O serviço de corte a laser em aço ferramenta é um tipo de fabricação flexível que não só é compatível com aço ferramenta endurecido HRC 58-62, como também pode ser usado para solucionar problemas comuns na indústria, como a ineficiência e o alto custo do corte a fio tradicional e os danos térmicos do corte a laser convencional.
Além de controlar a zona afetada pelo calor em 0,03 mm, essa tecnologia consegue atender consistentemente a uma tolerância de produção em massa de 0,01 mm e preservar 100% da dureza original do aço (HRC 58+), sendo, portanto , uma tecnologia de processamento fundamental para a fabricação de moldes de alta qualidade. Os métodos tradicionais de processamento de aço ferramenta temperado com formato irregular, utilizando eletroerosão a fio, limitam consideravelmente a eficiência da cadeia produtiva.
Resumo rápido das principais conclusões no corte a laser de aço ferramenta de precisão
Este capítulo resume as principais inovações tecnológicas e benefícios de desempenho do corte a laser de aço ferramenta. Todos os dados foram obtidos a partir de medições em nível de produção e podem ser usados, sem dúvida, como base para a seleção de processos B2B.
| Módulos de Processo Essenciais | Parâmetros técnicos principais | Desempenho de processamento | Benefícios para o cliente |
| Tecnologia de Modulação de Pulso Curto | Largura de pulso ≤15μs, ciclo de trabalho 25%-35% | Zona afetada pelo calor (ZAC) ≤0,03 mm, elimina microfissuras térmicas. | Preserva a resistência original do aço ao desgaste. |
| Sistema de proteção com nitrogênio de alta pressão | Nitrogênio de altíssima pureza (99,999%) a 18 bar de pressão ultra-alta. | Sem oxidação ou escória no corte. | Não há necessidade de moagem secundária , o que encurta o processo. |
| Controle de máquinas-ferramenta de ultra-alta precisão | Precisão de posicionamento ±0,003 mm, compensação de foco dinâmico. | Tolerância estável na produção em massa de ±0,01 mm. | Atende aos requisitos de montagem de precisão. |
| Calibração de parâmetros de materiais diferenciados | Frequência de pulso de 3500-4200Hz, modelagem de feixe com topo plano. | Rugosidade da superfície Ra ≤1,6μm | Melhora a precisão de encaixe da peça. |
| Processo de formação de alta velocidade | Conformação em um único corte , sem necessidade de múltiplos processos de acabamento. | A eficiência do processamento aumentou de 15 a 20 vezes. | Custos de processamento reduzidos em mais de 70%. |
Principais conclusões
- Os lasers de fibra de alta frequência e pulso curto controlam a zona afetada pelo calor (ZAC) para que não seja superior a 0,03 mm , o que evita o amolecimento da borda.
- A proteção com nitrogênio puro a alta pressão de 18 bar é capaz de eliminar completamente a oxidação superficial do corte, garantindo assim a dureza da matriz metálica estável.
- Com uma técnica de fabricação específica , a LS Manufacturing conseguiu manter a variação na produção em massa de aço ferramenta temperado em 0,01 mm.
Por que confiar na experiência da LS Manufacturing em corte a laser e componentes de aço ferramenta temperado de alta precisão?
A principal vantagem competitiva no processamento de componentes endurecidos de alta qualidade reside na disponibilidade de dados de medição rastreáveis e em um sistema de qualidade em conformidade, e não nas vantagens de um único equipamento.
Com base em dados da indústria e após três meses de testes de calibração dos parâmetros de corte a laser para aços-ferramenta temperados, formulamos com sucesso um sistema de processo de corte a frio que atende aos padrões de qualidade ISO 13957:1997 e é compatível com aços de alta qualidade como D2 e H13.
A tolerância para usinagem de aço ferramenta temperado é muito restrita, e até mesmo o menor dano térmico pode causar o descarte da peça. Esse foi o principal desafio enfrentado pela nossa equipe durante a implementação. Para solucionar esse problema, ajustamos continuamente os parâmetros de pulso e gás, realizando mais de 200 conjuntos de testes de processo.
