خدمة القطع بالليزر لفولاذ الأدوات هي نوع من التصنيع المرن الذي لا يتوافق فقط مع فولاذ الأدوات المقوى HRC 58-62 ولكن يمكن استخدامه أيضًا لمعالجة مشاكل عدم الكفاءة والتكلفة العالية للقطع السلكي التقليدي والتلف الحراري الناتج عن القطع بالليزر العام على مستوى الصناعة.
إلى جانب التحكم في المنطقة المتأثرة بالحرارة بدقة تصل إلى 0.03 مم، تضمن هذه التقنية تحقيق دقة إنتاجية عالية تصل إلى 0.01 مم، مع الحفاظ على صلابة الفولاذ الأصلية بنسبة 100% (HRC 58+). ولذلك ، تُعدّ هذه التقنية أساسية في تصنيع القوالب عالية الجودة. وتُقيّد الطرق التقليدية لمعالجة فولاذ الأدوات المقسّى غير المنتظم الشكل باستخدام القطع الكهربائي السلكي كفاءة سلسلة التوريد بشكل كبير.
نظرة عامة سريعة على الاستنتاجات الأساسية في قطع الفولاذ الدقيق بالليزر
يُلخص هذا الفصل أهم الابتكارات التكنولوجية ومزايا الأداء لقطع الفولاذ المستخدم في صناعة الأدوات بالليزر. جميع الأرقام مستقاة من قياسات على مستوى الإنتاج ، ويمكن استخدامها دون أدنى شك كأساس لاختيار عمليات التصنيع بين الشركات.
| وحدات المعالجة الأساسية | المعايير الفنية الرئيسية | أداء المعالجة | مزايا العميل |
| تقنية تعديل النبضات القصيرة | عرض النبضة ≤ 15 ميكروثانية، دورة التشغيل 25%-35% | منطقة التأثير الحراري ≤ 0.03 مم، تقضي على التشققات الحرارية المجهرية | يحافظ على مقاومة التآكل الأصلية للفولاذ. |
| نظام حماية عالي الضغط بالنيتروجين | نيتروجين عالي النقاء بنسبة 99.999% وضغط فائق الارتفاع يبلغ 18 بار. | لا يوجد أكسدة أو خبث عند القطع. | لا حاجة للطحن الثانوي ، مما يختصر العملية. |
| نظام تحكم فائق الدقة في أدوات الآلات | دقة تحديد المواقع ±0.003 مم، تعويض التركيز الديناميكي. | تفاوت ثابت في الإنتاج الضخم ±0.01 مم. | يفي بمتطلبات التجميع الدقيق. |
| معايرة معلمات المواد التفاضلية | تردد النبض 3500-4200 هرتز، تشكيل شعاع مسطح القمة. | خشونة السطح Ra ≤ 1.6 ميكرومتر | يحسن دقة تركيب قطعة العمل. |
| عملية تشكيل عالية السرعة | تشكيل بقطعة واحدة ، لا حاجة لعمليات تشطيب متعددة. | زادت كفاءة المعالجة بمقدار 15-20 مرة. | انخفضت تكاليف المعالجة بأكثر من 70%. |
أهم النقاط
- تتحكم ليزرات الألياف عالية التردد ذات النبضات القصيرة في المنطقة المتأثرة بالحرارة بحيث لا تتجاوز 0.03 مم ، مما يمنع تليين الحافة.
- إن الحماية بالنيتروجين النقي عالي الضغط 18 بار قادرة على التخلص تمامًا من أكسدة سطح القطع، وبالتالي يتم ضمان صلابة المصفوفة المعدنية المستقرة.
- بفضل تقنية تصنيع معينة ، نجحت شركة LS Manufacturing في الحفاظ على نطاق تقلبات الإنتاج الضخم للفولاذ الصلب للأدوات عند 0.01 مم.
لماذا تثق بخبرة شركة LS Manufacturing في مجال القطع بالليزر ومكونات فولاذ الأدوات المقوى عالي الدقة؟
تأتي الميزة التنافسية الأساسية لمعالجة المكونات الصلبة عالية الجودة من امتلاك بيانات قياس قابلة للتتبع ونظام جودة متوافق، بدلاً من مزايا قطعة واحدة من المعدات.
بالاستناد إلى الصناعة وبعد ثلاثة أشهر من اختبار معايرة الفريق لمعلمات القطع بالليزر لفولاذ الأدوات المقوى، نجحنا في صياغة نظام عملية القطع على البارد الذي يفي بمعايير الجودة ISO 13957:1997 ويتوافق مع أنواع الفولاذ عالية الجودة مثل D2 و H13.
تتسم عملية تشكيل فولاذ الأدوات المقوى بدقة متناهية، حتى أن أدنى ضرر حراري قد يؤدي إلى تلف قطعة العمل. هذا ما واجهه فريقنا كتحدٍ رئيسي أثناء التنفيذ الفعلي. ولحل هذه المشكلة، واصلنا تعديل معلمات النبض والغاز، وانتهى بنا المطاف بإجراء أكثر من 200 مجموعة اختبار للعملية.
وبفضل شهادتي ISO 9001:2015 اللتين حصلنا عليهما مرتين، فإن ورشتنا مجهزة تجهيزًا جيدًا بمجموعة اختبارات تتكون من تُستخدم هذه التقنية كآلة لقياس الإحداثيات وجهاز لاختبار الصلابة الدقيقة، كما يمكن استخدامها لإدارة عمليات التصنيع والاختبار والتصحيح بشكل متكامل. وبفضل تقنية النبضات القصيرة الخاصة بنا، تمكّنا من حلّ مشكلات التليين الحراري والتشققات الدقيقة الناتجة عن الطرق التقليدية، وهو ما مكّننا من مساعدة حوالي مئة شركة تصنيع على تجاوز معوقات عملياتها.
