
Le service de découpe laser de précision pour acier à ressort est un procédé de découpe à température contrôlée au micron près, principalement destiné aux ressorts plats. Il élimine totalement les problèmes liés aux procédés traditionnels, tels que les dommages thermiques, les microfissures et la perte d'élasticité . Capable de limiter strictement la zone affectée thermiquement à 20 µm, il permet d'atteindre une tolérance dimensionnelle de 0,01 mm tout en préservant au maximum les propriétés mécaniques de l'acier à ressort. Dans le secteur mondial de la fabrication de précision, ce procédé permet de fournir des ressorts plats sur mesure offrant un rebond très précis et une excellente durée de vie en fatigue. À l'inverse, de nombreux acheteurs subissent des ruptures de stock et des arrêts de production dus à des procédés de découpe non conformes aux normes.
L'acier à ressort est un métal extrêmement sensible à la température. La découpe laser haute température traditionnelle peut altérer la structure métallographique du matériau. LS Manufacturing, grâce à un système de procédés exclusif, maîtrise ce problème et garantit la stabilité des ressorts même lors d'une utilisation cyclique à haute fréquence.

Aperçu rapide des principaux processus du service de découpe laser de précision pour ressorts
Ce chapitre résume les principales normes et caractéristiques du processus de découpe laser de l'acier à ressort, permettant ainsi au personnel des achats d' identifier rapidement les principales exigences de traitement et de les protéger des problèmes courants de qualité de traitement.
| Dimensions du processus | Normes techniques fondamentales | Conséquences négatives | Principaux avantages pour le client |
| Contrôle de la zone affectée par la chaleur (ZAC) | ≤20μm | Décarburation du matériau, rupture par fatigue | Durée de vie prolongée du cycle de ressort |
| Spécifications relatives aux gaz auxiliaires | Pureté de l'azote ≥ 99,999 % , pression 1,6-2,0 MPa | Oxydation de pointe, incapacité à subir un traitement électrolytique ultérieur. | Élimine l'étape de décapage secondaire , raccourcit le délai de livraison. |
| Processus de soulagement du stress | Trempe à 250 °C-350 °C pendant 30 à 60 min | Concentration des contraintes résiduelles, initiation de microfissures. | Restaure la résistance à la fatigue d'origine du ressort. |
| Rugosité de surface | Ra 0,4 μm - Ra 0,8 μm | Accumulation de scories en bordure, fracture par concentration de contraintes. | Pas besoin de broyage secondaire, pas de dégâts secondaires . |
| Tolérance dimensionnelle | Stable à ±0,01 mm | Écart d'assemblage, erreur d'élasticité excessive . | S'adapte aux normes d'assemblage d'équipements de haute précision. |
Points clés à retenir :
- La gestion de la chaleur est un facteur crucial : pour éviter une défaillance localisée de décarburation des bords de l'acier à ressort, la zone affectée thermiquement (ZAT) doit être contrôlée à 20 μm à l'aide d'un laser pulsé.
- Sélection du gaz principal : L'azote à haute pression d'une pureté de 99,999 % est la seule option qui peut être utilisée pour éviter l'oxydation de la coupe lors de la découpe de l'acier inoxydable 17-7PH ou 301.
- La relaxation des contraintes est indispensable : les contraintes résiduelles induites lors de la découpe laser doivent être éliminées par un traitement thermique de relaxation des contraintes à 250℃ - 350℃ afin de restaurer la durée de vie en fatigue du ressort plat.
- Critères de décision : Recherchez des fournisseurs capables d’optimiser la conception des dessins DFM , de disposer d’un suivi dimensionnel SPC en ligne et de fournir des rapports de tests de dureté traçables.
Pourquoi faire confiance au service de découpe laser de précision et à l'expertise en fabrication d'acier à ressort de LS Manufacturing ?
Notre équipe possède une vaste expérience dans l'usinage de ressorts et peut résoudre avec précision différents problèmes de découpe d'acier à ressort. Grâce à notre expertise, nous fabriquons des ressorts conformes aux exigences des plus grandes industries manufacturières . Des tests indirects de découpe d'acier à ressort, réalisés sur plusieurs marques, ont révélé que plus de 90 % des défaillances de ressorts sont dues à un manque de maîtrise des paramètres de processus, et non à des problèmes liés aux matières premières.
Nous appliquons le système de contrôle qualité de production en série IATF 16949, ce qui nous permet d'assurer une traçabilité complète des paramètres de processus . Les fabricants classiques, soucieux uniquement de la conformité dimensionnelle, ne détectent pas les modifications de la structure métallographique, souvent synonymes de fatigue. Notre méthode de régulation thermique à très petite échelle permet de doubler la durée de vie des ressorts. Un service de découpe laser de haute précision garantit la stabilité du produit.
