios da usinagem de precisão e a implementação de uma solução de corte a laser de alta precisão para molas.
Principais problemas do cliente
Um dos principais fabricantes de equipamentos médicos de alta tecnologia na América do Norte está buscando molas de diafragma personalizadas em aço inoxidável 301 com 0,15 mm de espessura. A empresa possui requisitos de conformidade médica para corte a laser muito rigorosos, que precisam ser atendidos de acordo com os padrões da indústria. Esses componentes fazem a diferença em bombas microfluídicas. A vida útil deve ser superior a 10 milhões de ciclos e o erro de retorno elástico deve ser de 2%. Peças fabricadas por dois fornecedores locais falharam após apenas 1,5 milhão de ciclos de fadiga devido à zona afetada pelo calor (ZAC) excessiva, o que levou à paralisação do desenvolvimento do projeto e a perdas em P&D .
Plano de Fabricação LS
- Por meio de análise de elementos finitos, alteramos o percurso de corte para evitar o acúmulo de calor em um único ponto. Para o processamento a frio, utilizamos um laser pulsado de alta qualidade de feixe de 50 W com uma largura de pulso ultracurta de 15 ns.
- Utilizamos dispositivos de adsorção a vácuo em circuito fechado e realizamos o corte com nitrogênio de alta pureza (99,999%) a 1,8 MPa . Como resultado, a ZTA (Zona Termicamente Afetada) é de apenas 8 μm, o que é mais que o dobro do padrão da indústria de 20 μm.
- Com um controle de temperatura muito preciso , a tensão residual é completamente eliminada por meio de têmpera a 260°C durante 45 minutos, uma medida de controle de temperatura rara e extremamente detalhada na indústria.
Resultados do projeto
O produto final completou com sucesso 10 milhões de ciclos de fadiga sob carga total sem rachaduras ou rebarbas na superfície de corte, e a precisão elástica atendeu aos padrões . Realizamos a prototipagem rápida em apenas 5 dias e, utilizando nosso algoritmo proprietário de otimização de encaixe, ajudamos o cliente a reduzir os custos de aquisição de matéria-prima em 18%, o que se traduz em uma economia anual de mais de US$ 23.000 em custos de material . Por fim, o cliente concordou com um contrato de cooperação exclusivo de produção em massa de 3 anos e nos nomeou como seu principal fornecedor na Grande China.
Este exemplo ilustra claramente a eficácia de processos refinados. Entre em contato conosco se desejar atender aos mais altos padrões de processamento da área médica e ver mais exemplos de produtos personalizados de alta qualidade para criar suas soluções personalizadas de corte a laser de molas planas e corte a laser de precisão.

Perguntas frequentes
P1: Qual é a espessura máxima do aço mola que pode ser processada pelo seu serviço de corte a laser de alta precisão para molas?
Somos capazes de processar aço mola de qualquer especificação, de 0,05 mm a 6,0 mm, com grande uniformidade, inclusive materiais como o 1095 e o 5160, que são os dois mais populares. A perpendicularidade das bordas das peças processadas é de 0,5, o que é adequado para os requisitos de carga de diversas molas industriais de precisão.
Q2: O aço mola terá sua dureza ou propriedades mecânicas afetadas durante o processo de corte a laser?
A redução da dureza do material submetido ao feixe de laser deve-se à alta taxa de resfriamento, e acreditamos que isso se deva ao recozimento de descarbonetação. Utilizamos um laser de pulso ultracurto com nitrogênio frio de alta pressão para remover rapidamente a escória, de modo que a área residual do recozimento seja quase nula, preservando assim as propriedades mecânicas do material.
P3: Quais medidas a LS Manufacturing toma para manter as tolerâncias dimensionais das peças de mola cortadas a laser?
Nossas máquinas de corte a laser são equipadas com motores lineares de precisão de 0,005 mm e sistemas de feedback em circuito fechado que utilizam réguas de grade. As tolerâncias dimensionais das molas na produção em massa podem ser mantidas estáveis na faixa de 0,01 mm a 0,03 mm.
