
Precision laser cutting service for spring steel is a micron level temperature controlled cutting process mainly for flat springs. It totally eliminates the industry's problems that arise from traditional processing such as heat damage, microcracks and elasticity failure. It is capable of strictly limiting the heat-affected zone to 20μm, so achieving a dimensional tolerance of 0.01mm, and at the same time, it preserves the spring steel mechanical properties to the fullest extent. In the global precision manufacturing, customized flat springs are provided with very accurate rebound and good fatigue life. At the same time, many buyers encounter shortage of parts and equipment downtime due to substandard cutting processes.
Spring steel is a metal that is extremely sensitive to temperature. Traditional high temperature laser cutting can cause changes in the metallographic structure of the material. LS Manufacturing by a proprietary system of processes manages the problem, making sure that springs will be stable during high-frequency cyclic use.

Quick Overview of Core Processes for Precision Laser Cutting Service for Springs
This chapter summarizes the main process standards and features for laser cutting spring steel, facilitating purchasing personnel to quickly identify main processing requirements and preventing them from common processing quality problems.
| Process Dimensions | Core Technical Standards | Adverse Consequences | Core Customer Benefits |
| Heat Affected Zone (HAZ) Control | ≤20μm | Material decarburization, fatigue fracture | Extended spring cycle life |
| Auxiliary Gas Specifications | Nitrogen purity ≥99.999%, pressure 1.6-2.0MPa | Cutting edge oxidation, inability to undergo subsequent electroplating. | Eliminates secondary pickling process, shortens delivery time. |
| Stress Relief Process | Tempering at 250°C-350°C for 30-60min | Residual stress concentration, microcrack initiation. | Restores original fatigue resistance of the spring. |
| Surface Roughness | Ra 0.4μm - Ra 0.8μm | Edge slag buildup, stress concentration fracture. | No need for secondary grinding, no secondary damage. |
| Dimensional Tolerance | Stable ±0.01mm | Assembly deviation, excessive elasticity error. | Adapts to high-precision equipment assembly standards. |
Key Takeaways:
- Heat management is a crucial factor: To avoid localized decarburization failure of spring steel edges, the heat affected zone (HAZ) should be controlled to 20μm by using pulsed laser.
- Major Gas Selection: High-pressure nitrogen gas with a purity 99.999% is the only option that can be used to avoid oxidation of the cut when cutting 17-7PH or 301 stainless steel spring steel.
- Stress Relief is a Must: The residual stress induced during laser cutting should be removed by stress-relief tempering at 250℃- 350℃ so that the fatigue life of the flat spring can be restored.
- Decision-Making Criteria: Look for suppliers who are capable of DFM drawing design optimization, have online SPC dimensional monitoring, and provide traceable hardness test reports.
Why Trust LS Manufacturing's Precision Laser Cutting Service and Spring Steel Manufacturing Expertise?
Our team has a vast experience in process spring machining and can accurately resolve different spring steel cutting problems. We can produce springs that meet the standard requirements of the top industrial manufacturing through our expertise. Indirect testing of spring steel cutting across multiple brands revealed that why of more than 90% spring failures is the lack of properly controlled process parameters rather than the problems with the raw materials.
We apply the IATF 16949 mass production quality control existing system which allows us to have the full traceability of the process parameters. Normal manufacturers who are only concerned with the dimensional compliance would be blind to really changes in the metallographic structure often means fatigue. Our very small scale temperature regulation method can really double the endurance of springs. High-quality precision laser cutting service is the foundation for ensuring product stability.
Our work is compliant with the ASTM A689-25 standard for processing spring steel. Using our in-house developed tools and exclusive parameter system, we help the industry in eliminating issues like thin-plate distortion and slag-stick on thick materials, while also being able to address precision, durability, and cost effectively. Ideal for demanding medical and aerospace applications, our expert spring steel laser cutting service is capable of catering to the production requirements of springs made of a wide variety of raw materials.
Want to quickly verify the feasibility of your spring processing solution? Submit your drawings at any time to receive a free, customized DFM optimization analysis, accurately avoiding processing risks and shortening the R&D cycle.