Notre travail est conforme à la norme ASTM A689-25 relative à la transformation de l'acier à ressort. Grâce à nos outils développés en interne et à notre système de paramètres exclusif, nous aidons l'industrie à éliminer les problèmes tels que la déformation des tôles minces et l'adhérence des scories sur les matériaux épais , tout en garantissant précision, durabilité et rentabilité. Idéal pour les applications exigeantes des secteurs médical et aérospatial, notre service expert de découpe laser d'acier à ressort répond aux besoins de production de ressorts fabriqués à partir d'une grande variété de matières premières.
Vous souhaitez vérifier rapidement la faisabilité de votre solution de traitement de ressorts ? Soumettez vos plans à tout moment pour recevoir gratuitement une analyse d’optimisation DFM personnalisée, vous permettant d’éviter les risques liés au traitement et de raccourcir le cycle de R&D.

Pourquoi la chaleur affecte-t-elle votre service de découpe laser de précision pour les composants en acier à ressort ?
Le principal problème lors de la découpe laser de l'acier à ressort est le durcissement des bords, ou décarburation localisée , dû à un excès de chaleur. LS Manufacturing utilise des lasers à fibre à impulsions ultracourtes qui réduisent la zone affectée thermiquement (ZAT) à quelques microns et préservent totalement les propriétés mécaniques du matériau. Ceci garantit la stabilité de rebond des ressorts, même après une utilisation prolongée et à haute fréquence . Cette technologie est essentielle pour une découpe laser de haute qualité de l'acier à ressort .
Modifications métallographiques des matériaux induites par les hautes températures
Le fonctionnement prolongé des ressorts à haute fréquence accentue l'apparition de défauts matériels. La maîtrise thermique lors de la découpe laser est essentielle pour prévenir tout dommage au matériau. Lorsque la température du faisceau laser atteint son maximum, la température en bordure de l'acier à ressort peut atteindre la température d'austénitisation. Dans ce cas, une structure martensitique, très dure et fragile, se forme après refroidissement.
En outre, la chaleur produite par le faisceau est susceptible d'entraîner une perte de carbone, ce qui conduit à la formation de zones décarburées réduisant la limite de fatigue du ressort plat et, par conséquent , cette pièce se fracturera plus rapidement lorsqu'elle sera soumise à des contraintes cycliques.
De ce fait, un ressort découpé au laser classique peut sembler parfaitement correct sur le plan dimensionnel, mais sa structure interne est compromise et il ne pourra pas fonctionner de manière stable pendant une période prolongée.
Solution d'optimisation des paramètres de coupe à basse température
Nous avons mis au point un ensemble de paramètres entièrement nouveaux pour la découpe à froid afin de résoudre les problèmes de dommages thermiques. L'optimisation du grain lors de la découpe laser permet d'améliorer la microstructure du bord de coupe. Les normes de contrôle spécifiques sont les suivantes :
- La plage de fréquences d'impulsion est verrouillée et contrôlée de manière stable entre 2000 Hz et 3500 Hz, ce qui réduit considérablement la quantité d'énergie thermique par impulsion laser.
- L'utilisation d'un mode d'entrée d'énergie de ligne ultra-faible empêchera le grain de bord de devenir trop important.
- Un système de purge par flux d'air instantané est mis en œuvre pour éliminer très efficacement la chaleur résiduelle du bord coupé.
Comparée au traitement laser continu traditionnel, cette technique permet de préserver au maximum les propriétés mécaniques de la matière première , ce qui garantit structurellement la résistance à la fatigue du ressort, tout en éliminant totalement les défauts de dommages thermiques inhérents à l'acier à ressort découpé au laser traditionnel.
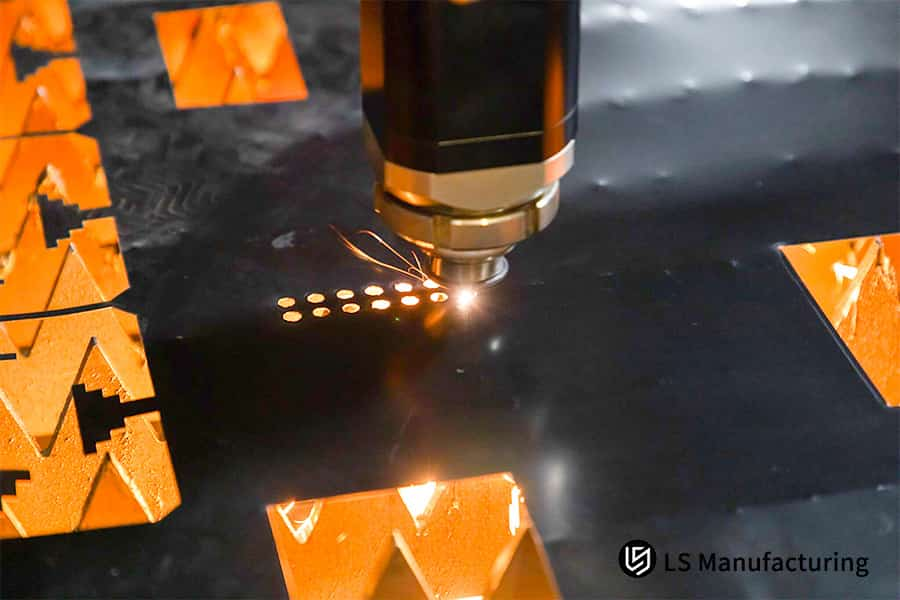
Figure 1 : Gros plan sur la découpe au laser d'acier à ressort, montrant les étincelles et la génération de chaleur.
