La scelta del materiale per la lavorazione di lamiere di alluminio è fondamentale per migliorare la qualità e ridurre i costi della produzione di precisione. Risolve i quattro principali problemi comunemente riscontrati nel settore, tra cui le cricche da piegatura, le differenze di colore dell'anodizzazione, il cedimento dei rivetti e l'eccessivo tasso di scarti di produzione. Nella lavorazione di precisione della lamiera, l'utilizzo di una lega di alluminio inadeguata può causare disastri come pezzi da scartare e costi esorbitanti.
Le due leghe di alluminio più diffuse, la 6061-T6 e la 5052-H32, differiscono notevolmente per formabilità, parametri di piegatura e ritorno elastico. La maggior parte degli ingegneri sceglie i materiali considerando solo la resistenza alla trazione e, di conseguenza, il costo della produzione in serie supera il budget di oltre il 30%. Questo articolo fornisce, basandosi su condizioni di officina reali, un metodo pratico per la scelta della lega di alluminio più adatta alla lavorazione.
Panoramica rapida dei parametri fondamentali per la selezione del materiale nella lavorazione della lamiera di alluminio
L'identificazione corretta delle caratteristiche di lavorazione delle leghe 6061-T6 e 5052-H32 consentirebbe di evitare rapidamente i rischi della lavorazione della lamiera e di ridurre i costi di produzione. Questa tabella riassume i principali risultati relativi alla selezione dei materiali e ai processi utilizzabili in diverse situazioni di lavorazione di precisione.
| Scenari di elaborazione applicabili | Tipi di materiale preferiti | Parametri chiave del processo | Benefici complessivi |
| Formatura complessa mediante piegatura di pareti sottili | 5052-H32 | Raggio di curvatura minimo 1T, nessun rischio di rottura. | Il tasso di scarto è stato ridotto al di sotto dello 0,5%. |
| Componenti strutturali portanti ad alta resistenza | 6061-T6 | Raggio di curvatura ≥3T, conforme all'orientamento delle fibre. | La resistenza alla trazione strutturale è aumentata del 40%. |
| Fresatura CNC di precisione | 6061-T6 | Tolleranza del diametro del foro ±0,02 mm, Ra≤3,2 μm . | Elimina le bave e i difetti di deformazione dovuti al calore. |
| Personalizzazione della produzione di massa a basso costo | processo ibrido a doppio materiale | Si avvale di un servizio di lavorazione su misura della lamiera di alluminio. | Riduzione complessiva dei costi di produzione di oltre il 25%. |
Punti chiave:
- Scegliete la lega 5052 per la piegatura: la 5052-H32 è la lega ideale per la piegatura complessa di lamiere sottili, poiché consente un raggio di curvatura minimo fino a 1T con un rischio di crepe pressoché nullo.
- Elevata resistenza e capacità portanti: per la fabbricazione di componenti strutturali che richiedono lavorazioni di precisione o elevata resistenza, la lega 6061 è la prima scelta. Tuttavia, la piegatura deve essere rigorosamente controllata, con un carico superiore a 3T , e deve inoltre rispettare l'orientamento delle fibre.
- Strategia di riduzione dei costi: la lavorazione su misura della lamiera di alluminio, anziché la lavorazione meccanica completa, consente di ridurre il costo totale di oltre il 25%, pur mantenendo i requisiti di resistenza strutturale richiesti.
Perché affidarsi all'esperienza di LS Manufacturing nella lavorazione di lamiere di alluminio?
L'esperienza dei professionisti nella lavorazione della lamiera è fondamentale per prevenire i rischi nascosti nella lavorazione delle leghe di alluminio. Fornitori affidabili sono in grado di garantire il controllo della qualità e dei costi durante l'intero processo. Il nostro team collabora da tempo a stretto contatto con il settore della lavorazione di precisione della lamiera. Abbiamo sempre implementato lo standard di controllo qualità ISO 9001:2015 . Oltre a basarci su dati operativi diretti, abbiamo anche creato un database dei parametri di processo.
Da soli tre mesi di test comparativi su due materiali, la differenza di compatibilità di lavorazione tra 6061-T6 e 5052-H32 è risultata di gran lunga superiore ai limiti indicati nei manuali dei materiali convenzionali . I parametri standard del settore non tengono conto delle variazioni di sollecitazione dovute alla produzione di massa, che possono facilmente causare problemi di qualità del lotto. Il nostro sistema di processo è pienamente conforme alla specifica ASTM B209-21 per la lavorazione delle lamiere di alluminio, avendo abbandonato l'utilizzo di metodi di lavorazione generici.
Basandoci su numerosi esempi concreti tratti da officine, abbiamo sviluppato soluzioni di lavorazione uniche, utilizzabili nei settori medicale, dei semiconduttori e dell'elettronica di alta gamma . Queste soluzioni hanno risolto efficacemente problematiche tipiche del settore, come crepe da piegatura, deviazioni dimensionali e variazioni di colore. Possediamo la certificazione industriale IATF 16949 e applichiamo il controllo statistico di processo (SPC) durante l'intero processo produttivo. Inoltre, ci avvaliamo di dati di processo esclusivi per garantire la fornitura di lamiere di alta precisione.
