
チタン板金加工は、主に医療機器、航空宇宙、半導体製造装置分野向けの高精度チタン合金板金加工ソリューションです。従来のサプライチェーンにおける、レーザー切断による熱影響部の脆化、曲げ加工時の制御不能なスプリングバック、溶接脆化、価格の不透明さといった主要な課題を克服します。例えば、LS Manufacturing社は、レーザー切断後の熱影響部を0.08mmまで低減し、曲げ角度の許容誤差を±0.5°に抑えることができます。
さらに、板金加工の即時見積もりシステムとDFM(製造性設計)監査を統合することで、工程途中での価格変更を完全に排除できます。この記事を読むことで、高付加価値チタン合金サプライヤーの技術的準備状況を評価するために使用できる一連の定量的なベンチマークを入手できます。

チタン板金加工における主要工程寸法の比較
| プロセス次元 | 業界平均 | LS製造工程限界 | 顧客への直接的なメリット |
| 顧客への直接的なメリット | ≥0.25 mm | ≤0.08 mm | 曲げ亀裂のリスクが90%以上低減 |
| 曲げ角度のスプリングバック公差 | ±2°~±3° | ±0.5° | 組立歩留まりは99.8%に向上した。 |
| 溶接排気ガス中の酸素含有量 | 200 ppm以上 | ≤50 ppm | 溶接部の疲労寿命が200%向上した |
| チタン板材の利用率 | 約68% | 最大84% | 単体原材料費が22%削減 |
| 寸法位置決め公差 | ±0.15 mm | ±0.05 mm | ハイエンド機器の精密組立要件を満たします。 |
主なポイント
- 曲げ亀裂回避のための選択肢:
チタン合金は非常に高い降伏強度比を示します。断面を冷間曲げ加工する場合、下型開口部間の距離をより正確に設定する必要があり(通常V 6t~8t)、グレード5の場合は、曲げ割れを確実に防止するために、曲げ半径を少なくともR 4.5tにする必要があります。
- 正確なスプリングバック補正:
チタン合金の極めて高精度な板金成形では、金型の補正アルゴリズムにおいて、少なくとも15°~20°のスプリングバック(これは炭素鋼の約3~4倍に相当します)を考慮し、レーザー角度の完全自動閉ループ監視を行う必要があります。
- 高純度溶接ガスの制御:
温度が400℃を超えると、チタンは大気中のガスを非常に容易に吸収し、溶接部が脆くなります。そのため、99.999%の高純度アルゴンガスによる両面全面保護が必須であり、排気ガス中の酸素濃度は50ppm以下にする必要があります。
- 商業見積もり保証:
LS Manufacturingは、アルゴリズムによる即時見積もりだけに頼ることはありません。100%専門家レベルのDFM(設計製造性)レビューを組み合わせた複合見積もりシステムを提供し、部品がISO 9001/AS9100製造規格に完全に準拠していることを保証することで、隠れたコストが発生しないようにしています。
カスタムチタン合金部品の製造にLSマニュファクチャリングのチタン板金加工を選ぶ理由とは?
最初から最後まで全工程を管理できるサプライヤーを選ぶことは非常に重要です。なぜなら、そのようなサプライヤーは、特注のチタン合金板金部品の不良リスクを軽減し、部品の総コストを管理するのに役立つからです。
精密な航空宇宙用ブラケットの製造経験から、一般的に板金工場ではチタン合金の冷間曲げ加工における不良率が25%を超えていることが分かっています。これは主に、材料の異方性を定量的に制御する手段がないためです。そこで当社は、厚さ0.5mmから4.0mmまでのチタン合金のレオロジー応力に関する参考表を作成しました。これにより、絞り加工段階での亀裂やスプリングバックのリスクを特定することが可能になります。
すべての加工工程は厳密に監視・管理されており、航空宇宙グレードの品質管理システム規格であるAS9100Dに完全に準拠しています。当社のプロセスエンジニアは、切断、成形、溶接といった各段階における品質管理ポイントを定量的に設定することで、チタン合金部品の製造において独自の工程順序を作成することができます。
当社では、完成品にはEN 10204 3.1規格に準拠したトレーサビリティ証明書を添付して納品いたします。また、価格設定においては、すべての特殊加工費用を最初に明示することで、お客様が後から隠れた追加料金が発生することを心配する必要がないようにしています。
精密なプロセス予測により、チタン合金加工における80%以上の不良リスクを発生源で軽減できます。製品図面をご提出いただければ、当社のプロセスエンジニアが無料のDFM(製造性設計)評価を実施し、亀裂発生リスクやコスト最適化の機会を事前に特定いたします。

チタン板金加工において、微細亀裂を防ぐために厳密な温度管理が必要なのはなぜですか?