بفضل نظام الجودة العالي ومئات مجموعات بيانات العمليات المقاسة، تتميز علامتنا التجارية بقدرتها على إنتاج قطع ليزرية عالية الجودة لمكونات صلبة دون أي عيوب في التصنيع. في حال واجهتكم أي مشاكل في التصنيع، يمكنكم الحصول على استشارة فنية مباشرة، أما إذا كانت لديكم احتياجات خاصة، فيمكنكم تقديم رسوماتكم للحصول على حلول تصنيع مصممة خصيصًا لكم.

لماذا يؤدي القطع بالليزر للفولاذ المستخدم في صناعة الأدوات المخصصة إلى حدوث تشققات دقيقة في المكونات المقواة؟
يؤدي التذبذب الحراري الشديد إلى تدهور كبير في خصائص فولاذ الأدوات عالي الكربون والمُصلّد عالي السبائك. أثناء عملية القطع بالليزر، تتسبب الحرارة العالية المتولدة في إجهاد شد فوري مفرط، مما يؤدي بدوره إلى ظهور تشققات دقيقة في القطع. إضافةً إلى ذلك، فإن التعرض للحرارة بعد عملية القطع بالليزر، أي التبريد، قد يُحدث تحولًا مارتنسيتيًا جديدًا، مما يزيد من صلابة المادة ويؤثر سلبًا على متانتها. تُعد هذه إحدى المشكلات الرئيسية في قطع فولاذ الأدوات بالليزر حسب الطلب .
آلية توليد الإجهاد الحراري الناتج عن الليزر
ينتج التصدع المجهري بشكل رئيسي عن انبعاث الليزر ذي القدرة القصوى العالية، إلا أن القطع بالليزر المُتحكم فيه حراريًا بقدرة منخفضة يُمكنه منع التلف الحراري بشكل شبه كامل . يحدث انصهار وتبخير فولاذ الأدوات المُقسّى D2 و A2 بنبضات ليزر ذات قدرة قصوى تتراوح بين 4 و 6 كيلوواط في غضون أجزاء من الثانية. ونظرًا لانخفاض موصليته الحرارية، يتعرض هذا الفولاذ لتدرج حراري حاد جدًا، مما يؤدي إلى تمدد حراري يتبعه انكماش سريع.
مخاطر وآثار انتشار الشقوق الدقيقة
في حال عدم التحكم الدقيق في نموذج الإدخال الحراري، قد يتغلب إجهاد الشد المتبقي على قوى الترابط عند حدود الحبيبات، مما يؤدي إلى تشقق المادة وتكوين شقوق دقيقة بعمق يتراوح بين 0.05 و0.15 ملم . تتيح تقنية القطع بالليزر على مستوى الميكرون تحديد المنطقة المتأثرة بالحرارة بدقة، وبالتالي تثبيط مصادر بدء التشقق. يمكن أن تعمل الشقوق الدقيقة كمصادر للإجهاد في قطعة العمل، وقد ينتج عن تعرض قطعة العمل لظروف إجهاد عالية حدوث انهيار أو كسر.
- الآثار الفورية: انخفاض حاد في نعومة القطع بسبب خشونة السطح العالية، وهو أمر لا يقترب حتى من متطلبات التجميع الدقيق.
- الآثار المتأخرة: ضعف السلامة الهيكلية لقطعة العمل، وانخفاض عمرها الافتراضي بأكثر من 50% ، وتكاليف إضافية لاستبدالها من قبل العميل. يُعدّ عدم توازن الإجهاد الحراري السبب الرئيسي للتشققات الدقيقة في قطع الفولاذ المستخدم في صناعة الأدوات بالليزر.

الشكل 1: أكوام من قطع الفولاذ المقاوم للصدأ المقطوعة بالليزر ذات ثقوب دقيقة وأشكال هندسية متنوعة.
كيفية التحكم في دقة قطع الفولاذ الصلب بالليزر ضمن نطاق ±0.01 مم دون تشويه الحواف؟
للحفاظ على دقة قطع فولاذ الأدوات بالليزر عند 0.01 مم، من الضروري وجود نظام تعويض بؤري ديناميكي وآلة تشغيل تعمل بمحرك خطي. كما يُنصح باستخدام خوارزمية استيفاء مجزأة بطيئة للحد من تراكم الحرارة في الصيف ومنع تشوه قطعة العمل الناتج عن الحرارة والانحرافات في الأبعاد.
دعم أجهزة أدوات الآلات عالية الدقة
يُعدّ تحديد المواقع الدقيق بواسطة المحرك الخطي أساسًا لعمليات التصنيع فائقة الدقة. وتعتمد عملية القطع بالليزر الخالية من الشقوق على استخدام مكونات عالية الدقة، مما يُتيح تحقيق نتائج تصنيع غير مُتلفة. يعتمد الجهاز على هيكل جسري مزدوج الجوانب للمحرك الخطي، ويتميز بدقة تحديد مواقع تصل إلى 0.003 مم، وهي أعلى بكثير من المعايير الصناعية. وبفضل هذه الدقة، يُوفر الجهاز دعمًا قويًا لعمليات التصنيع الدقيقة للفولاذ المُقسّى.
تكنولوجيا الطاقة الديناميكية والتحكم في المسار
تقليديًا، وُجد أن أشعة الليزر المستمرة تُركّز طاقتها عند الزوايا الحادة والثقوب الصغيرة، مما يؤدي إلى انصهار المادة وانهيارها وتشوهها. أما تقنية القطع بالليزر المُعدّلة ، القائمة على تقنية تجزئة المسار على مستوى الميكرون، فهي قادرة على تلبية متطلبات معالجة مختلف الهياكل غير المنتظمة الشكل.
