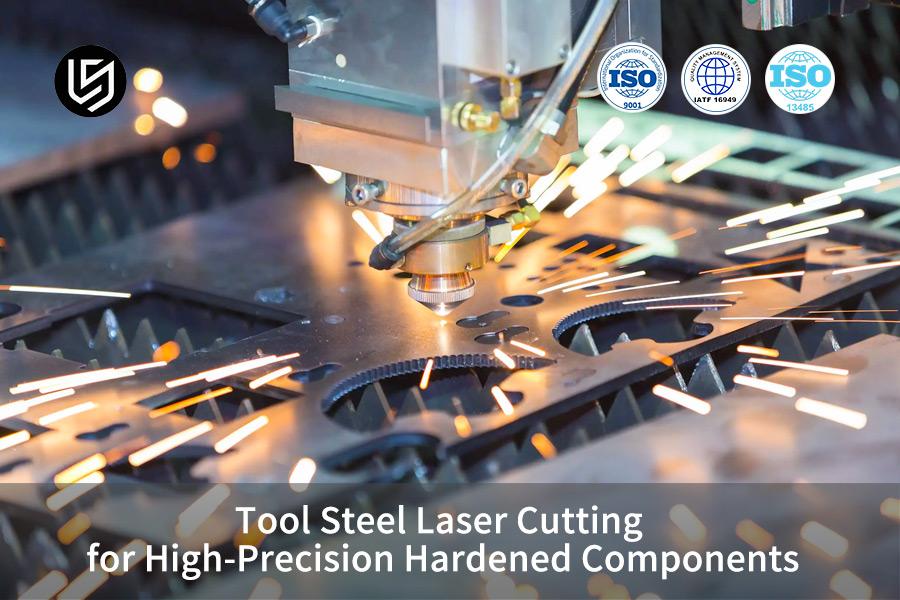
Tool steel laser cutting service is a type of flexi manufacturing that is not only compatible to HRC 58-62 hardened tool steel but can also be used to tackle industrywide problems of inefficiency and high cost of traditional wire cutting and thermal damage from general laser cutting.
Besides controlling the heat-affected zone to 0.03mm, it can consistently meet a mass production tolerance of 0.01mm and preserve 100% of the steel's original HRC 58+ hardness, and because of this it is a key processing technology for top-level mold manufacturing. The traditional ways of processing irregularly shaped hardened tool steel using wire EDM much limit the production efficiency of the supply chain.
Quick Overview of Core Conclusions in Precision Tool Steel Laser Cutting
This chapter encapsulates the main technological innovations and performance benefits of tool steel laser cutting. All figures were obtained from production-level measurements and can be used without any doubt as the basis for B2B processing selection.
| Core Process Modules | Key Technical Parameters | Processing Performance | Customer Benefits |
| Short Pulse Modulation Technology | Pulse width ≤15μs, working cycle 25%-35% | HAZ ≤0.03mm, eliminates microscopic thermal cracks | Preserves the original wear resistance of steel. |
| High Pressure Nitrogen Protection System | 18bar ultra-high pressure, 99.999% high purity nitrogen. | No oxidation or slag at the cut. | No need for secondary grinding, shortens the process. |
| Ultra-High Precision Machine Tool Control | Positioning accuracy ±0.003mm, dynamic focus compensation. | Stable mass production tolerance ±0.01mm. | Meets precision assembly requirements. |
| Differentiated Material Parameter Calibration | 3500-4200Hz pulse frequency, flat-top beam shaping. | Surface roughness Ra ≤1.6μm | Improves workpiece fitting accuracy. |
| High Speed Forming Process | One-cut forming, no need for multiple finishing processes. | Processing efficiency increased by 15-20 times. | Processing costs reduced by more than 70%. |
Key Takeaways
- High frequency, short-pulse fiber lasers control the heat-affected zone (HAZ) to be no more than 0.03mm, which avoids the softening of the edge.
- 18 bar high pressure pure nitrogen protection is capable of thoroughly getting rid of the surface oxidization of the cut, so the hardness of the stable metal matrix is guaranteed.
- With a particular manufacturing technique, LS Manufacturing has succeeded in keeping the range of mass production fluctuation for hardened tool steel to 0.01mm.
Why Trust LS Manufacturing's Expertise In Laser Cutting And High Precision Hardened Tool Steel Components?