チタン板金加工において、チタンの低い熱伝導率と高いせん断感受性は、レーザー切断やせん断時に熱影響部で結晶粒粗大化を引き起こし、その結果、端部に微細な亀裂が生じる可能性がある。熱応力は、パルス周波数の調整、高圧窒素の使用、または冷水切断によって完全に除去する必要がある。
熱間切断プロセスにおける微視的な破壊メカニズム
チタン合金の熱伝導率は炭素鋼の約5分の1程度です。そのため、切削加工中に熱が速やかに放散されず、エッジ部分の結晶粒粗大化と硬度上昇が生じます。さらに、その後の曲げ加工によって熱影響部に沿って容易に亀裂が発生する可能性があるため、 応力制御型の板金加工においては、細心の注意を払って取り扱う必要があります。
10.6μm COレーザーは波長が長く、熱入力がより集中しているため、 1.06μmファイバーレーザーよりもチタン合金への熱損傷が大きくなります。言い換えれば、レーザー波長が短いほど、チタン合金の切断面への熱損傷は少なくなり、精密な薄板加工に適しています。
LSマニュファクチャリングの熱応力制御限界パラメータ
レーザー切断された板金やカスタムチタン合金部品の切断における意思決定ツールとして活用できる切断面の性能を測定するため、様々なレーザー加工方法を徹底的に比較テストしました。主なデータは以下の表に示されています。
| レーザータイプ | 切断速度(m/分) | 出力電力(W) | 熱影響部の厚さ(mm) | 刃先微小硬度(HV) |
| CO₂レーザー(空気補助式) | 1.2 | 1500 | 0.32 | 485 |
| ファイバーレーザー(空気補助式) | 2.0 | 1200 | 0.21 | 452 |
| ファイバーレーザー(窒素1.5MPa) | 2.5 | 1200 | 0.08 | 340 |
| ファイバーレーザー(窒素2.0MPa) | 3.0 | 1500 | 0.07 | 335 |
| 高圧水切断(400MPa) | 0.3 | - | 0 | 310 |
熱応力制御の主な実現基準は以下のとおりです。
- 波長1.06μmのファイバーレーザーを用い、切断補助として1.5MPaの高圧・高純度窒素ガスを供給した。
- 切断する前に金属板の方向を確認し、切断線は繊維の方向に沿って切ることで、全体の歪みを最小限に抑えます。
- 厚さが3mmを超える部品や、熱による影響を一切許容できない部品には、冷水ジェット切断が最も適しています。
このプロセスシステムは、部品の端部における物理的特性を保証します。当社の板金加工即時見積もりツールは、お客様による追加の確認を必要とせずに、最適な加工オプションをインテリジェントに選択します。

図1:ステンレス鋼製の排気部品を含む、様々な形状に曲げられた金属製のパイプやチューブのコレクション。
カスタムチタン合金部品は、スプリングバックなしで精度限界をどのように克服できるのか?