L'esperienza pratica e la capacità di applicare standard autorevoli sono i pilastri fondamentali per prevenire diverse tipologie di problemi nascosti durante la lavorazione della lamiera di alluminio. Scarica gratuitamente il white paper sulla selezione dei materiali e sui processi e acquisisci una comprensione sistematica dei principali parametri e delle tecniche che ti permetteranno di evitare insidie nella lavorazione di precisione di materiali compositi.

È possibile ottenere un raggio di curvatura di 1T con l'alluminio 6061-T6 senza rompere il materiale?
In realtà, la lega 6061-T6, nello stato di invecchiamento in soluzione T6, presenta una tendenza a una plasticità molto bassa. Ad esempio, una piegatura 1T causerà microfratture sul lato esterno della piega. La lega 5052-H32, grazie alla sua struttura compatta e al raggio di curvatura controllato da 1T a 1,5T, rappresenta un metodo di lavorazione della lamiera sicuro e preciso , che consente anche un servizio di lavorazione della lamiera di precisione.
Varianza dei meccanismi di flessione della plasticità dei materiali
La duttilità è una delle principali proprietà che influenzano la formatura per piegatura. Il controllo attivo della duttilità nel processo professionale di lavorazione della lamiera è uno dei metodi più efficaci per prevenire la formazione di difetti durante l'operazione di formatura.
- Nella fase di invecchiamento in soluzione, la lega 6061-T6 subisce una precipitazione uniforme di fasi di rinforzo interne che aumentano la durezza del materiale, ma allo stesso tempo ne riducono notevolmente la plasticità, limitando di conseguenza la deformazione per flessione . In parole semplici, ciò significa che il materiale è in grado di sopportare solo piccole flessioni; qualsiasi flessione eccessiva provocherà la rottura della superficie metallica.
- La lega 5052-H32 è una lega induribile a freddo, il che significa che non necessita di alcun trattamento termico per essere rinforzata. Tuttavia, possiede un'ottima duttilità della matrice, motivo per cui è un materiale adatto alla piegatura con raggi di curvatura ridotti e può offrire una maggiore stabilità di formatura.
Parametri standardizzati del raggio di curvatura minimo per diversi spessori di lamiera
Partendo dai dati raccolti in officina, abbiamo definito parametri di piegatura sicuri per due materiali con spessori di lamiera differenti , in modo da evitare il rischio di microfratture . Questi parametri di piegatura standardizzati per la lavorazione della lamiera possono essere utilizzati come linee guida generali per la produzione in serie.
- Per spessori della lamiera di 1,0 mm: il raggio di curvatura minimo di sicurezza per la lega 6061-T6 è 3T, mentre per la lega 5052-H32 si può arrivare fino a 1T.
- Per uno spessore della lamiera di 2,0 mm: il raggio di curvatura minimo di sicurezza per la lega 6061-T6 è di 3,5T, mentre per la lega 5052-H32 è di 1T.
- Per uno spessore della lamiera di 3,0 mm: il raggio di curvatura minimo di sicurezza per la lega 6061-T6 è 4T, mentre per la lega 5052-H32 è 1,5T.
Un altro modo per migliorare la qualità della piegatura è la regolazione della direzione delle fibre. Allineare le fibre della lamiera verticalmente può ridurre notevolmente il rischio di cricche. D'altra parte, piegare la lega 6061-T6 perpendicolarmente alla direzione di laminazione aumenterà notevolmente il rischio di cricche. Le microcricche derivanti dalla piegatura cieca possono causare fratture da fatica a lungo termine dei componenti . Saremo molto cauti e ci assicureremo di non correre questo rischio durante la fase di revisione del processo.
La precisa corrispondenza tra l'orientamento delle fibre e il raggio di curvatura è un punto chiave del processo per prevenire le microfratture durante la piegatura della lega 6061-T6 e garantire una qualità stabile a lungo termine del servizio di lavorazione di lamiere di precisione . Richiedi un report di audit DFM personalizzato e gratuito per il processo di piegatura della struttura del tuo prodotto, per evitare in modo proattivo potenziali cricche di formatura.