Why Does Heat Affect Your Precision Laser Cutting Service For Spring Steel Components?
The primary issue when laser cutting spring steel is the edge hardening or localized decarburization, which is essentially the effect of too much heat being applied. LS Manufacturing employs very short-pulse fiber lasers that not only minimize the heat-affected zone (HAZ) to a few microns but also perfectly prevent any deterioration of the mechanical properties of the material. This guarantees the springs will retain their rebound stability even with long-term, high-frequency use. This is the essential technology for high-quality spring steel laser cutting.
Material Metallographic Changes Induced by High Temperature
Long term operation of high-frequency springs increases the manifestation of material defects. Laser cutting thermal control is the basis for preventing damage to the material. At the moment when the temperature of the laser beam reaches its peak, the temperature at the edge of the spring steel may reach the austenitizing temperature. In this case, the martensite structure that is very hard and brittle will be formed after cooling.
Besides that, the heat that the beam produces is capable of causing carbon loss, which in turn leads to the formation of decarburized zones that reduces the fatigue limit of the flat spring and so this part will fracture more quickly when subjected to cyclic stress.
Because of this, a spring cut by a regular laser may seem perfectly fine dimension-wise, but the internal structure is compromised and the spring will not be able to operate stably for an extended time.
Low-Temperature Cutting Parameter Optimization Solution
We have developed a completely new set of parameters for cold cutting to solve thermal damage. Laser cutting grain optimization can be used to enhance the microstructure of the cut edge. The specific control standards are:
- The pulse frequency range is locked, and is stably controlled between 2000Hz and 3500Hz, which greatly reduces the amount of heat energy per laser pulse.
- Using an ultra-low line energy input mode will prevent the edge grain from becoming too large.
- Instantaneous airflow purging is coordinated to eliminate residual heat from the cut edge very efficiently.
In comparison with the traditional continuous laser processing, this technique is capable of preserving the mechanical properties of the raw material to the greatest extent possible, which physically structurally ensures the fatigue strength of the spring, and at the same time it entirely eliminates the thermal damage defects that are inherent in traditional laser-cut spring steel.
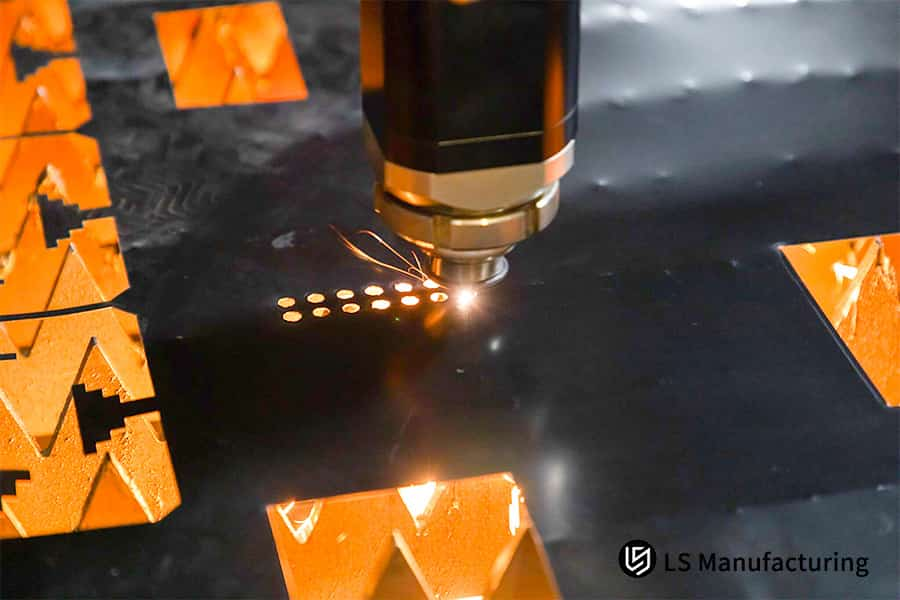
Figure 1: A close-up of laser cutting spring steel, showing sparks and heat generation.