カスタムチタン合金部品の製造において、チタン合金の弾性率は110 GPa程度であり、その結果、曲げ時のスプリングバックが最大15°~20°(炭素鋼の約3~4倍)にも達します。この問題に対する根本的な解決策は、可変曲げ補正アルゴリズムと、動的補正を可能にする自動角度測定システムを備えたCNC曲げ加工機を導入することです。
スプリングバックの基本的な機械的根拠
チタン合金の降伏強度比は0.93であり、加工硬化傾向が非常に強い。曲げ加工中に塑性変形するのは金属のごく一部であり、大部分は弾性変形のままである。チタン合金は、炭素鋼に典型的なように、荷重除去後に非常に大きなスプリングバックを示す。精密曲げ加工された板金加工では、部品の寸法精度が許容範囲外となることが大きな懸念事項となる。
正確な補正を行わないと、仕上がり角度が設計値から大きくずれてしまい、場合によっては部品が全く組み立てられないこともあります。簡単に言うと、チタン合金は非常に弾性があり、曲げ後のスプリングバックは炭素鋼よりもはるかに大きいため、事前補正を行わないと適切な角度を得ることは不可能です。
定量的曲げ制御方法
様々な厚さと状態のチタン板材向けに、特定の曲げパラメータマトリックスを作成しました。主な制御ポイントは以下のとおりです。
- 金型および曲げ半径の制御:冷間曲げ加工の場合、金型仕様はV 6t - 8tとなります。グレード5チタン板の最小曲げ半径はR≥4.5tとする必要があります。
- 正確なKファクター補正:中性位置シフトファクターは、焼鈍シートと固溶化時効シートそれぞれについて個別に校正され、誤差範囲は±0.02以内です。
- クローズドループリアルタイム補正:レーザー角度センシングシステムを使用して、曲げ加工のたびに補正量を自動的に補正することで、バッチごとの材料性能のばらつきを解消します。
様々な厚さのグレード5チタン板の一般的な曲げ加工パラメータは、高精度板金加工における曲げ加工プロセスの主要な基準として機能します。具体的なパラメータは以下のとおりです。
| 板厚 t (mm) | 最小曲げ半径 R (mm) | 推奨ダイ幅(mm) | 推定スプリングバック角度(°) | 単位長さあたりの曲げ荷重(トン/メートル) |
| 0.5 | 2.25 | 4.0 | 18 | 12 |
| 1.0 | 4.5 | 8.0 | 17 | 22 |
| 2.0 | 9.0 | 16.0 | 16 | 40 |
| 3.0 | 13.5 | 24.0 | 15 | 58 |
| 4.0 | 18.0 | 32.0 | 14 | 75 |
完全なスプリングバック制御システムこそが、プロのチタン加工サービスと一般的な板金加工工場との決定的な違いである。

図2:様々な形状と表面仕上げの、プレス加工および成形された板金部品の詰め合わせ。
インスタント見積もり板金部品エンジンは、チタンのDFM(設計製造性)とどのようにアルゴリズムのバランスを取っているのでしょうか?
板金部品の即時見積もりに関する一般的なアルゴリズムでは、チタン合金溶接時に必要となる特殊治具、保護ガスカバー、および大きな曲げ力といった潜在的なコストが見落とされがちです。高額な問い合わせを効率的に処理するには、フロントエンドのAIによる形状認識とバックエンドのエンジニアによる二次的な数理計算を組み合わせた複合的な価格設定メカニズムが必要です。
純粋にアルゴリズムによる価格設定の主な問題点
完全自動化された板金部品の即時見積もりエンジンは、幾何学的特徴に基づいて人件費と材料費のみを計算するため、 高付加価値の板金加工におけるチタン合金の特殊な加工要件を認識できません。こうした要件には、両面アルゴンガス充填治具、鉄イオン汚染を防ぐための専用生産ラインによる損失、曲げ加工における追加のトン数コストなどが含まれます。これらの隠れたコストは通常、見積もり総額の15~25%を占めるため、価格上昇はほぼ避けられません。
要するに、純粋にアルゴリズムに基づいた価格設定は、基本的な幾何学的コストのみを計算し、特別な処理コストを完全に無視するため、最終的に価格上昇につながる。
LSマニュファクチャリングの複合材見積もり手法
当社はチタン合金専用の物理属性会計エンジンを開発し、 カスタム設計の板金加工の実際のプロセスに適合する板金加工即時見積もりモードを構築しました。これにより、アルゴリズムと人間のスキルを効率的に組み合わせることが可能になります。
- AIによる精査:図面をアップロードしてから10分以内に、システムが自動的に幾何学的特徴を検出し、材料費と人件費の簡単な見積もりを作成します。
- エンジニアによるDFMレビュー: 15分以内に、上級プロセスエンジニアがプロセスの実現可能性検査を実施し、クラッキングリスクと設計最適化ポイントを検出します。
- スマートな在庫最適化:専用のレイアウトアルゴリズムにより、チタンシートの利用率が業界平均の68%から84%に向上し、原材料コストの直接的な削減につながりました。
透明性と正確性を備えた見積もりは、安定したサプライチェーンの基盤です。当社の迅速見積もりサービス「チタン」をご利用いただければ、部品図面をアップロードするだけで、 DFM(設計製造性)評価を含む正式な見積もりを取得できます。見積もりは一度提示すれば確定し、追加料金は一切発生しません。
高級チタン加工サービスにおいて、シールドガスの純度がなぜ重要なのか?
