
Высокоточная лазерная резка пружинной стали — это процесс резки с контролем температуры на микронном уровне, предназначенный в основном для плоских пружин. Он полностью устраняет проблемы, возникающие в отрасли при традиционной обработке, такие как термическое повреждение, микротрещины и разрушение упругости . Он позволяет строго ограничить зону термического воздействия до 20 мкм, обеспечивая допуск по размерам 0,01 мм, и одновременно максимально сохраняет механические свойства пружинной стали. В мировой индустрии высокоточной обработки плоские пружины, изготовленные на заказ, отличаются очень точным восстановлением упругости и хорошей усталостной прочностью. В то же время многие покупатели сталкиваются с нехваткой деталей и простоями оборудования из-за некачественных процессов резки.
Пружинная сталь — это металл, чрезвычайно чувствительный к температуре. Традиционная высокотемпературная лазерная резка может вызывать изменения в металлографической структуре материала. Компания LS Manufacturing, используя запатентованную систему процессов, решает эту проблему, обеспечивая стабильность пружин при высокочастотной циклической эксплуатации.

Краткий обзор основных процессов высокоточной лазерной резки пружин.
В этой главе обобщены основные технологические стандарты и особенности лазерной резки пружинной стали, что позволяет сотрудникам отдела закупок быстро определять основные требования к обработке и предотвращать распространенные проблемы, связанные с качеством обработки.
| Параметры процесса | Основные технические стандарты | Негативные последствия | Основные преимущества для клиентов |
| Контроль зоны термического воздействия (ЗТВ). | ≤20 мкм | Обезуглероживание материала, усталостное разрушение | Увеличенный срок службы пружинного цикла |
| Технические характеристики вспомогательного газа | Чистота азота ≥99,999% , давление 1,6-2,0 МПа | Окисление на переднем крае процесса, невозможность последующего электролитического осаждения. | Исключает вторичную обработку маринадом , сокращает время доставки. |
| Процесс снятия стресса | Выдержка при температуре 250–350 °C в течение 30–60 минут. | Остаточная концентрация напряжений, образование микротрещин. | Восстанавливает первоначальную усталостную прочность пружины. |
| Шероховатость поверхности | Ra 0,4 мкм - Ra 0,8 мкм | Накопление шлака по краям, трещина концентрации напряжений. | Нет необходимости в дополнительной шлифовке, нет вторичных повреждений . |
| Допуски на размеры | Стабильность ±0,01 мм | Отклонение при сборке, чрезмерная погрешность эластичности . | Адаптируется к стандартам высокоточной сборки оборудования. |
Основные выводы:
- Управление тепловым режимом является важнейшим фактором: чтобы избежать локального обезуглероживания кромок пружинной стали, зону термического воздействия (ЗТВ) следует контролировать до 20 мкм с помощью импульсного лазера.
- Основной выбор газа: Азот под высоким давлением чистотой 99,999% — единственный вариант, позволяющий избежать окисления обрабатываемой поверхности при резке пружинной стали из нержавеющей стали 17-7PH или 301.
- Снятие напряжений обязательно: остаточные напряжения, возникающие в процессе лазерной резки, должны быть устранены путем отпуска при температуре 250–350 °C, чтобы восстановить усталостную прочность плоской пружины.
- Критерии принятия решения: Ищите поставщиков, способных оптимизировать проектирование чертежей с учетом технологичности производства (DFM) , имеющих онлайн-мониторинг размеров с помощью статистического контроля процессов (SPC) и предоставляющих прослеживаемые отчеты о результатах испытаний на твердость.
Почему стоит доверять услугам высокоточной лазерной резки и опыту компании LS Manufacturing в производстве пружинной стали?
Наша команда обладает обширным опытом в области обработки пружин и может точно решать различные задачи по резке пружинной стали. Благодаря нашему опыту мы можем производить пружины, соответствующие стандартам ведущих промышленных предприятий . Косвенные испытания резки пружинной стали различных марок показали, что более 90% отказов пружин происходит из-за недостаточного контроля параметров процесса, а не из-за проблем с сырьем.
Мы применяем существующую систему контроля качества массового производства IATF 16949 , что позволяет нам обеспечить полную прослеживаемость параметров процесса . Обычные производители, заботящиеся только о соответствии размеров, не замечают реальных изменений в металлографической структуре, которые часто означают усталость. Наш метод регулирования температуры в очень малом масштабе позволяет удвоить долговечность пружин. Высококачественная прецизионная лазерная резка является основой для обеспечения стабильности продукции.