E as certificações ISO 9001:2015 que possuímos duas vezes, nossa oficina não só está bem equipada com uma sala de testes composta por Uma máquina de medição por coordenadas e um testador de microdureza também podem ser usados para o gerenciamento em circuito fechado de processamento, teste e correção. Com nossa tecnologia própria de pulsos curtos, resolvemos completamente os problemas de amolecimento térmico e microfissuras decorrentes dos métodos convencionais, e isso nos permitiu auxiliar cerca de cem empresas de manufatura a superar seus gargalos de processo.
Com um sistema de qualidade robusto e centenas de conjuntos de dados de processo medidos, nossa marca é capaz de produzir componentes endurecidos cortados a laser com alta qualidade e sem defeitos de processamento. Caso enfrente problemas de processamento, você pode contar com consultoria técnica individual; para necessidades personalizadas, basta nos enviar seus desenhos para obter uma solução de processamento sob medida.

Por que o corte a laser de aço ferramenta personalizado causa microfissuras em componentes endurecidos?
A ciclagem térmica extrema compromete seriamente as propriedades do aço ferramenta endurecido de alto carbono e alta liga. Durante a operação a laser, o calor intenso gerado causa tensão de tração instantânea excessiva, que por sua vez provoca microfissuras no corte. Além disso, a exposição térmica após o processamento a laser, ou seja, o resfriamento, pode dar origem a uma nova transformação martensítica e endurecer ainda mais o material, com efeito negativo em sua tenacidade. Este é um dos principais problemas do corte a laser de aço ferramenta personalizado .
Mecanismo de geração de tensão térmica por laser
A microfissuração é induzida principalmente pela emissão de laser com alta potência de pico; no entanto, o corte a laser com controle térmico e potência mais baixa pode prevenir quase completamente os danos térmicos . A fusão e vaporização do aço ferramenta temperado D2 e A2 com pulsos de laser de 4 kW a 6 kW de potência de pico ocorre em questão de microssegundos. Devido à sua baixíssima condutividade térmica, o material experimenta um gradiente de temperatura muito acentuado, o que resulta em expansão térmica seguida de uma rápida contração.
Perigos e efeitos de propagação de microfissuras
A tensão residual de tração, caso não haja um controle preciso do modelo de entrada térmica, poderá superar as forças de ligação no contorno de grão e trincar o material, formando microtrincas com profundidade de 0,05 mm a 0,15 mm . O corte a laser em nível micrométrico permite restringir com precisão a zona afetada pelo calor, inibindo assim as fontes de iniciação de trincas. As microtrincas podem atuar como fontes de fadiga na peça, e falhas por capeamento e fratura podem resultar das condições de alta tensão às quais a peça está submetida.
- Efeitos imediatos: Redução drástica da suavidade do corte devido à alta rugosidade da superfície, ficando muito aquém dos requisitos de precisão de montagem.
- Efeitos tardios: Integridade estrutural comprometida da peça, redução de mais de 50% na vida útil da peça , custo adicional para substituição pelo cliente. O desequilíbrio de tensão térmica é a principal causa de microfissuras no corte a laser de aço ferramenta personalizado.

Figura 1: Pilhas de peças de aço inoxidável cortadas a laser com furos precisos e geometrias variadas.
Como controlar a tolerância de corte a laser em aço ferramenta dentro de ±0,01 mm sem distorção da borda?
Para manter de forma estável uma tolerância de corte a laser de 0,01 mm em aço ferramenta , é imprescindível contar com um sistema de compensação de foco dinâmico e uma máquina-ferramenta acionada por motor linear. Além disso, deve-se utilizar um algoritmo de interpolação segmentada lenta para suprimir o acúmulo de calor no verão e evitar deformações térmicas e desvios dimensionais na peça.