チタン加工サービスにおいて、チタンは400℃以上で水素、酸素、窒素を吸収しやすく、溶接部の脆化が著しく進行します。工業グレードの高強度溶接を確保するためには、 99.999%の高純度アルゴンガスによる両面・全面シールド溶接が不可欠です。
溶接における介在元素の役割
高温下では、チタンと酸素、窒素、水素が混入して格子間固溶体が形成され、溶接部の硬度が大幅に増加する一方で、合金の塑性が低下します。そのため、最大応力下で溶接部が早期に破断する現象が発生し、これが高純度板金加工における品質管理の主要なポイントとなっています。
溶接線の色は酸素吸収の直接的な現れであり、そのため視覚的に確認できる最も分かりやすい品質評価基準となります。実際、溶接面の色が濃いほど、損傷レベルが高く、機械的特性が低下します。
包括的な遮蔽ガス制御システム
当社は、ガス発生源および排気ガスの監視を含む、包括的な遮蔽ガス制御システムを導入しました。当社の導入における主な基準は以下のとおりです。
- 前面保護:溶接部と隣接する約400℃の高温領域を、後続型のシールドガスフードで覆ってください。
- 背面保護:溶接作業全体を通して溶接部の背面が不活性ガス環境内に維持されるよう、特殊な柔軟性のあるアルゴン充填治具を用意してください。
- リアルタイム監視:排気ガス中の酸素濃度はモニターによって検出され、この値が50ppmを超えると溶接が即座に停止され、自動的にアラームが作動します。
溶接色と性能に関する対応する基準は、 カスタム合金板金加工における溶接品質管理の普遍的な判断基準である。具体的な対応関係は以下のとおりである。
| 溶接色 | 酸素含有量範囲(ppm) | 溶接継手係数 | 受入基準 |
| シルバーホワイト | ≤50 | ≥0.95 | 許容できる |
| 薄黄色 | 50~100 | 0.90-0.95 | 許容できる |
| 濃い青色 | 100~200 | 0.75~0.90 | 容認できない |
| グレー | 200以上 | ≤0.70 | 廃棄しなければならない。 |
厳格なシールドガス制御は溶接品質管理の中核であり、チタン合金部品製造における溶接疲労寿命を効果的に確保する。
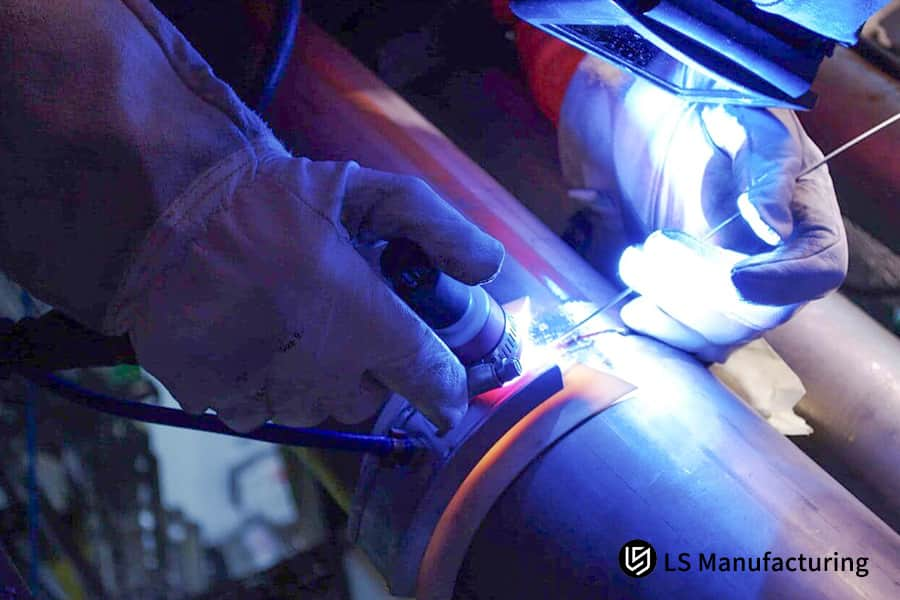
図3:強い青色の光で大径金属パイプにTIG溶接を行っている溶接工のクローズアップ。