The fundamental competitive edge for processing high end hardened components comes from having traceable measurement data and a quality system that is compliant, rather than from the advantages of a single piece of equipment.
Taking reference from the industry and after three-months of the team's calibration test of laser cutting parameters for hardened tool steels, we have successfully formulated a cold cutting process system that meets the ISO 13957:1997 quality standards and is compatible with high end steels like D2 and H13.
The tolerance for machining of hardened tool steel is very tight,and even the slightest thermal damage may cause the scrapping of a workpiece. This is what our team faced as the main challenge during the actual implementation. To solve this problem, we kept on adjusting pulse and gas parameters and ended up carrying out more than 200 process test sets.
And the ISO 9001:2015 certifications that we have twice, our workshop not only is well equipped with a testing suite consisting of a coordinate measuring machine and a microhardness tester but also can be used for the closed-loop management of processing, testing, and correction. With our own short-pulse technology, we have entirely resolved the issues of thermal softening and microcracks arising from conventional methods, and that is what has allowed us to assist around a hundred manufacturing companies in overcoming their processing bottlenecks.
With a great quality system and hundreds of sets of measured process data our brand is capable of producing high quality hardened component laser cutting without any processing defects. When you have processing problems, you can have a one-on-one technical consultation, when you have customized needs, you can submit your drawings to get a customized processing solution.

Why Does Custom Tool Steel Laser Cutting Cause Micro Cracking In Hardened Components?
Extreme thermal cycling causes high carbon, highly-alloyed hardened tool steel properties to be seriously compromised. During laser operation, the high heat generated causes excessive instantaneous tensile stress which in turn causes microcracks in the cut. Besides, thermal exposure after laser processing, i.e. cooling, can give rise to a new martensitic transformation and further harden the material with negative effect on its toughness. This is one of main problems of custom tool steel laser cutting.
Mechanism of Laser Thermal Input Stress Generation
Microcracking is induced mainly by high peak power laser emission, however thermally controlled laser cutting with lower power can almost completely prevent thermal damage. Melting and vaporizing D2 and A2 quenched tool steel with laser pulses of 4kW-6kW peak power happens in a matter of microseconds. Due to their very low thermal conductivity, the material experiences a very steep temperature gradient which results in thermal expansion followed by a rapid contraction.
Hazards and Propagation Effects of Microcracks
Residual tensile stress, if one does not have the exact thermal input model control, will be able to overcome the bonding forces at the grain boundary and crack the material, forming microcracks with a depth of 0.05 mm to 0.15 mm. Micron level laser cutting can precisely constrain the heat-affected zone, because of this inhibiting the sources of crack initiation. Microcracks can act as fatigue sources in the workpiece, and the capping and fracture failures may be a result of the workpiece under the high stress conditions.
- Immediate effects: Severely reduced cut smoothness due to high surface roughness, not even close to precision assembly requirements.
- Delayed effects: Impaired workpiece structural integrity, over 50% reduction in workpiece lifespan, additional cost for customer replacement. Thermal stress imbalance is the biggest reason for microcracks in custom tool steel laser cutting.

Figure 1: Stacks of laser-cut stainless steel parts with precise holes and varied geometries.
How To Control Tool Steel Laser Cutting Tolerance Within ±0.01mm Without Edge Distortion?
In order to stably uphold a 0.01mm tool steel laser cutting tolerance, it is imperative to have a dynamic focus compensation system and a linear motor-driven machine tool. Also, a slow segmented interpolation algorithm should be used so that summer heat accumulation is suppressed and workpiece thermal warping and dimensional deviations are prevented.
High precision machine tool hardware support
Precision linear motor positioning serves as the basis for ultra-high precision machining. Crack-free laser cutting takes the use of high precision hardware so that non-destructive machining effects can be achieved. The equipment relies on a double-sided linear motor gantry structure and has a positioning accuracy of 0.003mm, which is much better than the industry standard. Because of this brings strong support for the precision machining of hardened steel.
Dynamic Energy and Trajectory Control Technology
Traditionally, continuous lasers have been found to concentrate their energy at sharp corners and small holes, which results in melting, collapsing, and deforming of the material. The parameter turned laser cutting, based on micron-level path segmentation technology, is capable of catering to processing requirements for various irregular-shaped structures.