Suporte de hardware para máquinas-ferramenta de alta precisão
O posicionamento preciso do motor linear serve como base para usinagem de altíssima precisão. O corte a laser sem fissuras utiliza componentes de alta precisão, permitindo alcançar resultados de usinagem não destrutiva. O equipamento conta com uma estrutura de pórtico com motor linear de dupla face e possui uma precisão de posicionamento de 0,003 mm, muito superior ao padrão da indústria. Isso proporciona um suporte robusto para a usinagem de precisão de aço temperado.
Tecnologia de Controle Dinâmico de Energia e Trajetória
Tradicionalmente, os lasers contínuos tendem a concentrar sua energia em cantos vivos e pequenos orifícios, resultando no derretimento, colapso e deformação do material. O corte a laser com parâmetros definidos , baseado na tecnologia de segmentação de trajetória em nível micrométrico, é capaz de atender às necessidades de processamento de diversas estruturas com formatos irregulares.
- Ajuste adaptativo de potência: A potência é reduzida linearmente de 3 kW para 1,2 kW ao cortar arcos pequenos de raio 0,5 mm para manter a entrada de energia por unidade de comprimento constante.
- Controle de foco estável: Utilizando um sensor capacitivo, a distância entre o bocal e a peça de trabalho é fixada em 0,3 mm ± 0,02 mm, o que resulta na ausência de erros de deriva de foco .
Equipamentos de ponta e controle preciso de parâmetros são os principais pontos-chave para manter a tolerância de corte a laser de 0,01 mm em aço ferramenta por meio de treinamento em corte a laser. Você pode visualizar estudos de caso de processamento de alta precisão, obter consultoria individual para técnicas de aprimoramento da precisão e enviar seus desenhos para orçamento de usinagem fina, caso haja necessidade.
Um serviço de corte a laser de alta dureza pode prevenir o amolecimento da zona afetada pelo calor?
O serviço profissional de corte a laser de alta dureza baseia-se na modulação de pulso ultracurto de 15 segundos e em métodos de corte a frio de alta frequência . Essas técnicas ajudam a reduzir a zona afetada pelo calor da peça, a manter a dureza original da matriz de aço e a evitar qualquer amolecimento devido ao revenimento secundário.
Defeitos de amolecimento em processos a laser tradicionais
- Zona afetada pelo calor muito extensa: O método convencional de corte a laser contínuo causa a formação de uma zona afetada pelo calor de 0,2 mm. Como resultado, uma grande área da superfície do aço sofre danos térmicos. O corte a laser de alta qualidade é capaz de remediar completamente esse defeito.
- Queda acentuada na dureza da matriz: Devido ao processo de recozimento térmico, o nível de dureza de um aço ferramenta temperado, que inicialmente era HRC 60, foi reduzido em algumas áreas, chegando a valores inferiores a HRC 45.
- Perda de funcionalidade : Na verdade, a redução da dureza prejudica as características biológicas , como resistência ao desgaste e estabilidade estrutural, que são inerentes ao aço. É por isso que a peça se torna inadequada para as condições de trabalho de precisão exigidas por moldes de alta tecnologia.
Tecnologia de núcleo antiamolecimento para trabalho a frio simulado
Uma maneira de obter efeitos de corte a laser em baixa temperatura é através da otimização da modulação da largura de pulso. A técnica envolve comprimir a duração do pulso para 12 a 20 segundos, com a ajuda de um ciclo de trabalho de 25% a 35%, o que oferece tempo de resfriamento suficiente para o "processamento quase a frio". A energia do laser é utilizada para finalizar a etapa de corte antes da difusão de calor. Com base em testes microscópicos, a redução da dureza é inferior a HRC 1,5 no corte de 0,02 mm.

Figura 2: Uma cabeça de corte a laser cria um feixe e faíscas enquanto trabalha com precisão em uma peça de metal.
Quais são os parâmetros de corte a laser de fibra mais adequados para aço D2 e H13?
As melhores condições de processamento para aço ferramenta de alta liga são: potência de 2,5 kW a 3,5 kW, frequência de 3500 Hz a 4200 Hz, ciclo de trabalho de 30% e velocidade de 1,2 m/min a 1,8 m/min. Este é um bom equilíbrio entre qualidade de corte e geração de calor, ideal para cenários de produção em massa de corte a laser de aço ferramenta personalizado.