カスタム合金板金加工サービスは、工業グレードのISO規格を保証できますか?
特注合金板金加工において、グレード5、グレード7、グレード12といった特殊チタン板の加工には、極めて細心の注意が必要です。材料の混合や微量元素の変化は、材料の腐食や突然の破損につながる可能性があります。そのため、当社では、100%の入荷PMI検査とエラーのないラベル管理からなる、強固なトレーサビリティシステムが不可欠であると考えています。
サプライチェーン全体にわたる材料追跡システム
当社では、入荷するすべてのチタン材料について、完全なバッチトレーサビリティ管理を実施しています。これは、航空宇宙グレードの板金加工およびカスタム合金板金サービスにおいて、材料が要求事項を満たしていることを確認するための基本的な手順です。
製造業者は、シートの各バッチごとに材料レポートを提供します。シートが工場に納品された後、PMIの機器を使用して正組成のテストが行われ、グレードと微量元素が規格に適合しているかどうかが確認されます。
製造工程では、ワークピースを識別するための固有のIDカードが使用され、異なるグレードの材料が混ざる可能性を完全に排除しています。レイアウト段階では、曲げ方向が圧延繊維方向に対して直角になるように厳密に制御され、応力集中や亀裂の発生を防ぎます。つまり、各バッチには固有のトレーサビリティラベルが付与され、全工程の追跡が可能となり、材料混入のリスクを完全に排除しています。
精密試験機能のサポート
当社は、高度な試験装置を完備しており、 認証を受けた板金加工品およびチタン合金部品の寸法と性能が国際規格に準拠しているかどうかを徹底的に検査することができます。
- 寸法検査:寸法検証作業には、±0.005mmの精度を持つ三次元測定機が使用されます。
- 内部欠陥検出: X線探傷器の使用目的は、溶接部の内部気孔や微小亀裂などの隠れた欠陥を特定することです。
- 材料トレーサビリティ:製品の各バッチには、EN 10204 3.1 に準拠したオリジナルの材料レポートが付属しています。
厳格な品質管理は、カスタムチタン合金部品の長期にわたる信頼性の高いサービス提供の基盤となります。品質管理プロセスを理解するために、完全な品質システム認証文書と試験能力一覧については、当社までお問い合わせください。
チタン合金部品の製造において、バリ取り技術はどのようにして傷のない表面を実現するのか?