- Power Adaptive Adjustment: The power is linearly reduced from 3kW to 1.2kW when cutting small arcs R0.5mm to maintain the energy input per unit length constant.
- Focus Stable Control: Using a capacitive sensor, the distance between the nozzle and the workpiece is fixed at 0.3mm0.02mm, which leads to no focus drift error.
And high end hardware and accurate parameter control, these two are the major key points to maintaining the 0.01mm laser cutting tolerance for tool steel through laser cutting training. You can view high precision processing case studies, get a one-on-one consultation for accuracy enhancement techniques, and submit the drawings for a quote for fine processing if there is a need for workpiece processing.
Can a High Hardness Laser Cutting Service Prevent Heat Affected Zone Softening?
Professional high hardness laser cutting service are based on 15s ultra-short pulse modulation and high frequency cold cutting methods. These help to reduce the heat-affected zone of the part, maintain the original hardness of the steel matrix, and avoid any softening due to secondary tempering.
Softening Defects of Traditional Laser Processes
- Very Large Heat-Affected Zone: The conventional continuous laser cutting method causes the formation of a 0.2mm heat-affected zone. As a result, a large area of the steel surface suffers heat damages. Laser cutting with high quality is capable of remedying completely this defect.
- Sharp Fall in Matrix Hardness: Because of the heat annealing occurrence, the hardness level of a hardened tool steel that was HRC 60 initially has been reduced in some areas to even below HRC 45.
- Loss of Functionality: In fact, hardness reduction ruins the biological characteristics such as wear resistance and structural stability that come from the steel originally. This is why the workpiece becomes unsuitable for the precision working condition of high end molds.
Quasi-Cold Working Anti-Softening Core Technology
One way of achieving low-temperature laser cutting effects is through optimization of the pulse width modulation. The technique involves compressing the pulse duration down to 12s-20s, with the help of a 25%-35% work cycle, which offers sufficient cooling time for "quasi-cold processing." Laser energy is utilized to finish the cutting stage before heat diffusion. Based on microscopic testing, hardness decrease is less than HRC 1.5 at the 0.02mm cut.

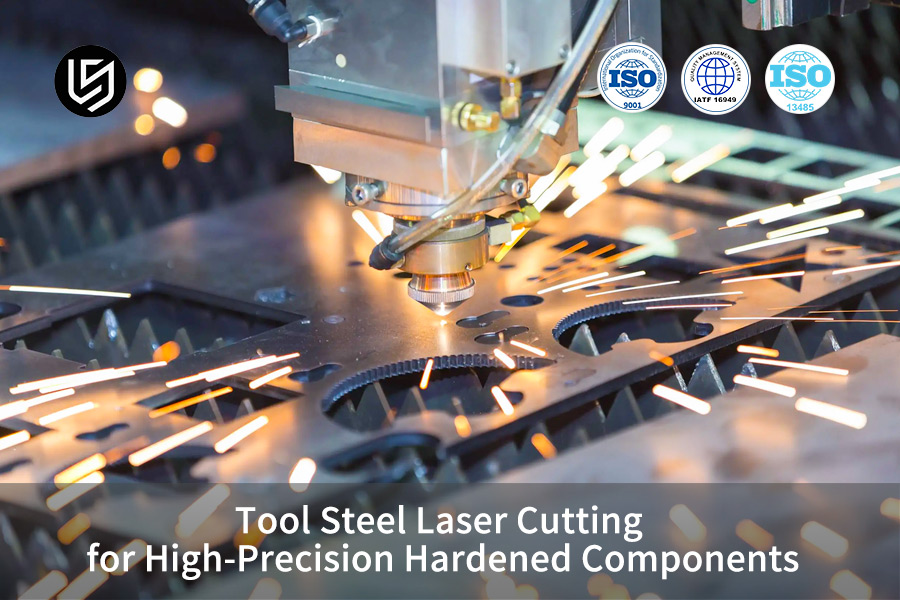
Figure 2: A laser cutting head creates a beam and sparks while precisely working on a metal part.
What Fiber Laser Cutting Service Parameters Work Best For D2 And H13 Steel?
The best processing conditions for high alloy tool steel are: power 2.5kW-3.5kW, frequency 3500Hz-4200Hz, duty cycle 30%, and speed 1.2m/min-1.8m/min. This is a good compromise between cut quality and heat, perfect for custom tool steel laser cutting mass production scenarios.
