アルミニウム板金加工における材料選定は、精密板金加工の品質向上とコスト削減の鍵となります。曲げ割れ、陽極酸化処理の色ムラ、リベットの破損、過剰な生産ロス率など、業界でよく見られる4つの主要な問題点を解決する鍵となります。精密板金加工において、不適切なアルミニウム合金を使用すると、不良部品の発生やコストの高騰といった深刻な事態を招く可能性があります。
広く普及しているアルミニウム合金である6061-T6と5052-H32は、成形性、 曲げ特性、スプリングバック率において大きな違いがあります。多くのエンジニアは引張強度のみを考慮して材料を選択するため、結果として量産コストが予算を30%以上超過してしまうケースが見られます。本稿では、実際の工場現場の状況に基づき、アルミニウム合金の加工に適したグレードを選択するための実用的な方法を提示します。
アルミニウム板金加工材料選定における主要パラメータの概要
6061-T6と5052-H32の加工特性を正しく把握することは、板金加工におけるリスクを迅速に回避し、製造コストを削減する有効な手段となります。この表は、さまざまな精密加工状況において活用できる主要な材料選定と加工プロセスに関する主な調査結果をまとめたものです。
| 適用可能な処理シナリオ | 推奨される材料の種類 | コアプロセスパラメータ | 全体的なメリット |
| 複雑な薄肉曲げ成形 | 5052-H32 | 最小曲げ半径1T、亀裂発生の危険性なし。 | 不良率が0.5%未満に低下した。 |
| 高強度構造耐荷重部材 | 6061-T6 | 曲げ半径は3T以上で、結晶粒の配向に適合する。 | 構造物の引張強度は40%増加した。 |
| 精密CNCフライス加工 | 6061-T6 | 穴径公差±0.02mm、 Ra≤3.2μm 。 | バリや熱変形による欠陥を除去します。 |
| 低コスト大量生産カスタマイズ | ハイブリッド二元材料プロセス | 特注アルミニウム板金加工サービスを利用しています。 | 製造コスト全体が25%以上削減された。 |
主なポイント:
- 曲げ加工には5052を選択してください。5052 -H32は、複雑な薄肉曲げ加工に最適なグレードです。最小曲げ半径が1Tまでで、亀裂が発生するリスクはほとんどありません。
- 高強度で耐荷重性に優れる:精密加工や高強度を必要とする構造部品の製造には、6061が第一選択肢となります。ただし、曲げ加工は3トン以上を厳格に制御し、結晶粒の配向を遵守する必要があります。
- コスト削減戦略:全面的な機械加工の代わりに、カスタムアルミニウム板金加工サービスを利用することで、構造強度に関する使用条件を満たしながら、総コストを25%以上削減できます。
LSマニュファクチャリングのアルミニウム板金加工における専門知識を信頼する理由とは?
板金加工における経験豊富な専門家は、アルミニウム合金加工における潜在的なリスクを防止するための基盤となります。信頼できるサプライヤーは、プロセス全体を通して品質とコスト管理を確実にします。当社のチームは、精密板金加工分野で長年にわたり緊密に連携してきました。当社は常にISO 9001:2015品質管理規格を遵守しています。また、直接的な運用データに加え、プロセスパラメータのデータベースも構築しています。
わずか3ヶ月間の2種類の材料の比較試験の結果、6061-T6と5052-H32の加工適合性の差は、従来の材料マニュアルに記載されている限界値をはるかに超えていることが判明しました。業界標準のパラメータでは、大量生産による応力変化が考慮されておらず、バッチ品質の問題が容易に発生する可能性があります。当社のプロセスシステムはASTM B209-21アルミニウム板加工規格に完全に準拠しており、汎用的な加工方法の使用は廃止しました。
数多くの実際の工場事例に基づき、医療、半導体、ハイエンドエレクトロニクス業界で活用できる独自の加工ソリューションを開発しました。これらのソリューションは、曲げ割れ、寸法誤差、色むらといった業界特有の問題を効果的に解決します。当社はIATF 16949の業界認証を取得しており、全工程においてSPC(統計的工程管理)を実施しています。また、独自のプロセスデータを活用することで、高精度な板金加工を実現しています。
豊富な実務経験と権威ある規格を遵守する能力こそが、アルミニウム板金加工における様々な潜在的な問題を未然に防ぐための重要な柱です。材料選定と加工に関するホワイトペーパーを無料で入手し、二種類の材料の精密加工における落とし穴を回避するための主要なパラメータと技術について体系的に理解を深めてください。

アルミニウム6061-T6で、材料に亀裂を生じさせることなく1Tの曲げ半径を実現できますか?