Lógica de Calibração de Parâmetros de Aço Diferenciado
Diferentes composições de ligas apresentam características de fusão distintas, portanto, parâmetros de processamento adequados para um tipo de aço ferramenta podem não ser apropriados para outros. Com o corte a laser com velocidade otimizada, é possível ajustar-se às características de processamento de diferentes aços. Como os aços D2 e H13 diferem significativamente em ponto de fusão e refletividade do laser, cada um deles requer um conjunto específico de parâmetros.
Parâmetros e resultados ideais para produção em massa
Com base em nossa experiência prática em projetos de produção em massa de aço para moldes de precisão, parâmetros fixos garantem resultados de processamento estáveis, e o corte a laser sem defeitos assegura qualidade consistente em todos os lotes de peças.
| Tipo de aço | Potência ideal | Frequência de pulso fixa | Especificação do bico | Parâmetros do produto acabado |
| Aço ferramenta D2 (3mm) | 3,0 kW | 3800Hz | Bocal de camada única de 1,2 mm | Ra≤1,6μm, Ângulo≤0,03mm |
| Aço ferramenta H13 (3mm) | 3,2 kW | 3800Hz | Bocal de camada única de 1,2 mm | Sem escória, dureza estável HRC 58+ |
Como as fábricas otimizam a pressão do gás para o corte a laser de componentes endurecidos?
Os fabricantes de ponta utilizam nitrogênio de ultra-alta pureza (99,999%) (16-20 bar) para remover rapidamente a escória fundida por meio do efeito de abrasão mecânica de alta pressão, interrompendo assim as reações de oxidação exotérmicas e garantindo a manutenção da qualidade da borda no corte a laser de componentes endurecidos .
Principal justificativa para a seleção assistida de gás
O controle adequado da temperatura de reação do gás é fundamental, pois a qualidade consistente do corte a laser depende da escolha do gás auxiliar correto. O corte com oxigênio não só aquece acima de 2000 °C, como também leva à descarbonetação e ao descascamento da borda de corte, o que certamente prejudica as propriedades essenciais do aço temperado.
Detalhes da Otimização da Produção em Massa de Nitrogênio em Alta Pressão
A limpeza com nitrogênio em alta pressão facilita o corte não destrutivo. O nitrogênio em alta pressão é necessário para o corte a laser com baixa oxidação, que visa isolar o ar e prevenir a formação de defeitos de oxidação . 18 bar de nitrogênio de alta pureza podem eliminar o oxigênio, limpar eficazmente a escória fundida e revelar a superfície cortada com uma cor metálica brilhante, sem quaisquer sinais de oxidação ou escória.
- Padrão de pureza: gás nitrogênio de ultra-alta pureza de 99,999%, removendo impurezas e, assim, prevenindo a contaminação do corte .
- Faixa de pressão: pressão estável de 18 bar, capaz de produzir em massa aço temperado com espessura de 3 a 5 mm.
A proteção com nitrogênio de alta pureza e ultra-alta pressão é fundamental para aprimorar a qualidade do corte a laser de componentes endurecidos, eliminando problemas de oxidação e acúmulo de escória. Veja estudos de caso de otimização do processo com gás, receba consultoria personalizada sobre técnicas de adaptação da pressão do gás e envie os requisitos da sua peça para obter um orçamento detalhado do processo.