- تعديل الطاقة التكيفي: يتم تقليل الطاقة بشكل خطي من 3 كيلو وات إلى 1.2 كيلو وات عند قطع أقواس صغيرة R0.5 مم للحفاظ على مدخلات الطاقة لكل وحدة طول ثابتة.
- التحكم الثابت في التركيز: باستخدام مستشعر سعوي، يتم تثبيت المسافة بين الفوهة وقطعة العمل عند 0.3 مم 0.02 مم، مما يؤدي إلى عدم وجود خطأ في انحراف التركيز .
يُعدّ استخدام أجهزة متطورة والتحكم الدقيق في المعايير عنصرين أساسيين للحفاظ على دقة قطع الليزر للفولاذ المستخدم في صناعة الأدوات، والتي تصل إلى 0.01 مم، وذلك من خلال التدريب على تقنية قطع الليزر. يمكنك الاطلاع على دراسات حالة لعمليات التصنيع عالية الدقة، والحصول على استشارة فردية حول تقنيات تحسين الدقة، وتقديم الرسومات للحصول على عرض سعر للمعالجة الدقيقة في حال الحاجة إلى معالجة قطعة العمل.
هل يمكن لخدمة القطع بالليزر ذات الصلابة العالية أن تمنع تليين المنطقة المتأثرة بالحرارة؟
تعتمد خدمات القطع بالليزر الاحترافية عالية الصلابة على تعديل النبضات فائقة القصر لمدة 15 ثانية وطرق القطع البارد عالية التردد . تساعد هذه الطرق على تقليل المنطقة المتأثرة بالحرارة في القطعة، والحفاظ على الصلابة الأصلية لمصفوفة الفولاذ، وتجنب أي تليين ناتج عن التصليد الثانوي.
عيوب التليين في عمليات الليزر التقليدية
- منطقة متأثرة بالحرارة واسعة جدًا: تتسبب طريقة القطع بالليزر التقليدية المستمرة في تكوين منطقة متأثرة بالحرارة بسمك 0.2 مم. ونتيجة لذلك، تتعرض مساحة كبيرة من سطح الفولاذ لأضرار حرارية. يُمكن للقطع بالليزر عالي الجودة معالجة هذا العيب تمامًا.
- انخفاض حاد في صلابة المصفوفة: بسبب حدوث التلدين الحراري، انخفض مستوى صلابة فولاذ الأدوات المقوى الذي كان HRC 60 في البداية في بعض المناطق إلى ما دون HRC 45.
- فقدان الوظائف : في الواقع، يؤدي انخفاض الصلابة إلى إتلاف الخصائص البيولوجية ، مثل مقاومة التآكل والاستقرار الهيكلي، التي يتمتع بها الفولاذ أصلاً. ولهذا السبب، تصبح قطعة العمل غير مناسبة لظروف التشغيل الدقيقة للقوالب عالية الجودة.
تقنية التشكيل شبه البارد المضادة للتليين
إحدى طرق تحقيق تأثيرات القطع بالليزر في درجات حرارة منخفضة هي تحسين تعديل عرض النبضة. تتضمن هذه التقنية ضغط مدة النبضة إلى 12-20 ثانية، باستخدام دورة عمل بنسبة 25-35%، مما يوفر وقت تبريد كافيًا لعملية "المعالجة شبه الباردة". تُستخدم طاقة الليزر لإنهاء مرحلة القطع قبل انتشار الحرارة. بناءً على الاختبارات المجهرية، يكون انخفاض الصلابة أقل من 1.5 HRC عند قطع بسمك 0.02 مم.

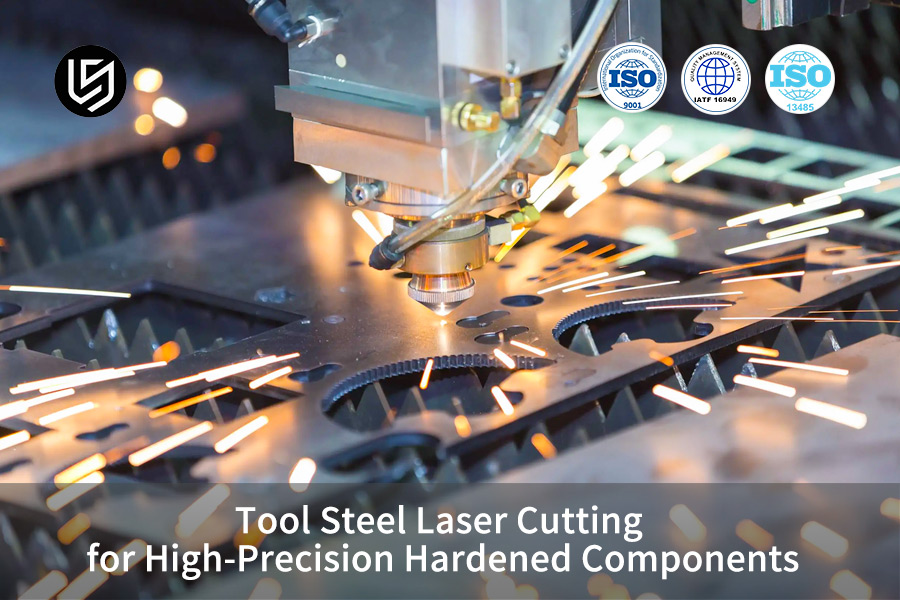
الشكل 2: رأس القطع بالليزر يُنشئ شعاعًا وشرارات أثناء العمل بدقة على جزء معدني.