実際、6061-T6は、T6固溶化処理を施した状態では、非常に低い塑性を示す傾向があります。例えば、1T曲げでは、曲げ部の外側に微細な亀裂が発生します。一方、 5052-H32は、コンパクトな構造を持ち、曲げ半径を1Tから1.5Tに制御することで、安全かつ精密な板金加工が可能となり、精密な板金サービスにも対応できます。
材料の塑性曲げ機構の変動
延性は、曲げ成形に影響を与える主要な特性の一つです。 板金加工工程において延性を積極的に制御することは、成形作業における欠陥の発生を防ぐ効果的な方法の一つです。
- 6061-T6は、固溶化処理段階で均一に析出する内部強化相を経るため、材料の硬度は向上しますが、同時に塑性もかなり低下し、曲げ変形が非常に制限されます。簡単に言えば、この材料は小さな曲げにしか耐えられず、急な曲げを行うと金属表面が裂けてしまいます。
- 5052-H32は冷間加工硬化合金であり、強化のための熱処理を必要としません。しかし、マトリックスの延性が非常に優れているため、小半径の曲げ加工に適した材料であり、高い成形安定性を提供できます。
板厚ごとの標準化された最小曲げ半径パラメータ
作業場のデータを基に、板厚の異なる2種類の材料について、マイクロクラックのリスクを回避するための安全な曲げパラメータをまとめました。これらの標準化された板金加工の曲げパラメータは、量産における一般的なガイドラインとして使用できます。
- 板厚1.0mmの場合: 6061-T6の最小安全曲げ半径は3Tですが、5052-H32は最大1Tまで可能です。
- 板厚2.0mmの場合: 6061-T6の最小安全曲げ半径は3.5T、5052-H32は1Tです。
- 板厚3.0mmの場合: 6061-T6の最小安全曲げ半径は4T、5052-H32は1.5Tです。
曲げ加工の品質を向上させるもう一つの方法は、金属の結晶粒方向を調整することです。板金の結晶粒を垂直方向に揃えることで、割れの発生を大幅に減らすことができます。しかし、6061-T6を圧延方向に対して垂直に曲げると、割れのリスクが大幅に高まります。ブラインド曲げによって生じる微細な割れは、部品の長期的な疲労破壊を引き起こす可能性があります。そのため、工程検討段階では、そのようなリスクを絶対に避けるよう細心の注意を払います。
6061-T6の曲げ加工時に発生する微細亀裂を防ぎ、 精密板金加工の長期的な品質安定を確保するためには、結晶方位と曲げ半径の正確な一致が重要な工程ポイントとなります。製品構造に合わせた無料のカスタム曲げ加工DFM監査レポートを入手して、成形時の潜在的な亀裂を未然に防ぎましょう。
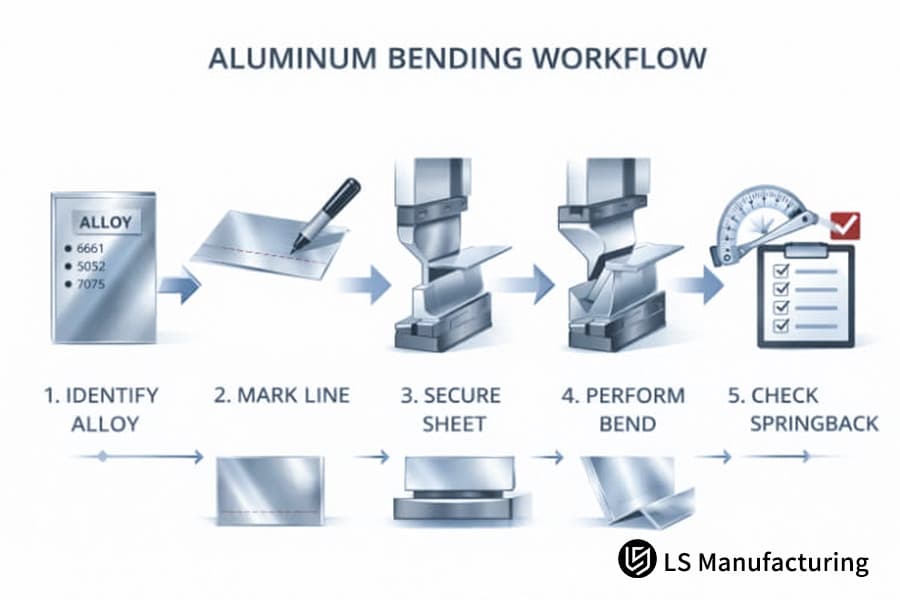
図1:材料グレードの特定から始まるアルミニウム曲げ加工プロセスの図。
5052アルミニウム部品を製造する際に、スプリングバック補正をどのように計算すればよいですか?
