Die Auswahl des richtigen Materials für die Aluminiumblechbearbeitung ist entscheidend für die Qualitätsverbesserung und Kostensenkung in der Präzisionsblechfertigung. Sie löst die vier häufigsten Probleme der Branche: Biegerisse, Farbunterschiede bei der Anodisierung, Nietversagen und übermäßiger Produktionsausschuss. Die Verwendung einer ungeeigneten Aluminiumlegierung kann bei der Präzisionsblechbearbeitung zu erheblichen Problemen wie Ausschuss und extrem hohen Kosten führen.
Die beiden gängigen Aluminiumlegierungen 6061-T6 und 5052-H32 unterscheiden sich deutlich hinsichtlich Umformbarkeit, Biegeeigenschaften und Rückfederung. Die meisten Ingenieure wählen Werkstoffe ausschließlich nach Zugfestigkeit aus, wodurch die Kosten der Massenproduktion das Budget um mehr als 30 % überschreiten. Diese Arbeit stellt anhand realer Werkstattbedingungen eine praktikable Methode zur Auswahl der geeigneten Aluminiumlegierung für die Fertigung vor.
Kurzübersicht der wichtigsten Parameter für die Materialauswahl bei der Aluminiumblechbearbeitung
Die korrekte Bestimmung der Verarbeitungseigenschaften von 6061-T6 und 5052-H32 ermöglicht es, Risiken bei der Blechbearbeitung schnell zu vermeiden und die Fertigungskosten zu senken. Die Tabelle fasst die wichtigsten Erkenntnisse zur Materialauswahl und zu den für verschiedene Präzisionsbearbeitungsaufgaben geeigneten Verfahren zusammen .
| Anwendbare Verarbeitungsszenarien | Bevorzugte Materialarten | Kernprozessparameter | Gesamtvorteile |
| Komplexe Dünnwand-Biegeformung | 5052-H32 | Minimaler Biegeradius 1T, keine Rissgefahr. | Ausschussquote auf unter 0,5 % gesenkt. |
| Hochfeste, tragende Bauteile | 6061-T6 | Biegeradius ≥3T, passt sich der Kornausrichtung an. | Die strukturelle Zugfestigkeit erhöhte sich um 40%. |
| Präzisions-CNC-Fräsen | 6061-T6 | Toleranz des Lochdurchmessers ±0,02 mm, Ra≤3,2 μm . | Beseitigt Grate und durch Wärmeverformung entstandene Defekte. |
| Kostengünstige Massenproduktion und individuelle Anpassung | Hybrides Dual-Material-Verfahren | Nutzt kundenspezifische Aluminiumblechbearbeitung. | Die gesamten Herstellungskosten wurden um über 25 % gesenkt. |
Wichtigste Erkenntnisse:
- Wählen Sie 5052 für Biegevorgänge: 5052-H32 ist die ideale Güte für komplexe Dünnwandbiegungen, da sie einen minimalen Biegeradius von bis zu 1T bei nahezu keinem Risiko von Rissen ermöglicht.
- Hohe Tragfähigkeit und Festigkeit: Für die Fertigung von Strukturbauteilen, die eine präzise Bearbeitung oder hohe Festigkeit erfordern, ist 6061 die erste Wahl. Die Biegebeanspruchung muss jedoch streng kontrolliert werden und 3 Tonnen überschreiten. Zudem muss die Faserorientierung beachtet werden.
- Strategie zur Kostenreduzierung: Durch die Nutzung kundenspezifischer Aluminiumblechbearbeitung anstelle der kompletten maschinellen Bearbeitung lassen sich die Gesamtkosten um mehr als 25 % senken, wobei die Anforderungen an die strukturelle Festigkeit weiterhin erfüllt werden.
Warum Sie auf die Expertise von LS Manufacturing in der Aluminiumblechverarbeitung vertrauen sollten?
Erfahrene Fachkräfte in der Blechbearbeitung sind die Grundlage für die Vermeidung versteckter Risiken bei der Verarbeitung von Aluminiumlegierungen. Zuverlässige Lieferanten gewährleisten Qualität und Kostenkontrolle im gesamten Prozess. Unser Team arbeitet seit Langem eng mit der Präzisionsblechbearbeitung zusammen. Wir wenden stets die Qualitätsmanagementnorm ISO 9001:2015 an. Neben der Auswertung von Betriebsdaten pflegen wir auch eine Datenbank mit Prozessparametern.