Differentiated Steel Parameter Calibration Logic
Different alloy compositions have distinct melting characteristics, so processing parameters that work well for one type of tool steel may not be suitable for others. With speed optimized laser cutting it is possible to adjust to the processing characteristics of different steels. Since D2 and H13 steels greatly differ in melting point and laser reflectivity, each of them needs a set of parameters.
Optimal Parameters and Results for Mass Production
Based on our practical experience in precision mold steel mass production projects, fixed parameters achieve stable processing results, and defect free laser cutting ensures consistent quality across batches of workpieces.
| Steel Type | Optimal Power | Fixed Pulse Frequency | Nozzle Specification | Finished Product Parameters |
| D2 Tool Steel (3mm) | 3.0kW | 3800Hz | 1.2mm Single-Layer Nozzle | Ra≤1.6μm, Angle≤0.03mm |
| H13 Tool Steel (3mm) | 3.2kW | 3800Hz | 1.2mm Single-Layer Nozzle | Slag-free, Stable Hardness HRC 58+ |
How Do Factories Optimize Gas Pressure For Hardened Component Laser Cutting?
Top-notch manufacturers rely on 99.999% ultra-high purity nitrogen (16-20 bar) to rapidly strip away molten slag with the high pressure mechanical scouring effect, thereby effectively halting feverish exothermic oxidation reactions and making certain that the quality of the edge in hardened component laser cutting is maintained.
Main Rationale Behind Assisted Gas Selection
Proper control over the gas reaction temperature is paramount, steady quality laser cutting hinges on choosing the right assist gas. Cutting with oxygen not only heats beyond 2000℃, but also leads to the decarburization and flaking of the cut edge, which sure impairs the essential properties of the hardened steel.
High Pressure Nitrogen Mass Production Optimization Details
Nitrogen scouring with high pressure levels can facilitate non-destructive cutting. Nitrogen at high pressure is required for low oxidation laser cutting that is aimed at isolating the air and preventing the formation of oxidation defects. 18 bar of high purity nitrogen can cut off oxygen, be able to effectively clean the molten slag, and the cut side will reveal the shiny metal color without any signs of oxidation or slag.
- Purity Standard: 99.999% ultra-high purity nitrogen gas, removing impurities and thereby preventing contamination of the cut.
- Pressure Range: 18 bar stable pressure, capable of mass production of 3-5mm thick hardened steel.
Ultra-high pressure, high purity nitrogen shield is something important in enhancing the quality of hardened component laser cutting with the elimination of oxidation and slag buildup problems. View gas process optimization case studies, receive one-on-one consultation on gas pressure adaptation techniques, and submit your workpiece requirements to obtain a detailed processing quote.
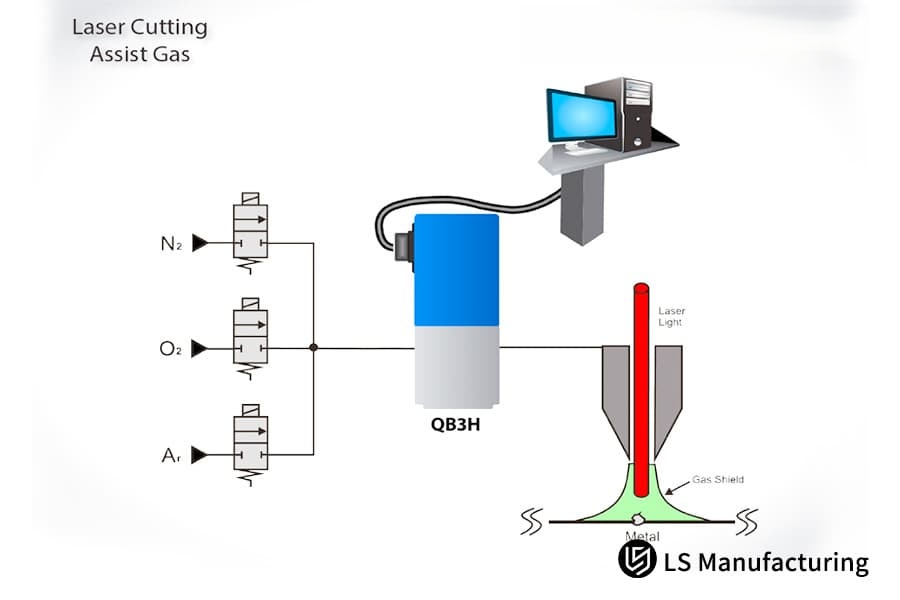
Figure 3: Schematic of a gas mixing system (N2, O2, Ar) for laser cutting process optimization.