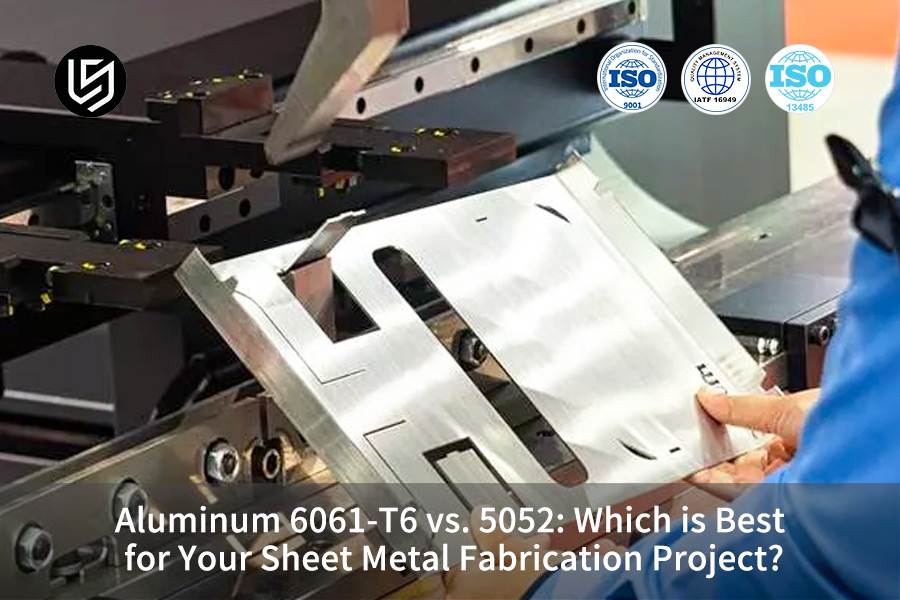
Figura 1: Schema di un processo di piegatura dell'alluminio, a partire dall'identificazione del tipo di materiale.
Come si calcola la compensazione del ritorno elastico durante la fabbricazione di componenti in alluminio 5052?
Il grado di ritorno elastico che si verifica dopo la piegatura di una lamiera di alluminio 5052-H32 è compreso tra 2 e 4, mentre per il 6061-T6 può variare tra 5 e 7. LS Manufacturing si affida a strategie di compensazione dell'apertura della matrice ad angolo R e della scanalatura a V, oltre a piegatrici CNC che forniscono un feedback di pressione in tempo reale per mantenere la tolleranza dell'angolo del pezzo rigorosamente a 0,5, garantendo così una lavorazione metallica affidabile con alluminio 5052.
Principali fattori che influenzano la deformazione di ritorno elastico
Quando la tensione elastica viene rilasciata, si determina principalmente l'entità del ritorno elastico residuo alla flessione. Pertanto, determinare con precisione il calcolo della tensione nelle lamiere è fondamentale per controllare il ritorno elastico. Tuttavia, le differenze fisse nella resistenza allo snervamento e nel modulo elastico di queste due leghe di alluminio causano diverse velocità di rilascio della tensione e un effetto di ritorno elastico piuttosto diverso dopo lo stesso livello di deformazione.
- La lega 6061-T6, che si piega a un livello di resistenza allo snervamento più elevato, accumulerà una maggiore tensione residua dopo la piegatura e quindi mostrerà un ritorno elastico più elevato.
- Il materiale 5052-H32 solitamente subisce un rilascio di stress più graduale e, di conseguenza, presenta un intervallo di ritorno elastico più ristretto.
Quando un processo di ritorno elastico non viene eseguito correttamente da un fornitore, gli errori derivanti dalle molteplici fasi di piegatura si accumulano, causando il cedimento del prodotto nella fase di assemblaggio.
Calcolo esclusivo della compensazione del ritorno elastico e standard dei parametri
Grazie alla nostra esperienza pratica nella produzione in serie di lamiere sottili, abbiamo sviluppato una formula esclusiva per la compensazione del ritorno elastico:
Angolo di compensazione = Valore di ritorno elastico di base - 0,3 × Coefficiente di apertura della scanalatura a V della matrice.
Questa formula affronta in modo appropriato l'errore di deformazione e migliora la regolazione del ritorno elastico nella lavorazione di lamiere di tutti gli spessori.
| Tipo di materiale | Spessore della lamiera (mm) | Angolo di ritorno elastico standard (°) | Angolo di ritorno elastico compensato (°) | Tolleranza angolare finale (°) |
| 5052-H32 | 1.0-2.0 | 2-3 | 0,2-0,8 | ±0,5 |
| 5052-H32 | 2.0-3.0 | 3-4 | 0,5-1,0 | ±0,5 |
| 6061-T6 | 1.0-2.0 | 5-6 | 1,0-1,5 | ±0,5 |
| 6061-T6 | 2.0-3.0 | 6-7 | 1,5-2,0 | ±0,5 |
La regolazione della spaziatura delle scanalature di uno stampo può contribuire all'ottimizzazione dell'effetto di compensazione, consentendo di regolare la piegatura di lamiere di diverso spessore. La messa a punto precisa delle tolleranze di lavorazione della lamiera è fondamentale per ottenere pezzi di lotto uniformemente precisi. Una tecnologia di compensazione del ritorno elastico accurata è un elemento fondamentale per l'eliminazione completa del problema della deviazione di assemblaggio dei pezzi di lotto.
Un algoritmo proprietario di compensazione del ritorno elastico e un processo di adattamento dello stampo risolvono completamente il problema della deviazione dell'angolo di piegatura durante la lavorazione con alluminio 5052, eliminando i difetti di assemblaggio in serie. Inviate i parametri di lavorazione del vostro prodotto per un calcolo gratuito e preciso del costo del processo di compensazione del ritorno elastico.

