
El servicio de corte láser de precisión para acero para muelles es un proceso de corte con control de temperatura a nivel micrométrico, principalmente para muelles planos. Elimina por completo los problemas de la industria derivados del procesamiento tradicional, como el daño por calor, las microfisuras y la pérdida de elasticidad . Es capaz de limitar estrictamente la zona afectada por el calor a 20 μm, logrando así una tolerancia dimensional de 0,01 mm, y al mismo tiempo, preserva al máximo las propiedades mecánicas del acero para muelles. En la fabricación de precisión global, los muelles planos personalizados ofrecen una recuperación muy precisa y una buena vida útil. Sin embargo, muchos compradores se enfrentan a la escasez de piezas y al tiempo de inactividad de los equipos debido a procesos de corte deficientes.
El acero para muelles es un metal extremadamente sensible a la temperatura. El corte láser tradicional a alta temperatura puede provocar cambios en la estructura metalográfica del material. LS Manufacturing, mediante un sistema de procesos propio, soluciona este problema, garantizando la estabilidad de los muelles durante su uso cíclico de alta frecuencia.

Breve descripción general de los procesos principales para el servicio de corte láser de precisión para resortes.
Este capítulo resume los principales estándares y características del proceso de corte láser de acero para muelles, lo que facilita al personal de compras la identificación rápida de los principales requisitos de procesamiento y les ayuda a evitar problemas comunes de calidad en el procesamiento.
| Dimensiones del proceso | Normas técnicas básicas | Consecuencias adversas | Beneficios principales para el cliente |
| Control de la zona afectada por el calor (ZAC) | ≤20 μm | Descarburación del material, fractura por fatiga | Ciclo de vida prolongado de la primavera |
| Especificaciones de gas auxiliar | Pureza del nitrógeno ≥99,999% , presión 1,6-2,0MPa | Oxidación de vanguardia, imposibilidad de someterse a galvanoplastia posterior. | Elimina el proceso de decapado secundario y acorta el tiempo de entrega. |
| Proceso de alivio del estrés | Templado a 250°C-350°C durante 30-60 minutos. | Concentración de tensiones residuales, iniciación de microfisuras. | Restaura la resistencia a la fatiga original del muelle. |
| Rugosidad superficial | Ra 0,4 μm - Ra 0,8 μm | Acumulación de escoria en los bordes, fractura por concentración de tensiones. | No es necesario realizar un pulido secundario, ni se producen daños secundarios . |
| Tolerancia dimensional | Estable ±0,01 mm | Desviación de montaje, error de elasticidad excesiva . | Se adapta a los estándares de ensamblaje de equipos de alta precisión. |
Conclusiones clave:
- La gestión del calor es un factor crucial: para evitar la descarburación localizada de los bordes del acero para muelles, la zona afectada por el calor (ZAC) debe controlarse a 20 μm mediante el uso de un láser pulsado.
- Selección del gas principal: El nitrógeno gaseoso a alta presión con una pureza del 99,999% es la única opción que se puede utilizar para evitar la oxidación del corte al cortar acero para muelles de acero inoxidable 17-7PH o 301.
- Es imprescindible aliviar las tensiones: Las tensiones residuales generadas durante el corte por láser deben eliminarse mediante un tratamiento térmico de alivio de tensiones a 250 ℃- 350 ℃ para que se pueda restablecer la vida útil del muelle plano.
- Criterios para la toma de decisiones: Busque proveedores que sean capaces de optimizar el diseño de planos DFM , que cuenten con monitoreo dimensional SPC en línea y que proporcionen informes de pruebas de dureza trazables.
¿Por qué confiar en el servicio de corte láser de precisión y la experiencia en la fabricación de acero para muelles de LS Manufacturing?
Nuestro equipo cuenta con una vasta experiencia en el mecanizado de muelles y puede resolver con precisión diferentes problemas de corte de acero para muelles. Gracias a nuestra experiencia, podemos fabricar resortes que cumplen con los estándares de la industria manufacturera más exigente . Pruebas indirectas realizadas en el corte de acero para resortes de diversas marcas revelaron que más del 90 % de las fallas en los resortes se deben a la falta de parámetros de proceso controlados adecuadamente, y no a problemas con las materias primas.
Aplicamos el sistema de control de calidad de producción en masa IATF 16949 , que nos permite una trazabilidad completa de los parámetros del proceso . Los fabricantes convencionales, que solo se preocupan por el cumplimiento dimensional, suelen ignorar los cambios en la estructura metalográfica, que a menudo provocan fatiga. Nuestro método de regulación de temperatura a pequeña escala puede duplicar la vida útil de los resortes. El servicio de corte láser de alta precisión es fundamental para garantizar la estabilidad del producto.