ما هي أفضل معايير خدمة القطع بالليزر الليفي للفولاذ D2 و H13؟
أفضل ظروف المعالجة لفولاذ الأدوات عالي السبائك هي: قدرة تتراوح بين 2.5 و3.5 كيلوواط، وتردد يتراوح بين 3500 و4200 هرتز، ودورة تشغيل 30%، وسرعة تتراوح بين 1.2 و1.8 متر/دقيقة. يُعد هذا حلاً وسطاً مثالياً بين جودة القطع والحرارة، وهو مناسب تماماً لعمليات الإنتاج الضخم لقطع فولاذ الأدوات بالليزر حسب الطلب.
منطق معايرة معلمات الفولاذ التفاضلي
تختلف خصائص انصهار سبائك الفولاذ باختلاف تركيباتها، لذا فإن معايير المعالجة المناسبة لنوع معين من فولاذ الأدوات قد لا تكون ملائمة لأنواع أخرى. وبفضل تقنية القطع بالليزر المُحسّنة السرعة، يُمكن ضبط خصائص المعالجة لتناسب أنواع الفولاذ المختلفة. ونظرًا للاختلاف الكبير بين فولاذ D2 وفولاذ H13 في درجة الانصهار وانعكاس الليزر، فإن كل نوع منهما يحتاج إلى مجموعة من المعايير الخاصة به.
المعايير والنتائج المثلى للإنتاج الضخم
استنادًا إلى خبرتنا العملية في مشاريع الإنتاج الضخم للفولاذ ذي القوالب الدقيقة، فإن المعايير الثابتة تحقق نتائج معالجة مستقرة، كما أن القطع بالليزر الخالي من العيوب يضمن جودة متسقة عبر دفعات قطع العمل.
| نوع فولاذي | الطاقة المثلى | تردد النبض الثابت | مواصفات الفوهة | معايير المنتج النهائي |
| فولاذ الأدوات D2 (3 مم) | 3.0 كيلوواط | 3800 هرتز | فوهة أحادية الطبقة 1.2 مم | Ra≤1.6 ميكرومتر، الزاوية≤0.03 مم |
| فولاذ الأدوات H13 (3 مم) | 3.2 كيلوواط | 3800 هرتز | فوهة أحادية الطبقة 1.2 مم | خالٍ من الخبث، صلابة ثابتة HRC 58+ |
كيف تقوم المصانع بتحسين ضغط الغاز لقطع المكونات الصلبة بالليزر؟
يعتمد المصنعون المتميزون على النيتروجين فائق النقاء بنسبة 99.999% (16-20 بار) لإزالة الخبث المنصهر بسرعة باستخدام تأثير الكشط الميكانيكي عالي الضغط، مما يؤدي إلى وقف تفاعلات الأكسدة الطاردة للحرارة بشكل فعال والتأكد من الحفاظ على جودة الحافة في قطع الليزر للمكونات الصلبة .
الأساس المنطقي الرئيسي وراء اختيار الغاز المساعد
يُعدّ التحكم الدقيق في درجة حرارة تفاعل الغاز أمرًا بالغ الأهمية، إذ يعتمد الحصول على جودة ثابتة في قطع الليزر على اختيار الغاز المساعد المناسب. فالقطع بالأكسجين لا يؤدي فقط إلى ارتفاع درجة الحرارة إلى ما يزيد عن 2000 درجة مئوية، بل يؤدي أيضًا إلى إزالة الكربون وتقشر حافة القطع، مما يُضعف بلا شك الخصائص الأساسية للفولاذ المُقسّى.
تفاصيل تحسين إنتاج النيتروجين عالي الضغط
يمكن أن يُسهّل التنظيف بالنيتروجين تحت ضغط عالٍ عملية القطع غير المُتلفة. يُعدّ النيتروجين عالي الضغط ضروريًا للقطع بالليزر منخفض الأكسدة ، والذي يهدف إلى عزل الهواء ومنع تكوّن عيوب الأكسدة . يُمكن لضغط 18 بار من النيتروجين عالي النقاء أن يمنع دخول الأكسجين، ويُمكنه تنظيف الخبث المنصهر بفعالية، ليُظهر الجانب المقطوع لون المعدن اللامع دون أي علامات للأكسدة أو الخبث.
- معيار النقاء: غاز النيتروجين فائق النقاء بنسبة 99.999%، مما يزيل الشوائب وبالتالي يمنع تلوث القطع .
- نطاق الضغط: ضغط ثابت 18 بار، قادر على الإنتاج الضخم للفولاذ المقوى بسمك 3-5 مم.
يُعدّ استخدام غاز النيتروجين عالي الضغط والنقاء عنصرًا أساسيًا لتحسين جودة قطع المكونات الصلبة بالليزر، وذلك من خلال التخلص من مشاكل الأكسدة وتراكم الخبث. اطلع على دراسات حالة لتحسين عمليات الغاز، واحصل على استشارة فردية حول تقنيات ضبط ضغط الغاز ، وقدّم متطلبات قطعة العمل الخاصة بك للحصول على عرض سعر تفصيلي للمعالجة.