Наша работа соответствует стандарту ASTM A689-25 для обработки пружинной стали. Используя разработанные нами инструменты и эксклюзивную систему параметров, мы помогаем отрасли устранять такие проблемы, как деформация тонких пластин и образование шлака на толстых материалах , обеспечивая при этом точность, долговечность и экономичность. Идеально подходящая для сложных медицинских и аэрокосмических применений, наша экспертная услуга лазерной резки пружинной стали способна удовлетворить производственные требования к пружинам, изготовленным из самых разных сырьевых материалов.
Хотите быстро проверить целесообразность вашего решения по обработке пружин? Отправьте свои чертежи в любое время, чтобы получить бесплатный, индивидуальный анализ оптимизации DFM, который позволит точно избежать рисков обработки и сократить цикл НИОКР.

Почему нагрев влияет на точность лазерной резки деталей из пружинной стали?
Основная проблема при лазерной резке пружинной стали — это упрочнение кромок или локальное обезуглероживание , которое, по сути, является следствием чрезмерного нагрева. Компания LS Manufacturing использует волоконные лазеры с очень короткими импульсами, которые не только минимизируют зону термического воздействия (ЗТВ) до нескольких микрон, но и полностью предотвращают любое ухудшение механических свойств материала. Это гарантирует сохранение пружинами стабильности отскока даже при длительном использовании с высокой частотой . Это важнейшая технология для высококачественной лазерной резки пружинной стали .
Металлографические изменения материала, вызванные высокой температурой.
Длительная эксплуатация высокочастотных пружин увеличивает проявление дефектов материала. Термоконтроль лазерной резки является основой для предотвращения повреждения материала. В момент, когда температура лазерного луча достигает своего пика, температура на кромке пружинной стали может достичь температуры аустенитизации. В этом случае после охлаждения образуется мартенситная структура, которая является очень твердой и хрупкой.
Кроме того, выделяемое балкой тепло способно вызывать потери углерода, что, в свою очередь, приводит к образованию обезуглероженных зон, снижающих предел усталости плоской пружины, и поэтому эта деталь будет быстрее разрушаться при циклических нагрузках.
Поэтому пружина, вырезанная обычным лазером, может казаться идеально подходящей по размерам, но её внутренняя структура будет нарушена, и пружина не сможет стабильно работать в течение длительного времени.
Решение для оптимизации параметров низкотемпературной резки
Мы разработали совершенно новый набор параметров для холодной резки, позволяющий решить проблему термических повреждений. Оптимизация зерна при лазерной резке может быть использована для улучшения микроструктуры режущей кромки. Конкретные стандарты контроля:
- Диапазон частоты импульсов зафиксирован и стабильно поддерживается в пределах от 2000 Гц до 3500 Гц, что значительно снижает количество тепловой энергии, выделяемой одним лазерным импульсом.
- Использование режима сверхнизкой линейной энергии предотвратит чрезмерное увеличение размера краевых волокон.
- Мгновенная продувка воздушным потоком обеспечивает очень эффективное удаление остаточного тепла от режущей кромки.
По сравнению с традиционной непрерывной лазерной обработкой, эта технология позволяет максимально сохранить механические свойства исходного материала , что физически и структурно обеспечивает усталостную прочность пружины, и в то же время полностью исключает дефекты, связанные с термическим повреждением, присущие пружинной стали, обработанной традиционным лазером.
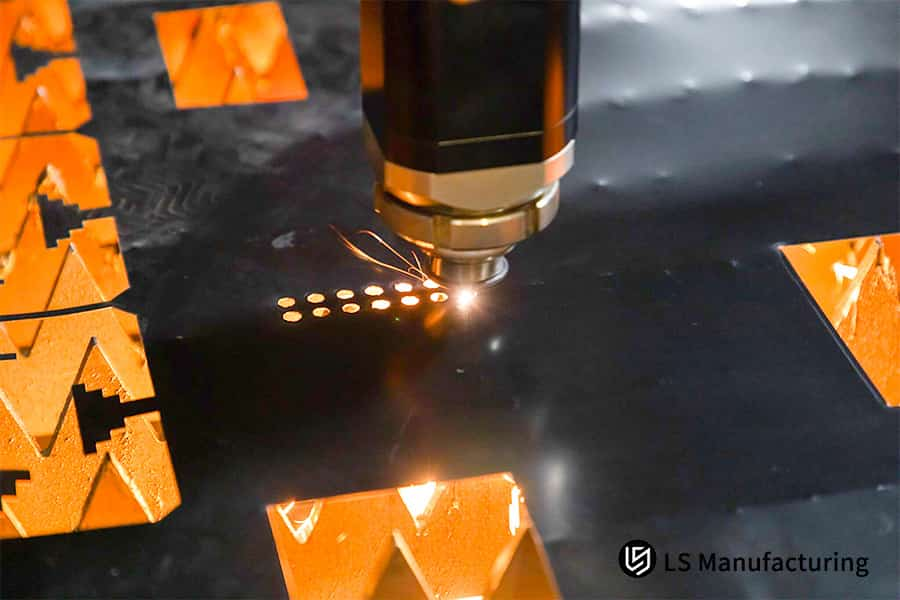
Рисунок 1: Крупный план лазерной резки пружинной стали, демонстрирующий искры и выделение тепла.