Nuestro trabajo cumple con la norma ASTM A689-25 para el procesamiento de acero para muelles. Mediante nuestras herramientas de desarrollo propio y nuestro exclusivo sistema de parámetros, ayudamos a la industria a eliminar problemas como la distorsión de placas delgadas y la adherencia de escoria en materiales gruesos , garantizando al mismo tiempo precisión, durabilidad y rentabilidad. Ideal para aplicaciones exigentes en los sectores médico y aeroespacial, nuestro servicio experto de corte láser de acero para muelles puede satisfacer las necesidades de producción de muelles fabricados con una amplia variedad de materias primas.
¿Desea verificar rápidamente la viabilidad de su solución de procesamiento de resortes? Envíe sus planos en cualquier momento para recibir un análisis de optimización DFM gratuito y personalizado, evitando con precisión los riesgos de procesamiento y acortando el ciclo de I+D.

¿Por qué el calor afecta a su servicio de corte láser de precisión para componentes de acero para muelles?
El principal problema al cortar acero para muelles con láser es el endurecimiento de los bordes o la descarburación localizada , que se debe esencialmente a la aplicación de demasiado calor. LS Manufacturing utiliza láseres de fibra de pulsos muy cortos que no solo minimizan la zona afectada por el calor (ZAC) a unas pocas micras, sino que también previenen por completo cualquier deterioro de las propiedades mecánicas del material. Esto garantiza que los muelles mantengan su estabilidad de rebote incluso con un uso prolongado y de alta frecuencia . Esta es la tecnología esencial para el corte láser de acero para muelles de alta calidad.
Cambios metalográficos en los materiales inducidos por altas temperaturas
El funcionamiento prolongado de resortes de alta frecuencia incrementa la aparición de defectos en el material. El control térmico durante el corte láser es fundamental para prevenir daños en el material. Cuando la temperatura del haz láser alcanza su valor máximo, la temperatura en el borde del acero para resortes puede llegar a la temperatura de austenización. En este caso, tras el enfriamiento, se formará una estructura martensítica muy dura y frágil.
Además, el calor que produce el haz es capaz de provocar la pérdida de carbono, lo que a su vez conduce a la formación de zonas descarburizadas que reducen el límite de fatiga del resorte plano y, por lo tanto , esta pieza se fracturará más rápidamente cuando se someta a esfuerzos cíclicos.
Por este motivo, un muelle cortado con un láser convencional puede parecer perfectamente dimensional, pero su estructura interna se verá comprometida y no podrá funcionar de forma estable durante un tiempo prolongado.
Solución de optimización de parámetros de corte a baja temperatura
Hemos desarrollado un conjunto de parámetros completamente nuevo para el corte en frío con el fin de solucionar el daño térmico. La optimización del grano del corte láser se puede utilizar para mejorar la microestructura del borde de corte. Los estándares de control específicos son:
- El rango de frecuencia de pulso está bloqueado y se controla de forma estable entre 2000 Hz y 3500 Hz, lo que reduce considerablemente la cantidad de energía térmica por pulso láser.
- El uso de un modo de entrada de energía lineal ultrabaja evitará que el grano del borde se vuelva demasiado grande.
- La purga instantánea mediante flujo de aire está coordinada para eliminar de forma muy eficiente el calor residual del borde cortado.
En comparación con el procesamiento láser continuo tradicional, esta técnica es capaz de preservar al máximo las propiedades mecánicas de la materia prima , lo que garantiza estructuralmente la resistencia a la fatiga del muelle y, al mismo tiempo, elimina por completo los defectos de daño térmico inherentes al acero para muelles cortado con láser tradicional.