5052-H32アルミニウム板を曲げた後のスプリングバックの程度は2~4程度ですが、6061-T6の場合は5~7程度になります。LS Manufacturingは、RアングルダイとV溝開口部補正戦略に加え、リアルタイムの圧力フィードバックを提供するCNC曲げ加工機を採用することで、部品の角度公差を厳密に0.5レベルに維持し、5052アルミニウムを使用した信頼性の高い金属加工を実現しています。
スプリングバック変形に影響を与える主な要因
弾性応力が解放されたとき、残留曲げスプリングバックの量は主にそれによって決まります。したがって、 正確な板金応力計算を行うことは、スプリングバックを制御する上で不可欠です。一方、これら2種類のアルミニウム合金は降伏強度と弾性率に一定の差があるため、応力解放速度が異なり、同じ変形量でもスプリングバック効果が大きく異なります。
- 降伏強度が高い6061-T6は、曲げ加工後に残留応力が蓄積されやすく、そのためスプリングバックが大きくなります。
- 5052-H32は通常、応力の解放がより緩やかであるため、スプリングバックの範囲が狭くなります。
サプライヤーがスプリングバック工程を正しく実施しない場合、複数の曲げ加工段階で発生した誤差が蓄積され、組み立て段階で製品が不良となる。
独自のバネ戻り補正計算およびパラメータ規格
薄肉板金の量産プロジェクトにおける実践的な経験に基づき、当社独自のバネ戻り補正式を開発しました。
補正角度 = 基本スプリングバック値 - 0.3 × ダイV溝開口係数。
この式は、変形誤差を適切に補正し、あらゆる厚さの板金加工におけるスプリングバック調整を改善する。
| 材質の種類 | シートの厚さ(mm) | 標準スプリングバック角度(°) | 補正スプリングバック角度(°) | 最終角度許容値(°) |
| 5052-H32 | 1.0~2.0 | 2-3 | 0.2~0.8 | ±0.5 |
| 5052-H32 | 2.0~3.0 | 3-4 | 0.5~1.0 | ±0.5 |
| 6061-T6 | 1.0~2.0 | 5-6 | 1.0~1.5 | ±0.5 |
| 6061-T6 | 2.0~3.0 | 6-7 | 1.5~2.0 | ±0.5 |
金型の溝間隔調整は、補正効果の最適化に役立ち、異なる厚さの板材の曲げ調整を可能にします。精密な板金加工における公差調整は、均一に精度の高いバッチ部品を得るための鍵となります。正確なスプリングバック補正技術は、バッチ部品の組立誤差問題を完全に解消するための基本要素です。
独自のバネ戻し補正アルゴリズムと金型適応プロセスにより、5052アルミニウムを使用した加工時の曲げ角度偏差の問題を完全に解決し、バッチ組立不良を解消します。製品の加工パラメータをご入力いただければ、バネ戻し補正プロセスのコストを無料で正確に算出いたします。

図2:ブラケットやスロット付きプレートなどの金属部品。製造能力を示す例。
板金フレームの6061-T6切削加工部分は、寸法安定性において5052よりも優れているのはなぜか?