Bereits nach dreimonatigen Vergleichstests mit zwei Materialien zeigte sich, dass die Unterschiede in der Verarbeitungskompatibilität zwischen 6061-T6 und 5052-H32 deutlich größer sind als die in herkömmlichen Materialhandbüchern angegebenen Grenzwerte . Standardparameter der Industrie berücksichtigen nicht die Spannungsänderungen durch die Massenproduktion, die leicht zu Problemen mit der Chargenqualität führen können. Unser Prozesssystem entspricht vollständig der Norm ASTM B209-21 für die Aluminiumblechverarbeitung; wir verzichten daher auf die Anwendung generischer Verarbeitungsmethoden.
Anhand zahlreicher Praxisbeispiele aus der Werkstatt haben wir einzigartige Bearbeitungslösungen entwickelt, die in der Medizin-, Halbleiter- und High-End-Elektronikindustrie Anwendung finden. Diese Lösungen beheben effektiv branchenübliche Probleme wie Biegerisse, Maßabweichungen und Farbunterschiede. Wir sind nach IATF 16949 zertifiziert und setzen während des gesamten Prozesses statistische Prozesskontrolle (SPC) ein . Zudem nutzen wir exklusive Prozessdaten, um die Lieferung hochpräziser Blechteile zu gewährleisten.
Unsere praktische Erfahrung und die Anwendung anerkannter Normen bilden die Grundlage, um diverse versteckte Probleme bei der Aluminiumblechbearbeitung zu vermeiden. Laden Sie sich kostenlos unser Whitepaper zur Materialauswahl und -bearbeitung herunter und gewinnen Sie ein systematisches Verständnis der wichtigsten Parameter und Techniken, mit denen Sie Fallstricke bei der Präzisionsbearbeitung von Dualmaterialien umgehen können.

Lässt sich mit Aluminium 6061-T6 ein Biegeradius von 1T erreichen, ohne dass das Material reißt?
Tatsächlich weist 6061-T6 im lösungsgeglühten Zustand T6 eine sehr geringe Plastizität auf. Beispielsweise führt eine 1T-Biegung zu Mikrorissen an der Außenseite der Biegung. 5052-H32 hingegen bietet mit seinem kompakten Aufbau und einem kontrollierten Biegeradius von 1T bis 1,5T ein sicheres und präzises Verfahren zur Blechbearbeitung , das auch für präzise Anwendungen geeignet ist.
Materialplastizität Biegemechanismen Varianz
Die Duktilität ist eine der wichtigsten Eigenschaften, die das Biegeumformen beeinflussen. Die aktive Steuerung der Duktilität im professionellen Blechbearbeitungsprozess ist eine der effektivsten Methoden, um das Auftreten von Fehlern beim Umformvorgang zu verhindern .
- Beim Lösungsglühen durchläuft 6061-T6 innere Aushärtungsphasen, die sich gleichmäßig ausscheiden und die Härte des Materials erhöhen. Gleichzeitig wird jedoch die Plastizität deutlich reduziert, wodurch die Biegeverformung stark eingeschränkt wird . Vereinfacht ausgedrückt bedeutet dies, dass das Material nur geringe Biegungen verträgt; stärkere Biegungen führen zum Einreißen der Metalloberfläche.
- 5052-H32 ist eine kaltverfestigende Legierung, d. h. sie benötigt keine Wärmebehandlung zur Festigkeitssteigerung. Sie weist jedoch eine sehr gute Matrixduktilität auf, weshalb sie sich gut zum Biegen mit kleinen Radien eignet und eine hohe Umformstabilität bietet.
Standardisierte Mindestbiegeradiusparameter für verschiedene Blechdicken
Ausgehend von Werkstattdaten haben wir sichere Biegeparameter für zwei Werkstoffe mit unterschiedlichen Blechdicken ermittelt , um das Risiko von Mikrorissen zu vermeiden . Diese standardisierten Biegeparameter für die Blechbearbeitung können als allgemeine Richtlinie für die Serienfertigung verwendet werden.