チタン合金部品の製造工程において、チタン合金は加工硬化を起こしやすく、従来の手動式アングルグラインダーでは有害な局所的な熱応力が発生する可能性があります。高度な表面処理では、カスタマイズされた湿式ドラム振動研削または制御された化学研磨を用いて、表面粗さをRa 0.8 μm以下に低減し、水素脆化が発生しないようにする必要があります。
従来のバリ取り方法の欠点
手動アングルグラインダーによる研磨では、局所的に高温が発生し、チタン合金の加工硬化や熱応力を引き起こす可能性があります。これは、超クリーンな板金加工の表面処理における一般的なリスク要因です。また、通常の鋼製研磨材に含まれる残留鉄イオンは、使用中に部品の電気化学的腐食を引き起こし、半導体や超高真空環境における製品故障に直接つながる可能性があります。
損傷を与えない表面処理
チタン合金の後処理工程は、傷のない板金加工とハイエンドチタン加工サービスにおける当社の重要な構成要素の一つです。その中核となる工程は、以下のステップで構成されます。
- バリ取り:鉄イオンによる汚染や熱応力を避けるため、非金属研磨材を用いた湿式ローラー振動研削を採用する。
- サンドブラスト:白色のコランダムまたはガラスビーズが使用されます。サンドブラストの圧力と角度は厳密に制御され、表面に不純物が埋め込まれないようにします。
- 酸洗および不動態化:硝酸とフッ化水素酸の比率を非常に注意深く監視することで、酸化スケールを除去し、寸法侵食をマイクロメートルレベルに抑えます。
鉄イオン汚染の検出に関しては、当社独自の配合(フェリシアン化カリウム5g + 塩酸10ml + 蒸留水100ml)を用いたいわゆるブルースポットテストを実施しています。30秒間拭き取った後にブルースポットが見られない場合、サンプルはテストに合格したことを意味します。つまり、当社の結果の品質の1つは、業界標準と比較してはるかに感度が高いということです。信頼性の高い表面処理技術は、最高級サービスの不可欠な特徴であり、チタン板金加工の総合品質管理プロセスの最終段階でもあります。

図4:電子機器用の、鮮やかな色彩の高品質陽極酸化アルミニウム製筐体およびハモンドスタイルのボックス。
迅速な見積もりを行うチタンサービスワークフローにおいて、材料利用率を最大化するDFM戦略とは?
迅速な見積もりを提供するチタンサービス業務において、チタン板は非常に貴重な原材料であり、設計ミスは廃棄物による大きな損失につながる可能性があります。板金部品の分解・組み立てを簡略化し、複雑な曲げ加工を分割溶接で代替することで、大型シェル部品の材料調達コストを35%削減できます。
設計段階で材料を最適化する方法
パーク加工と迅速なチタンサービスプロセスは、チタン合金部品のコストを削減する最も効率的な方法です。例えば、図面設計段階での高歩留まり板金加工とDFM最適化、曲げデッドアングルでの穴を減らす設計ツールによる曲げ割れ防止と廃棄物の削減、大型多曲げ部品を複数の単純な部品に分解して溶接することで板金利用率を向上させることなどが挙げられます。言い換えれば、ジグソーパズルのように、最小限の板金で全ての部品を配置して廃棄物を最小限に抑えるようなものです。
レイアウトとプロセスパスの最適化
見積もり段階と同時に材料最適化を行い、その結果を「材料最適化板金加工」の詳細に反映させます。最適化の主要方向は以下のとおりです。
- インテリジェントレイアウト:独自のレイアウトアルゴリズムを使用することで、部品を板金圧延方向に向けて配置し、板金面積の利用効率を最大化します。
- 構造最適化:複雑な多曲げ部品について、一体成形と個別溶接の総コストを評価し、最適な提案を行います。
- 工程負荷の軽減:不良率と再加工コストを削減するため、割れやすい曲げ死角には工程溝を設けることを推奨します。
これらの最適化戦略は見積書の詳細に反映されており、顧客はコスト削減を視覚的に確認し、板金加工の即時見積もりを使用してさまざまなソリューション間のコスト差を迅速に比較することができます。
事例:LS ManufacturingがOEMをチタン板金加工における35%のスクラップ危機から救った方法