Why Is High Precision Laser Cutting For Tool Steel Superior To Traditional EDM Machining?
Using a high precision laser to cut tool steel is 15-20 times faster than wire EDM. Besides not requiring custom electrodes, it brings about huge cost and delivery time advantages in manufacturing small-batches custom-shaped parts and literally makes flexible manufacturing capable at a whole new level.
Enduring Shortage of Traditional EDM Processing
Wire electrode consumption together with speed being low translates to an incredibly low level of EDM processing efficiency. A high speed laser cutting cycle completely eliminates the inefficiency problem. High precision finishing EDM processing needs to be conducted in several finishing passes, meaning long processing time per piece and correspondingly high consumables and equipment depreciation cost.
Comparison of Comprehensive Advantages of Laser Cutting
| Comparison Dimensions | Wire Cutting | Precision Laser Cutting | Customer Benefits |
| Processing Time (Same Workpiece) | 8 hours | 4.5 minutes | Delivery cycle reduced by over 99% |
| Single-Piece Processing Cost | High electrode wire + machine time costs. | Reduced by over 70%. | Cost savings of over $200 per piece |
| Flexible Production Capability | Requires customized electrodes, poor adaptability. | One-cut forming, adaptable to complex irregular parts. | Supports rapid prototyping and mass production |
| Process Losses | Rapid equipment depreciation, high consumable consumption. | No electrode loss, low equipment loss. | Lower long-term procurement costs |
High precision laser cutting for tool steel at a very high level of accuracy results in a breakthrough in consumption both of the cost and of the time of the whole process with the traditional EDM processes. Even with that, they are still adaptable to widely different customized scenarios.
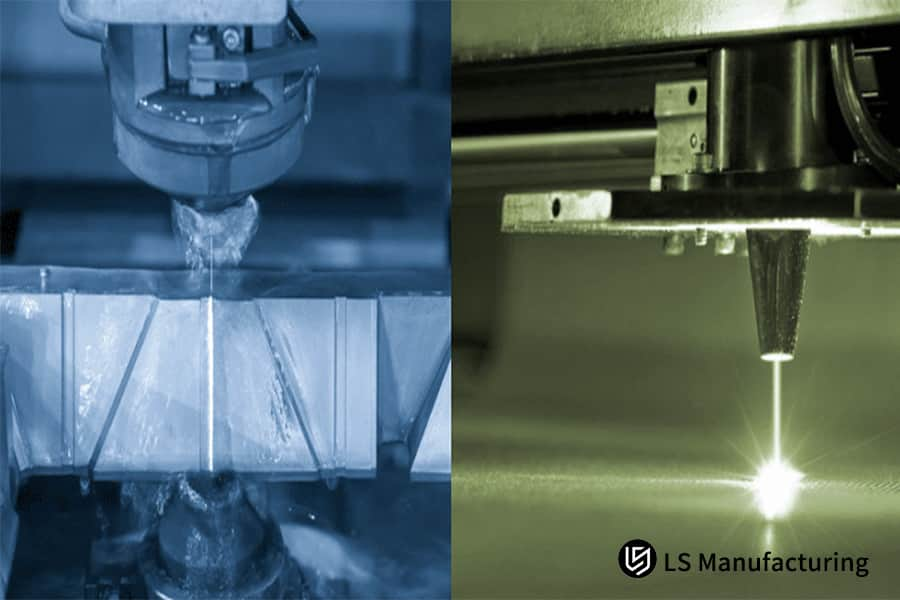
Figure 4: A concentrated laser beam cuts a tool steel workpiece with high precision in a factory.
How LS Manufacturing Custom Fabricated Medical Grade Laser Cut Hardened Components?
LS Manufacturing has very impressively produced high precision, customized mass production of hardened guideways for medical surgical instruments without thermal cracking with unique ultra-high pressure airflow control and multi-axis laser micromachining technology, totally fulfilling the high end processing requirements of laser cut hardened components.