- Bei einer Blechdicke von 1,0 mm: Der minimale sichere Biegeradius für 6061-T6 beträgt 3T, während 5052-H32 bis zu 1T erreichen kann.
- Bei einer Blechdicke von 2,0 mm beträgt der minimale sichere Biegeradius für 6061-T6 3,5T, während er für 5052-H32 bei 1T liegt.
- Bei einer Blechdicke von 3,0 mm beträgt der minimale sichere Biegeradius für 6061-T6 4T, während er für 5052-H32 bei 1,5T liegt.
Eine weitere Möglichkeit zur Verbesserung der Biegequalität ist die Anpassung der Faserrichtung. Durch die vertikale Ausrichtung der Blechfaserrichtung lässt sich die Rissbildung deutlich reduzieren. Das Biegen von 6061-T6 senkrecht zur Walzrichtung hingegen erhöht das Rissrisiko erheblich. Mikrorisse, die durch Blindbiegen entstehen, können langfristig zu Ermüdungsbrüchen der Bauteile führen . Wir werden daher bei der Prozessprüfung äußerst sorgfältig vorgehen und sicherstellen, dass wir dieses Risiko nicht eingehen.
Die präzise Abstimmung von Faserorientierung und Biegeradius ist ein entscheidender Prozessschritt, um Mikrorisse beim Biegen von 6061-T6 zu vermeiden und eine langfristig stabile Qualität der Präzisionsblechbearbeitung sicherzustellen. Fordern Sie einen kostenlosen, individuell auf Ihre Produktstruktur zugeschnittenen DFM-Auditbericht für Ihren Biegeprozess an, um potenziellen Formrissen proaktiv vorzubeugen.
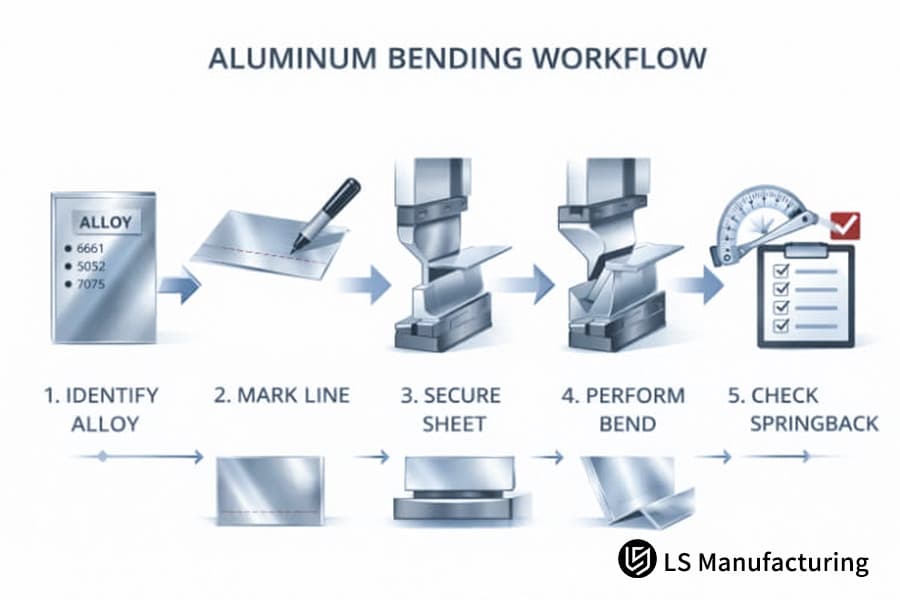
Abbildung 1: Schema eines Aluminiumbiegeprozesses, beginnend mit der Bestimmung der Materialgüte.
Wie berechnet man die Rückfederungskompensation bei der Fertigung von Bauteilen aus 5052-Aluminium?
Der Rückfederungsgrad nach dem Biegen eines 5052-H32-Aluminiumblechs liegt bei etwa 2 bis 4, während er bei 6061-T6 zwischen 5 und 7 liegen kann. LS Manufacturing setzt auf R-Winkel-Matrizen und V-Nut-Öffnungskompensationsstrategien sowie CNC-Biegemaschinen mit Echtzeit-Druckrückmeldung, um die Winkeltoleranz des Bauteils strikt auf 0,5 zu halten und so eine zuverlässige Metallbearbeitung mit 5052-Aluminium zu gewährleisten.