Figura 2: Componenti metallici, tra cui staffe e piastre forate, che illustrano le capacità di fabbricazione.
Perché le lavorazioni di fresatura su telai in lamiera 6061-T6 offrono una stabilità dimensionale superiore rispetto alla lega 5052?
La lega 6061-T6 ha una classificazione di lavorabilità B (eccellente), mentre la 5052 è solo C (tendente all'incollamento dell'utensile). Per componenti in lamiera composita con piegatura e fresatura di precisione locale, la 6061-T6 può mantenere costantemente una tolleranza del diametro del foro di 0,02 mm e un eccellente effetto di rottura del truciolo , mentre la 5052 è soggetta a bave e deformazioni termiche.
Confronto tra durezza del materiale e prestazioni di lavorazione
La qualità della lavorazione superficiale è influenzata principalmente dalla durezza del materiale; prestazioni di taglio stabili della lamiera sono alla base della lavorazione di precisione. La lega 6061-T6 ha una durezza Brinell di 95 HB, che le conferisce un elevato livello di rigidità e, grazie a ciò, riduce al minimo la deformazione plastica durante il taglio ad alta velocità . La lega 5052, invece, con una durezza di soli 60 HB, mostra una notevole duttilità ed è soggetta all'adesione dell'utensile.
Questa caratteristica della lega 5052 porta direttamente alla formazione di bave dovute all'inceppamento dell'utensile durante il taglio, mentre la lega 6061-T6 offre una superficie lavorata liscia e piana, perfettamente adatta alle diverse esigenze di lavorazione dimensionale di precisione .
Scenari di lavorazione dei materiali compositi e standard di compatibilità
- Fresatura con precisione a livello micrometrico: la lega 6061-T6 rappresenta l'opzione migliore, in quanto è in grado di mantenere una stabilità della rugosità superficiale a livello Ra3.2m ed eliminare la deformazione termica.
- Piegatura generale + foratura di base: la lega 5052-H32 sarà sufficiente per tenere sotto controllo i costi di produzione.
- Componenti strutturali per macchine di alto livello: in questi casi l'acciaio 6061-T6 è indispensabile per evitare variazioni dimensionali e difetti superficiali.
Per illustrare le differenze di lavorazione tra i due materiali tramite immagini e per agevolare la scelta del materiale, di seguito sono riportati i parametri più critici della fresatura di precisione per entrambi i materiali. Questi parametri rappresentano le condizioni di lavorazione tipiche per la produzione di componenti di alta precisione.
| Parametri di lavorazione Dimensioni | 6061-T6 | 5052-H32 | Vantaggi e svantaggi della lavorazione meccanica Conclusione |
| Durezza Brinell | 95 HB | 60 HB | La lega 6061 presenta maggiore rigidità e resistenza alla deformazione da taglio. |
| Valutazione della lavorazione | B (Eccellente) | C (Soggetto a inceppamento degli utensili) | La lega 6061 è adatta alla fresatura di precisione ad alta velocità e alla produzione in serie. |
| Tolleranza limitata del diametro del foro | ±0,02 mm | ±0,05 mm | La lega 6061 soddisfa i requisiti di precisione a livello di micron. |
| Rugosità superficiale della lavorazione | ≤3,2 μm | ≥6,3 μm (soggetto a bave) | La lega 6061 offre un aspetto più stabile e una maggiore precisione. |
| Deformazione termica da taglio ad alta velocità | ≤0,03 mm | ≥0,12 mm | Il modello 5052 è estremamente soggetto a deriva dimensionale. |
Quale lega di alluminio offre una maggiore resistenza all'estrazione per i dispositivi di fissaggio autofilettanti PEM?
I dispositivi di fissaggio autofilettanti in lega 6061-T6 mostrano una resistenza all'estrazione e alla torsione superiore di circa il 40% rispetto alla lega 5052. Ciò è dovuto all'elevata durezza della matrice (95 HB), in grado di resistere alle sollecitazioni laterali dell'autofilettatura, prevenendo così la deformazione plastica della matrice e garantendo al contempo una stabilità a lungo termine , il che li rende adatti a diversi scenari di assemblaggio nella lavorazione di lamiere di alluminio (EPM).
Principali cause di fallimento dell'auto-aggancio
La deformazione plastica del materiale di base è il fattore chiave nel distacco dei dadi autofilettanti. Gli assemblaggi di elementi di fissaggio realizzati in lamiera piena eliminano completamente il rischio di distacco causato da vibrazioni prolungate. L'acciaio 5052, avendo una matrice più morbida, è più soggetto a deformazioni localizzate durante l'autofilettatura. In caso di esposizione a vibrazioni prolungate, il dado potrebbe allentarsi e staccarsi, causando danni significativi alla durata utile dell'apparecchiatura.