Comment le service de découpe laser sur mesure de ressorts plats peut-il prévenir les microfissures et la rupture par fatigue des matériaux ?
La prévention des microfissures et des ruptures par fatigue repose essentiellement sur une refonte complète de la conception du point de départ de la découpe laser et du couplage entre la vitesse de coupe des bords. En ajustant avec précision l'équilibre dynamique entre la forme d'onde du faisceau et le bain de fusion , nous garantissons des bords de coupe lisses, exempts de micro-déchirures, prolongeant ainsi la durée de vie du produit. Il s'agit du processus standard de base pour un service de découpe laser de ressorts plats sur mesure de haute qualité.
Procédé de découpe optimisé pour éviter l'amorçage des fissures
L'alignement précis lors de la découpe des ressorts influe directement sur la qualité de la coupe. Un aspect essentiel de l'usinage de précision des ressorts est la prévention des fissures pendant la découpe laser . Il est reconnu que les méthodes de perforation verticale génèrent des contraintes thermiques plus importantes, favorisant l'amorçage de microfissures permanentes. C'est pourquoi nous utilisons systématiquement une méthode de découpe progressive en arc de cercle , associée à la technologie des impulsions à modulation de fréquence, afin de dissiper l'accumulation de chaleur localisée et d'empêcher la formation de fissures à leur origine.
Normes de contrôle précis de la vitesse de coupe
L'une des principales causes d'accumulation de scories et de fissuration est le déséquilibre de la vitesse de coupe. Le calibrage de la vitesse de coupe laser garantit des conditions de processus optimales et définit des normes de vitesse précises pour les ressorts de différentes épaisseurs. Les principaux points de contrôle sont :
- Ressort amortisseur d'une épaisseur de 0,5 mm : Fixé dans une plage de vitesse de coupe constante de 4,5 m/min à 5,2 m/min.
- Un fonctionnement à une vitesse excessivement élevée entraîne une accumulation thermique progressive, conduisant à un ramollissement du matériau lors du recuit.
- Une vitesse excessive entraîne une accumulation de scories sur le bord inférieur, la concentration des contraintes conduit à une rupture.
En respectant scrupuleusement les paramètres, nous maintenons la rugosité de surface de coupe entre 0,4 µm et 0,8 µm, garantissant une coupe exempte de défauts microscopiques. Elle répond ainsi pleinement aux exigences de qualité de la découpe laser de ressorts de haute précision.
Si vous souhaitez être très précis dans le choix des paramètres de coupe correspondant à une certaine épaisseur de ressort, vous pouvez toujours demander à nos experts une estimation gratuite des coûts du processus d'usinage , c'est-à-dire un bon équilibre entre qualité supérieure et rentabilité raisonnable.
Quels paramètres garantissent une découpe laser de haute précision pour les ressorts en matériaux de faible épaisseur ?
La découpe laser de tôles d'acier à ressort extrêmement fines avec une précision ultra-élevée (0,1 mm - 1,0 mm) repose sur l'utilisation de points focalisés laser extrêmement petits et sur des critères de fixation très stricts . LS Manufacturing utilise un point focal de faisceau ultra-fin de 20 μm et une plateforme d'adsorption sous vide combinés pour éliminer toute déformation des pièces en tôle mince, ce qui permet d'atteindre facilement une précision dimensionnelle ultra-élevée de 0,01 mm, un parfait exemple des normes de processusde découpe laser de ressorts de haute précision .
Configuration des paramètres du faisceau laser principal
La focalisation laser sur les tôles minces est essentielle à la précision de leur usinage. Pour l'usinage d'aciers à ressort ultra-minces, comme les ressorts de diaphragme de haute précision de 0,2 mm, nous utilisons des paramètres de faisceau exclusifs : un facteur de qualité de faisceau M1,1, associé à une lentille de focalisation de 50 mm , permettant d'obtenir un point laser très fin tout en minimisant les dommages thermiques au matériau.