Как лазерная обработка плоских пружин на заказ может предотвратить микротрещины в материале и усталостное разрушение?
Предотвращение микротрещин и усталостных разрушений в основном зависит от тщательной доработки конструкции начальной точки лазерной резки и подбора скорости резки кромки. Точная настройка динамического баланса между формой лазерного луча и расплавленной ванной обеспечивает гладкие кромки без микроскопических разрывов, тем самым продлевая срок службы изделия. Это основной технологический стандарт для высококачественной лазерной резки плоских пружин на заказ .
Оптимизированный процесс резки для предотвращения образования трещин.
Точность выравнивания при резке пружин напрямую влияет на качество резки. Ключевым моментом в прецизионной обработке пружин является предотвращение образования трещин во время лазерной резки . Известно, что методы вертикальной перфорации вызывают более высокое термическое напряжение в месте резки, что приводит к образованию постоянных микротрещин. Поэтому на каждом этапе мы используем метод прогрессивной дугообразной резки в сочетании с технологией частотно-модулированных импульсов для рассеивания локального тепловыделения и предотвращения образования трещин в их источнике.
Стандарты точного контроля скорости резки
Одной из основных причин образования шлака и трещин является дисбаланс скорости резки. Калибровка скорости лазерной резки обеспечивает стабильность процесса и устанавливает жесткие нормы скорости для пружин различной толщины. Основные точки контроля:
- Демпфирующая пружина толщиной 0,5 мм: фиксируется в диапазоне постоянной скорости резания от 4,5 м/мин до 5,2 м/мин.
- Работа на чрезмерно высокой скорости приводит к постепенному накоплению тепла, вызывая размягчение материала во время отжига.
- Чрезмерно высокая скорость приводит к накоплению шлака у нижнего края, концентрация напряжений вызывает растрескивание.
Строго придерживаясь заданных параметров, мы можем поддерживать шероховатость поверхности среза на уровне Ra 0,4 мкм - Ra 0,8 мкм, обеспечивая отсутствие микроскопических дефектов. Таким образом, это полностью соответствует стандартам качества высокоточной лазерной резки пружин.
Если вам необходимо максимально точно подобрать параметры резки, соответствующие определенной толщине пружины, вы всегда можете обратиться к нашим специалистам за бесплатной оценкой стоимости процесса обработки , то есть за оптимальным балансом между высочайшим качеством и разумной экономической эффективностью.
Какие параметры обеспечивают высокоточную лазерную резку пружин из тонколистовых материалов?
Лазерная резка сверхтонких листов пружинной стали с ультравысокой точностью (0,1–1,0 мм) основана на использовании чрезвычайно малых сфокусированных лазерных пятен и очень строгих критериев крепления . Компания LS Manufacturing использует сверхтонкое фокусное пятно луча размером 20 мкм и вакуумную адсорбционную платформу, что исключает любую деформацию тонких листовых заготовок. Благодаря этому легко достигается сверхвысокая точность размеров 0,01 мм, что является прекрасным примером стандартоввысокоточной лазерной резки пружинной стали .
Настройка основных параметров лазерного луча
Фокусировка лазера на тонких листах является ключом к точности обработки тонких листов. Для обработки сверхтонкой пружинной стали, например, высокоточных диафрагменных пружин толщиной 0,2 мм, мы используем эксклюзивные параметры лазерного луча: добротность луча M1.1 в сочетании с фокусным расстоянием фокусирующей линзы 50 мм , что позволяет получить очень тонкое лазерное пятно при минимизации термического повреждения материала.