How Can Custom Flat Spring Laser Service Prevent Material Micro-Cracking And Fatigue Failure?
Preventing micro-cracks and fatigue failure mostly depends on thoroughly overhauling the laser cutting start point design and edge cutting speed pairing. By precisely adjusting the dynamic balance between the beam waveform and the laser molten pool, we ensure smooth cut edges without microscopic tears, thereby extending product lifespan. This is the core process standard for high-quality custom flat spring laser service.
Optimized Cutting Process to Avoid Crack Initiation
Directly, precision spring cutting alignment influences the quality of the cut. A key thing of precision spring machining is preventing cracks during laser cutting. It is a known fact that vertical perforation methods cause higher thermal stress at the location, resulting in permanent microcrack initiations. Because of this, a working progressive arc-shaped cutting method is what we use at every stage, and in combination with frequency-modulated pulse technology, to disperse localized heat accumulation and prevent crack formation at its source.
Precise Cutting Speed Control Standards
A major reason for slag buildup and cracking, cutting speed imbalance. Calibrating laser cutting speed secures process conditions and also sets rigid speed norms for springs of various thicknesses. Main points of control are:
- Damping spring with a thickness of 0.5mm: Fixed within a constant cutting speed range of 4.5m/min-5.2m/min.
- Running at an excessively high speed results in a gradual thermal buildup, leading to material softening during annealing.
- Off the charts speed brings about slag buildup at the lower edge, stress concentration leads to fracture.
By tightly adhering to the parameter, we can keep the cut surface roughness consistently at Ra 0.4μm - Ra 0.8μm, a cut that is free from microscopic defects. So, it fully complies with the quality standards of high precision spring laser cutting.
If you want to be very specific in the selection of cutting parameters that correspond to a certain spring thickness, you may always ask our experts for a free estimation of the machining process costs, i.e. a nice balance between supreme quality and reasonable cost-effectiveness.
What Parameters Ensure High Precision Spring Laser Cutting For Thin Gauge Materials?
Extremely thin sheet spring steel laser cutting at ultra-high accuracy level (0.1mm - 1.0mm) relies on the use of exceedingly small focused laser spots and very strict fixture criteria. LS Manufacturing employs a 20μm ultra-fine beam focal spot and a vacuum adsorption platform combined to eliminate any deformation of thin sheet workpieces, because of this producing ultra-high dimensional accuracy of 0.01mm easily, which is a perfect example of high precision spring laser cutting process standards.
Core Laser Beam Parameter Configuration
Laser focusing on thin sheets is the key to the accuracy of thin sheet machining. For the machining of ultra-thin spring steel, eg. 0.2mm high-precision diaphragm springs, we resort to exclusive beam parameters: beam quality factor M1.1, combined with a 50mm focusing lens focal length, producing very fine laser spot while material thermal damage is minimized.
Anti-deformation tooling and closed-loop control system
Thin sheet metal is very much susceptible to vibration and deformation, which is In fact a major pain point of the industry. Laser cutting flat stabilization can solve this problem completely. We do it through a two-pronged approach:
- After a self-development, vacuum diversion adsorption fixture of high precision is used to secure absolute sheet metal flatness during the whole working cycle.
- Facilitate with a grating ruler closed-loop control system that makes dimensional deviations compensation in real time possible.
- Complex contour processing, like involute curves and porous meshes, with a tolerance of 0.01 mm stable are achievable.
This whole system completely satisfies the very strict customization specifications of the medical and aerospace sensors, this way representing the last technical support of high-end precision flat spring cutting service.