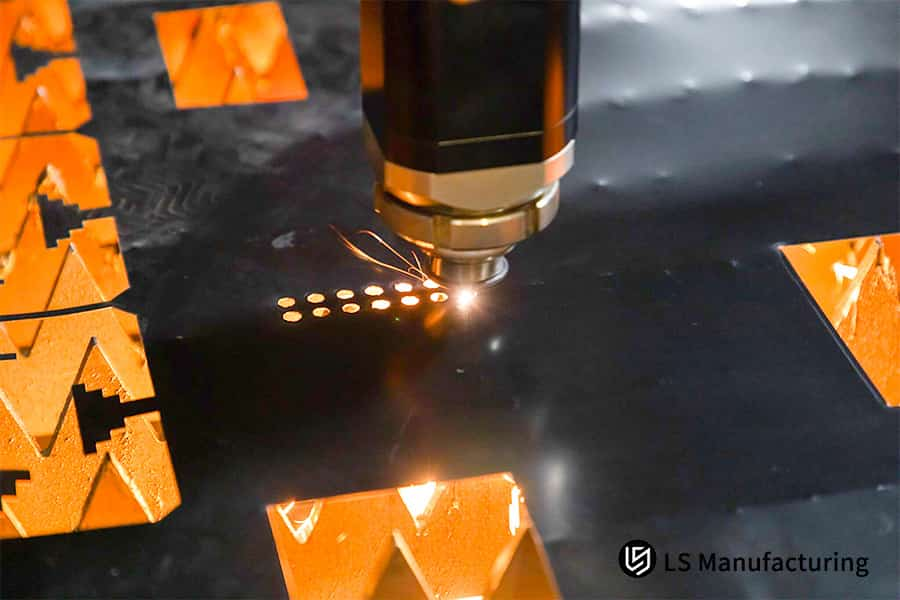
Figura 1: Primer plano del corte láser de acero para muelles, donde se aprecian las chispas y la generación de calor.
¿Cómo puede el servicio de corte láser personalizado de muelles planos prevenir la microfisuración y la fatiga del material?
La prevención de microfisuras y fallos por fatiga depende principalmente de una revisión exhaustiva del diseño del punto de inicio del corte láser y de la velocidad de corte de los bordes. Mediante un ajuste preciso del equilibrio dinámico entre la forma de onda del haz y el baño de fusión láser , garantizamos bordes de corte lisos y sin microfisuras, prolongando así la vida útil del producto. Este es el estándar de proceso fundamental para un servicio de corte láser de alta calidad para muelles planos personalizados .
Proceso de corte optimizado para evitar la formación de grietas.
La alineación precisa del corte de resortes influye directamente en la calidad del proceso. Un aspecto clave del mecanizado de precisión de resortes es la prevención de grietas durante el corte láser . Es sabido que los métodos de perforación vertical generan mayor tensión térmica en la zona, lo que provoca la aparición de microgrietas permanentes. Por ello, utilizamos un método de corte progresivo en forma de arco en cada etapa, combinado con tecnología de pulsos modulados en frecuencia, para disipar la acumulación de calor localizada y prevenir la formación de grietas en su origen.
Estándares de control preciso de la velocidad de corte
Una de las principales causas de acumulación de escoria y agrietamiento es el desequilibrio en la velocidad de corte. La calibración de la velocidad de corte láser garantiza las condiciones del proceso y, además, establece normas de velocidad estrictas para resortes de distintos espesores. Los puntos principales de control son:
- Muelle amortiguador con un espesor de 0,5 mm: Fijo dentro de un rango de velocidad de corte constante de 4,5 m/min a 5,2 m/min.
- El funcionamiento a una velocidad excesivamente alta produce una acumulación gradual de calor, lo que conlleva un ablandamiento del material durante el recocido.
- La velocidad excesiva provoca la acumulación de escoria en el borde inferior, y la concentración de tensiones conduce a la fractura.
Al respetar estrictamente los parámetros, podemos mantener la rugosidad de la superficie de corte de forma constante entre Ra 0,4 μm y Ra 0,8 μm, un corte libre de defectos microscópicos. Por lo tanto, cumple plenamente con los estándares de calidad del corte láser de alta precisión para resortes.
Si desea ser muy específico en la selección de los parámetros de corte que corresponden a un determinado grosor de muelle, siempre puede solicitar a nuestros expertos un presupuesto gratuito de los costes del proceso de mecanizado , es decir, un buen equilibrio entre la máxima calidad y una rentabilidad razonable.
¿Qué parámetros garantizan un corte láser de alta precisión para muelles en materiales de calibre fino?
El corte láser de chapas de acero para muelles extremadamente finas con una precisión ultra alta (0,1 mm - 1,0 mm) se basa en el uso de puntos láser extremadamente pequeños y criterios de sujeción muy estrictos . LS Manufacturing emplea un punto focal de haz ultrafino de 20 μm y una plataforma de adsorción al vacío combinados para eliminar cualquier deformación de las piezas de chapa fina, lo que permite obtener fácilmente una precisión dimensional ultra alta de 0,01 mm, un ejemplo perfecto de los estándares de procesosde corte láser de muelles de alta precisión .