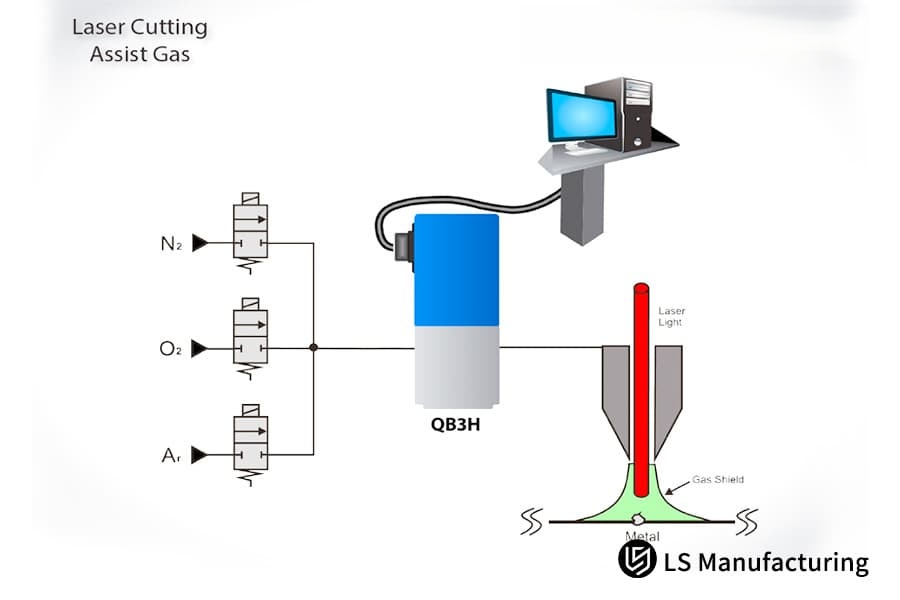
Figura 3: Esquema de um sistema de mistura de gases (N2, O2, Ar) para otimização do processo de corte a laser.
Por que o corte a laser de alta precisão para aço ferramenta é superior à usinagem EDM tradicional?
O corte de aço-ferramenta por laser de alta precisão é de 15 a 20 vezes mais rápido do que a eletroerosão a fio. Além de não exigir eletrodos personalizados, proporciona enormes vantagens em termos de custo e tempo de entrega na fabricação de peças personalizadas em pequenos lotes, elevando a flexibilidade da manufatura a um novo patamar.
Escassez persistente de processos tradicionais de eletroerosão
O consumo de eletrodos de fio, aliado à baixa velocidade, resulta em uma eficiência extremamente baixa no processo de eletroerosão (EDM). Um ciclo de corte a laser de alta velocidade elimina completamente esse problema de ineficiência. O acabamento de alta precisão por eletroerosão exige várias passagens, o que significa um longo tempo de processamento por peça e, consequentemente, altos custos com consumíveis e depreciação de equipamentos.
Comparação das vantagens abrangentes do corte a laser
| Dimensões de comparação | Corte de arame | Corte a laser de precisão | Benefícios para o cliente |
| Tempo de processamento (mesma peça) | 8 horas | 4,5 minutos | Ciclo de entrega reduzido em mais de 99% |
| Custo de processamento de peça única | Alto custo do fio do eletrodo e do tempo de máquina. | Redução de mais de 70%. | Economia de custos superior a US$ 200 por peça. |
| Capacidade de produção flexível | Requer eletrodos personalizados, baixa adaptabilidade. | Conformação em um único corte , adaptável a peças complexas e irregulares. | Suporta prototipagem rápida e produção em massa. |
| Perdas de processo | Depreciação rápida de equipamentos, alto consumo de materiais de consumo . | Sem perda de eletrodos, baixa perda de equipamentos. | Redução dos custos de aquisição a longo prazo |
O corte a laser de alta precisão para aço ferramenta, com um nível de exatidão muito elevado, resulta em um avanço significativo tanto no custo quanto no tempo de todo o processo, em comparação com os processos tradicionais de eletroerosão (EDM). Mesmo assim, essas técnicas permanecem adaptáveis a uma ampla gama de cenários personalizados.
Figura 4: Um feixe de laser concentrado corta uma peça de aço ferramenta com alta precisão em uma fábrica.
Como a LS Manufacturing fabrica componentes endurecidos de grau médico sob medida, cortados a laser?
A LS Manufacturing impressionou ao produzir em massa, de forma personalizada e de alta precisão, guias endurecidas para instrumentos cirúrgicos médicos, sem fissuras térmicas, graças ao seu exclusivo controle de fluxo de ar de ultra-alta pressão e tecnologia de microusinagem a laser multieixos, atendendo plenamente aos requisitos de processamento de alta qualidade para componentes endurecidos cortados a laser .