Outillage anti-déformation et système de contrôle en boucle fermée
Les tôles fines sont très sensibles aux vibrations et aux déformations, ce qui représente un véritable problème pour l'industrie. La stabilisation à plat par découpe laser permet de résoudre ce problème de manière définitive. Notre approche repose sur deux piliers :
- Après un développement interne, un dispositif d'adsorption par dérivation sous vide de haute précision est utilisé pour garantir une planéité absolue de la tôle pendant tout le cycle de travail.
- Facilitez l'utilisation d'un système de contrôle en boucle fermée à règle à diffraction permettant la compensation en temps réel des écarts dimensionnels.
- Il est possible de réaliser des traitements de contours complexes, tels que des courbes en développante et des maillages poreux, avec une tolérance stable de 0,01 mm.
Ce système dans son ensemble satisfait parfaitement aux spécifications de personnalisation très strictes des capteurs médicaux et aérospatiaux , représentant ainsi le dernier support technique du service de découpe de ressorts plats de haute précision.
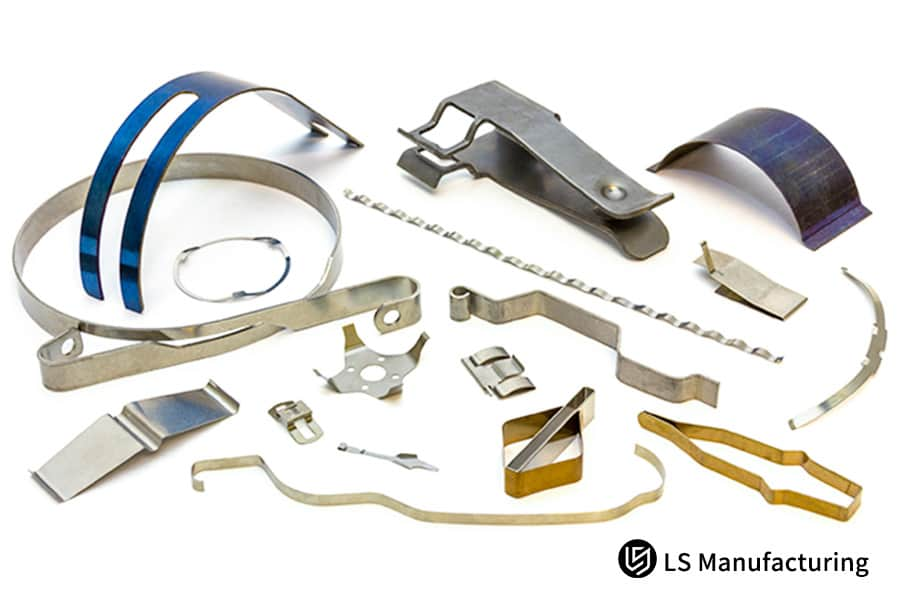
Figure 2 : Une variété de composants en acier à ressort découpés au laser avec précision, présentant des formes et des trous complexes.
Pourquoi le choix du gaz d'assistance est-il crucial pour l'optimisation de l'acier à ressort découpé au laser ?
La pureté et la pression du gaz d'assistance déterminent avant tout la résistance à l'oxydation et, par conséquent, la soudabilité/électrodéposition de la pièce découpée au laser. C'est pourquoi nous privilégions l' utilisation d'azote haute pression d'une pureté de 99,999 % comme gaz d'assistance . Ce procédé élimine totalement toute couche d'oxyde sur le bord de coupe, évite les coûts liés aux opérations de décapage secondaire, souvent contraignantes, et améliore significativement la qualité des produits finis en acier à ressort découpé au laser .
Changements dans la qualité du travail résultant de différents gaz d'assistance
L'antioxydation des ressorts en acier inoxydable repose entièrement sur la protection par gaz d'assistance. La purification du gaz de découpe laser détermine directement la pureté de la coupe . Lors de la découpe de ressorts en acier inoxydable comme le 301 et le 17-7PH, l'utilisation d'air ou d'azote de faible pureté peut entraîner la formation d' une couche d'oxyde de chrome noir de 5 à 10 µm, dure et cassante , qui favorise la corrosion sous contrainte et l'écaillage de la surface.
Avantages de l'utilisation d'azote de haute pureté pour la découpe
Nous utilisons de l'azote haute pression et haute pureté (1,6 à 2,0 MPa) pour la fusion et la découpe. La technique de nettoyage par fusion laser permet d'éliminer efficacement et rapidement le métal en fusion. Ses principaux avantages sont au nombre de deux :
- Le flux d'air rapide évacue facilement le métal en fusion, ce qui donne une surface de coupe brillante et d'une belle couleur argentée.