Инструменты для предотвращения деформации и система управления с обратной связью
Тонкий листовой металл очень восприимчив к вибрации и деформации, что является серьезной проблемой в отрасли. Лазерная резка для стабилизации плоского металла может полностью решить эту проблему. Мы делаем это с помощью двухэтапного подхода:
- После самопроявления используется высокоточное вакуумно-отводное адсорбционное приспособление, обеспечивающее абсолютную плоскостность листового металла на протяжении всего рабочего цикла.
- Обеспечьте возможность компенсации отклонений размеров в реальном времени с помощью системы управления с замкнутым контуром на основе решетчатой линейки .
- Возможна обработка сложных контуров, таких как эвольвентные кривые и пористые сетки, со стабильной точностью до 0,01 мм.
Вся эта система полностью соответствует очень строгим требованиям к индивидуальным спецификациям медицинских и аэрокосмических датчиков , представляя собой, таким образом, последнюю техническую поддержку высокоточной услуги по резке плоских пружин.
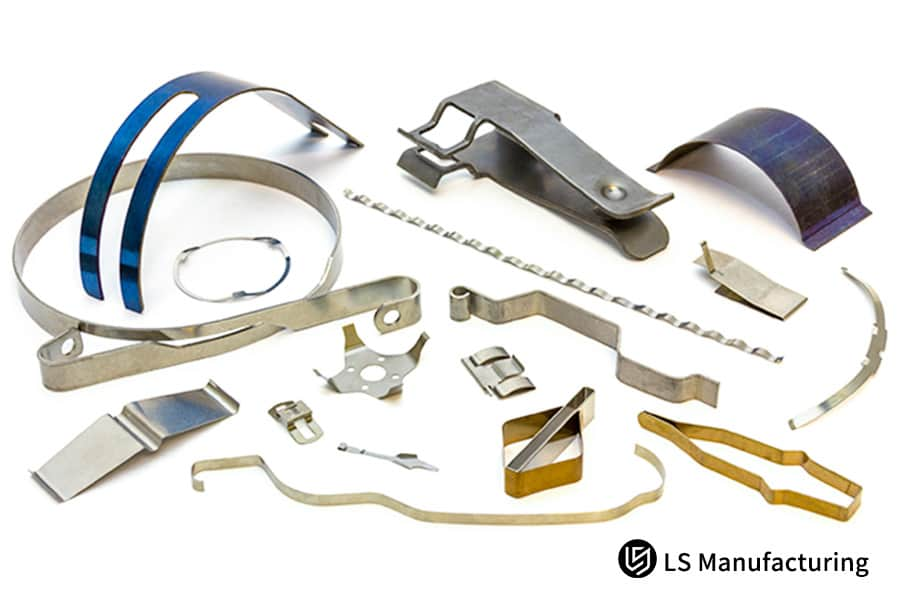
Рисунок 2: Разнообразные детали из пружинной стали, вырезанные с помощью высокоточной лазерной резки, со сложными формами и отверстиями.
Почему выбор вспомогательного газа имеет решающее значение для оптимизации лазерной резки пружинной стали?
Именно чистота и давление вспомогательного газа в первую очередь определяют антиокислительные свойства и, как следствие, свариваемость/способность к гальваническому покрытию обрезанной пружины. Поэтому мы твердо придерживаемся принципа использования в качестве вспомогательного газа азота высокого давления чистотой 99,999% . Это полностью удалит любой оксидный слой на кромке среза, позволит сэкономить на крайне неудобных процессах вторичного травления и одновременно значительно повысит качество готовой продукции из пружинной стали, вырезанной лазером .
Изменения качества работы в результате применения различных вспомогательных газов
Антиоксидантная защита пружин из нержавеющей стали полностью зависит от защиты вспомогательным газом. Очистка газа при лазерной резке напрямую определяет чистоту реза . При резке пружин из нержавеющей стали, таких как 301 и 17-7PH, использование воздуха или азота низкой чистоты может привести к образованию твердого и хрупкого слоя черного оксида хрома толщиной 5–10 мкм , который легко подвергается коррозии под напряжением и отслаиванию поверхности.
Преимущества использования азота высокой чистоты для резки
Для плавки и резки мы используем азот высокой чистоты под высоким давлением 1,6–2,0 МПа. Технология очистки расплавленного металла с помощью лазерной резки позволяет эффективно и быстро удалять расплавленный металл. Наиболее существенные преимущества заключаются в двух аспектах:
- Быстрый поток воздуха легко удаляет расплавленный металл, в результате чего получается яркая, красивая серебристая поверхность среза.