Configuración de parámetros del haz láser principal
El enfoque láser en láminas delgadas es clave para la precisión en el mecanizado de este tipo de piezas. Para el mecanizado de acero para muelles ultrafino, por ejemplo, muelles de diafragma de alta precisión de 0,2 mm, utilizamos parámetros de haz exclusivos: factor de calidad del haz M1.1, combinado con una distancia focal de la lente de enfoque de 50 mm , lo que produce un punto láser muy fino a la vez que se minimiza el daño térmico al material.
Sistema de control de bucle cerrado y herramientas antideformación
Las láminas metálicas delgadas son muy susceptibles a la vibración y la deformación, lo que representa un problema importante para la industria. La estabilización plana mediante corte láser puede solucionar este problema por completo. Lo logramos mediante un enfoque doble:
- Tras un proceso de desarrollo propio, se utiliza un dispositivo de adsorción por desviación de vacío de alta precisión para garantizar la planitud absoluta de la chapa metálica durante todo el ciclo de trabajo.
- Facilita el uso de un sistema de control de circuito cerrado con regla de rejilla que permite compensar las desviaciones dimensionales en tiempo real.
- Es posible lograr un procesamiento de contornos complejos, como curvas involutas y mallas porosas, con una tolerancia estable de 0,01 mm.
Todo este sistema satisface por completo las estrictas especificaciones de personalización de los sensores médicos y aeroespaciales , representando así el último soporte técnico para el servicio de corte de resortes planos de alta precisión.
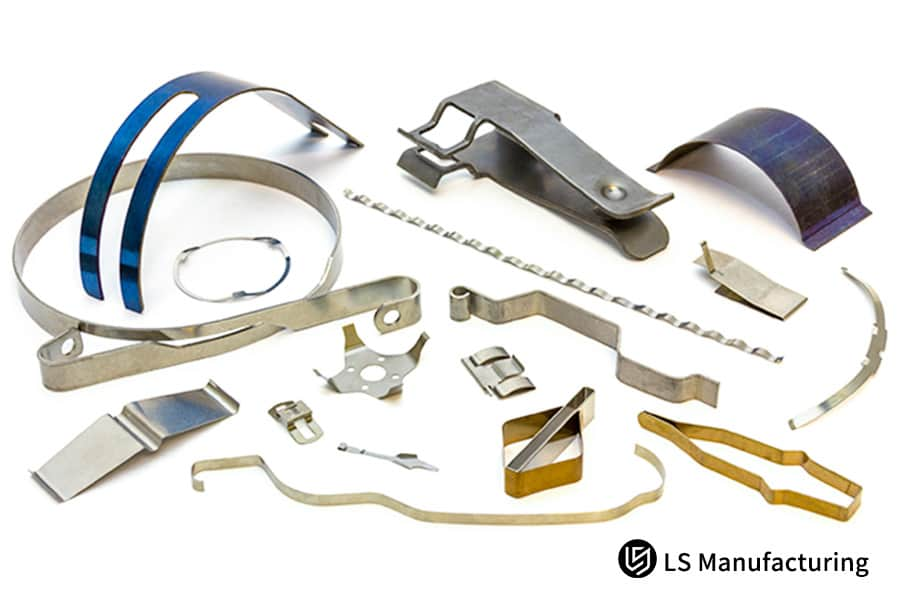
Figura 2: Variedad de componentes de acero para muelles cortados con láser de precisión, con formas y orificios complejos.
¿Por qué es fundamental la selección del gas auxiliar para la optimización del corte láser de acero para muelles?
La pureza y la presión del gas auxiliar son factores determinantes para la capacidad antioxidante y la soldabilidad/electrochapabilidad del corte del resorte. Por ello, insistimos en utilizar siempre nitrógeno a alta presión con una pureza del 99,999% como gas auxiliar . Esto elimina por completo cualquier capa de óxido en el borde de corte, ahorra el coste de los engorrosos procesos de decapado secundarios y, al mismo tiempo, mejora significativamente la calidad del producto final de acero para resortes cortado con láser .
Cambios en la calidad del trabajo resultantes de diferentes gases auxiliares
La protección antioxidante de los resortes de acero inoxidable depende completamente de la protección del gas auxiliar. La purificación del gas de corte láser determinará directamente la pureza del corte . Al cortar resortes de acero inoxidable como el 301 y el 17-7PH, el uso de aire o nitrógeno de baja pureza puede provocar la formación de una capa dura y quebradiza de óxido de cromo negro de 5 μm a 10 μm , que facilita la corrosión bajo tensión y el desprendimiento de la superficie.
Beneficios de usar nitrógeno de alta pureza para el corte
Empleamos nitrógeno de alta presión y alta pureza (1,6 MPa-2,0 MPa) para la fusión y el corte. La técnica de limpieza por corte láser permite eliminar el metal fundido de forma eficaz y rápida. Las ventajas más significativas son dos:
- El rápido flujo de aire elimina fácilmente el metal fundido, lo que da como resultado una superficie de corte brillante y de un hermoso color plateado.