- De plus, la couche de passivation d'origine du matériau est parfaitement intacte, ce qui permet à la pièce de passer directement à un traitement ultérieur sans avoir besoin d'un traitement secondaire .
De plus, cette technique élimine totalement les opérations de décapage à l'acide et de polissage du produit fini, raccourcissant ainsi considérablement le délai de livraison de la chaîne d'approvisionnement , ce qui diminue les coûts de traitement globaux et met en évidence les avantages distinctifs d'un service spécialisé de découpe laser de précision.
| matériau en acier à ressort | Gaz auxiliaire compatible | Norme de pureté du gaz | Pression de service | Effet de coupe |
| Acier inoxydable 301 | Azote de haute pureté | ≥99,999% | 1,6-1,8 MPa | Couleur argent brillant, sans oxydation, sans couche décarburée. |
| Acier inoxydable 17-7PH | Azote de haute pureté | ≥99,999% | 1,8-2,0 MPa | Absence de couche d'oxyde de chrome, possibilité de galvanoplastie directe. |
| Acier à haute teneur en carbone 1074/1095 | Azote de haute pureté | ≥99,995% | 1,5-1,7 MPa | Empêche la combustion des éléments en carbone, préserve la dureté. |
| Acier allié 5160 | Azote de haute pureté | ≥99,995% | 1,7-1,9 MPa | Structure métallographique stable, absence de fragilisation. |

Figure 3 : Un schéma technique du processus de découpe laser assistée par gaz pour l'acier à ressort.
Comment un fournisseur de services de découpe laser d'acier à ressort haut de gamme peut-il réduire l'accumulation de scories ?
L'élimination totale des scories du bord inférieur d'un ressort est un facteur déterminant qui distingue les ateliers de découpe laser de précision les uns des autres, témoignant ainsi de leurs compétences techniques. LS Manufacturing garantit une découpe sans scories grâce à un réglage précis de l'opération, qui aligne le rapport idéal entre la position de focalisation et la hauteur de la buse . Ce procédé permet à ses clients de réaliser 100 % d'économies sur les coûts de main-d'œuvre liés à l'ébavurage. Il s'agit d'ailleurs d'un atout majeur pour un service de découpe laser d'acier à ressort de haute qualité.
L'idée de base de la bave
Le phénomène de bavure est dû aux résidus de métal en fusion provenant du tranchant de coupe. La réduction des scories de découpe laser est essentielle pour améliorer la qualité d'usinage. Lors de la découpe laser, si le métal en fusion n'est pas rapidement éliminé, il adhère au bord inférieur de la coupe après solidification , formant ainsi une bavure tenace. L'étape de rectification ultérieure amincit le ressort et en altère la surface.
Ajustements spécifiques des paramètres Zero-Slag
Nous avons mis au point une formule de décalage de mise au point que nous utilisons en propre : Décalage de mise au point = Épaisseur de la plaque × 0,3. Le réglage de la mise au point en découpe laser permet de corriger le mode de découpe à mise au point négative grâce à un contrôle précis et standardisé des paramètres.
- Pour produire un flux d'air supersonique concentré, la distance entre la buse et la plaque a été finement contrôlée à 0,5 mm-0,7 mm.
- L'effet de brassage du métal en fusion par la buse est amélioré grâce à l'utilisation d'une buse conique à grande vitesse.
- L'accumulation de résidus métalliques est totalement évitée grâce à un angle de flux d'air optimisé.
| Mode de traitement | Hauteur des scories | Exigences de post-traitement | Risque de dommages secondaires |
| Découpe laser traditionnelle | ≈0,15 mm | Nécessite un meulage et un polissage manuels. | Extrêmement élevée, provoquant facilement une épaisseur irrégulière. |
| Processus de fabrication optimisé de LS | ≤0,01 mm | Aucun traitement secondaire requis. | Aucun dommage secondaire. |
Ce système de paramétrage permet une découpe de précision des ressorts plats, garantissant un formage sans post-traitement. Il améliore considérablement la rapidité de livraison et assure l'aspect et l'intégrité structurelle des composants découpés au laser. Pour des solutions de traitement sans scories personnalisées, veuillez nous soumettre vos plans afin d'obtenir rapidement un devis précis et un plan de processus sur mesure.
Figure 4 : Une collection de ressorts plats personnalisés avec des bords lisses et propres, montrant la réduction des scories.
Quelles opérations secondaires mettent en œuvre les fournisseurs de services laser fiables pour ressorts plats sur mesure ?