- Кроме того, исходный пассивирующий слой материала полностью сохранен, что позволяет использовать заготовку непосредственно для дальнейшей обработки без необходимости вторичной обработки .
Кроме того, эта технология полностью исключает работы по травлению кислотой и полировке готового изделия, что значительно сокращает время доставки по цепочке поставок , снижает общие затраты на обработку и одновременно подчеркивает отличительные преимущества специализированной услуги высокоточной лазерной резки.
| Материал из пружинной стали | Совместимый вспомогательный газ | Стандарт чистоты газа | Рабочее давление | Режущий эффект |
| Нержавеющая сталь 301 | Азот высокой чистоты | ≥99,999% | 1,6-1,8 МПа | Яркий серебристый цвет, без окисления, без обезуглероживающего слоя. |
| Нержавеющая сталь 17-7PH | Азот высокой чистоты | ≥99,999% | 1,8-2,0 МПа | Не образует окалины из оксида хрома, может быть нанесено непосредственно методом электролитического осаждения. |
| Высокоуглеродистая сталь 1074/1095 | Азот высокой чистоты | ≥99,995% | 1,5-1,7 МПа | Предотвращает пригорание углеродного элемента, сохраняет твердость. |
| Легированная сталь 5160 | Азот высокой чистоты | ≥99,995% | 1,7-1,9 МПа | Стабильная металлографическая структура, отсутствие охрупчивания. |

Рисунок 3: Техническая схема процесса лазерной резки пружинной стали с использованием газа.
Как поставщик услуг лазерной резки пружинной стали премиум-класса может снизить накопление окалины?
Полное удаление шлака с нижнего края пружины — это важный фактор, отличающий одну фабрику по прецизионной лазерной резке от другой при оценке их технических возможностей. Компания LS Manufacturing добивается полного отсутствия шлака в нижней части среза благодаря тщательной настройке процесса, обеспечивающей оптимальное соотношение положения фокуса и высоты сопла , что позволяет клиентам сэкономить 100% на затратах на удаление заусенцев. Фактически, это можно считать одним из главных факторов, обеспечивающих высочайшее качество лазерной резки пружинной стали .
Основная идея слюноотделения
Образование конденсата происходит из-за застревания расплавленных остатков от режущей кромки. Уменьшение количества шлака от лазерной резки является важнейшей операцией для повышения качества обработки. Когда в процессе лазерной резки образуется расплавленный металл, если его быстро не удалить, металл прилипнет к нижнему краю разреза после затвердевания , образуя трудноудаляемый заусенец. Эта последующая шлифовка истончит пружину и испортит ее поверхность.
Специфические параметры для систем без шлака.
Мы разработали формулу смещения фокуса, которую используем только мы: Смещение фокуса = Толщина пластины × 0,3. Настройка фокуса лазерной резки позволяет устранить отрицательный режим фокусировки с помощью точного, стандартизированного управления параметрами:
- Для создания сверхзвукового концентрированного воздушного потока расстояние от сопла до пластины точно контролировалось в диапазоне 0,5–0,7 мм.
- Эффект перемешивания расплавленного металла соплом усиливается при использовании конического высокоскоростного сопла.
- Благодаря оптимизированному углу воздушного потока полностью предотвращается образование металлических отложений .
| Режим обработки | Высота шлака | Требования к постобработке | Риск вторичного ущерба |
| Традиционная лазерная резка | ≈0,15 мм | Требуется ручная шлифовка и полировка. | Чрезвычайно высокая температура, легко приводящая к неравномерной толщине. |
| Оптимизированный производственный процесс LS | ≤0,01 мм | Дополнительная обработка не требуется. | Вторичных повреждений нет. |
Эта система параметров обеспечивает высокоточную резку плоских пружин, позволяя добиться формовки без последующей обработки, что значительно повышает эффективность поставок и гарантирует внешний вид и структурную целостность компонентов пружин, вырезанных лазером. Для индивидуальных решений по обработке без шлака для вашей продукции, пожалуйста, отправьте свои чертежи напрямую, чтобы быстро получить точную смету и индивидуальный план процесса.
Рисунок 4: Набор изготовленных на заказ плоских пружин с гладкими, чистыми краями, демонстрирующий уменьшение количества шлака.
Какие вторичные операции выполняют надежные поставщики услуг лазерной обработки плоских пружин на заказ?