- Además, la capa de pasivación original del material permanece completamente intacta, lo que permite que la pieza pase directamente a un procesamiento posterior sin necesidad de un tratamiento secundario .
Además, esta técnica prescinde por completo de los procesos de decapado ácido y pulido del producto terminado, lo que acorta considerablemente el tiempo de entrega de la cadena de suministro , reduce los costes generales de procesamiento y, al mismo tiempo, resalta las ventajas distintivas del servicio especializado de corte láser de precisión.
| material de acero para muelles | Gas auxiliar compatible | Estándar de pureza del gas | Presión de trabajo | Efecto de corte |
| Acero inoxidable 301 | Nitrógeno de alta pureza | ≥99,999% | 1,6-1,8 MPa | Color plata brillante, sin oxidación, sin capa descarburizada. |
| Acero inoxidable 17-7PH | Nitrógeno de alta pureza | ≥99,999% | 1,8-2,0 MPa | No se forma capa de óxido de cromo, por lo que se puede galvanizar directamente. |
| Acero de alto carbono 1074/1095 | Nitrógeno de alta pureza | ≥99,995% | 1,5-1,7 MPa | Evita la combustión del elemento carbonoso y mantiene la dureza. |
| Acero aleado 5160 | Nitrógeno de alta pureza | ≥99,995% | 1,7-1,9 MPa | Estructura metalográfica estable, sin fragilización. |

Figura 3: Diagrama técnico del proceso de corte láser asistido por gas para acero para muelles.
¿Cómo puede un proveedor de servicios de corte láser de acero para muelles de alta calidad reducir la acumulación de escoria?
La eliminación total de escoria del borde inferior de un resorte es un factor clave que distingue a una fábrica de corte láser de precisión de otra a la hora de evaluar sus capacidades técnicas. LS Manufacturing produce cero escoria en el fondo del corte mediante un ajuste preciso del proceso que alinea la proporción áurea entre la posición de enfoque y la altura de la boquilla , lo que permite a los clientes ahorrar el 100 % en costes de desbarbado. De hecho, este es un factor fundamental para un servicio de corte láser de acero para resortes de primera categoría.
La idea básica de Babear
El goteo se debe a que el residuo fundido del filo de corte se atasca. Reducir la escoria del corte láser es fundamental para mejorar la calidad del mecanizado. Cuando el proceso de corte láser genera metal fundido, si no se elimina rápidamente, el metal se adhiere al borde inferior del corte tras solidificarse , lo que da lugar a una rebaba persistente. Este posterior rectificado adelgaza el resorte y daña su superficie.
Ajustes de parámetros específicos para la eliminación de escoria
Hemos desarrollado una fórmula de compensación de enfoque que solo nosotros utilizamos: Compensación de enfoque = Grosor de la placa × 0,3. El ajuste de enfoque del corte láser permite corregir el modo de corte de enfoque negativo con un control de parámetros preciso y estandarizado:
- Para producir un flujo de aire concentrado supersónico, la distancia entre la boquilla y la placa se ha controlado con precisión a un valor de entre 0,5 mm y 0,7 mm.
- El efecto de agitación que produce la boquilla sobre el metal fundido se ve potenciado al utilizar una boquilla cónica de alta velocidad.
- La acumulación de residuos metálicos se evita por completo gracias a un ángulo de flujo de aire optimizado.
| Modo de procesamiento | Altura de la escoria | Requisitos de posprocesamiento | Riesgo de daños secundarios |
| Corte láser tradicional | ≈0,15 mm | Requiere lijado y pulido manual. | Extremadamente alto, lo que puede provocar fácilmente un grosor irregular. |
| Proceso optimizado de fabricación LS | ≤0,01 mm | No se requiere procesamiento secundario. | Sin daños secundarios. |
Este sistema de parámetros permite un servicio de corte de precisión de muelles planos, logrando un conformado sin postprocesamiento, lo que mejora significativamente la eficiencia de entrega y garantiza la apariencia y la integridad estructural de los componentes de muelle cortados con láser. Para soluciones de procesamiento sin escoria personalizadas para sus productos, envíe sus planos directamente para obtener rápidamente un presupuesto preciso y un plan de proceso a medida.
Figura 4: Colección de resortes planos personalizados con bordes lisos y limpios, que muestran la reducción de escoria.
¿Qué operaciones secundarias implementan los proveedores confiables de servicios de corte láser de resortes planos personalizados?