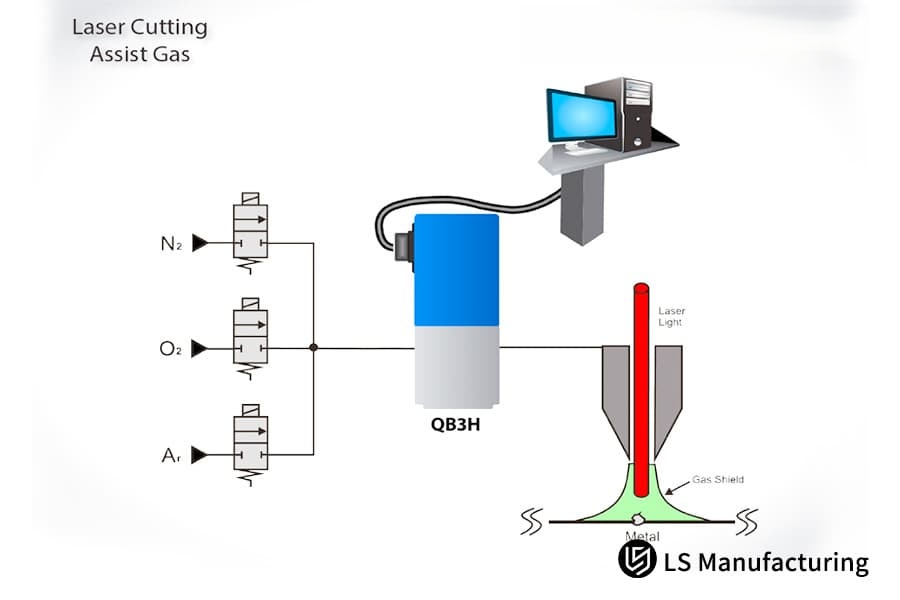
الشكل 3: رسم تخطيطي لنظام خلط الغازات (N2، O2، Ar) لتحسين عملية القطع بالليزر.
لماذا يعتبر القطع بالليزر عالي الدقة للفولاذ المستخدم في صناعة الأدوات أفضل من عملية التصنيع التقليدية باستخدام التفريغ الكهربائي؟
يُعدّ استخدام الليزر عالي الدقة لقطع فولاذ الأدوات أسرع بـ 15 إلى 20 مرة من القطع الكهربائي السلكي. فضلًا عن عدم الحاجة إلى أقطاب كهربائية مُخصصة، فإنه يُحقق مزايا هائلة من حيث التكلفة ووقت التسليم في تصنيع دفعات صغيرة من الأجزاء ذات الأشكال المُخصصة، ويُتيح إمكانية التصنيع المرن على مستوى جديد كليًا.
نقص مستمر في معالجة التفريغ الكهربائي التقليدية
يؤدي انخفاض استهلاك سلك القطب الكهربائي مع انخفاض السرعة إلى انخفاض كفاءة معالجة التفريغ الكهربائي بشكل كبير. وتُزيل دورة القطع بالليزر عالية السرعة مشكلة انخفاض الكفاءة تمامًا. تتطلب معالجة التفريغ الكهربائي عالية الدقة إجراء عدة مراحل تشطيب، مما يعني وقت معالجة طويل لكل قطعة، وبالتالي تكلفة عالية للمواد المستهلكة واستهلاك المعدات.
مقارنة المزايا الشاملة للقطع بالليزر
| أبعاد المقارنة | قطع الأسلاك | القطع بالليزر الدقيق | مزايا العميل |
| وقت المعالجة (لنفس قطعة العمل) | 8 ساعات | 4.5 دقيقة | انخفضت دورة التسليم بأكثر من 99% |
| تكلفة معالجة القطعة الواحدة | تكاليف عالية لسلك القطب الكهربائي بالإضافة إلى تكاليف وقت تشغيل الآلة. | تم تخفيض السعر بأكثر من 70%. | توفير في التكاليف يزيد عن 200 دولار لكل قطعة |
| قدرة إنتاجية مرنة | يتطلب أقطابًا كهربائية مصممة خصيصًا، وقابلية ضعيفة للتكيف. | تشكيل بقطعة واحدة ، قابل للتكيف مع الأجزاء غير المنتظمة المعقدة. | يدعم النماذج الأولية السريعة والإنتاج الضخم |
| خسائر العمليات | انخفاض سريع في قيمة المعدات، واستهلاك مرتفع للمواد الاستهلاكية . | لا يوجد فقدان للأقطاب الكهربائية، وفقدان منخفض للمعدات. | انخفاض تكاليف الشراء على المدى الطويل |
تُحقق تقنية القطع بالليزر عالي الدقة للفولاذ المستخدم في صناعة الأدوات مستوىً فائقًا من الدقة، مما يُحدث نقلة نوعية في كلٍ من تكلفة ووقت العملية مقارنةً بعمليات القطع الكهربائي التقليدية. ومع ذلك، تظل هذه التقنية قابلة للتكيف مع سيناريوهات مُخصصة متنوعة.
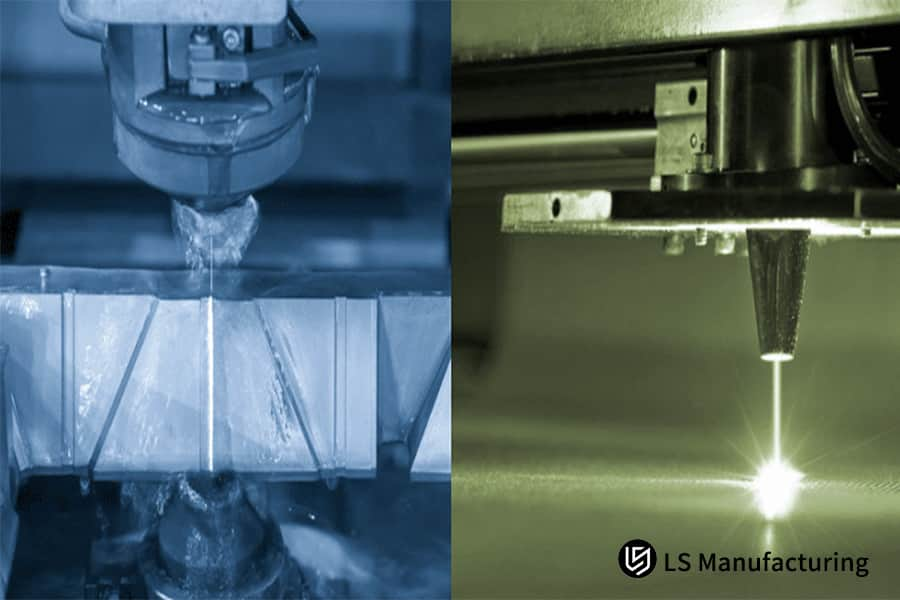
الشكل 4: يقوم شعاع ليزر مركز بقطع قطعة عمل من فولاذ الأدوات بدقة عالية في أحد المصانع.