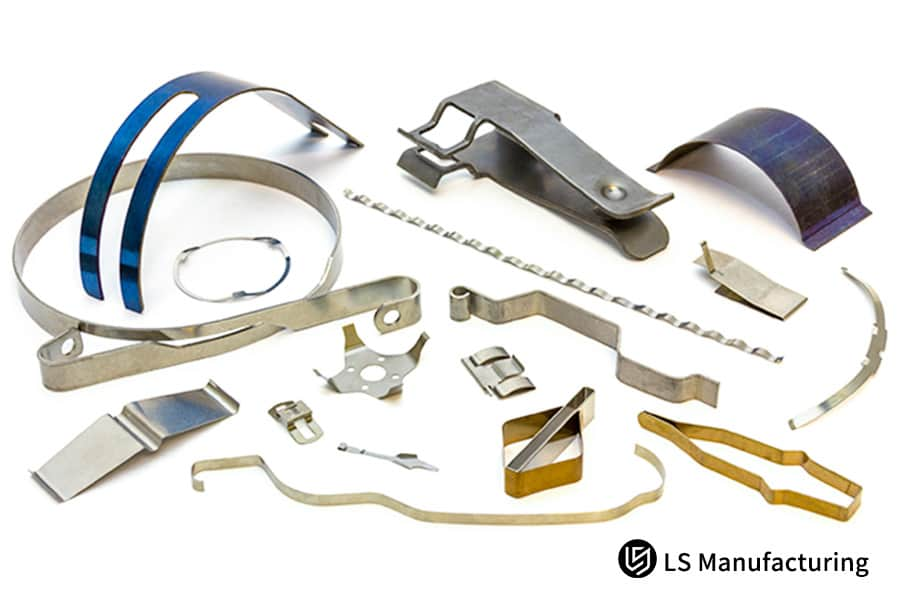
Figure 2: A variety of precision laser-cut spring steel components with intricate shapes and holes.
Why Is Assist Gas Selection Critical For Laser Cut Spring Steel Optimization?
It is the purity and pressure of the assist gas which first and foremost define the anti-oxidation ability and the subsequent weldability/electroplatedability of the spring cut. We, Because of this, are firm on the point of always using high-pressure nitrogen with a purity of 99.999% as the assist gas. This will totally remove any oxide layer at the cut edge, will save the cost of the very inconvenient secondary pickling processes, and will, at the same time, increase the finished product quality of laser cut spring steel very effectively.
Changes in Quality of Work Resulting from Different Assist Gases
The stainless spring anti-oxidation is entirely the reliance on the assist gas protection. Laser cutting gas purification will directly determine the purity of the cut. While cutting stainless steel springs like 301 and 17-7PH, using air or low-purity nitrogen can cause the formation of a 5μm-10μm black chromium oxide hard and brittle layer, which will stress corrosion and surface peeling quite easily.
Benefits of Using Nitrogen with High Purity for Cutting
We employ high-pressure, high-purity nitrogen of 1.6MPa-2.0MPa for melting and cutting. Laser cutting melt cleaning technique can effectively and quickly remove molten metal. The most significant advantages are two-fold:
- The rapid airflow easily clears molten metal resulting in a bright, beautiful silver-colored cut surface.
- In addition, the material's original passivation layer is fully intact allowing the workpiece to go directly to further processing without a need for secondary treatment.
Besides, this technique totally dispenses with the works of acid pickling and polishing the finished product, thereby greatly shortening the supply chain delivery time which reduces the overall processing costs and emphasizes the distinctive advantages of specialized precision laser cutting service at the same time.
| Spring steel material | Compatible Auxiliary Gas | Gas Purity Standard | Working Pressure | Cutting Effect |
| 301 Stainless Steel | High-purity nitrogen | ≥99.999% | 1.6-1.8MPa | Bright silver color, no oxidation, no decarburized layer. |
| 17-7PH Stainless Steel | High-purity nitrogen | ≥99.999% | 1.8-2.0MPa | No chromium oxide scale, can be directly electroplated. |
| 1074/1095 High Carbon Steel | High-purity nitrogen | ≥99.995% | 1.5-1.7MPa | Prevents carbon element burning, retains hardness. |
| 5160 Alloy Steel | High-purity nitrogen | ≥99.995% | 1.7-1.9MPa | Stable metallographic structure, no embrittlement. |

Figure 3: A technical diagram of the gas-assisted laser cutting process for spring steel.