Помимо получения превосходного качества лазерной резки, ключевыми факторами, определяющими срок службы плоских пружин, являются методы постобработки, такие как снятие напряжений путем отпуска и дробеструйной обработки. Компания LS Manufacturing контролирует температуру отпуска для снятия напряжений на всех деталях после лазерной резки, чтобы активировать высокий предел упругости пружинной стали, что обеспечивает полный контроль качества при изготовлении плоских пружин на заказ с помощью лазерной резки.
Процесс закалки для снятия остаточного напряжения
Лазерная обработка для снятия напряжений является ключевым фактором продления срока службы пружин. Лазерная резка позволяет устранить остаточные напряжения, возникающие в процессе обработки. Мгновенная высокая температура лазера может создавать незначительные остаточные растягивающие напряжения, ускоряя распространение трещин . Мы разработали стандартизированный процесс: в течение 15 минут после резки пружина помещается в печь для закалки и выдерживается при температуре 280–320 °C в течение 30–60 минут для преобразования вредных растягивающих напряжений в стабильные сжимающие напряжения.
Высокотехнологичная технология упрочнения методом дробеструйной обработки для увеличения срока службы.
Лазерная резка для упрочнения поверхности — отличный способ повысить прочность деталей, изготовленных на заказ и требующих длительного срока службы. Наш процесс дробеструйной обработки — это очень мощная и эффективная технология для увеличения усталостной долговечности компонентов, отвечающая самым современным стандартам:
- Поверхность бомбардируется высокоточной стальной дробью диаметром 0,1 мм.
- Образование плотного слоя остаточных сжимающих напряжений на поверхности пружины.
- Увеличьте срок службы пружин более чем на 200%.
Такая тщательная постобработка позволит полностью исключить риск усталостного разрушения, предотвратить проблемы с качеством послепродажного обслуживания и, в конечном итоге, повысить срок службы и стабильность высокоточных изделий, изготовленных методом лазерной резки пружин.
| Этапы постобработки | Технологическая температура | Время удержания | Подходящая толщина пластины | Эффект основного преимущества |
| Стандартная закалка для снятия напряжений | 250°C-280°C | 30 мин | 0,1 мм-0,3 мм | Устраняет микронапряжения в тонких пластинах, предотвращает деформацию . |
| Усиление закалки для снятия напряжений | 280°C-320°C | 45 мин | 0,3 мм-1,0 мм | Значительно повышает устойчивость к усталости. |
| Высокотемпературная стабильная закалка | 320°C-350°C | 60 мин | 1,0 мм-6,0 мм | Тщательно устраняет глубокое остаточное напряжение. |
| Точная дробеструйная обработка | Комнатная температура | 20 мин | Для изготовления прецизионных деталей на заказ с полной толщиной. | Срок службы увеличился более чем на 200% . |
Как оценить возможности и стоимость услуги по точной резке плоских пружин?
При выборе поставщиков, специализирующихся на резке плоских пружин, не стоит сосредотачиваться исключительно на почасовой стоимости резки. Необходимо тщательно оценить их возможности по расчету DFM (проектирование для производства), скорость прототипирования и контроль процессов статистического контроля (SPC) , которые способствуют долгосрочному серийному производству. Компания LS Manufacturing предлагает оперативное предоставление коммерческого предложения в течение 24 часов и бесплатную оптимизацию DFM, что позволяет не только сократить цикл разработки вашего нового проекта до 40% , но и обеспечить полную модернизацию услуг по точной резке плоских пружин .
Основные критерии оценки профессиональных поставщиков
При проверке качества изготовления пружин на заказ основное внимание следует уделять контролю качества от начала до конца. Одним из решающих факторов при выборе отличных поставщиков является их возможности лазерной резки. Хорошие производители, помимо предоставления услуг резки, также изменяют структуру изделия, чтобы его можно было использовать в массовом производстве . Влияние ширины пропила и коэффициента упругого восстановления на жесткость пружины должно быть точно определено при наличии чертежей в формате STEP/DXF.
Система контроля качества и обеспечения поставок для массового производства
Для обеспечения качества мы используем двойную систему сертификации, а стабильность качества лазерной резки гарантирует стабильное качество массового производства и полную прослеживаемость процесса. Основные гарантии заключаются в следующем:
- Соответствует двум системам управления качеством: ISO 9001 и IATF 16949 .
- Возможность плавно переключаться с производства единичных прототипов на серийное производство, выпускающее даже сотни тысяч единиц продукции.
- Выдача полного комплекта отчетов по каждой отгрузке, включая сертификаты на материалы, результаты испытаний на твердость и данные о размерах.