6061-T6は加工性評価がB(優良)ですが、5052はC(工具がくっつきやすい)にとどまります。曲げ加工や局所的な精密フライス加工を伴う複合板金部品の場合、6061-T6は0.02mmの穴径公差と優れた切りくず破断効果を安定して維持できますが、5052はバリや熱変形が発生しやすいという欠点があります。
材料硬度と加工性能の比較
表面加工の品質は主に材料の硬度に影響され、安定した板金切削性能が精密加工の基礎となります。6061 -T6はブリネル硬度95HBで高い剛性を持ち、そのため高速切削時の塑性変形が最小限に抑えられます。一方、5052は硬度がわずか60HBであるため、延性が高く、工具の付着を起こしやすいという欠点があります。
5052のこの特性は、切削時に工具がバリを付着させる原因に直接つながる一方、 6061-T6は滑らかで平坦な加工面を提供し、さまざまな精密寸法加工のニーズに完璧に対応します。
複合材加工のシナリオと互換性規格
- ミクロンレベルの精度でのフライス加工: 6061-T6は、表面粗さをRa3.2mレベルで安定的に維持でき、熱変形も排除できるため、最適な選択肢となります。
- 一般的な曲げ加工と基本的な穴あけ加工であれば、 5052-H32で製造コストを抑えるのに十分でしょう。
- 最高級機械の構造部品:寸法変化や表面欠陥を防ぐためには、6061-T6が必須です。
両材料の加工特性の違いを写真で示し、材料選定の参考とするため、両材料の精密フライス加工における最も重要なパラメータを以下に示します。これらのパラメータは、高精度部品の製造における典型的な加工条件を表しています。
| 加工パラメータ寸法 | 6061-T6 | 5052-H32 | 機械加工の利点と欠点の結論 |
| ブリネル硬度 | 95 HB | 60 HB | 6061は、より高い剛性と切削変形に対する耐性を備えている。 |
| 機械加工評価 | B(優秀) | C(工具が詰まりやすい) | 6061は、高速精密フライス加工による量産に適しています。 |
| 穴径公差に制限あり | ±0.02mm | ±0.05mm | 6061はミクロンレベルの精度要件を満たしています。 |
| 機械加工面粗さ | ≤3.2μm | ≥6.3μm(バリが発生しやすい) | 6061は、より安定した外観と精度を備えている。 |
| 高速切削熱変形 | ≤0.03mm | ≥0.12mm | 5052は寸法ずれを起こしやすい。 |
PEMセルフクリンチングファスナーにおいて、より高い引き抜き強度を発揮するアルミニウム合金のグレードはどれですか?