Además de lograr un excelente corte láser, las técnicas de postprocesamiento, como el alivio de tensiones mediante el templado y el granallado, son clave para determinar la vida útil de los resortes planos. LS Manufacturing controla la temperatura del templado para el alivio de tensiones en todas las piezas después del corte láser, activando así el límite elástico del acero para resortes y permitiendo un control de calidad total en el servicio de corte láser de resortes planos personalizados.
Proceso de templado para el alivio de tensiones residuales
El alivio de tensiones mediante láser es clave para prolongar la vida útil de los resortes. La eliminación de tensiones mediante corte láser elimina las tensiones residuales del proceso. La alta temperatura instantánea del láser puede generar pequeñas cantidades de tensión residual, acelerando la propagación de grietas . Hemos establecido un proceso estandarizado: dentro de los 15 minutos posteriores al corte, el resorte se coloca en un horno de templado y se mantiene a 280 °C-320 °C durante 30-60 minutos para convertir la tensión de tracción perjudicial en una tensión de compresión estable.
Proceso de fortalecimiento mediante granallado de alta gama para una vida útil prolongada.
El endurecimiento superficial mediante corte láser ofrece una excelente manera de aumentar la durabilidad de piezas personalizadas que requieren una larga vida útil. Nuestro proceso de granallado es una técnica muy potente y eficaz para mejorar la resistencia a la fatiga de los componentes, y cumple con los estándares más exigentes.
- La superficie es bombardeada con granalla de acero de alta precisión de 0,1 mm.
- La formación de una densa capa de tensión residual compresiva en la superficie del resorte.
- Aumenta la vida útil del ciclo de resorte en más del 200%.
Este exhaustivo posprocesamiento reducirá por completo el riesgo de fractura por fatiga, prevendrá problemas de calidad posventa y, en última instancia, mejorará la vida útil y la estabilidad de los productos de corte láser de alta precisión para resortes.
| Pasos de posprocesamiento | Temperatura del proceso | Tiempo de espera | Espesor de placa adecuado | Efecto del beneficio principal |
| Templado estándar para aliviar tensiones | 250°C-280°C | 30 minutos | 0,1 mm-0,3 mm | Elimina las microtensiones en placas delgadas y previene la deformación . |
| Fortalecimiento del control del estrés | 280°C-320°C | 45 minutos | 0,3 mm-1,0 mm | Mejora significativamente la resistencia a la fatiga. |
| Templado estable a altas temperaturas | 320°C-350°C | 60 minutos | 1,0 mm-6,0 mm | Elimina por completo la tensión residual profunda. |
| Granallado de precisión | Temperatura ambiente | 20 minutos | Para piezas personalizadas de precisión de espesor completo | La vida útil del ciclo aumentó en más del 200 % . |
¿Cómo evaluar la capacidad y los presupuestos para su servicio de corte de resortes planos de precisión?
Al elegir proveedores especializados en el corte de muelles planos, es mejor no centrarse únicamente en el precio unitario por hora. En cambio, conviene considerar detenidamente sus cálculos de DFM (Diseño para la Fabricación), la velocidad de creación de prototipos y las capacidades de control SPC (Control Estadístico de Procesos) que respaldan la producción en masa a largo plazo. LS Manufacturing ofrece presupuestos rápidos en 24 horas y optimización DFM gratuita, lo que permite no solo reducir el ciclo de desarrollo de nuevos proyectos hasta en un 40 % , sino también mejorar significativamente la experiencia de entrega de servicios de corte de muelles planos de precisión .
Dimensiones básicas de evaluación para proveedores profesionales
Al auditar la fabricación de resortes a medida, el control de calidad debe ser fundamental de principio a fin. Uno de los factores decisivos para elegir proveedores excelentes es su capacidad de corte láser. Los buenos fabricantes, además de ofrecer servicios de corte, también modifican la estructura del producto para su producción en masa . La influencia del ancho de corte y el coeficiente de recuperación elástica en la rigidez del resorte debe determinarse con precisión al obtener los planos STEP/DXF.
Sistema de control de calidad y garantía de entrega para la producción en masa
Nos basamos en un sistema de doble certificación para garantizar la calidad, y la consistencia de los lotes de corte láser asegura una calidad de producción en masa estable y una trazabilidad completa del proceso. Las principales garantías son las siguientes:
- Cumplimos con los sistemas de gestión de calidad ISO 9001 e IATF 16949 .
- Capacidad para cambiar sin problemas la capacidad de producción, desde prototipos de una sola pieza hasta la producción en masa de incluso cientos de miles de unidades.