Dati misurati sulla resistenza della rivettatura a doppio materiale
Abbiamo testato la resistenza dell'assemblaggio dei perni con dado M3 mediante prove di trazione in laboratorio; le differenze nei dati sono evidenti. Testiamo la resistenza della fabbricazione dell'acciaio per garantire la stabilità in servizio delle parti strutturali:
- Materiale 6061-T6: forza di estrazione fino a 1850 N, forza torsionale stabile a 1200 N.
- Il materiale 5052-H32 ha una forza di estrazione di soli 1320 N e una forza di torsione di circa 850 N.
- In un ambiente vibrante, la probabilità di distacco delle parti rivettate in lega 5052 è 3,2 volte superiore a quella della lega 6061-T6.
La calibrazione dell'installazione degli elementi di fissaggio può anche migliorare la stabilità dell'assemblaggio. Il processo standard di rivettatura della lamiera previene gli errori umani durante l'assemblaggio. Eseguiamo un'estrusione quantitativa mediante una rivettatrice a pressione controllata per prevenire l'errore umano.
In che modo la scelta tra acciai 6061 e 5052 influisce sull'efficienza della saldatura strutturale?
La lega di alluminio 5052 dimostra un'ottima saldabilità e una scarsa tendenza a incrinarsi. La lega 6061, invece, può essere saldata solo se l'apporto termico è strettamente controllato; in caso contrario, la resistenza della zona termicamente alterata può diminuire drasticamente del 30-40%. In condizioni di saldatura continua e ininterrotta, la lega 5052 abbinata al filo d'apporto 5356 può aumentare notevolmente la velocità di produzione in serie, in linea con i requisiti di produzione della lavorazione con alluminio 5052.
Differenze nelle caratteristiche metallurgiche della saldatura tra due materiali
La stabilità della zona termicamente alterata è ciò che definisce la qualità del prodotto saldato. Un trattamento termico ben controllato nella lavorazione della lamiera è un modo per prevenire problemi di deterioramento della resistenza.
- La lega 6061-T6 utilizza precipitati di MgSi come principale fonte di rinforzo. Tuttavia, l'elevata temperatura di saldatura elimina questa fase di rinforzo, causando l'ammorbidimento della zona di saldatura e un notevole calo della resistenza.
- La lega Smith 5052 utilizza un rinforzo per soluzione solida di atomi di magnesio e non è soggetta a problemi di rottura ad alte temperature. La resistenza del metallo base rimane pressoché inalterata dopo la saldatura. La lega 5052 offre quindi un grado superiore di sicurezza e stabilità di saldatura.
Soluzioni differenziate per i processi di saldatura
Le soluzioni di saldatura personalizzate possono essere adattate a entrambi i materiali in base alle loro caratteristiche specifiche. Una buona operazione di saldatura nella lavorazione della lamiera, ad esempio, può aumentare notevolmente la produzione complessiva di massa:
La scelta del filo di saldatura corretto è fondamentale per garantire la qualità della saldatura. Un controllo accurato delle giunzioni di saldatura in lamiera, eseguito da esperti , può prevenire efficacemente i problemi di tenuta all'aria. L'utilizzo di un filo di saldatura non corretto può causare direttamente la formazione di crepe nella saldatura e compromettere la tenuta all'aria. Il nostro team di saldatori professionisti è in possesso delle certificazioni necessarie per fornire soluzioni precise per diversi processi di saldatura di leghe di alluminio.
Le caratteristiche di saldatura delle due leghe di alluminio sono piuttosto diverse. Il controllo del processo mirato può prevenire problemi legati alla perdita di resistenza e alla formazione di cricche di saldatura, migliorando così la resa della saldatura nella fabbricazione con alluminio 5052. Si vedano i casi di saldatura di leghe di alluminio avanzate come guida visiva per soluzioni comparabili nella produzione di componenti di precisione.

Figura 3: Un saldatore con maschera e guanti salda un componente in alluminio in un'officina, con scintille che volano.
Quali sono le differenze estetiche dopo aver applicato un trattamento di anodizzazione trasparente o colorata a queste leghe?
Le superfici anodizzate della lega 6061-T6 sono chiare e compatte, perfette per componenti che devono avere un aspetto lussuoso. La lega 5052, a causa delle caratteristiche di distribuzione degli elementi, dopo il processo di ossidazione può presentare differenze di colore e striature grigio scuro. Per l'elettronica di fascia alta, le apparecchiature mediche e altri prodotti che valorizzano l'aspetto e la consistenza, la lega 6061 o una lega 5052 personalizzata sono le più indicate per soddisfare le esigenze di estetica e selezione dei materiali nella lavorazione dell'alluminio .
Principi alla base delle differenze nella formazione del film di ossido
L'assorbimento delle molecole d'inchiostro influisce direttamente sulla distribuzione delle differenze . Il segno distintivo della finitura superficiale della produzione di lamiere metalliche è il miglioramento del livello di uniformità dell'aspetto.