Hauptfaktoren, die die Rückfederungsverformung beeinflussen
Nach dem Abbau der elastischen Spannung wird maßgeblich die Höhe der verbleibenden Rückfederung bestimmt. Daher ist die genaue Berechnung der Blechspannungen grundlegend für die Kontrolle der Rückfederung. Feste Unterschiede in der Streckgrenze und im Elastizitätsmodul der beiden Aluminiumlegierungen führen jedoch zu unterschiedlichen Spannungsabbaugeschwindigkeiten und einem deutlich unterschiedlichen Rückfederungseffekt nach gleicher Verformung.
- 6061-T6, das sich bei einer höheren Streckgrenze biegt, akkumuliert nach dem Biegen eine höhere Eigenspannung und weist daher eine stärkere Rückfederung auf.
- Bei 5052-H32 erfolgt die Spannungsentlastung üblicherweise gradueller, wodurch der Rückfederungsbereich geringer ausfällt.
Wird der Rückfederungsprozess von einem Lieferanten nicht korrekt durchgeführt, summieren sich Fehler aus mehreren Biegephasen, was dazu führt, dass das Produkt in der Montagephase versagt.
Exklusive Berechnungs- und Parameterstandards für die Rückfederungskompensation
Aus unserer praktischen Erfahrung mit Serienfertigungsprojekten für dünnwandige Bleche haben wir eine exklusive Rückfederungskompensationsformel entwickelt:
Kompensationswinkel = Grundrückfederungswert - 0,3 × Öffnungskoeffizient der V-Nut der Matrize.
Diese Formel behebt Verformungsfehler korrekt und verbessert die Rückfederungsanpassung bei der Blechbearbeitung für alle Blechdicken.
| Materialart | Blechdicke (mm) | Standard-Rückfederungswinkel (°) | Kompensierter Rückfederungswinkel (°) | Endgültige Winkeltoleranz (°) |
| 5052-H32 | 1,0-2,0 | 2-3 | 0,2-0,8 | ±0,5 |
| 5052-H32 | 2,0-3,0 | 3-4 | 0,5-1,0 | ±0,5 |
| 6061-T6 | 1,0-2,0 | 5-6 | 1,0-1,5 | ±0,5 |
| 6061-T6 | 2,0-3,0 | 6-7 | 1,5-2,0 | ±0,5 |
Die Einstellung des Nutabstands einer Matrize trägt zur Optimierung des Kompensationseffekts bei und ermöglicht so das Biegen von Blechen unterschiedlicher Dicke. Die präzise Einstellung der Fertigungstoleranzen in der Blechbearbeitung ist entscheidend für die Herstellung gleichmäßig präziser Serienteile. Eine genaue Rückfederungskompensation ist grundlegend für die vollständige Beseitigung von Montageabweichungen bei Serienteilen.
Ein eigens entwickelter Algorithmus zur Rückfederungskompensation und ein optimiertes Formanpassungsverfahren lösen das Problem der Biegewinkelabweichung bei der Verarbeitung von 5052-Aluminium vollständig und eliminieren Montagefehler. Übermitteln Sie Ihre Produktverarbeitungsparameter für eine kostenlose und präzise Berechnung der Kosten für die Rückfederungskompensation.

Abbildung 2: Metallteile, darunter Halterungen und geschlitzte Platten, die die Fertigungsmöglichkeiten veranschaulichen.
Warum weisen gefräste Merkmale aus 6061-T6 an Blechrahmen eine höhere Dimensionsstabilität auf als 5052?
6061-T6 weist eine Bearbeitungsklasse B (ausgezeichnet) auf, 5052 hingegen nur C (Neigung zum Werkzeuganhaften). Bei Verbundblechteilen mit Biege- und Präzisionsfräsbearbeitung gewährleistet 6061-T6 eine konstant niedrige Lochdurchmessertoleranz von 0,02 mm und ein ausgezeichnetes Spanbruchverhalten , wohingegen 5052 zu Gratbildung und thermischer Verformung neigt.