Client Challenges
There are very rigorous standards in the medical device industry for product quality precision hardness, and crack-free operation, mostly for hardened components. The use of a medical grade laser cutting technique can be a great solution for the strict processing requirements of top-of-the-line medical devices. The customer, a very large foreign medical device company, intended to manufacture surgical guideways made from D2 tool steel with a hardness of 58-60 HRC. Quality defects were identified in the products of several suppliers, which could have resulted in a postponement of the project.
LS Manufacturing Solution
- Our technical team have decided not to fix the old continuous laser process and instead adopt a new pulsed laser with 1064nm wavelength. They are precision tuned laser cutting and are very precise in the control of heat input.
- Keeping the pulse frequency at 4000Hz and the pulse width narrow at 15s, they are able to minimize the heat input.
- This is done with a 19 bar ultra-high purity nitrogen coaxial nozzle and laser cuts are dynamically tracking the focal point with an exact 0.15 mm nozzle spacing which helps in the rapid dissipation of cutting heat and prevention of molten metal backflow and buildup of thermal stress.
Here is a nice tip for troubleshooting: When laser cutting small holes in hardened steel and experiencing punctures, changing the progressive piercing time to 0.8s can totally eliminate puncture defects.
Results and Value
Coordinate measuring machine (CMM) inspection and microhardness testing confirm that all product tolerances at the finished stage are stably held within 0.01mm, HAZ 0.02mm, and the edge hardness is consistently HRC 59, without any microcracks.
This solution enables customers to save 65% on processing costs, which is a reduction of $320 in cost per workpiece. Also, it drastically shortens delivery cycles and assists customers to get rid of production bottlenecks and even achieve cooperation over time.
Advanced process tuning and detailed optimization have paved the way for laser-cut hardened workpieces to be used in premium medical precision contexts and their quality has been confirmed by mass production. Check out full project case studies as a way to learn and get free DFM feasibility analysis as well as tailor high precision workpiece processing solutions.

What Drives The Cost From a Custom Tool Steel Laser Cutting Supplier?
Weight of material alone doesn't dictate the price of precision tool steel laser cutting. The main elements that dictate the cost are the complexity of the workpiece, the thickness of the metal, the hardness of the steel, and how tight the dimensional tolerances are. By knowing these factors, customers can fine-tune their designs and keep their budgets in check.
Primary Factors Affecting Cost
How hard a material is to penetrate will not only decide how long the process will take but also the cost of raw materials. Laser cutting that adjusts to thicknesses can cope with various sheet metal processing scenarios. The main factors influencing costs can be broadly classified into two categories:
- The Impact of Sheet Thickness: Every time the thickness of steel is increased by 1mm, laser penetration resistance goes up in a geometric fashion, causing very significant reduction of cutting speed and continuous increase of machine time costs.
- Losses in Drilling Process: It is very tough to drill hardened steel, a single hole takes 0.5s-2s. Not only this increases processing time but also causes rapid wear of the nozzle, resulting in higher material costs.
Cost Differences Based on Tolerance Grades
How accurately a tolerance grade is defined can mainly determine processing difficulty, and because of this, price. Thanks to tolerance-controlled laser cutting, it is possible to have exactly different tolerances matching different accuracy levels, and the technical difference between various tolerance standards is quite significant:
- Standard Tolerances (0.05mm): Highest processing speed, no full-process inspection required, lowest process difficulty, and lower overall processing cost.
- Ultra-precision Tolerances (0.01mm): Necessary to lower machinery speed and carry out 100% online full inspection, high technology level, high processing time, and greatly increased overall cost.
- Calculation Basis: The proprietary formula for cost calculation is below: Single-piece machine time cost = Cutting time × Equipment rate + Nitrogen consumption × Gas unit price. This formula makes pricing transparent and accurate.
How To Evaluate The Quality Standards Of a Tool Steel Laser Cutting Manufacturer?
Top-notch laser cutting service suppliers should not only be certified with IATF 16949 & ISO 9001:2015 but also have precision testing equipment set for a closed-loop quality check of the workpiece and accurate control of the laser cutting tolerance of the tool steel.
Standards for Hardware Testing Configuration
High grade professional inspection instruments are a pillar of guarantee of the quality a product. It will be only a good one if the entire set of test instruments is capable of making a full inspection of the external features, dimensions, and metallographic structures.