Desafios do Cliente
Na indústria de dispositivos médicos, existem padrões muito rigorosos para a qualidade do produto, precisão, dureza e operação sem fissuras, principalmente para componentes endurecidos. O uso de uma técnica de corte a laser de grau médico pode ser uma ótima solução para os requisitos de processamento rigorosos de dispositivos médicos de ponta. O cliente, uma grande empresa estrangeira de dispositivos médicos, pretendia fabricar guias cirúrgicas em aço ferramenta D2 com dureza de 58-60 HRC. Defeitos de qualidade foram identificados nos produtos de vários fornecedores, o que poderia ter resultado no adiamento do projeto.
Solução de fabricação LS
- Nossa equipe técnica decidiu não consertar o antigo processo de laser contínuo e, em vez disso, adotar um novo laser pulsado com comprimento de onda de 1064 nm . Trata-se de um corte a laser de precisão, com controle rigoroso da entrada de calor.
- Mantendo a frequência do pulso em 4000Hz e a largura do pulso estreita em 15s, eles conseguem minimizar a entrada de calor.
- Isso é feito com um bocal coaxial de nitrogênio de ultra-alta pureza a 19 bar, e os cortes a laser rastreiam dinamicamente o ponto focal com um espaçamento exato de 0,15 mm entre os bocais, o que auxilia na rápida dissipação do calor de corte e na prevenção do refluxo do metal fundido e do acúmulo de tensão térmica.
Aqui vai uma dica útil para solucionar problemas: ao cortar pequenos orifícios em aço endurecido com laser e ocorrerem perfurações, alterar o tempo de perfuração progressiva para 0,8s pode eliminar completamente os defeitos de perfuração.
Resultados e Valor
A inspeção por máquina de medição por coordenadas (MMC) e o teste de microdureza confirmam que todas as tolerâncias do produto na fase final são mantidas de forma estável dentro de 0,01 mm, ZTA de 0,02 mm e a dureza da borda é consistentemente HRC 59, sem quaisquer microfissuras.
Essa solução permite que os clientes economizem 65% nos custos de processamento, o que representa uma redução de US$ 320 por peça . Além disso, reduz drasticamente os ciclos de entrega e ajuda os clientes a eliminar gargalos de produção, além de promover a cooperação ao longo do tempo.
O ajuste avançado do processo e a otimização detalhada abriram caminho para que peças endurecidas cortadas a laser sejam utilizadas em contextos médicos de alta precisão, e sua qualidade foi confirmada pela produção em massa. Confira estudos de caso completos de projetos para aprender e obter análises de viabilidade de DFM gratuitas, além de soluções personalizadas para o processamento de peças de alta precisão.

O que influencia o custo de um serviço de corte a laser personalizado em aço ferramenta?
O peso do material por si só não determina o preço do corte a laser de aço ferramenta de precisão . Os principais elementos que influenciam o custo são a complexidade da peça, a espessura do metal, a dureza do aço e a rigidez das tolerâncias dimensionais. Ao conhecer esses fatores, os clientes podem refinar seus projetos e manter seus orçamentos sob controle.
Principais fatores que afetam o custo
A dificuldade de penetração de um material determina não apenas a duração do processo, mas também o custo da matéria-prima. O corte a laser com ajuste de espessura permite lidar com diversos cenários de processamento de chapas metálicas. Os principais fatores que influenciam os custos podem ser classificados em duas categorias principais:
- Impacto da espessura da chapa: A cada aumento de 1 mm na espessura do aço, a resistência à penetração do laser aumenta geometricamente, causando uma redução significativa na velocidade de corte e um aumento contínuo nos custos de tempo de máquina.
- Perdas no processo de perfuração: Perfurar aço endurecido é muito difícil, um único furo leva de 0,5s a 2s. Isso não só aumenta o tempo de processamento, como também causa desgaste rápido do bocal, resultando em custos de material mais elevados.