Эта обширная система контроля качества разработана для того, чтобы гарантировать соответствие компонентов пружин, вырезанных лазером, строгим стандартам приемки, принятым при закупке высококачественной продукции за рубежом, а также для обеспечения постоянного соответствия нашего процесса лазерной резки пружинной стали отраслевым стандартам , что гарантирует стабильное качество массового производства.
Пример из практики LS Manufacturing: Изготовление на заказ плоской пружины диафрагмы из нержавеющей стали 301 для медицинской промышленности с помощью лазера.
В отличие от обычных промышленных стандартов, в высокотехнологичном медицинском оборудовании используются прецизионные пружины, которые не только должны служить гораздо дольше, но и требовать очень высокой точности, поскольку даже небольшие дефекты в процессе обработки могут привести к неисправности оборудования. В данной статье представлен пример использования запатентованного процесса холодной обработки для устранения усталостного разрушения в сверхтонких диафрагменных пружинах из нержавеющей стали, что наглядно демонстрирует ключевые преимущества прецизионной обработки и внедрения высокоточного решения для лазерной резки пружин.
Основные проблемы клиентов
Один из ведущих производителей высококачественного медицинского оборудования в Северной Америке ищет изготовленные на заказ диафрагменные пружины из нержавеющей стали марки 301 толщиной 0,15 мм. Компания предъявляет очень строгие требования к лазерной резке, соответствующие медицинским стандартам. Эти компоненты играют важную роль в микрофлюидных насосах. Срок службы составляет более 10 миллионов циклов, а погрешность восстановления упругости — 2%. Детали, изготовленные двумя местными поставщиками, вышли из строя всего после 1,5 миллионов циклов усталости из-за чрезмерной зоны термического воздействия (ЗТВ), что привело к остановке разработки проекта и убыткам в НИОКР .
План производства LS
- С помощью анализа методом конечных элементов мы изменяем траекторию резки, чтобы предотвратить накопление тепла в одной точке. Для холодной обработки мы используем импульсный лазер мощностью 50 Вт с высоким качеством луча и сверхкороткой длительностью импульса 15 нс.
- Мы используем вакуумные адсорбционные устройства с замкнутым контуром и проводим резку с помощью высокочистого азота (99,999%) при давлении 1,8 МПа . В результате зона термического воздействия составляет всего 8 мкм, что более чем в два раза превышает отраслевой стандарт в 20 мкм.
- Благодаря очень точному контролю температуры , остаточные напряжения полностью снимаются путем отпуска при температуре 260°C в течение 45 минут — редкий и очень детальный метод контроля температуры в отрасли.
Результаты проекта
Готовый продукт успешно выдержал 10 миллионов циклов усталостной прочности при полной нагрузке без трещин или заусенцев на поверхности среза, а точность упругости соответствовала стандартам . Мы выполнили быстрое прототипирование всего за 5 дней и, используя наш запатентованный алгоритм оптимизации раскроя, помогли клиенту сократить затраты на закупку сырья на 18%, что привело к ежегодной экономии на материалах более чем на 23 000 долларов . В итоге клиент согласился на 3-летний эксклюзивный контракт на сотрудничество в области массового производства и назвал нас своим основным поставщиком в Большом Китае.
Этот пример наглядно демонстрирует эффективность усовершенствованных процессов. Свяжитесь с нами, если вы хотите соответствовать высоким стандартам обработки медицинского назначения и ознакомиться с другими примерами высококачественных изделий, изготовленных на заказ, для создания индивидуальных решений в области лазерной обработки плоских пружин и прецизионной лазерной резки.

Часто задаваемые вопросы
В1: Какова максимальная толщина пружинной стали, которую может обрабатывать ваша высокоточная лазерная резка пружин?
Мы способны обрабатывать пружинную сталь любой толщины от 0,05 мм до 6,0 мм с высокой степенью равномерности, включая такие материалы, как 1095 и 5160, которые являются двумя наиболее распространенными. Перпендикулярность кромок обрабатываемых деталей составляет 0,5, что достаточно для нагрузок, предъявляемых к различным промышленным прецизионным пружинам.
В2: Пружинная сталь изменит свои твердость или механические свойства в процессе лазерной резки?
Снижение твердости материала, подвергнутого воздействию лазерного луча, обусловлено высокой скоростью охлаждения, и мы полагаем, что это связано с обезуглероживающим отжигом. Мы используем сверхкороткоимпульсный лазер с холодным азотом высокого давления для быстрого удаления шлака, в результате чего площадь поверхности, оставшаяся после отжига, практически равна нулю, поэтому механические свойства материала хорошо сохраняются.