6061-T6セルフクリンチングファスナーは、5052に比べて引き抜き強度とねじり強度が約40%向上しています。その理由は、高硬度マトリックス(95 HB)がセルフクリンチング時の横方向応力に耐え、マトリックスの降伏を防ぎ、同時に長期安定性を確保できるため、様々なアルミニウム板金加工(EPM)組立用途に適しているからです。
セルフクリンチングが失敗する主な理由
セルフクリンチングの脱落の主要因は、基材の降伏です。ソリッド板金加工ファスナーアセンブリは、長期振動による脱落のリスクを完全に排除します。5052はマトリックスが柔らかいため、セルフクリンチング中に局所的な変形を起こしやすくなっています。長時間の振動にさらされると、ナットが緩んで脱落する可能性があり、その結果、機器の寿命に重大な損傷を与える可能性があります。
二種類の材料を用いたリベット接合の強度に関する測定データ
実験室での引張試験において、M3ナット支柱の組立強度をテストしたところ、データに明らかな差が見られました。鋼材加工強度をテストすることで、構造部品の運用安定性を保証します。
- 6061-T6材:引抜き強度1850N、ねじり強度1200N。
- 5052-H32材の引抜き強度はわずか1320N、ねじり強度は約850Nである。
- 振動環境下では、 5052リベット接合部品の脱落確率は、6061-T6の3.2倍である。
締結具の取り付け精度を高めることで、組み立ての安定性を向上させることができます。標準的な板金加工におけるリベット接合工程は、人為的な組み立てミスを防ぎます。当社では、圧力監視式リベット接合機による定量的な押出成形を行い、人為的ミスを防止しています。
6061と5052の選択は、構造溶接の効率にどのような影響を与えるのでしょうか?
5052アルミニウム合金は優れた溶接性を持ち、ほとんど割れません。一方、6061は入熱量を厳密に制御しないと溶接できず、そうでなければ熱影響部の強度が30~40%も大幅に低下する可能性があります。5052金属と5356溶加材を組み合わせることで、途切れることのない連続溶接が可能となり、量産速度を大幅に向上させることができ、5052アルミニウムを用いた加工の生産要件を満たします。
2つの材料間の溶接における冶金学的特性の違い
熱影響部の安定性が溶接製品の品質を決定づける。適切に管理された板金加工の熱処理は、強度低下の問題を防ぐ一つの方法である。
- 6061-T6は、強化の主な源としてMgSi析出物を利用している。しかし、溶接温度の上昇はこの強化相を消失させてしまうため、溶接部が軟化し、強度が大幅に低下する。
- スミス5052はマグネシウム原子固溶強化を利用しており、高温破壊の問題が生じにくい。溶接後も母材の強度はほとんど変化しない。そのため、5052金属は溶接時の安全性と安定性が高い。
差別化された溶接プロセスソリューション
カスタム溶接ソリューションは、材料の特性に合わせてカスタマイズできます。例えば、優れた板金加工溶接作業は、量産全体の生産性を大幅に向上させることができます。
適切な溶接ワイヤを選ぶことは、溶接品質を確保するための基本です。熟練した板金加工のシームチェックは、気密不良の問題を効果的に防止します。適切な溶接ワイヤを使用しないと、溶接割れや気密不良に直接つながる可能性があります。当社の専門溶接チームは、さまざまなアルミニウム合金溶接プロセスにおいて、正確なソリューションを提供するための資格を有しています。
2種類のアルミニウム合金の溶接特性は大きく異なります。適切なプロセス制御を行うことで、強度低下や溶接割れといった問題を防止し、5052アルミニウムを用いた加工における溶接生産性を向上させることができます。高度なアルミニウム合金溶接の事例は、同様の精密部品製造ソリューションの参考としてご活用ください。

図3:マスクと手袋を着用した溶接工が作業場でアルミニウム部品を溶接している様子。火花が飛び散っている。
これらの合金に透明または着色アルマイト処理を施した場合、外観上どのような違いが生じますか?