Diferenças de custo com base nos graus de tolerância
A precisão com que um grau de tolerância é definido pode determinar principalmente a dificuldade de processamento e, consequentemente, o preço. Graças ao corte a laser com controle de tolerância , é possível obter tolerâncias exatamente diferentes, correspondentes a diversos níveis de precisão , e a diferença técnica entre os vários padrões de tolerância é bastante significativa.
- Tolerâncias padrão (0,05 mm): Maior velocidade de processamento, sem necessidade de inspeção de todo o processo , menor dificuldade de processo e menor custo geral de processamento.
- Tolerâncias de ultraprecisão (0,01 mm): Necessárias para reduzir a velocidade da máquina e realizar inspeção completa 100% online, alto nível tecnológico, alto tempo de processamento e aumento significativo do custo total.
- Base de cálculo: A fórmula proprietária para cálculo de custos é a seguinte: Custo do tempo de máquina por peça = Tempo de corte × Taxa de equipamento + Consumo de nitrogênio × Preço unitário do gás . Esta fórmula torna a precificação transparente e precisa.
Como avaliar os padrões de qualidade de um fabricante de corte a laser de aço ferramenta?
Os melhores fornecedores de serviços de corte a laser não devem apenas ser certificados pela IATF 16949 e ISO 9001:2015 , mas também possuir equipamentos de teste de precisão configurados para uma verificação de qualidade em circuito fechado da peça de trabalho e um controle preciso da tolerância de corte a laser do aço ferramenta.
Padrões para Configuração de Teste de Hardware
Instrumentos de inspeção profissionais de alta qualidade são um pilar fundamental para garantir a qualidade de um produto. Um produto só será considerado bom se o conjunto completo de instrumentos de teste for capaz de realizar uma inspeção completa das características externas, dimensões e estruturas metalográficas .
Sistema de Controle de Qualidade para Processo Completo
Somente os fabricantes de corte a laser que possuem um sistema de controle de qualidade bem estabelecido em todo o processo podem garantir a estabilidade da qualidade dos lotes. As principais etapas de controle são descritas a seguir:
- Mecanismo de Inspeção da Primeira Peça: A primeira peça de um lote é inspecionada em todos os aspectos para detectar antecipadamente qualquer tipo de desvio no processo, evitando assim o risco de descarte do lote.
- Controle Estatístico de Processo: O controle estatístico de processo (CEP) é realizado com um valor CPK estável >1,33, o que visa garantir a estabilidade da produção em massa.
- Três inspeções principais: incluindo análise de listras transversais, observação da estrutura metalográfica e inspeção completa da precisão dimensional, proporcionam o controle de qualidade do produto em circuito fechado.
Pessoal qualificado, ferramentas de medição precisas e controle rigoroso do processo são elementos essenciais para gerenciar a tolerância no corte a laser de aço ferramenta e garantir a qualidade do lote. Você pode nos fornecer os requisitos da sua peça para receber soluções de processamento personalizadas e de alta qualidade.
Perguntas frequentes
P1: O corte a laser em aço ferramenta temperado fará com que as bordas fiquem macias?
Não, as bordas não ficarão macias. Ao utilizar modulação de pulso de ultra-alta frequência avançada combinada com um método de resfriamento com nitrogênio puro a ultra-alta pressão de 18 bar, a entrada de calor do processo pode ser limitada a apenas alguns microssegundos , o que impede completamente o efeito de amolecimento do recozimento e mantém a dureza original do aço intacta.
Q2: Qual é a tolerância máxima que se pode obter no corte a laser de aço ferramenta temperado?
Ao utilizar um acionamento de motor linear de alta precisão juntamente com um sistema de feedback de foco em circuito fechado em tempo real, a fábrica consegue controlar de forma confiável a tolerância dimensional linear em aço ferramenta temperado dentro de 0,01 mm , mesmo em produção em larga escala, o que é bastante adequado para os requisitos de montagem de alta precisão.
P3: Por que o preço do aço ferramenta temperado para corte a laser é maior do que o do aço carbono comum?