Vergleich der Materialhärte und der Bearbeitungsleistung
Die Qualität der Oberflächenbearbeitung wird maßgeblich von der Härte des Werkstoffs beeinflusst; ein stabiles Schneidverhalten beim Blechbearbeiten ist die Grundlage für die Präzisionsbearbeitung. 6061-T6 weist eine Brinellhärte von 95 HB auf, was ihm eine hohe Steifigkeit verleiht und die plastische Verformung beim Hochgeschwindigkeitsschneiden minimiert. 5052 hingegen, mit einer Härte von nur 60 HB, zeigt eine hohe Duktilität und neigt zum Werkzeuganhaften.
Diese Eigenschaft des Werkstoffs 5052 führt direkt zu Werkzeugklemmgraten beim Schneiden, während der Werkstoff 6061-T6 eine glatte, ebene bearbeitete Oberfläche ergibt, die den unterschiedlichen Anforderungen an die Präzisionsbearbeitung perfekt gerecht wird.
Bearbeitungsszenarien für Verbundwerkstoffe und Kompatibilitätsstandards
- Fräsen mit Präzision im Mikrometerbereich: 6061-T6 ist die beste Option, da es eine stabile Oberflächenrauheit bei Ra3,2m gewährleistet und zudem thermische Verformungen verhindert.
- Allgemeines Biegen + einfaches Bohren von Löchern: 5052-H32 ist ausreichend, um die Herstellungskosten unter Kontrolle zu halten.
- Strukturelle Bauteile für Maschinen der Spitzenklasse: In diesen Fällen ist 6061-T6 unerlässlich, um Maßabweichungen und Oberflächenfehler zu vermeiden.
Um die Unterschiede in der Bearbeitung beider Werkstoffe anhand von Bildern zu veranschaulichen und die Werkstoffauswahl zu erleichtern, sind im Folgenden die wichtigsten Parameter für das Präzisionsfräsen beider Werkstoffe aufgeführt. Diese Parameter stellen typische Bearbeitungsbedingungen für die Herstellung hochpräziser Bauteile dar.
| Bearbeitungsparameter Abmessungen | 6061-T6 | 5052-H32 | Vorteile und Nachteile der maschinellen Bearbeitung – Zusammenfassung |
| Brinellhärte | 95 HB | 60 HB | 6061 zeichnet sich durch eine höhere Steifigkeit und Widerstandsfähigkeit gegen Schnittverformung aus. |
| Bearbeitungsbewertung | B (Ausgezeichnet) | C (Neigt zum Festklemmen des Werkzeugs) | 6061 eignet sich für die Massenproduktion von Hochgeschwindigkeits-Präzisionsfräsverfahren. |
| Begrenzte Toleranz des Lochdurchmessers | ±0,02 mm | ±0,05 mm | 6061 erfüllt die Anforderungen an die Präzision im Mikrometerbereich. |
| Oberflächenrauheit bei der Bearbeitung | ≤3,2 μm | ≥6,3 μm (Neigt zu Graten) | 6061 zeichnet sich durch ein stabileres Erscheinungsbild und eine höhere Genauigkeit aus. |
| Hochgeschwindigkeitsschneiden – Thermische Verformung | ≤0,03 mm | ≥0,12 mm | 5052 ist extrem anfällig für Dimensionsabweichungen. |
Welche Aluminiumsorte bietet die höchste Auszugsfestigkeit für PEM-Selbstklemmverbinder?
Selbsteinpressende Verbindungselemente aus 6061-T6 weisen eine um etwa 40 % höhere Auszugs- und Torsionsfestigkeit als 5052 auf. Grund dafür ist die hohe Härte der Matrix (95 HB), die der seitlichen Belastung beim Selbsteinpressen standhält und so ein Fließen der Matrix verhindert. Gleichzeitig wird eine Langzeitstabilität gewährleistet , wodurch sich das Material für verschiedene Anwendungen in der Aluminiumblechbearbeitung (EPM) eignet.
Hauptgründe für das Versagen der Selbstverriegelung
Die Verformung des Grundmaterials ist der entscheidende Faktor für das Lösen von selbstsichernden Verbindungen. Befestigungselemente aus massivem Blech schließen das Risiko eines durch Langzeitvibrationen verursachten Lösens vollständig aus. Der weichere Werkstoff 5052 neigt hingegen eher zu lokaler Verformung beim Selbstsichern. Bei anhaltender Vibrationseinwirkung kann sich die Mutter lockern und lösen, was die Lebensdauer der Anlage erheblich beeinträchtigt.