- Emitir una gama completa de informes con cada envío, incluidos certificados de materiales, pruebas de dureza e inspecciones dimensionales.
Este exhaustivo sistema de control de calidad está diseñado para garantizar que los componentes de resorte cortados con láser cumplan con los estrictos estándares de aceptación de las adquisiciones de alta gama en el extranjero y que nuestro proceso de corte láser de acero para resortes cumpla continuamente con los estándares de la industria , asegurando así una calidad de producción en masa estable.
Caso práctico de LS Manufacturing: Fabricación láser de resortes de diafragma planos personalizados de acero inoxidable 301 para la industria médica
En comparación con los estándares industriales habituales, los equipos médicos de alta gama dependen de resortes de precisión que no solo deben durar mucho más, sino que también requieren una precisión extrema; incluso pequeños defectos durante el procesamiento pueden provocar un mal funcionamiento del equipo. Este artículo presenta un estudio de caso sobre el uso de un proceso patentado de trabajo en frío para eliminar la fractura por fatiga en resortes de diafragma de acero inoxidable ultrafinos, lo que ilustra a la perfección las ventajas clave del mecanizado de precisión y la implementación de una solución de corte láser de alta precisión para resortes.
Principales problemas de los clientes
Uno de los principales fabricantes de equipos médicos de alta gama en Norteamérica busca resortes de diafragma personalizados de acero inoxidable 301 de 0,15 mm de espesor. Tienen requisitos de cumplimiento médico para el corte láser muy estrictos que deben cumplirse según los estándares de la industria. Estos componentes marcan la diferencia en las bombas microfluídicas. Por lo tanto, la vida útil es de más de 10 millones de ciclos y el error de recuperación elástica es del 2 %. Las piezas fabricadas por dos proveedores locales fallaron después de solo 1,5 millones de ciclos de fatiga debido a una zona afectada por el calor (ZAC) excesiva, lo que provocó la detención del desarrollo del proyecto y pérdidas en I+D .
Plan de fabricación de LS
- Mediante análisis de elementos finitos, modificamos la trayectoria de corte para evitar la acumulación de calor en un punto. Para el procesamiento en frío, utilizamos un láser pulsado de alta calidad de 50 W con un ancho de pulso ultracorto de 15 ns.
- Utilizamos dispositivos de adsorción al vacío de circuito cerrado y cortamos con nitrógeno de alta pureza al 99,999% a 1,8 MPa . Como resultado, la zona afectada por el calor (ZAC) es de tan solo 8 μm, lo que supone más del doble de la exigencia del estándar industrial de 20 μm.
- Gracias a un control de temperatura muy preciso , las tensiones residuales se eliminan por completo mediante un tratamiento térmico a 260 °C durante 45 minutos, una medida de control de temperatura poco común y muy detallada en la industria.
Resultados del proyecto
El producto final superó con éxito 10 millones de ciclos de fatiga a plena carga sin grietas ni rebabas en la superficie de corte, y la precisión elástica cumplió con los estándares . Realizamos un prototipado rápido en tan solo 5 días y, mediante nuestro algoritmo patentado de optimización de anidamiento, ayudamos al cliente a reducir los costos de adquisición de materia prima en un 18 %, lo que se tradujo en un ahorro anual de más de 23 000 dólares . Finalmente, el cliente firmó un contrato de cooperación exclusivo de producción en masa de 3 años y nos designó como su proveedor principal en la Gran China.
Este ejemplo ilustra claramente la eficacia de los procesos optimizados. Contáctenos si desea cumplir con los estándares de procesamiento de alta gama para uso médico y ver más ejemplos de productos personalizados de alta gama para crear sus soluciones de servicio de corte láser de resortes planos y de precisión.

Preguntas frecuentes
P1: ¿Cuál es el grosor máximo de acero para muelles que puede procesar su servicio de corte láser de alta precisión para muelles?
Somos capaces de procesar acero para muelles de cualquier especificación, desde 0,05 mm hasta 6,0 mm, con gran uniformidad, incluso materiales como el 1095 y el 5160, que son los dos más comunes. La perpendicularidad de los bordes de las piezas procesadas es de 0,5, lo cual es adecuado para los requisitos de carga de diversos muelles industriales de precisión.
P2: ¿Se verá afectada la dureza o las propiedades mecánicas del acero para muelles durante el proceso de corte por láser?
La reducción de la dureza del material sometido al haz láser se debe a la alta velocidad de enfriamiento, y creemos que la razón es el recocido de descarburación. Utilizamos un láser de pulsos ultracortos con nitrógeno frío a alta presión para eliminar rápidamente la escoria; la zona residual del recocido es prácticamente nula, por lo que las propiedades mecánicas del material se conservan en buen estado.