Outre une découpe laser d'excellente qualité, les techniques de post-traitement, telles que la relaxation des contraintes par revenu et grenaillage, sont essentielles pour déterminer la durée de vie des ressorts plats. LS Manufacturing effectue un revenu de relaxation des contraintes à température contrôlée sur toutes les pièces après la découpe laser afin d'activer la limite élastique élevée de l'acier à ressort, garantissant ainsi un contrôle qualité complet de son service de découpe laser de ressorts plats sur mesure.
Procédé de trempe pour soulager les contraintes résiduelles
Le traitement thermique au laser est essentiel pour prolonger la durée de vie des ressorts. L'élimination des contraintes par découpe laser permet de supprimer les contraintes résiduelles issues de la fabrication. La température élevée et instantanée du laser peut générer des traces de contraintes de traction résiduelles, accélérant la propagation des fissures . Nous avons mis au point un procédé standardisé : dans les 15 minutes suivant la découpe, le ressort est placé dans un four de revenu et maintenu à une température de 280 °C à 320 °C pendant 30 à 60 minutes afin de convertir les contraintes de traction néfastes en contraintes de compression stables.
Procédé de grenaillage de haute qualité pour une durée de vie prolongée
Le renforcement de surface par découpe laser est une excellente solution pour accroître la durabilité des pièces sur mesure exigeant une longue durée de vie. Notre procédé de grenaillage est une technique très performante et efficace pour améliorer la résistance à la fatigue des composants et répond aux normes à venir.
- La surface est bombardée de billes d'acier de haute précision de 0,1 mm.
- La formation d'une couche de contrainte de compression résiduelle dense à la surface du ressort.
- Augmentez la durée de vie du cycle de ressort de plus de 200 %.
Ce post-traitement minutieux permettra d'éliminer complètement le risque de rupture par fatigue, de prévenir les problèmes de qualité après-vente et, en fin de compte, d'améliorer la durée de vie et la stabilité des produits de découpe laser de ressorts de haute précision.
| Étapes de post-traitement | Température du procédé | Temps de maintien | Épaisseur de plaque appropriée | Effet de bénéfice principal |
| trempe standard de détente | 250°C-280°C | 30 min | 0,1 mm à 0,3 mm | Élimine les micro-contraintes dans les plaques minces, empêche la déformation . |
| Renforcement du trempage de détente des contraintes | 280°C-320°C | 45 min | 0,3 mm - 1,0 mm | Améliore considérablement la résistance à la fatigue. |
| revenu stable à haute température | 320°C-350°C | 60 min | 1,0 mm à 6,0 mm | Élimine complètement les contraintes résiduelles profondes. |
| grenaillage de précision | température ambiante | 20 min | Pour des pièces sur mesure de précision pleine épaisseur | Durée de vie du cycle augmentée de plus de 200 % . |
Comment évaluer les capacités et les devis de votre service de découpe de ressorts plats de précision ?
Lors du choix d'un fournisseur spécialisé dans la découpe de ressorts plats, il est préférable de ne pas se focaliser uniquement sur le prix horaire. Il est essentiel d'examiner attentivement la qualité de leurs calculs DFM (conception pour la fabrication), leur rapidité de prototypage et leurs capacités de contrôle SPC (contrôle statistique des procédés) , autant d'atouts essentiels pour une production en série à long terme. LS Manufacturing propose des devis rapides sous 24 heures et une optimisation DFM gratuite, ce qui permet non seulement de réduire le cycle de développement de vos nouveaux projets jusqu'à 40 % , mais aussi d'améliorer considérablement votre expérience en matière de découpe de ressorts plats de précision .
Dimensions d'évaluation fondamentales pour les fournisseurs professionnels
Lors de l'audit de la fabrication de ressorts sur mesure, l'accent doit être mis sur le contrôle qualité du début à la fin. La capacité de découpe laser d'un fournisseur est un facteur déterminant dans le choix d'un excellent fournisseur. Les bons fabricants, outre leurs services de découpe, adaptent également la structure du produit pour une utilisation en production de masse . L'influence de la largeur de coupe et du coefficient de retour élastique sur la rigidité du ressort doit être précisément déterminée à partir des plans STEP/DXF.
Système de contrôle de la qualité et d'assurance de la livraison pour la production de masse
Nous nous appuyons sur un système de double certification pour garantir la qualité, et la constance des lots de découpe laser assure une qualité de production de masse stable et une traçabilité complète du processus. Nos principales garanties sont les suivantes :
- Conforme aux systèmes de gestion de la qualité ISO 9001 et IATF 16949 .
- Capacité à passer en douceur de la production d'un prototype unique à la production en série de centaines de milliers d'unités.
- Émission d'une gamme complète de rapports pour chaque expédition, comprenant des certificats de matériaux, des tests de dureté et des contrôles dimensionnels.