كيف تقوم شركة LS Manufacturing بتصنيع مكونات طبية صلبة مقطوعة بالليزر حسب الطلب؟
لقد أنتجت شركة LS Manufacturing بشكل مثير للإعجاب للغاية إنتاجًا ضخمًا عالي الدقة ومخصصًا لموجهات صلبة للأدوات الجراحية الطبية دون حدوث تشقق حراري بفضل التحكم الفريد في تدفق الهواء عالي الضغط للغاية وتقنية التصنيع الدقيق بالليزر متعدد المحاور، مما يلبي تمامًا متطلبات المعالجة المتطورة للمكونات الصلبة المقطوعة بالليزر .
تحديات العملاء
توجد معايير صارمة للغاية في صناعة الأجهزة الطبية فيما يتعلق بجودة المنتج، والدقة، والصلابة، والتشغيل الخالي من الشقوق، وخاصةً للمكونات المُقسّاة. يُمكن أن يكون استخدام تقنية القطع بالليزر الطبية حلاً مثالياً لتلبية متطلبات المعالجة الدقيقة للأجهزة الطبية المتطورة. كان العميل، وهو شركة أجنبية كبيرة في مجال الأجهزة الطبية، يعتزم تصنيع أدوات توجيه جراحية من فولاذ الأدوات D2 بصلابة تتراوح بين 58 و60 HRC. تم رصد عيوب في جودة منتجات العديد من الموردين، مما كان من الممكن أن يؤدي إلى تأجيل المشروع.
حلول التصنيع LS
- قرر فريقنا التقني عدم إصلاح عملية الليزر المستمر القديمة، واعتماد ليزر نبضي جديد بطول موجي 1064 نانومتر . يتميز هذا الليزر بدقة عالية في القطع، ودقة متناهية في التحكم في كمية الحرارة المُدخلة.
- من خلال الحفاظ على تردد النبض عند 4000 هرتز وعرض النبض ضيقًا عند 15 ثانية، فإنهم قادرون على تقليل مدخلات الحرارة.
- يتم ذلك باستخدام فوهة محورية من النيتروجين عالي النقاء بضغط 19 بار، وتتتبع عمليات القطع بالليزر نقطة التركيز بشكل ديناميكي مع تباعد دقيق للفوهة يبلغ 0.15 مم، مما يساعد في التبديد السريع لحرارة القطع ومنع ارتداد المعدن المنصهر وتراكم الإجهاد الحراري.
إليك نصيحة مفيدة لحل المشكلات: عند قطع ثقوب صغيرة بالليزر في الفولاذ المقوى وظهور الثقوب، فإن تغيير وقت الثقب التدريجي إلى 0.8 ثانية يمكن أن يقضي تمامًا على عيوب الثقب.
النتائج والقيمة
يؤكد فحص آلة قياس الإحداثيات (CMM) واختبار الصلابة الدقيقة أن جميع تفاوتات المنتج في المرحلة النهائية يتم الحفاظ عليها بشكل مستقر في حدود 0.01 مم، و HAZ 0.02 مم ، وصلابة الحافة ثابتة HRC 59، بدون أي تشققات دقيقة.
يُمكّن هذا الحل العملاء من توفير 65% من تكاليف المعالجة، أي ما يعادل خفضًا قدره 320 دولارًا أمريكيًا في تكلفة كل قطعة عمل . كما أنه يُقلل بشكل كبير من دورات التسليم، ويساعد العملاء على التخلص من معوقات الإنتاج، بل ويُسهم في تحقيق التعاون على المدى الطويل.
لقد مهدت عمليات الضبط المتقدمة والتحسين الدقيق الطريق أمام استخدام قطع العمل المقطوعة بالليزر والمُقسّاة في تطبيقات طبية دقيقة للغاية، وقد تم تأكيد جودتها من خلال الإنتاج بكميات كبيرة. اطلع على دراسات حالة المشاريع الكاملة لتتعلم وتحصل على تحليل مجاني لجدوى التصميم للتصنيع (DFM)، بالإضافة إلى تصميم حلول معالجة قطع العمل عالية الدقة حسب الطلب.

ما الذي يحدد تكلفة مورد قطع الفولاذ الصلب المخصص بالليزر؟
لا يُحدد وزن المادة وحده سعر قطع الفولاذ الدقيق بالليزر . فالعوامل الرئيسية التي تُحدد التكلفة هي مدى تعقيد قطعة العمل، وسُمك المعدن، وصلابة الفولاذ، ودقة الأبعاد المطلوبة. بمعرفة هذه العوامل، يستطيع العملاء تحسين تصاميمهم والتحكم في ميزانياتهم.
العوامل الرئيسية المؤثرة على التكلفة
لا تحدد صلابة المادة مدة العملية فحسب، بل تحدد أيضًا تكلفة المواد الخام. ويمكن لتقنية القطع بالليزر، التي تتكيف مع السماكات المختلفة، التعامل مع سيناريوهات معالجة الصفائح المعدنية المتنوعة. ويمكن تصنيف العوامل الرئيسية المؤثرة على التكاليف إلى فئتين رئيسيتين:
- تأثير سمك الصفيحة: في كل مرة يتم فيها زيادة سمك الفولاذ بمقدار 1 مم ، تزداد مقاومة اختراق الليزر بشكل هندسي، مما يتسبب في انخفاض كبير في سرعة القطع وزيادة مستمرة في تكاليف وقت الماكينة.