В3: Какие меры принимает компания LS Manufacturing для поддержания допусков по размерам деталей пружин, вырезанных лазером?
Наши станки для лазерной резки оснащены прецизионными линейными двигателями с точностью до 0,005 мм и системами обратной связи с замкнутым контуром, использующими дифракционные линейки. Допуски на размеры пружин при серийном производстве стабильно поддерживаются в диапазоне от 0,01 мм до 0,03 мм.
В4: Можете ли вы дать рекомендации по DFM (проектированию с учетом технологичности производства) для моих нестандартных конструкций плоских пружин, чтобы снизить производственные затраты?
Разумеется, просто пришлите нам свои чертежи , и наша квалифицированная команда инженеров-изготовителей пружин проведет проверку на соответствие требованиям DFM в течение 24 часов, а также оптимизирует расстояние между отверстиями, радиус скругления углов и структуру компоновки для повышения эффективности использования материала, устранения дефектов, вызывающих концентрацию напряжений, и снижения затрат на серийное производство .
В5: Какие марки пружинной стали вы обычно держите на складе для оперативного изготовления изделий на заказ?
Мы постоянно поддерживаем большой запас пружинных сталей. В нашем ассортименте представлены высокоуглеродистая сталь 1074, 1095, легированная сталь 5160, а также нержавеющая сталь 301 и 17-7PH. Эти материалы позволяют нам предлагать широкий спектр вариантов изготовления на заказ. Наличие больших запасов позволяет нам быстро выполнять заказы клиентов; во многих случаях первый образец может быть доставлен в течение 48 часов.
В6: Почему при выполнении лазерной обработки плоских пружин на заказ предпочтительнее использовать азот, а не кислород ?
Использование кислорода в качестве газа для резки приводит к образованию очень толстого слоя оксида с обезуглероживанием, что делает пружинный металл хрупким и значительно сокращает срок его службы . Использование высокочистого азота создает инертную и защитную атмосферу. В результате рез остается чистым и свободным от окисления, а первоначальные механические свойства материала сохраняются.
В7: Есть ли у вас требования к минимальному объему заказа (MOQ) для заказов на высокоточную лазерную резку пружин?
Минимального объема заказа нет. Независимо от того, идет ли речь об одном образце для исследований и разработок или о крупносерийном производственном заказе на сотни тысяч единиц, вы получите преимущества от высококачественной прецизионной обработки и стандартизированных услуг по контролю качества.
В8: Какие протоколы контроля качества я получу вместе с партией деталей из пружинной стали, вырезанных лазером?
Наша продукция поставляется партиями, и каждая партия комплектуется полным набором документов, подтверждающих отслеживаемость . Вы получите отчеты о составе сырья, протоколы испытаний на твердость по Виккерсу, двухмерные отчеты о точных размерах и сертификаты процесса закалки. Эти документы подтвердят, что качество приобретаемой продукции соответствует стандартам и отслеживаемо.
Краткое содержание
Лазерная резка пружинной стали в точном соответствии с заданными размерами — это не просто определение необходимых параметров, но и тщательный контроль структуры металла, термических напряжений и качества кромок с помощью инженерных расчетов.
Профессиональные услуги высокоточной лазерной резки, основанные на глубоком понимании материала, отлаженных технологических параметрах и системах контроля качества, позволяют предотвратить усталостное разрушение пружин на этапе их изготовления. Квалифицированные специалисты по обработке пружинной стали играют решающую роль в обеспечении производительности высокотехнологичного оборудования и высокого качества продукции.
Не позволяйте некачественной обработке кромок и частым поломкам нанести ущерб репутации вашего высококачественного оборудования. Компания LS Manufacturing готова предоставить вам самые профессиональные в отрасли решения для высокоточной лазерной резки плоских пружин на заказ, охватывающие все этапы — от прототипирования до глобального массового производства в соответствии с требованиями. Мы обещаем ответить на ваши запросы в течение 24 часов и предоставить комплексный анализ затрат и выгод от наших ведущих инженеров-разработчиков, включая подбор материалов, учет затрат и анализ технологичности производства (DFM).
Пожалуйста, нажмите кнопку « Получить предложение », чтобы загрузить ваши проектные чертежи в формате DXF/STEP или напрямую запланируйте индивидуальную подробную техническую консультацию с нашими онлайн-экспертами.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