Quality Control System for Full-Process
Only those laser cutting manufacturers who have a well-established quality control system over the full process can give stable batch quality. The key control steps are what comes next:
- First Article Inspection Mechanism: The very first article from a batch is inspected in all aspects to detect any kind of process deviation beforehand to prevent the risk of batch scrapping.
- Process Statistical Control: Statistical process control (SPC) is done with a stable CPK value >1.33, which is to guarantee mass production stability.
- Three Core Inspections: Including cross-sectional stripe analysis, metallographic structure observation, and full-dimensional accuracy inspection, these provide the closed-loop product quality control.
Qualified personnel, accurate measurement tools, and thorough process control are essential elements to manage tool steel laser cutting tolerance and assure batch quality. You could hand over your workpiece requirements to receive customized, high quality processing solutions.
FAQs
Q1: Will laser cutting hardened tool steel cause the edges to get soft?
No, the edges will not get soft. By using advanced ultra-high frequency pulse modulation combined with an 18-bar ultra-high pressure pure nitrogen cooling method, the heat input from the process can be limited to just a few microseconds, which completely prevents the softening effect of annealing and keeps the steel hardness intact as originally.
Q2: What is the maximum tolerance you can obtain for laser cutting hardened tool steel?
By using a highly accurate linear motor drive together with a real-time focus closed-loop feedback system, the plant can reliably control the linear dimensional tolerance on hardened tool steel within 0.01mm even in large scale production, which is quite suitable for the requirements of very precise high end assembly.
Q3: Why is the price of laser cutting hardened tool steel higher than that of ordinary carbon steel?
Hardened tool steel has high hardness and strong heat sensitivity. Processing requires low speed and temperature control to suppress microcracks. At the same time, it consumes a large amount of high-pressure, high-purity nitrogen gas. Combined with complex and precise parameter adjustments, the equipment wear and process costs are far higher than those of ordinary carbon steel cutting.
Q4: Can laser cutting process hardened steel plates thicker than 10mm?
It is possible for high power laser cutting systems to penetrate 10mm hardened steel plates. But, heat accumulation will be a major concern when performing laser cutting on thick plates. An ideal processing window that allows producing 0.02mm high precision and crack free quality can be achieved predominantly with plates under 5mm thick.
Q5: Does the laser-cut surface require secondary deburring or grinding?
During the whole processing the usage of 18bar ultra-high pressure pure nitrogen for rinsing aid offers the cut edges that are smooth, clean and free of burr and slag. The surface quality is so high that a secondary grinding is not necessary. The cut can be directly assembled or polished.
Q6: Which specific grades of hardened tool steel do you support for custom laser cutting?
We can easily process several popular hardened tool steels at our factory, such as D2, A2, and O1 cold work die steels, H13 hot work die steel, and M2 high speed steel, this way fulfilling various high end molds and precision parts customization requirements.
Q7: Does the local residual stress caused by laser cutting affect the entire structure of the workpiece?
Traditional continuous lasers usually induce a lot of residual stress. Though, our exclusive ultra-short pulse technique can lower the tensile stress levels by over 85% while not compromising the structural integrity of the workpiece, this way guaranteeing the parts' long-term service stability.
Q8: What is your minimum order quantity (MOQ)? Do you provide single prototype production service?
Our brand mainly serves B2B high end flexible manufacturing and That means there is no MOQ restriction. Whether it is a single R&D prototype, a small batch prototyping, or a large scale mass production, we are capable to offer you standard professional technical support and processing services without any problem. You can simply upload the drawings and get quick and accurate quotations as well as a customized processing method.
Summary
The main difficulty in precision machining of hardened tool steel lies in effectively juggling the three aspects of accuracy, hardness, and processing efficiency. Thermal stress-caused microcracks, hardness reduction, and dimensional deviations are the main barriers to the mass production of top-grade molds.
By completely resolving the industry pain points of traditional machining through a combined process of high frequency short-pulse thermal control, dynamic linear energy adjustment, and ultra-high pressure nitrogen protection, we achieve uninterrupted high quality machining results with 0.01mm accuracy, micron-level HAZ, and HRC 58+ hardness retention.
If you are experiencing issues like long lead times, elevated costs, and non-compliance of product quality in hardened tool steel machining, kindly forward us your 2D/3D CAD drawings. Our seasoned technical team will turn around your request with a professional DFM assessment report and a precise quotation within 2 hours, helping your project to be rapidly initiated and taking advantage of the market opportunities.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