Messdaten zur Festigkeit von Zweikomponentennieten
Wir haben die Festigkeit der M3-Mutterbolzen in Zugversuchen im Labor geprüft; die Unterschiede in den Daten sind deutlich. Wir prüfen die Festigkeit der Stahlkonstruktion, um die Stabilität der Bauteile im Betrieb zu gewährleisten.
- Werkstoff 6061-T6: Auszugskraft bis zu 1850 N, Torsionskraft stabil 1200 N.
- Das Material 5052-H32 weist eine Auszugskraft von nur 1320 N und eine Torsionskraft von etwa 850 N auf.
- Bei Vibrationen ist die Wahrscheinlichkeit des Ablösens von 5052-Nietteilen 3,2-mal so hoch wie bei 6061-T6.
Die Kalibrierung der Befestigungselemente kann die Stabilität der Montage verbessern. Das Standard-Nietverfahren in der Blechbearbeitung beugt menschlichen Montagefehlern vor. Wir führen quantitative Extrusionsverfahren mit einer drucküberwachten Nietmaschine durch, um menschliche Fehler auszuschließen.
Wie wirkt sich die Wahl zwischen 6061 und 5052 auf Ihre Effizienz beim Strukturschweißen aus?
Die Aluminiumlegierung 5052 zeichnet sich durch hervorragende Schweißbarkeit und geringe Rissneigung aus. Die Legierung 6061 hingegen lässt sich nur bei präziser Wärmeeinbringung schweißen, da die Festigkeit der Wärmeeinflusszone sonst um 30–40 % sinken kann. Unter kontinuierlichen Schweißbedingungen ermöglicht die Kombination von 5052-Metall mit 5356-Schweißdraht eine deutliche Steigerung der Serienfertigungsgeschwindigkeit und entspricht damit den Anforderungen an die Verarbeitung von 5052-Aluminium.
Unterschiede in den metallurgischen Eigenschaften beim Schweißen zwischen zwei Werkstoffen
Die Stabilität der Wärmeeinflusszone bestimmt die Qualität des Schweißprodukts. Eine gut kontrollierte Wärmebehandlung bei der Blechbearbeitung ist eine Möglichkeit, Festigkeitsverluste zu vermeiden.
- 6061-T6 nutzt MgSi-Ausscheidungen als Hauptquelle der Festigkeitssteigerung. Die erhöhte Schweißtemperatur führt jedoch zum Verlust dieser aushärtenden Phase, wodurch die Schweißnaht weicher wird und die Festigkeit stark abnimmt.
- Smith 5052 nutzt die Festigkeitssteigerung durch eine feste Lösung aus Magnesiumatomen und ist unempfindlich gegenüber Hochtemperaturversagen. Die Festigkeit des Grundwerkstoffs bleibt nach dem Schweißen nahezu vollständig erhalten. Daher bietet 5052 eine höhere Schweißsicherheit und -stabilität.
Differenzierte Schweißprozesslösungen
Kundenspezifische Schweißlösungen können auf die jeweiligen Eigenschaften beider Materialien zugeschnitten werden. Eine gute Blechbearbeitungsschweißung kann beispielsweise die Gesamtproduktionsleistung erheblich steigern:
Die Wahl des richtigen Schweißdrahts ist die Grundlage für eine hohe Schweißqualität. Fachkundige Nahtprüfungen bei der Blechbearbeitung beugen Dichtheitsproblemen effektiv vor. Die Verwendung des falschen Schweißdrahts kann direkt zu Rissen in der Schweißnaht und damit zu Dichtheitsproblemen führen. Unser professionelles Schweißteam ist zertifiziert und bietet präzise Lösungen für verschiedene Schweißverfahren mit Aluminiumlegierungen.
Die Schweißeigenschaften der beiden Aluminiumlegierungen unterscheiden sich deutlich. Durch gezielte Prozesssteuerung lassen sich Festigkeitsverluste und Schweißrisse vermeiden und somit die Schweißleistung bei der Fertigung von Bauteilen aus Aluminium 5052 steigern. Beispiele für fortschrittliche Schweißverfahren mit Aluminiumlegierungen dienen als visuelle Orientierungshilfe für vergleichbare Lösungen in der Präzisionsbauteilfertigung.