P3: ¿Qué medidas toma LS Manufacturing para mantener las tolerancias dimensionales de las piezas de resorte cortadas con láser?
Nuestras máquinas de corte láser están equipadas con motores lineales de precisión de 0,005 mm y sistemas de retroalimentación de circuito cerrado que utilizan reglas de rejilla. Las tolerancias dimensionales de los resortes en la producción en masa se mantienen estables en un rango de 0,01 mm a 0,03 mm.
P4: ¿Podría hacerme sugerencias de DFM (Diseño para la Fabricación) sobre mis diseños personalizados de resortes planos para reducir los costos de producción?
Por supuesto, solo tiene que enviarnos sus planos y nuestro equipo de ingenieros especializados en muelles realizará una comprobación de viabilidad DFM en 24 horas. Al mismo tiempo, podrán optimizar el espaciado de los orificios, el radio de las esquinas y la estructura del diseño para mejorar el uso del material, eliminar los defectos de concentración de tensiones y reducir los costes de producción en masa .
P5: ¿Qué grado de acero para muelles suelen tener en stock para la fabricación personalizada con plazos de entrega ajustados?
Disponemos de una amplia variedad de aceros para muelles. Nuestro inventario incluye aceros de alto carbono 1074 y 1095, acero aleado 5160 y acero inoxidable 301 y 17-7PH. Estos materiales ofrecen una gran variedad de opciones de personalización. Contamos con un amplio stock que nos permite atender los pedidos de nuestros clientes con rapidez; en muchos casos, la primera muestra se puede entregar en 48 horas.
P6: ¿Por qué se prefiere el nitrógeno al oxígeno al realizar el servicio de corte láser de resortes planos personalizados ?
El uso de oxígeno como gas de corte produce una capa de óxido muy gruesa con una capa de descarburación que vuelve quebradizo el metal del resorte y acorta drásticamente su vida útil . El uso de nitrógeno de alta pureza genera una atmósfera inerte y protectora. Como resultado, el corte permanece limpio y libre de oxidación, y se conservan las propiedades mecánicas originales del material.
P7: ¿Tienen algún requisito de cantidad mínima de pedido (MOQ) para los pedidos de corte láser de resortes de alta precisión?
No existe una cantidad mínima de pedido. Tanto si se trata de una sola muestra para pruebas de I+D como de un pedido de producción en masa de cientos de miles de piezas, se beneficiará del mismo mecanizado de precisión de alta calidad y de los mismos servicios de control de calidad estandarizados.
P8: ¿Qué informes de inspección recibiré con mi lote de componentes de acero para muelles cortados con láser?
Nuestros productos se suministran en lotes, y cada lote incluye un conjunto completo de documentos de trazabilidad . Recibirá informes sobre la composición de la materia prima, registros de pruebas de dureza Vickers, informes dimensionales de precisión bidimensionales y certificados del proceso de templado. Estos documentos demuestran que la calidad de los artículos adquiridos cumple con los estándares y es trazable.
Resumen
El corte láser de acero para muelles con especificaciones exactas va más allá de simplemente calcular las dimensiones a cortar; también implica gestionar cuidadosamente la estructura del metal, la tensión térmica y la calidad de los bordes cortados mediante ingeniería.
Los servicios profesionales de corte láser de alta precisión, gracias a su profundo conocimiento de los materiales, parámetros de proceso bien definidos y sistemas de control de calidad, pueden prevenir la fatiga de los resortes desde el momento en que se desarrolla la característica. Los proveedores de servicios expertos, especialistas en el procesamiento de acero para resortes, son cruciales para el rendimiento de los equipos de alta gama y la calidad del producto.
No permita que un acabado deficiente y roturas frecuentes dañen la reputación de su equipo de alta gama. LS Manufacturing le ofrece las soluciones de corte láser de precisión más profesionales del sector para resortes planos personalizados, abarcando desde la creación de prototipos hasta la producción en masa global, cumpliendo con todas las normativas. Nos comprometemos a responder a sus consultas en un plazo de 24 horas y a proporcionarle un análisis integral de costo-beneficio a cargo de nuestros ingenieros sénior de I+D, que incluye la selección de materiales, el cálculo de costos y el análisis de la viabilidad de fabricación (DFM).
Haga clic en el botón " Obtener presupuesto " para cargar sus planos de diseño en formato DXF/STEP o programe directamente una reunión técnica individualizada con nuestros expertos en ingeniería en línea.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