クライアントの課題
高級産業機器および医療機器のOEM(相手先ブランドによる製造)を製造する多国籍企業は、過酷な環境条件下で使用される精密チタン合金アセンブリを製造するにあたり、1.2mmから3.0mmの薄さのチタン合金シートを使用していた。通常の医療グレードの板金加工方法では、精度と歩留まりの基準を満たすことができなかった。構造部品には、非常に小さく複雑な逆曲げが7箇所あり、位置決め公差は0.08mm以内に制御されていた。
クライアントは、異方性レオロジー応力の取り扱いに関する適切な専門知識を持たない一般的な板金サプライヤーを利用していたため、冷間曲げ加工中に複数の巨視的な亀裂が発生し、20°のスプリングバックが生じた。手作業で研磨して修正した後も、応力試験中に部品が破損し、35%の不良率となり、プロジェクトのサプライチェーンが停止した。
LSマニュファクチャリングソリューション
LSマニュファクチャリング社がこのプロジェクトを引き継いだ際、同社は直ちに、これらの特注チタン合金部品の欠陥のない板金加工に関する全工程の検証と改善に着手した。
- 有限要素解析を用いてワークピースの材料ひずみ硬化ネットワークモデルを再構築し、 K係数を非常に正確に修正し、下型開口距離を不合理な組み合わせからV≥6t - 8tの独自の行列に変更した。
- レーザー切断されたエッジについては、従来の空気切断を完全に廃止し、高圧超高純度窒素レーザー技術を導入することで、熱影響部を0.08mmにまで低減しました。
- 最も重要な成形工程では、スプリングバックを即座に補正するための完全自動レーザー角度閉ループ監視システムを備えたCNCサーボ曲げ加工機を使用しました。
- 溶接は純度99.999%のアルゴン雰囲気下で行われ、排気ガス中の酸素濃度は50ppmに維持された。
- このプロジェクトにおける現場での経験により、インテリジェントなネスティング最適化のみで、この部品の材料使用率を62%から83%に向上させることができ、その結果、単位原材料コストの直接的な削減につながりました。
結果と価値
全体的な工程改善により、今回のチタン合金部品の曲げ角度偏差は±0.5°以内に抑えられ、 3座標位置決め寸法偏差は0.05mmに抑えられました。これは、 高性能板金加工およびチタン合金部品加工において業界をリードする精度レベルです。
100倍の顕微鏡検査の結果、溶接部は航空宇宙グレードの銀白色を示し、微細な結晶亀裂は認められませんでした。最終的に、材料利用率の向上により、部品の製造廃棄物率は35%からゼロに減少し、製品の疲労寿命は3倍になり、単位調達コストは22%削減されました。
チタン合金の加工不良は、ハイエンド機器製造においてよく見られる問題です。お客様のプロジェクトにおける課題をお聞かせいただければ、当社の経験豊富なプロセス専門家が、お客様一人ひとりに合わせたソリューションを個別に評価いたします。

よくある質問
Q1:チタン合金板加工の最小注文数量(MOQ)はいくらですか?試作品製作にはどのようなサポートがありますか?
LS Manufacturingは最小注文数量に関して柔軟に対応しており、最小注文数量の制限はありません。単一の研究開発プロトタイプに取り組む場合でも、10,000個の量産に取り組む場合でも、モジュール式のインテリジェントツーリングシステムに基づいた同じレベルの技術サポートを提供できます。
Q2:オンラインでチタン合金板金の即時見積もりを取得した後、最終的な契約価格が変更されることが多いのはなぜですか?
一般的なプラットフォームアルゴリズムでは、チタン合金溶接、特殊なアルゴン充填治具、相互汚染防止といった特殊な工程コストが見落とされがちです。当社では、エンジニアと綿密なレビューを行い、報告内容が実際に得られる結果と一致していることを確認し、途中で価格を値上げすることは決してありません。
Q3:グレード5(Ti-6Al-4V)高強度薄板の曲げ加工において、御社は肉眼では検出が困難な微細亀裂が発生しないことをどのように保証していますか?