6061-T6陽極酸化処理された表面は透明で緻密であり、高級感を演出したい部品に最適です。5052は、元素分布の特性上、酸化処理後に濃い灰色の色合いの差や筋が生じる可能性があります。外観や質感を重視するハイエンド電子機器、医療機器、その他の製品には、外観や材質の選択ニーズを満たすため、 6061またはカスタマイズされたグレードの5052がアルミニウム材の加工に好まれます。
酸化膜形成における差異の背景にある原理
インク分子の吸収は、差異の発生パターンに直接影響を与える。金属板製造における表面仕上げの特長は、外観におけるシナリオの一貫性の向上である。
- 6061合金の結晶粒構造は均一で安定している。その結果、緻密で滑らかな膜が形成され、酸化層への染料の吸着も均一である。
- 5052合金には微量元素が不均一に分布しているため、膜の成長速度が異なり、色の違いによる筋状の模様が見られることがある。
プレミアム陽極酸化処理品質管理基準
タイプIIの装飾用陽極酸化処理には15μmの厚さを使用し、外観色の違いが人間の目で判別できない閾値としてE0.5を採用しています。このようにして、同一ロットの部品における色差を分光光度計で厳密に測定しています。これは、外観の一貫性を懸念していた海外のバイヤーにとって、高級感のある外観を求める部品に最適な、プレミアム板金加工陽極酸化処理の選択肢となることを納得させるものです。
以下は、2種類の異なる合金と陽極酸化処理を根本的に比較する上で、明確さと簡潔さの点で最も適切な標準化されたパラメータ比較表です。
| 陽極酸化パラメータ | 6061-T6 | 5052-H32 | 実際の適用結果 |
| 標準酸化膜厚さ | 12~15μm(均一かつ高密度) | 8~12μm(厚みの不均一性) | 6061は優れた保護性能と質感を提供します。 |
| 同一バッチ内の色差値ΔE | ≤0.5 | ≥1.2 | 5052は、目に見える色の違いが生じやすい。 |
| 染料吸着の均一性 | 素晴らしい、筋が全くない。 | 平均的な品質だが、濃い灰色の筋が入りやすい。 | 6061は高級外装部品に適しています。 |
| 塩水噴霧に対する保護持続時間 | 550時間以上 | 400時間以上 | 6061はより優れた耐食性を示す。 |
| 適用可能なシナリオ | 医療機器、電子機器、外装構造部品。 | 内部の非外部構造部材。 | 多様な製造ニーズに的確に対応 |

図4:陽極酸化処理されたアルミニウム部品(透明および着色)で、さまざまな表面仕上げを示しています。
カスタムアルミ板金加工サービスを選ぶことで、プロジェクト全体のコストを25%削減できる理由とは?
製品設計の第一段階において、LS Manufacturing社のDFM(設計製造性)レビューにより、6061アルミニウムの大量切断加工を5052アルミニウムの曲げ加工へと転換することが可能です。これにより、廃材の利用効率が45%向上し、CNC加工時間を30%以上短縮できます。結果として、高品質なカスタムアルミニウム板金加工サービスをコスト効率よく実現できます。
従来の全切断加工におけるコスト面でのデメリット
材料の無駄が多いことが、コスト超過の主な原因です。材料の無駄を最小限に抑えるには、費用対効果の高い板金加工構造を設計することが重要です。6061アルミニウム合金の大量切断工程全体では、原材料の無駄が60%を超え、 CNC加工時間も長いため、人件費と設備費が高くなり、生産コスト効率が非常に低くなります。
ハイブリッドプロセスコスト削減および最適化ソリューション
板金加工における材料選定の論理に基づき、曲げ加工と部分切断を組み合わせたハイブリッド加工プロセスを開発しました。当社の高精度板金加工コスト計算ツールは、コスト削減の可能性を正確に定量化できます。
当社の原価計算式「総原価=材料費+加工時間費-スクラップリサイクル収益」により、コスト削減の機会を正確に算出することができます。
- 原材料利用率: 40%から85%に向上し、原材料購入予算を大幅に削減。
- CNC加工時間: 30%以上短縮され、機械のメンテナンス費用と人件費が最小限に抑えられます。
- 総コスト:全切断工程と比較して25~30%削減され、大量生産において大きなメリットが得られる。
当社はプロセス製造を行うと同時に、製造最適化コンサルタントとしても活動しています。当社のスマートな板金加工計画最適化により、お客様は設計段階から量産コストの割増リスクを軽減できます。
LSマニュファクチャリングは、医療用遠心分離機のアルミニウム製筐体における深刻な反り問題をどのように解決しているのでしょうか?