Ce système de contrôle qualité exhaustif est conçu pour garantir que les composants de ressorts découpés au laser répondent aux normes d'acceptation strictes des approvisionnements haut de gamme à l'étranger et que notre processus de découpe laser de l'acier à ressort est constamment conforme aux normes de l'industrie , assurant ainsi une qualité de production de masse stable.
Étude de cas LS Manufacturing : Fabrication laser de ressorts à diaphragme plats sur mesure en acier inoxydable 301 pour l’industrie médicale
Comparativement aux normes industrielles classiques, les équipements médicaux haut de gamme utilisent des ressorts de précision qui doivent non seulement avoir une durée de vie bien supérieure, mais aussi une précision extrême . En effet, même de petits défauts de fabrication peuvent entraîner un dysfonctionnement. Cet article présente une étude de cas portant sur l'utilisation d'un procédé de travail à froid exclusif pour éliminer la rupture par fatigue des ressorts à diaphragme ultra-minces en acier inoxydable. Cette étude illustre parfaitement les avantages clés de l'usinage de précision et de la mise en œuvre d'une solution de découpe laser de haute précision pour les ressorts.
Principaux problèmes des clients
L'un des principaux fabricants d'équipements médicaux haut de gamme en Amérique du Nord recherche des ressorts à diaphragme sur mesure en acier inoxydable 301 de 0,15 mm d'épaisseur. L'entreprise impose des exigences très strictes en matière de découpe laser pour le secteur médical, conformément aux normes industrielles. Ces composants sont essentiels au fonctionnement des pompes microfluidiques. Leur durée de vie est supérieure à 10 millions de cycles et l'erreur de retour élastique est de 2 %. Des pièces fabriquées par deux fournisseurs locaux ont cédé après seulement 1,5 million de cycles de fatigue en raison d'une zone affectée thermiquement (ZAT) excessive, ce qui a entraîné l'arrêt du développement du projet et des pertes en R&D .
Plan de fabrication LS
- Grâce à l'analyse par éléments finis, nous modifions la trajectoire de coupe afin d'éviter l'accumulation de chaleur en un point précis. Pour le traitement à froid, nous utilisons un laser pulsé de 50 W à faisceau de haute qualité et à durée d'impulsion ultracourte de 15 ns.
- Nous utilisons des dispositifs d'adsorption sous vide en circuit fermé et effectuons la découpe à l'azote de haute pureté (99,999 %) sous une pression de 1,8 MPa . De ce fait, la zone affectée thermiquement (ZAT) n'est que de 8 µm, soit plus du double de la norme industrielle de 20 µm.
- Grâce à un contrôle très précis de la température , les contraintes résiduelles sont totalement éliminées par un revenu à 260 °C pendant 45 minutes, une mesure de contrôle de la température rare et très détaillée dans l'industrie.
Résultats du projet
Le produit final a passé avec succès 10 millions de cycles de fatigue à pleine charge sans fissures ni bavures sur la surface de coupe, et sa précision élastique était conforme aux normes . Nous avons réalisé un prototypage rapide en seulement 5 jours et, grâce à notre algorithme d'optimisation d'imbrication exclusif, nous avons aidé le client à réduire ses coûts d'approvisionnement en matières premières de 18 %, soit une économie annuelle de plus de 23 000 $ sur les coûts des matériaux . Finalement, le client a signé un contrat de coopération exclusif de production en série de 3 ans et nous a désignés comme son fournisseur principal en Grande Chine.
Cet exemple illustre parfaitement l'efficacité de nos procédés perfectionnés. Contactez-nous pour répondre aux normes de traitement de pointe du secteur médical et découvrir d'autres exemples de produits haut de gamme sur mesure. Nous proposons des services de découpe laser de précision et de fabrication de ressorts plats personnalisés.

FAQ
Q1 : Quelle est l'épaisseur maximale d'acier à ressort pouvant être traitée par votre service de découpe laser de ressorts de haute précision ?
Nous sommes en mesure d'usiner de manière très uniforme des aciers à ressort de toutes épaisseurs, de 0,05 mm à 6,0 mm, même des matériaux comme le 1095 et le 5160, qui sont parmi les plus courants. La perpendicularité des bords des pièces usinées est de 0,5, ce qui est suffisant pour répondre aux exigences de charge de divers ressorts de précision industriels.
Q2 : L'acier à ressort va-t-il voir sa dureté ou ses propriétés mécaniques affectées lors de l'opération de découpe laser ?
La diminution de dureté du matériau soumis au faisceau laser est due à la vitesse de refroidissement élevée, probablement liée au recuit de décarburation. Nous utilisons un laser à impulsions ultracourtes associé à de l'azote froid sous haute pression pour éliminer rapidement les scories. La zone résiduelle du recuit est quasi nulle, préservant ainsi les propriétés mécaniques du matériau.