How Can a Premium Spring Steel Laser Cutting Service Vendor Reduce Dross Accumulation?
Totally removing dross from the bottom edge of a spring is a big part that separates one precision laser cutting factory from another when judging their technical capabilities. LS Manufacturing produces zero dross at the bottom of the cut by thoroughly fine-tuning the operation that aligns the golden ratio of the focus position and nozzle height, thereby helping customers save 100% in deburring labor costs. In fact, this can be considered a main factor for top-notch spring steel laser cutting service.
The basic idea of Drooling
Drooling comes down to the molten residue from the cutting edge getting stuck. Reducing laser cutting dross is a crucial operation for upgrading machining quality. When the laser cutting process generates molten metal, if it is not rapidly removed, the metal will stick to the bottom edge of the cut after it solidifies, resulting in a stubborn burr. This later grinding step will thin down the spring and spoil its surface.
Zero-Slag Specific Parameter Adjustments
We've come up with a focus offset formula that only we use: Focus offset = Plate thickness × 0.3. Laser cutting focus tuning is able to fix the negative focus cutting mode with precise, standardized parameter control:
- To produce a supersonic concentrated airflow, the nozzle-to-plate distance has been finely controlled at 0.5mm-0.7mm.
- The stirring effect by the nozzle on the molten metal is enhanced by using a conical high-speed nozzle.
- Metal residue build-up is totally avoided by an air flow angle that has been optimized.
| Processing Mode | Slag Height | Post-processing Requirements | Secondary Damage Risk |
| Traditional Laser Cutting | ≈0.15mm | Requires manual grinding and polishing. | Extremely high, easily causing uneven thickness. |
| LS Manufacturing Optimized Process | ≤0.01mm | No secondary processing required. | No secondary damage. |
This parameter system enables precision flat spring cutting service to achieve post-processing-free forming, significantly improving delivery efficiency and ensuring the appearance and structural integrity of laser cut spring components. For customized zero-slag processing solutions for your products, please submit your drawings directly to quickly obtain an accurate quote and customized process plan.
Figure 4: A collection of custom flat springs with smooth, clean edges, showing dross reduction.
What Secondary Operations Do Reliable Custom Flat Spring Laser Service Suppliers Implement?
Besides getting an excellent laser cutting, post-processing techniques, such as stress relief through tempering and shot peening, are key in determining the lifespan of flat springs. LS Manufacturing temperature-controls stress-relief tempering on all parts after laser cutting to activate the high elastic limit of the spring steel, thereby allowing full quality control of custom flat spring laser service.
Residual Stress Relief Tempering Process
Laser-processed stress relief is key to extending spring life. Laser cutting stress elimination can eradicate residual stress from processing. The instantaneous high temperature of the laser can generate trace amounts of residual tensile stress, accelerating crack propagation. We have established a standardized process: within 15 minutes after cutting, the spring is placed in a tempering furnace and held at 280°C-320°C for 30-60 minutes to convert harmful tensile stress into stable compressive stress.
High-End Shot Peening Strengthening Process for Prolonged Lifespan
Laser cutting surface strengthening offers a great way to increase the durability of custom parts that require high lifespan. Our shot peening process is a very powerful and effective technique for enhancing the fatigue life of components, and it meets what comes next standards:
- The surface is bombarded with 0.1 mm high precision steel shot.
- The formation of a dense residual compressive stress layer on the spring surface.
- Increase the spring cycle life by more than 200%.
Such thorough post-processing will fully smooth the risk of fatigue fracture, prevent after-sales quality issues, and ultimately enhance the service life and stability of high precision spring laser cutting products.
| Post-Processing Steps | Process Temperature | Holding Time | Suitable Plate Thickness | Core Benefit Effect |
| Standard stress-relief tempering | 250°C-280°C | 30min | 0.1mm-0.3mm | Eliminates micro-stress in thin plates, prevents deformation. |
| Strengthening stress-relief tempering | 280°C-320°C | 45min | 0.3mm-1.0mm | Significantly improves fatigue resistance. |
| High-temperature stable tempering | 320°C-350°C | 60min | 1.0mm-6.0mm | Thoroughly removes deep residual stress. |
| Precision shot peening | Room temperature | 20min | For full-thickness precision custom parts | Cycle life increased by 200%+. |
How To Evaluate Capability & Quotes For Your Precision Flat Spring Cutting Service?