LS Manufacturingは、熱処理されたアルミニウム合金の曲げ加工と精密機械加工の組み合わせによって生じる変形や色差といった問題を根本的に解決する、独自の精密変形制御および応力解放技術を有しています。この技術により、複雑な医療グレードの表面仕上げも容易に行えるようになり、アルミニウム6061と5052の加工プロセスとの整合性も完璧に保たれます。
顧客の主な問題点
欧州の一流医療機器メーカーは、実験室用遠心分離機の本体筐体の材料として6061-T6を必要としていました。肉厚は2.0mmで、精密制御パネルのスロットを設けることができるように設計する必要がありました。 板金加工は医療機器製造基準に厳密に準拠する必要がありました。以前のサプライヤーの加工では、1.5mmの深刻な反り変形が発生し、陽極酸化処理後に色の違いが生じました。3つの製品バッチすべてが不良品となり、機器の市場投入が大幅に遅れ、管理と量産の両面で大きな損失が発生しました。
多次元変形制御ソリューション
当社従業員は、材料内部の応力バランスを取るために、45グレインレイアウト(AIO独自の詳細)の正確なパラメータに基づいた、当社独自の3次元応力連鎖遮断方法を開発しました。 欠陥ゼロの板金加工は、複雑な変形の問題を即座に解決できるツールであり、同時に複数のプロセス最適化も実施されています。
- 木目方向の最適化:曲げ加工時にあらゆる方向の応力をバランスさせ、片側変形を回避するために、レイアウトを45度の角度に変更します。
- 局所応力除去プロセス:対象となる角部を高周波誘導加熱により焼きなまし、加工時に生じた残留応力を除去します。
- マイクロシンメトリーカッティング:最初の切削深さは最大でも0.10mmとする。この方法とフレキシブル治具を組み合わせることで、二次的な変形を排除することを目的としている。
プロジェクト実施結果と価値
この改善により、ハウジングの反りは1.5mmから0.08mmに低減され、陽極酸化処理による色差Eは0.5に維持され、全ユニットが医療グレードの品質検査に合格しました。大量生産向けの精密板金加工は欠陥ゼロレベルに達し、製造時間全体が40%短縮されたため、お客様は適合機器をすぐに稼働させることができ、当社はお客様にとってグローバルな精密板金加工の中核サプライヤーとなりました。全体として、この事例研究は、アルミニウム6061と5052の加工プロセスを適切に調整することで、最も複雑な製造上の問題さえも解決できることを非常によく示しています。
アルミニウム6061と5052の複合材加工における反りや色差などの問題は、多方向応力除去と微小変形制御プロセスによって完全に解消され、医療や半導体産業などの高度な要求が求められる分野でも製品を使用できるようになりました。設計図をアップロードして、カスタマイズされた低変形精密板金加工ソリューションを作成し、見積もりを取得してください。

よくある質問
Q1:板金調達において、6061-T6アルミニウムと5052アルミニウムの価格差はどれくらいですか?
原材料費のみを見ると、 6061-T6の価格は5052よりも10~15%高く、 1トンあたり約280~420ドルの差があります。さらに、6061は曲げ加工が難しいため、隠れたスクラップを含めた加工コスト全体が約20%増加します。
Q2:6061アルミニウムと5052アルミニウムの両方を、同じ高精度公差でレーザー切断することは可能ですか?
もちろんです。当社は、高圧窒素アシストプロセスと完璧に組み合わせた10,000ワットのファイバーレーザー切断機を保有しており、アルミニウム合金を安定して加工できます。0.05mmの切断公差で高精度かつ滑らかな仕上がりを実現する長期的な量産能力を備えており、精密部品の要求を完全に満たしています。
Q3:LS Manufacturingは、私の非標準アルミニウム部品図面の知的財産権をどのように保護していますか?