- La struttura granulare dell'acciaio inossidabile 6061 è uniforme e stabile. Si ottiene così una pellicola densa e liscia, con un assorbimento uniforme del colorante da parte dello strato di ossido.
- A causa della presenza di oligoelementi distribuiti in modo non uniforme nel campione 5052, la crescita della pellicola avviene a velocità diverse e si possono osservare striature di differenza di colore.
Standard di controllo qualità per l'anodizzazione di alta gamma
Utilizziamo uno spessore di 15 μm per l'anodizzazione decorativa di Tipo II e adottiamo E 0,5 come soglia, in modo che qualsiasi differenza di colore non sia percepibile dall'occhio umano. In questo modo, la misurazione delle differenze di colore all'interno dello stesso lotto di componenti tramite spettrofotometro è rigorosamente controllata. Ciò rassicura il tipico acquirente estero, preoccupato per la coerenza visiva, e dimostra che il trattamento di anodizzazione di alta qualità per la lavorazione della lamiera è la scelta ideale per componenti dall'aspetto raffinato.
Di seguito è riportata una tabella comparativa standardizzata dei parametri , la più appropriata per chiarezza e semplicità di confronto, che mette a confronto in modo fondamentale due diverse leghe per l'anodizzazione.
| Parametri di anodizzazione | 6061-T6 | 5052-H32 | Risultati dell'applicazione pratica |
| Spessore standard del film di ossido | 12-15 μm (Uniforme e denso) | 8-12 μm (spessore non uniforme) | Il modello 6061 offre protezione e consistenza superiori. |
| Valore di differenza di colore ΔE all'interno dello stesso lotto | ≤0,5 | ≥1,2 | Il modello 5052 è soggetto a differenze di colore visibili. |
| Uniformità di adsorbimento del colorante | Eccellente, senza striature. | Nella media, tendente a presentare striature grigio scuro. | La lega 6061 è adatta per componenti esterni di alta gamma. |
| Durata della protezione contro gli spruzzi di sale | ≥550 ore | ≥400 ore | La lega 6061 presenta una maggiore resistenza alla corrosione. |
| Scenari applicabili | Componenti strutturali esterni medici ed elettronici. | Componenti strutturali interni non esterni. | Adattamento preciso alle diverse esigenze produttive |

Figura 4: Componenti in alluminio anodizzato, sia trasparenti che colorati, che mostrano diverse finiture superficiali.
Perché scegliere un servizio di lavorazione della lamiera di alluminio su misura può ridurre del 25% il costo complessivo del progetto?
Nella prima fase della progettazione del prodotto, l'analisi di producibilità DFM di LS Manufacturing può trasformare un processo di taglio in massa dell'alluminio 6061 in una tecnologia di piegatura dell'alluminio 5052. Ciò si traduce in un utilizzo del materiale di scarto superiore del 45% e in una riduzione dei tempi di lavorazione CNC di oltre il 30% . In questo modo, è possibile ridurre i costi di un servizio di lavorazione di lamiere di alluminio personalizzate di alta qualità.
Svantaggi in termini di costi dei processi di taglio tradizionali
L'elevato tasso di spreco di materiale è la causa principale degli sforamenti di budget. Progettare una struttura di lavorazione della lamiera economicamente vantaggiosa è fondamentale per ridurre al minimo gli sprechi di materiale . L'intero processo di taglio in massa dell'acciaio 6061 presenta un tasso di spreco di materia prima superiore al 60%, e i tempi di lavorazione CNC sono lunghi, il che comporta elevati costi di manodopera e attrezzature e una bassissima redditività della produzione.
Soluzione ibrida per la riduzione e l'ottimizzazione dei costi di processo
Facendo riferimento alla logica di selezione dei materiali per la lavorazione della lamiera, abbiamo sviluppato un processo ibrido di piegatura e taglio parziale. Il nostro strumento di calcolo preciso dei costi di lavorazione della lamiera è in grado di quantificare con accuratezza il potenziale di riduzione dei costi.
La nostra formula di contabilità dei costi: Costo totale = Costo dei materiali + Costo del tempo di lavorazione - Ricavo dal riciclo degli scarti, ci consente di individuare con precisione le opportunità di riduzione dei costi.
- Tasso di utilizzo delle materie prime: miglioramento dal 40% all'85%, con una drastica riduzione del budget per l'acquisto delle materie prime.
- Tempi di lavorazione CNC: ridotti di oltre il 30%, con conseguente minimizzazione dei costi di manutenzione delle macchine e della manodopera.
- Costo totale complessivo: Ridotto del 25%-30% rispetto al processo di taglio tradizionale, con notevoli vantaggi per la produzione di massa.
Ci occupiamo di processi di produzione e, al contempo, offriamo consulenza per l'ottimizzazione della produzione. La nostra ottimizzazione intelligente dei piani di lavorazione della lamiera consente ai clienti di ridurre i rischi legati ai costi aggiuntivi della produzione di massa fin dalla fase di progettazione.