結晶方位を曲げ繊維に対して垂直にするというルールを適用する際には、冷間曲げダイの開口距離V≥6t-8t 、曲げ半径R≥4.5tを確保し、加工後に100%浸透探傷試験を実施して微細亀裂を完全に除去します。
Q4:貴社は、精密半導体や化学装置の顧客にとって懸念事項となっている「鉄イオンの相互汚染」問題に対処し、チタン合金表面の安全性をどのように確保していますか?
チタン加工専用の生産ラインを設けており、工具はポリマー保護層で覆われています。加工後には酸洗と不動態化処理を行い、100%ブルーポイント試験で残留鉄イオンがないことを確認することで、腐食を防止しています。
Q5:チタン合金薄板を精密レーザー切断することで達成可能な最適な表面粗さ(Ra)と熱影響部(HAZ)はどのくらいですか?
高圧超高純度窒素冷却レーザー切断技術を用いることで、厚さ2.0mm以下のチタン板は、切断刃の熱影響部(HAZ)が0.08mm以下、刃先の微小硬度が450HV以下、表面粗さがRa3.2μm以内で安定しており、スラグのない滑らかな切断刃を持つため、成形工程に直接投入することができる。
Q6:カスタムチタン合金部品を溶接する際、脆い溶接部の原因となる介在元素の混入をどのように防ぎますか?
当社の溶接工は、完全密閉型の連続保護ガスシールドとバックガスシールド技術を採用しており、使用するガスは純度99.999%の高純度アルゴンです。排気ガスの酸素濃度は50ppmに維持しており、溶接部は銀白色に仕上がります。
Q7:貴社工場はどのような国際品質認証を取得していますか?第三者機関による材料および試験報告書を提供していただけますか?
当社はISO 9001:2015およびAS9100航空宇宙グレード品質マネジメントシステムの認証を取得しており、各製品ロットにはEN 10204 3.1規格に準拠した材料レポートと実物大CMM試験データが付属しています。すべての文書は規格に準拠し、有効であり、トレーサビリティと検証をサポートします。
Q8:図面を提出してから、完全なDFM評価を含む見積もりを受け取るまでにはどれくらい時間がかかりますか?
STEP/DFF図面をアップロードすると、システムは10分以内に暫定的なリアルタイム価格の詳細を生成します。上級技術エンジニアは15分以内にプロセス相互検証を完了し、同時に完全なDFM評価レポートを送信できます。
まとめ
精密チタン合金板金の加工は、一般的な量産板金工場やオンラインコーディングプラットフォームで容易に習得できるようなルーチン技術では決してありません。グレード5スプリングバックを制御するための可変曲げ補正アルゴリズム、熱影響部(HAZ)の結晶粒粗大化(0.08mm)を抑制するための高圧超高純度窒素レーザー切断、微小脆化を防ぐための排気酸素濃度50ppmの両面溶接制御といった最先端技術は、最も過酷な使用環境下でも信頼性の高い製品を実現するための核となる技術ポイントです。
LS Manufacturingは、高度な技術設備を備え、透明性と安定性に優れた動的なDFM(設計製造性)リアルタイム価格設定メカニズムと、ISO 9001/AS9100規格を厳守した製造クローズドループシステムを有しているため、世界中のハイエンド産業および化学分野の顧客から信頼される技術ベンチマークサプライヤーとしての地位を確立しています。
従来のサプライチェーンにおける製造上の欠陥や不明瞭な二次マージンによって、研究開発サイクルが遅れるのを防いでください。3Dモデル(.STEP、.IGS、.DXFなどに対応)をアップロードするだけで、チタン合金板金部品の正確な見積もりを10分以内に即座に入手できます。当社のベテランエンジニアチームが、15分以内にDFMレビューレポートを無料で丁寧にご提供いたします。このレポートでは、材料の配置を最適化することで、板金利用率を84%まで大幅に向上させ、亀裂や腐食のリスクを根本から排除します。
- チタン合金板金加工の見積もりを即座に入手するには、今すぐ図面をアップロードしてください。
- LS Manufacturingの板金加工の上級専門家との個別相談をご予約ください。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