- الخسائر في عملية الحفر: يُعدّ حفر الفولاذ المقوى عمليةً بالغة الصعوبة، إذ يستغرق حفر ثقب واحد من 0.5 إلى 2 ثانية. ولا يقتصر الأمر على زيادة وقت المعالجة فحسب، بل يتسبب أيضًا في تآكل سريع للفوهة، مما يؤدي إلى ارتفاع تكاليف المواد.
اختلافات التكلفة بناءً على درجات التفاوت
تُعدّ دقة تحديد درجة التفاوت عاملاً أساسياً في تحديد صعوبة المعالجة، وبالتالي السعر. وبفضل تقنية القطع بالليزر المُتحكّم بها ، يُمكن الحصول على تفاوتات مختلفة تتناسب تماماً مع مستويات دقة متباينة ، ويُعدّ الاختلاف التقني بين معايير التفاوت المختلفة كبيراً للغاية.
- التفاوتات القياسية (0.05 مم): أعلى سرعة معالجة، لا حاجة لفحص العملية بالكامل ، أقل صعوبة في العملية، وتكلفة معالجة إجمالية أقل.
- التفاوتات فائقة الدقة (0.01 مم): من الضروري خفض سرعة الآلات وإجراء فحص كامل بنسبة 100٪ عبر الإنترنت، ومستوى تكنولوجي عالٍ، ووقت معالجة طويل، وزيادة كبيرة في التكلفة الإجمالية.
- أساس الحساب: الصيغة الخاصة لحساب التكلفة موضحة أدناه: تكلفة وقت تشغيل الآلة للقطعة الواحدة = وقت القطع × معدل المعدات + استهلاك النيتروجين × سعر وحدة الغاز . تضمن هذه الصيغة شفافية ودقة التسعير.
كيفية تقييم معايير الجودة لشركة تصنيع أدوات القطع بالليزر؟
لا ينبغي أن يكون موردو خدمات القطع بالليزر من الدرجة الأولى حاصلين على شهادة IATF 16949 و ISO 9001:2015 فحسب، بل يجب أن يكون لديهم أيضًا معدات اختبار دقيقة لإجراء فحص جودة مغلق الحلقة لقطعة العمل والتحكم الدقيق في تفاوت القطع بالليزر لصلب الأدوات.
معايير تكوين اختبار الأجهزة
تُعدّ أدوات الفحص الاحترافية عالية الجودة ركيزة أساسية لضمان جودة المنتج. ولن يكون المنتج جيدًا إلا إذا كانت مجموعة أدوات الاختبار بأكملها قادرة على إجراء فحص شامل للخصائص الخارجية والأبعاد والبنية المعدنية .
نظام مراقبة الجودة للعملية الكاملة
لا يمكن ضمان جودة ثابتة للدفعات إلا من قِبل مصنعي آلات القطع بالليزر الذين يمتلكون نظامًا راسخًا لمراقبة الجودة يشمل العملية برمتها. وتتمثل خطوات المراقبة الرئيسية فيما يلي:
- آلية فحص أول منتج: يتم فحص أول منتج من الدفعة من جميع الجوانب للكشف عن أي نوع من الانحرافات في العملية مسبقًا لمنع خطر إتلاف الدفعة.
- التحكم الإحصائي في العملية: يتم إجراء التحكم الإحصائي في العملية (SPC) بقيمة CPK مستقرة >1.33، وذلك لضمان استقرار الإنتاج الضخم.
- ثلاث عمليات فحص أساسية: بما في ذلك تحليل الشريط المقطعي، وملاحظة البنية المعدنية، وفحص الدقة الأبعاد الكاملة، توفر هذه العمليات مراقبة جودة المنتج ذات الحلقة المغلقة.
يُعدّ وجود كوادر مؤهلة، وأدوات قياس دقيقة، ومراقبة شاملة للعمليات، عناصر أساسية لإدارة دقة قطع الفولاذ بالليزر وضمان جودة الدفعات. يمكنك تقديم متطلباتك الخاصة بقطع العمل للحصول على حلول معالجة مخصصة وعالية الجودة.
الأسئلة الشائعة
س1: هل يؤدي قطع الفولاذ الصلب المستخدم في صناعة الأدوات بالليزر إلى تليين الحواف؟
لا، لن تصبح الحواف لينة. باستخدام تقنية تعديل النبضات فائقة التردد المتقدمة مع طريقة تبريد النيتروجين النقي بضغط عالٍ للغاية يبلغ 18 بار، يمكن حصر مدخلات الحرارة من العملية في بضع ميكروثوانٍ فقط ، مما يمنع تمامًا تأثير التليين الناتج عن عملية التلدين ويحافظ على صلابة الفولاذ كما هي في الأصل.
س2: ما هو الحد الأقصى للتفاوت الذي يمكنك الحصول عليه لقطع الفولاذ الصلب المستخدم في صناعة الأدوات بالليزر؟
باستخدام محرك خطي عالي الدقة مع نظام تغذية راجعة مغلق الحلقة للتركيز في الوقت الحقيقي، يمكن للمصنع التحكم بشكل موثوق في التفاوت البعدي الخطي على فولاذ الأدوات المقوى في حدود 0.01 مم حتى في الإنتاج على نطاق واسع، وهو أمر مناسب تمامًا لمتطلبات التجميع عالي الدقة.