Q3 : Quelles mesures LS Manufacturing prend-elle pour maintenir les tolérances dimensionnelles des pièces de ressort découpées au laser ?
Nos machines de découpe laser sont équipées de moteurs linéaires de précision (0,005 mm) et de systèmes de rétroaction en boucle fermée utilisant des règles graduées. Les tolérances dimensionnelles des ressorts, pour la production en série, sont maintenues de manière stable entre 0,01 mm et 0,03 mm.
Q4 : Pouvez-vous me faire des suggestions de conception pour la fabrication (DFM) concernant mes conceptions de ressorts plats personnalisés afin de réduire les coûts de production ?
Bien entendu, il vous suffit de nous envoyer vos dessins et notre équipe d'ingénieurs spécialisés en ressorts effectuera une analyse de faisabilité DFM sous 24 heures. Parallèlement, ils pourront optimiser l'espacement des trous, le rayon des angles et la structure de la disposition afin d' améliorer l'utilisation des matériaux, d'éliminer les défauts de concentration de contraintes et de réduire les coûts de production en série .
Q5 : Quel type d'acier à ressort avez-vous habituellement en stock pour une fabrication sur mesure à délai d'exécution rapide ?
Nous disposons d'un large stock d'aciers à ressort. Notre inventaire comprend les aciers à haute teneur en carbone 1074 et 1095, l'acier allié 5160 ainsi que les aciers inoxydables 301 et 17-7PH. Ces matériaux offrent de nombreuses possibilités de personnalisation. Nos stocks importants nous permettent de répondre rapidement aux commandes de nos clients ; dans la plupart des cas, le premier échantillon peut être livré sous 48 heures.
Q6 : Pourquoi l'azote est-il préféré à l'oxygène lors de la réalisation d'un service de laser sur ressort plat personnalisé ?
L'utilisation d'oxygène comme gaz de coupe engendre une couche d'oxyde très épaisse, associée à une décarburation, qui fragilise le métal du ressort et réduit considérablement sa durée de vie . L'utilisation d'azote de haute pureté génère une atmosphère inerte et protectrice. Ainsi, la coupe reste nette et exempte d'oxydation, et les propriétés mécaniques initiales du matériau sont préservées.
Q7 : Avez-vous une quantité minimale de commande (MOQ) pour les commandes de découpe laser de ressorts de haute précision ?
Il n'y a pas de quantité minimale de commande. Que ce soit un simple échantillon pour des tests de R&D ou une commande de production en grande série de centaines de milliers de pièces, vous bénéficierez de la même qualité d'usinage de précision et des mêmes services de contrôle qualité standardisés.
Q8 : Quels rapports d'inspection vais-je recevoir avec mon lot de composants en acier à ressort découpés au laser ?
Nos produits sont livrés par lots, chacun accompagné d'un dossier complet de traçabilité . Vous recevrez des rapports sur la composition des matières premières, les résultats des essais de dureté Vickers, des rapports dimensionnels de précision bidimensionnelle et des certificats de traitement thermique. Ces documents attestent que la qualité des articles achetés est conforme aux normes et qu'elle est traçable.
Résumé
La découpe laser de l'acier à ressort selon des spécifications exactes ne se limite pas à déterminer les dimensions à découper ; elle implique également une gestion minutieuse de la structure du métal, des contraintes thermiques et de la qualité des bords coupés grâce à une ingénierie poussée.
Les services professionnels de découpe laser de haute précision, grâce à leur parfaite maîtrise des matériaux, leurs paramètres de processus éprouvés et leurs systèmes de contrôle qualité rigoureux, permettent de prévenir la rupture par fatigue des ressorts dès leur conception. Le recours à des prestataires experts en usinage d'acier à ressort est essentiel au bon fonctionnement des équipements haut de gamme et à la qualité des produits.
Ne laissez pas des finitions imparfaites et des casses fréquentes nuire à la réputation de votre équipement haut de gamme. LS Manufacturing vous propose les solutions de découpe laser de précision les plus performantes du marché pour les ressorts plats sur mesure, couvrant l'ensemble du processus, du prototypage à la production en série à l'échelle mondiale, dans le respect des réglementations. Nous nous engageons à répondre à vos demandes sous 24 heures et à vous fournir une analyse coûts-avantages complète réalisée par nos ingénieurs R&D expérimentés, incluant l'adéquation des matériaux, la comptabilité analytique et l'analyse de fabricabilité (DFM).
Veuillez cliquer sur le bouton « Obtenir un devis » pour télécharger vos dessins de conception au format DXF/STEP ou pour planifier directement un échange technique approfondi et personnalisé avec nos experts en ingénierie en ligne.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