O aço ferramenta temperado possui alta dureza e grande sensibilidade ao calor. Seu processamento exige baixa velocidade e controle de temperatura para suprimir microfissuras. Ao mesmo tempo, consome uma grande quantidade de nitrogênio gasoso de alta pureza e alta pressão . Combinado com ajustes de parâmetros complexos e precisos, o desgaste do equipamento e os custos do processo são muito maiores do que os do corte de aço carbono comum.
Q4: O processo de corte a laser pode cortar chapas de aço temperado com mais de 10 mm de espessura?
É possível que sistemas de corte a laser de alta potência penetrem em chapas de aço endurecido de 10 mm. No entanto, o acúmulo de calor será uma grande preocupação ao realizar o corte a laser em chapas espessas. Uma janela de processamento ideal que permita produzir cortes de alta precisão (0,02 mm) e sem fissuras pode ser alcançada principalmente com chapas de menos de 5 mm de espessura.
Q5: A superfície cortada a laser requer rebarbação ou retificação secundária?
Durante todo o processo, o uso de nitrogênio puro a ultra-alta pressão de 18 bar como auxiliar de enxágue proporciona bordas de corte lisas, limpas e isentas de rebarbas e escória. A qualidade da superfície é tão alta que uma retificação secundária não é necessária. O corte pode ser montado diretamente ou polido.
Q6: Quais são as classes específicas de aço ferramenta temperado que vocês oferecem para corte a laser personalizado?
Em nossa fábrica, podemos processar facilmente diversos aços-ferramenta temperados populares, como os aços para matrizes de trabalho a frio D2, A2 e O1, o aço para matrizes de trabalho a quente H13 e o aço rápido M2 , atendendo assim a vários requisitos de personalização de moldes de alta qualidade e peças de precisão.
Q7: A tensão residual local causada pelo corte a laser afeta toda a estrutura da peça de trabalho?
Os lasers contínuos tradicionais geralmente induzem muita tensão residual. No entanto, nossa técnica exclusiva de pulsos ultracurtos pode reduzir os níveis de tensão de tração em mais de 85% sem comprometer a integridade estrutural da peça, garantindo assim a estabilidade de serviço a longo prazo das peças.
Q8: Qual é a sua quantidade mínima de encomenda (MOQ)? Vocês oferecem serviço de produção de protótipo único?
Nossa marca atende principalmente o mercado B2B de manufatura flexível de alta qualidade, o que significa que não há restrição de quantidade mínima de pedido (MOQ). Seja um protótipo individual de P&D, um pequeno lote de protótipos ou uma produção em massa em larga escala, podemos oferecer suporte técnico profissional padrão e serviços de processamento sem qualquer problema. Você pode simplesmente enviar os desenhos e obter orçamentos rápidos e precisos, bem como um método de processamento personalizado.
Resumo
A principal dificuldade na usinagem de precisão de aço ferramenta temperado reside em equilibrar eficazmente três aspectos: precisão, dureza e eficiência de processamento . Microfissuras causadas por tensões térmicas, redução da dureza e desvios dimensionais são os principais obstáculos à produção em massa de moldes de alta qualidade.
Ao solucionar completamente os principais problemas da usinagem tradicional por meio de um processo combinado de controle térmico de pulsos curtos de alta frequência, ajuste dinâmico de energia linear e proteção com nitrogênio de ultra-alta pressão, alcançamos resultados de usinagem ininterruptos de alta qualidade com precisão de 0,01 mm, zona afetada pelo calor (ZAC) em nível micrométrico e retenção de dureza HRC 58+.
Se você está enfrentando problemas como longos prazos de entrega, custos elevados e não conformidade com a qualidade do produto na usinagem de aço ferramenta temperado, envie-nos seus desenhos CAD 2D/3D . Nossa experiente equipe técnica analisará sua solicitação com um relatório profissional de avaliação de DFM (Design for Manufacturing) e um orçamento preciso em até 2 horas, ajudando seu projeto a ser iniciado rapidamente e a aproveitar as oportunidades de mercado.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com 