س3: لماذا سعر قطع الفولاذ الصلب المستخدم في الأدوات بالليزر أعلى من سعر الفولاذ الكربوني العادي؟
يتميز فولاذ الأدوات المُقسّى بصلابة عالية وحساسية شديدة للحرارة. تتطلب عملية تصنيعه سرعة منخفضة وتحكمًا دقيقًا في درجة الحرارة لمنع ظهور الشقوق الدقيقة. في الوقت نفسه، يستهلك كمية كبيرة من غاز النيتروجين عالي الضغط والنقاء . بالإضافة إلى ذلك، يتطلب الأمر ضبطًا دقيقًا ومعقدًا للمعايير، مما يجعل تآكل المعدات وتكاليف العملية أعلى بكثير من تكاليف قطع الفولاذ الكربوني العادي.
س4: هل يمكن لتقنية القطع بالليزر معالجة ألواح الفولاذ المقوى التي يزيد سمكها عن 10 مم؟
من الممكن لأنظمة القطع بالليزر عالية الطاقة اختراق ألواح الفولاذ المقوى بسماكة 10 مم. إلا أن تراكم الحرارة سيشكل مصدر قلق كبير عند إجراء القطع بالليزر على الألواح السميكة. ويمكن تحقيق نطاق معالجة مثالي يسمح بإنتاج دقة عالية تصل إلى 0.02 مم وجودة خالية من الشقوق، وذلك بشكل أساسي مع الألواح التي يقل سمكها عن 5 مم.
س5: هل يتطلب السطح المقطوع بالليزر إزالة النتوءات أو الطحن الثانوي؟
خلال عملية التصنيع بأكملها، يضمن استخدام النيتروجين النقي عالي الضغط (18 بار) كعامل مساعد للشطف، الحصول على حواف قطع ناعمة ونظيفة وخالية من النتوءات والخبث. جودة السطح عالية جدًا لدرجة أنها لا تتطلب عملية تجليخ ثانوية. يمكن تجميع القطع مباشرةً أو تلميعها.
س6: ما هي الدرجات المحددة من فولاذ الأدوات المقوى التي تدعمونها للقطع بالليزر حسب الطلب؟
يمكننا بسهولة معالجة العديد من أنواع الفولاذ الصلب المستخدم في صناعة الأدوات في مصنعنا، مثل فولاذ قوالب العمل البارد D2 و A2 و O1، وفولاذ قوالب العمل الساخن H13، وفولاذ السرعة العالية M2 ، وبهذه الطريقة نلبي متطلبات تخصيص القوالب عالية الجودة والأجزاء الدقيقة المختلفة.
س7: هل يؤثر الإجهاد المتبقي الموضعي الناتج عن القطع بالليزر على الهيكل الكامل لقطعة العمل؟
تُسبب أشعة الليزر التقليدية المستمرة عادةً إجهادًا متبقيًا كبيرًا. ومع ذلك، فإن تقنيتنا الحصرية للنبضات فائقة القصر قادرة على خفض مستويات إجهاد الشد بنسبة تزيد عن 85% دون المساس بالسلامة الهيكلية لقطعة العمل، مما يضمن استقرارها على المدى الطويل.
س8: ما هو الحد الأدنى لكمية الطلب (MOQ)؟ هل تقدمون خدمة إنتاج نموذج أولي واحد؟
تُقدّم علامتنا التجارية خدماتها بشكل أساسي لتصنيع المنتجات المرنة عالية الجودة في قطاع الأعمال (B2B)، مما يعني عدم وجود حد أدنى للطلب. سواءً كان الأمر يتعلق بنموذج أولي واحد للبحث والتطوير، أو إنتاج نماذج أولية بكميات صغيرة، أو إنتاج كميات كبيرة، فإننا قادرون على تزويدكم بدعم فني احترافي وخدمات معالجة قياسية بكل سهولة. ما عليكم سوى تحميل الرسومات والحصول على عروض أسعار سريعة ودقيقة، بالإضافة إلى طريقة معالجة مُخصصة.
ملخص
تكمن الصعوبة الرئيسية في التشغيل الدقيق للفولاذ الصلب المستخدم في صناعة الأدوات في تحقيق التوازن الأمثل بين ثلاثة جوانب: الدقة، والصلابة، وكفاءة المعالجة . وتُعدّ الشقوق الدقيقة الناتجة عن الإجهاد الحراري، وانخفاض الصلابة، والانحرافات في الأبعاد، من أهم العوائق التي تحول دون الإنتاج الكمي للقوالب عالية الجودة.
من خلال حل نقاط الضعف الصناعية للتشغيل التقليدي بشكل كامل من خلال عملية مشتركة للتحكم الحراري عالي التردد قصير النبض، وتعديل الطاقة الخطي الديناميكي، والحماية بالنيتروجين عالي الضغط للغاية، نحقق نتائج تشغيل عالية الجودة دون انقطاع بدقة 0.01 مم، ومنطقة متأثرة بالحرارة على مستوى الميكرون، واحتفاظ بصلابة HRC 58+.
إذا كنتم تواجهون مشاكل مثل طول فترات التسليم، وارتفاع التكاليف، وعدم مطابقة جودة المنتج لمعايير التصنيع في مجال تشكيل الفولاذ الصلب، يُرجى تزويدنا برسومات CAD ثنائية/ثلاثية الأبعاد . سيقوم فريقنا الفني المتمرس بالرد على طلبكم خلال ساعتين ، مُقدماً تقرير تقييم احترافي للتصميم من أجل التصنيع (DFM) وعرض سعر دقيق ، مما يُساعد على بدء مشروعكم بسرعة والاستفادة من فرص السوق.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com 