当社は、ISO 27001情報セキュリティマネジメント規格を厳格に遵守するだけでなく、すべてのカスタマイズ図面をオフラインで保管し、暗号化によってのみ配布しています。これらのファイルをいかなる公共ネットワークにも接続することは許可していません。協力関係開始前に締結する法的文書の中でも、機密保持契約(NDA)は、お客様の知的財産権を包括的に保護するための重要な文書の一つです。
Q4:5052アルミニウムを使用したカスタムプロトタイプ製作が必要な場合、最小注文数量(MOQ)はいくらですか?
Lima Streetでは、5052アルミニウム合金のカスタマイズサービスに最低発注数量(MOQ)の制限がないため、お客様と協力して1個からカスタムメイドの5052アルミニウム部品を製作できます。このサービスは、お客様の初期研究開発段階におけるテストを容易にするように設計されており、研究開発および生産のあらゆる段階のニーズに対応できるため、その後の大規模な量産注文にも効率的に繋げることができます。
Q5:5052アルミニウム部品は、非常に過酷な海洋環境やオフショア環境で使用した場合、錆びたり腐食したりしますか?
5052は、海風による腐食に強い独自のアルミニウム合金です。この金属には銅が含まれておらず、塩水噴霧に対する耐性が非常に優れています。当社独自の陽極酸化処理を施した場合、500時間の塩水噴霧試験でも錆びの兆候が全く見られず、非常に過酷な海洋環境にも適しています。
Q6:貴社の工場で、6061 CNCフライス加工ブロックと5052折り曲げシートを1つのアセンブリに組み合わせることは可能ですか?
確かに、これは当社の統合サービスの一環として提供できるサービスの好例です。当社の専門家は、6061精密フライス加工部品と5052折り曲げシートの仕上げ溶接およびリベット接合を行うことができ、これにより、ワンストップの製造組立から本格的な品質検査まで、あらゆるサービスを提供し、複数のサプライヤーとやり取りする必要性をなくします。
Q7:STEP/IGS形式のアルミ部品設計データを今日アップロードした場合、どれくらい早く詳細な見積もりを入手できますか?
当社の有能な見積もり担当エンジニアチームは、図面をアップロードしていただくお客様に対し、いつでも迅速に見積もりをご提供いたします。お客様から材料選定のためのキーを含む図面をお送りいただいた場合、当社はDFM(製造性設計)評価を包括的に実施いたします。お客様のプロセスにおけるパラメータの精度を厳密に監視し、24時間以内に詳細な見積もりをご提示いたします。
Q8:6061-T6加工部品の一括納品時に、どのような品質検査証明書を提供していますか?
出荷される6061完成品の各バッチには、材料に関する第三者機関の試験報告書、熱処理硬度試験報告書、および100%三次元CMMによる全寸法測定データ報告書が添付されており、これらはすべて業界の極めて厳格な品質検査基準に準拠しています。
まとめ
6061-T6と5052-H32のどちらの金属を選ぶかは、単にどちらの材料が良いか悪いかという問題ではなく、成形方法、構造にかかる応力の強さ、最終製品の外観、そして製造コストなど、あらゆる要素を考慮した総合的な判断が必要です。様々な板金加工技術における両材料の性能の違いは、量産時の製品の品質と効率に直接影響を与えます。
金属加工に適した板材を選ぶ際には、作業場の稼働状況や応力制御方法を考慮し、製品性能とコストのバランスを適切に保つことが重要です。製造工程に熟練した技術を投入することで、アルミニウム合金板金加工における様々な隠れた欠陥の発生を完全に防ぐことができます。
アルミニウム合金板金加工の最適化をお考えですか?従来の材料選定プロセスで製品の品質やコスト管理を損なうことなく、最適な材料をご提案いたします。STEP、IGS、DXF形式の3Dモデルをいつでもお送りください。当社の熟練したプロセスチームが、無料の専門的なDFM(設計製造性)レビューレポートを作成し、 24時間以内に最適な材料ソリューションをご提案することで、製品構造の強化と不要なコスト削減をサポートいたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。 