Come risolve LS Manufacturing il grave problema di deformazione degli alloggiamenti in alluminio delle centrifughe medicali?
LS Manufacturing possiede un'esclusiva tecnologia di controllo della deformazione di precisione e di rilascio delle tensioni che risolve in modo fondamentale i problemi di deformazione e differenze di colore derivanti dalla combinazione di piegatura di leghe di alluminio trattate termicamente e lavorazione di precisione. Questa tecnologia semplifica anche l'applicazione di complesse finiture superficiali di grado medicale e allinea perfettamente il processo produttivo con l'utilizzo di leghe di alluminio 6061 e 5052 .
Problema principale del cliente
Un'azienda europea leader nel settore delle apparecchiature mediche necessitava di una lega 6061-T6 per la realizzazione del corpo principale di una centrifuga da laboratorio. Lo spessore della parete era di 2,0 mm, in modo da poter includere un alloggiamento per il pannello di controllo di precisione. La lavorazione della lamiera doveva essere conforme agli standard di produzione di apparecchiature mediche. La lavorazione effettuata dal fornitore precedente aveva causato una grave deformazione di 1,5 mm, con conseguenti differenze di colore dopo l'anodizzazione. Tutti e tre i lotti di produzione erano stati scartati, il lancio sul mercato dell'apparecchiatura era stato gravemente ritardato e si erano registrate ingenti perdite sia a livello gestionale che produttivo.
Soluzione per il controllo della deformazione multidimensionale
I nostri tecnici hanno descritto un metodo di bloccaggio tridimensionale della catena di stress, da loro esclusivo, basato su parametri precisi per una disposizione a 45 grani (dettagli esclusivi AIO) per bilanciare le tensioni interne nel materiale. La lavorazione di lamiere a zero difetti è uno strumento che può essere utilizzato per risolvere istantaneamente il problema della deformazione complessa, impiegando al contempo molteplici ottimizzazioni di processo:
- Ottimizzazione dell'orientamento delle fibre: la disposizione viene modificata con un angolo di 45° per bilanciare le sollecitazioni in tutte le direzioni durante la piegatura e, in questo modo, evitare deformazioni unilaterali.
- Processo di distensione locale: gli angoli selezionati vengono ricotti mediante riscaldamento a induzione ad alta frequenza per eliminare le tensioni residue del processo.
- Taglio microsimmetrico: la profondità del primo taglio non deve superare 0,10 mm . La combinazione di questa tecnica con dispositivi flessibili mira a eliminare la deformazione secondaria.
Risultati e valore dell'implementazione del progetto
Grazie al miglioramento, la deformazione dell'alloggiamento è stata ridotta da 1,5 mm a 0,08 mm e la differenza di colore dell'anodizzazione E è stata mantenuta a 0,5, con il 100% delle unità che hanno superato l'ispezione di qualità di grado medicale. La lavorazione di precisione della lamiera per la produzione ad alto volume ha raggiunto il livello di zero difetti, il tempo di produzione complessivo è stato ridotto del 40%, quindi il cliente ha potuto avviare immediatamente l'apparecchiatura conforme e noi siamo diventati il suo principale fornitore globale di lavorazione di precisione della lamiera. Nel complesso, il caso di studio illustra molto bene come i corretti aggiustamenti nei processi di lavorazione dell'alluminio 6061 rispetto al 5052 possono risolvere anche i problemi di produzione più complessi.
I problemi di lavorazione dei compositi in alluminio 6061 e 5052, come la deformazione e la differenza di colore, sono stati completamente eliminati grazie a processi di distensione multidirezionale e controllo della microdeformazione , consentendo inoltre l'utilizzo dei prodotti in settori altamente esigenti come quello medico e dei semiconduttori. Carica i tuoi progetti per creare una soluzione personalizzata di lavorazione di precisione della lamiera a bassa deformazione e richiedi un preventivo.

FAQ
D1: Qual è la differenza di prezzo tra l'alluminio 6061-T6 e l'alluminio 5052 nell'approvvigionamento di lamiere?
Considerando solo il costo delle materie prime per tonnellata, il prezzo dell'acciaio 6061-T6 è superiore del 10-15% rispetto a quello del 5052, il che si traduce in una differenza di circa 280-420 dollari a tonnellata. Inoltre, poiché il 6061 è più difficile da piegare, il costo complessivo di lavorazione, inclusi gli scarti occulti, aumenterà di quasi il 20%.
D2: Posso tagliare al laser sia l'alluminio 6061 che il 5052 con la stessa elevata precisione?
Assolutamente. Disponiamo di una macchina per il taglio laser a fibra da 10.000 watt, perfettamente integrata con il processo ad alta pressione assistito da azoto, in grado di gestire stabilmente entrambe le leghe di alluminio . Abbiamo una capacità di produzione di massa a lungo termine, altamente precisa e liscia, con una tolleranza di taglio di 0,05 mm, che soddisfa pienamente i requisiti per i componenti di precisione.