When choosing suppliers who specialize in flat spring cutting, it is better not to focus solely on the unit price of cutting per hour. Rather, it is worth thoroughly considering their drawing DFM calculation, prototyping speed, and SPC control capabilities that are supportive to long-term mass production. LS Manufacturing offers 24-hour rapid quoting and free DFM optimization, so they can not only reduce your new project development cycle by up to 40% but also provide a complete upgrade of your precision flat spring cutting service delivery experience.
Core Evaluation Dimensions for Professional Suppliers
When auditing custom spring manufacturing, the focus should be on quality control from start to finish. One of the decisive factors when it comes to choosing excellent suppliers is their laser cutting capacity. Good manufacturers, apart from providing you with cutting services, also change the product structure so that it can be used in mass production. The influence of the kerf and the springback coefficient on the stiffness of the spring must be precisely determined when STEP/DXF drawings are obtained.
Mass Production Quality Control and Delivery Assurance System
We rely on a dual certification system to ensure quality, and laser cutting batch consistency ensures stable mass production quality and full-process traceability. The core guarantees are as follows:
- Conforming to ISO 9001 and IATF 16949 twin quality management systems.
- Ability to smoothly switch capacity from one-piece prototype to mass production of even hundreds of thousands units.
- Issuing a full range of reports with every shipment including material certificates, hardness tests, and dimensional inspections.
This extensive quality control system is designed to assure that laser cut spring components meet the strict acceptance standards of high-end overseas procurement and that our spring steel laser cutting process continually complies with the industry standards, thereby ensuring stable mass production quality.
LS Manufacturing Case Study:Medical Industry Custom Flat 301 Stainless Steel Diaphragm Spring Laser Manufacturing
Compared with ordinary industrial standards, high-end medical equipment relies on precision springs that not only need to last much longer but also require very high precision, even small defects during processing can cause the equipment to malfunction. This article features a case study of using a proprietary cold-working process to eliminate fatigue fracture in ultra-thin stainless steel diaphragm springs, which perfectly illustrates the key benefits of precision machining and the implementation of a high precision spring laser cutting solution.
Customer's Main Problems
One of the leading manufacturers of high-end medical equipment in North America is looking for custom 0.15mm thick 301 stainless steel diaphragm springs. They have very strict laser cutting medical compliance requirements that need to be met per industry standards. These components make a difference in microfluidic pumps. So, the cycle life is more than 10 million cycles and the springback error is 2%. Parts made at two local suppliers failed after only 1.5 million fatigue cycles due to excessive heat-affected zone (HAZ), which led to project development stoppage and R&D losses.
LS Manufacturing Plan
- Through finite element analysis, we change the cutting path to prevent heat buildup in one spot. For cold processing, we use a 50W high beam quality pulsed laser with a 15ns ultra short pulse width.
- We use closed-loop vacuum adsorption fixtures and cut with 99.999% high-purity nitrogen at 1.8MPa. As a result, the HAZ is only 8μm, which is more than twice stricter than the industry standard of 20μm.
- With very accurate temperature control, residual stress is fully removed by 260C tempering for 45 min, a rare and very detailed temperature control measure in the industry.
Project Results
The final product successfully completed 10 million full-load fatigue cycles without cracks or burrs on the cut surface, and the elastic accuracy met the standards. We did rapid prototyping in just 5 days, and using our proprietary nesting optimization algorithm, we helped the client reduce raw material procurement costs by 18%, translating to annual material cost savings of over $23,000. Eventually, the client agreed to a 3-year exclusive mass production cooperation contract and named us as their core supplier in Greater China.
This example clearly illustrates the effectiveness of refined processes. Contact us if you want to meet medical-grade high-end processing standards and view more cases of high-end custom-made products to create your custom flat spring laser service and precision laser cutting service solutions.