Q4: Vocês podem fazer sugestões de DFM (Design para Manufatura) para meus projetos personalizados de molas planas a fim de reduzir os custos de produção?
Claro, basta nos enviar seus desenhos e nossa equipe especializada em engenharia de molas fará uma análise de viabilidade DFM em até 24 horas. Ao mesmo tempo, eles podem otimizar o espaçamento dos furos, o raio dos cantos e a estrutura do layout para melhorar o uso do material, eliminar defeitos de concentração de tensão e reduzir os custos de produção em massa .
Q5: Que tipo de aço mola vocês costumam manter em estoque para fabricação personalizada com prazos de entrega rápidos?
Mantemos em estoque uma grande variedade de aços para molas. Nosso inventário inclui aços de alto carbono 1074 e 1095, aço liga 5160, além de aços inoxidáveis 301 e 17-7PH. Esses materiais abrangem um amplo espectro de opções de personalização. O estoque abundante nos permite atender aos pedidos dos clientes rapidamente; em muitos casos, a primeira amostra pode ser entregue em até 48 horas.
Q6: Por que o nitrogênio é preferido ao oxigênio na manutenção a laser de molas planas personalizadas ?
Utilizar oxigênio como gás de corte resulta em uma camada muito espessa de óxido com uma camada de descarbonetação que torna o metal da mola quebradiço e reduz drasticamente sua vida útil . O uso de nitrogênio de alta pureza gera uma atmosfera inerte e protetora. Como resultado, o corte permanece limpo e livre de oxidação, e as propriedades mecânicas originais do material são preservadas.
Q7: Existe uma quantidade mínima de encomenda (MOQ) para pedidos de corte a laser de molas de alta precisão?
Não há quantidade mínima de pedido. Independentemente de se tratar de uma única amostra para testes de P&D ou de um pedido de produção em grande volume com centenas de milhares de peças, você se beneficiará da mesma usinagem de precisão de alta qualidade e dos mesmos serviços padronizados de controle de qualidade.
P8: Que relatórios de inspeção receberei com meu lote de componentes de aço mola cortados a laser?
Nossos produtos são fornecidos em lotes, e cada lote acompanha um conjunto completo de documentos de rastreabilidade . Você receberá relatórios de composição da matéria-prima, registros de teste de dureza Vickers, relatórios dimensionais de precisão bidimensional e certificados do processo de têmpera. Esses documentos comprovam que a qualidade dos itens adquiridos atende aos padrões e é rastreável.
Resumo
O corte a laser de aço mola com precisão vai além de simplesmente determinar as dimensões a serem cortadas; envolve também o gerenciamento cuidadoso da estrutura do metal, da tensão térmica e da qualidade das bordas de corte por meio de engenharia.
Serviços profissionais de corte a laser de alta precisão, com profundo conhecimento dos materiais, parâmetros de processo bem definidos e sistemas de controle de qualidade, podem impedir a falha por fadiga da mola logo no início do processo. Prestadores de serviços especializados no processamento de aço para molas são cruciais para o desempenho de equipamentos de ponta e para a qualidade do produto final.
Não deixe que acabamentos grosseiros e quebras frequentes prejudiquem a reputação da sua marca de equipamentos de alta qualidade. A LS Manufacturing está pronta para fornecer as soluções de corte a laser de precisão mais profissionais do setor para molas planas personalizadas, abrangendo desde a prototipagem até a produção em massa global, em conformidade com as normas. Garantimos responder às suas solicitações em até 24 horas e fornecer uma análise completa de custo-benefício, elaborada por nossos engenheiros seniores de P&D, incluindo seleção de materiais, cálculo de custos e análise de fabricação (DFM).
Clique no botão " Solicitar Orçamento " para enviar seus desenhos de projeto em formato DXF/STEP ou agende diretamente uma consulta técnica individual e detalhada com nossos especialistas em engenharia online.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