D3: In che modo LS Manufacturing garantisce la protezione della proprietà intellettuale dei miei disegni di componenti in alluminio non standard?
Non solo rispettiamo rigorosamente gli standard di gestione della sicurezza delle informazioni ISO 27001, ma archiviamo anche tutti i disegni personalizzati offline e li distribuiamo esclusivamente tramite crittografia. Non consentiamo che questi file vengano collegati ad alcuna rete pubblica. Tra i documenti legali che firmiamo prima di iniziare una collaborazione, figurano gli accordi di riservatezza (NDA), che ci permettono di tutelare in modo completo i diritti di proprietà intellettuale dei nostri clienti.
D4: Qual è la quantità minima d'ordine (MOQ) se ho bisogno di realizzare un prototipo personalizzato in alluminio 5052?
Lima Street può collaborare con voi per creare anche un solo pezzo personalizzato in alluminio 5052, poiché il nostro servizio di personalizzazione della lega di alluminio 5052 non prevede un ordine minimo . Questo sistema è pensato per agevolare le prime fasi di test di ricerca e sviluppo dei clienti e può essere facilmente integrato con i successivi ordini di produzione di massa su larga scala, adattandosi così a tutte le esigenze di ricerca e sviluppo e di produzione.
D5: I componenti in alluminio 5052 si arrugginiscono o si corrodono se utilizzati in ambienti marini o offshore particolarmente difficili?
La lega di alluminio 5052 è unica nel suo genere e resistente alla corrosione causata dai venti marini. Questo metallo non contiene rame ed è naturalmente molto resistente alla nebbia salina . Utilizzando il nostro metodo di anodizzazione standard, i pezzi superano il test di nebbia salina per 500 ore senza mostrare alcun segno di ruggine. Per questo motivo, sono adatti anche alle condizioni marine più estreme.
D6: È possibile combinare blocchi fresati a CNC in lega 6061 con lamiere piegate in lega 5052 in un unico assemblaggio presso il vostro stabilimento?
Certamente, questo è un ottimo esempio di ciò che possiamo offrire nell'ambito dei nostri servizi integrati. I nostri specialisti sono in grado di eseguire saldature di finitura e rivettature di componenti fresati di precisione in lega 6061 insieme a lamiere pieghevoli in lega 5052, fornendo così un servizio completo di fabbricazione, assemblaggio e controllo qualità , eliminando la necessità di interagire con diversi fornitori.
D7: Quanto tempo ci vuole per ottenere un preventivo dettagliato se carico oggi i miei progetti di componenti in alluminio in formato STEP/IGS?
Il nostro team di ingegneri esperti in preventivi assiste i clienti che caricano i disegni in qualsiasi momento per ottenere un preventivo rapidamente. Quando un cliente invia i disegni con le legende per la selezione dei materiali, eseguiamo l'intera valutazione DFM (Design for Manufacturability) . Monitoriamo attentamente l'accuratezza dei parametri nei processi per i clienti e possiamo emettere un preventivo completo e dettagliato entro 24 ore.
D8: Quali certificazioni di controllo qualità fornite con la consegna in lotti di componenti fabbricati in lega 6061-T6?
Ogni lotto di prodotti finiti in acciaio inox 6061 spedito è accompagnato da un rapporto di prova di terze parti sul materiale, un rapporto di prova di durezza del trattamento termico e un rapporto completo dei dati di misurazione dimensionale tridimensionale al 100% tramite CMM, il tutto in conformità con le norme di controllo qualità estremamente rigorose del settore.
Riepilogo
La scelta tra le leghe 6061-T6 e 5052-H32 non si limita a stabilire quale materiale sia migliore o peggiore, ma è una decisione olistica che considera anche il metodo di formatura, l'intensità delle sollecitazioni nella struttura, l'aspetto del prodotto finito e i costi di produzione . Le differenze nel comportamento dei due materiali nelle diverse tecniche di lavorazione della lamiera influenzeranno direttamente la qualità e l'efficienza del prodotto in fase di produzione di massa.
La scelta delle lamiere più adatte per la lavorazione dei metalli si basa sulle condizioni operative dell'officina e sui metodi di controllo delle sollecitazioni, al fine di raggiungere un buon equilibrio tra prestazioni del prodotto e costi . Un intervento qualificato nel processo produttivo può eliminare completamente la comparsa di vari difetti nascosti nella lavorazione delle lamiere in lega di alluminio.
Desiderate ottimizzare la lavorazione delle vostre lamiere in lega di alluminio? Non lasciate che la solita esperienza di selezione dei materiali comprometta la qualità del vostro prodotto e il controllo dei costi. Potete inviarci modelli 3D in formato STEP, IGS o DXF in qualsiasi momento. Il nostro team di esperti vi offrirà una consulenza professionale gratuita sulla producibilità (DFM) e, entro 24 ore, vi indicherà la soluzione di materiale più adatta per aiutarvi a rafforzare la struttura del vostro prodotto ed eliminare costi aggiuntivi non necessari.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com 