FAQs
Q1: What is the maximum thickness of spring steel that can be handled by your high-precision spring laser cutting service?
We are capable of processing spring steel of any specification from 0.05 mm to 6.0 mm very uniformly, even materials like 1095 and 5160 which are the two most popular ones. The perpendicularity of the processed parts' edges is 0.5, which is adequate for the load requirements of various industrial precision springs.
Q2: Is spring steel going to be affected for hardness or mechanical properties during the laser cutting operation?
The hardness reduction of the material subjected to the laser beam is due to the high cooling rate, and we believe why is the decarburization annealing. We make use of ultra-short pulse laser with high-pressure cold nitrogen to drossing removal rapidly, the edge area of annealing left is almost nil, so the mechanical properties of the material is well preserved.
Q3: What measures does LS Manufacturing take to maintain the dimensional tolerances of laser cut spring parts?
Our laser cutting machines are equipped with 0.005mm grade precision linear motors and closed-loop feedback systems using grating rulers. The mass production spring dimensional tolerances can be kept stably in the range of 0.01mm to 0.03mm.
Q4: Can you make DFM (Design for Manufacturing) suggestions on my custom flat spring designs to reduce production costs?
Of course, simply send us your drawings and our skilled spring engineering team will do a DFM feasibility check within 24 hours, and at the same time, they can optimize hole spacing, corner radius, and layout structure to improve material usage, eliminate stress concentration defects, and lower the costs of mass production.
Q5: What grade of spring steel materials do you usually keep in stock for quick-turn custom manufacturing?
We keep many spring steels on hand. Our inventory includes 1074, 1095 high-carbon steel, 5160 alloy steel as well as 301, 17-7PH stainless steel. These materials cover a large spectrum of customization options. Stocks are plentiful enabling us to fulfill customer orders quickly, in many cases, the first sample can be delivered within 48 hours.
Q6: Why is nitrogen preferred over oxygen when performing custom flat spring laser service?
Using oxygen as the gas for cutting results in a very thick layer of oxide with a layer of decarburization that makes the spring metal brittle and shortens its service life dramatically. Using high-purity nitrogen generates an inert and protective atmosphere. As a result, the cut remains clean and free from oxidation, and the material's original mechanical properties are preserved.
Q7: Do you have a Minimum Order Quantity (MOQ) requirement for high-precision spring laser cutting orders?
There isn't a minimum order quantity. Regardless of whether it's a single sample for R&D testing or a high-volume production order of hundreds of thousands of pieces you will benefit from the same top-quality precision machining and standardized quality control services.
Q8: What inspection reports will I receive with my batch of laser-cut spring steel components?
Our products come in batches, and each batch is supplied with a complete set of traceability documents. You will receive raw material composition reports, Vickers hardness test records, two-dimensional precision dimensional reports, and tempering process certificates. These documents will prove that the quality of the purchased items meets the standards and is traceable.
Summary
Laser cutting spring steel to exact specifications is more than just figuring out the dimensions to be cut, it also means carefully managing the metal's structure, thermal stress, and the quality of the cut edges through engineering.
Professional high-quality precision laser cutting services, with their thorough material understanding, well-established process parameters, and quality control systems, can stop spring fatigue failure right as the feature is developed. Expert service providers who are specialists in processing spring steel are crucial to the performance of high-end equipment and good product quality.
Don't let rough edge finishing and frequent breakage damage the brand reputation of your high-end equipment. LS Manufacturing is ready to provide you with the industry's most professional precision laser cutting solutions for custom flat springs, covering everything from prototyping to global mass production in compliance with regulations. We promise to respond to your inquiries within 24 hours and provide a comprehensive cost-benefit analysis service from our senior R&D engineers, including material matching, cost accounting, and manufacturability (DFM) analysis.
Please click the "Get Quote" button to upload your DXF/STEP format design drawings or directly schedule a one-on-one in-depth technical exchange with our online engineering experts.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