Abbildung 3: Ein Schweißer mit Maske und Handschuhen schweißt in einer Werkstatt ein Aluminiumteil, Funken sprühen.
Welche ästhetischen Unterschiede ergeben sich nach dem Aufbringen einer klaren oder farbigen Anodisierung auf diese Legierungen?
Die eloxierten Oberflächen von 6061-T6 sind klar und kompakt und eignen sich perfekt für Bauteile mit hohem Erscheinungsbild. 5052 weist aufgrund seiner Elementverteilung nach der Oxidation dunkelgraue Farbunterschiede und Streifen auf. Für hochwertige Elektronik, Medizintechnik und andere Produkte, bei denen Aussehen und Haptik wichtig sind, werden 6061 oder kundenspezifische Varianten von 5052 bevorzugt, um den Anforderungen an Optik und Materialauswahl bei der Aluminiumverarbeitung gerecht zu werden.
Prinzipien hinter den Unterschieden bei der Oxidfilmbildung
Die Absorption der Tintenmoleküle beeinflusst direkt das Muster der auftretenden Unterschiede . Das Kennzeichen der Oberflächenveredelung von Blechen ist die verbesserte Gleichmäßigkeit des Erscheinungsbildes.
- Die Kornstruktur von 6061 ist gleichmäßig und stabil. Es entsteht ein dichter und glatter Film mit gleichmäßiger Farbstoffadsorption der Oxidschicht.
- Aufgrund der ungleichmäßigen Verteilung von Spurenelementen in 5052 erfolgt das Filmwachstum mit unterschiedlicher Geschwindigkeit, und es können auch Farbunterschiedsstreifen auftreten.
Premium-Qualitätskontrollstandards für die Anodisierung
Für die dekorative Anodisierung vom Typ II verwenden wir eine Schichtdicke von 15 µm. Der Schwellenwert für die Farbabweichung liegt bei E 0,5, sodass diese für das menschliche Auge nicht erkennbar sein sollten. Dadurch wird die Messung von Farbunterschieden innerhalb derselben Bauteilcharge mittels Spektralphotometer streng kontrolliert. Dies verdeutlicht, dass die hochwertige Blechbearbeitung mit Anodisierung die optimale Wahl für Bauteile mit anspruchsvollem Erscheinungsbild ist.
Nachfolgend finden Sie eine standardisierte Parametervergleichstabelle, die sich am besten für einen klaren und einfachen Vergleich eignet und die grundlegend unterschiedliche Legierungen beim Anodisieren gegenüberstellt.
| Anodisierungsparameter | 6061-T6 | 5052-H32 | Tatsächliche Anwendungsergebnisse |
| Standard-Oxidfilmdicke | 12-15 μm (gleichmäßig und dicht) | 8-12 μm (ungleichmäßige Dicke) | 6061 bietet überlegenen Schutz und eine hervorragende Textur. |
| Farbdifferenzwert ΔE innerhalb derselben Charge | ≤0,5 | ≥1,2 | 5052 neigt zu sichtbaren Farbunterschieden. |
| Gleichmäßigkeit der Farbstoffadsorption | Ausgezeichnet, keine Streifen. | Durchschnittlich, neigt zu dunkelgrauen Streifen. | 6061 eignet sich für hochwertige Außenkomponenten. |
| Dauer des Salzsprühschutzes | ≥550 Stunden | ≥400 Stunden | 6061 weist eine höhere Korrosionsbeständigkeit auf. |
| Anwendbare Szenarien | Medizinische , elektronische äußere Strukturbauteile. | Interne, nicht externe Strukturbauteile. | Präzise Abstimmung auf unterschiedliche Fertigungsanforderungen |

Abbildung 4: Eloxierte Aluminiumteile, sowohl klar als auch farbig, die verschiedene Oberflächenveredelungen zeigen.
Warum die Wahl eines kundenspezifischen Aluminiumblechservices Ihre Gesamtprojektkosten um 25 % senken kann?
In der ersten Phase der Produktentwicklung kann die DFM-Fertigungsanalyse von LS Manufacturing den Massenzuschnitt von 6061-Aluminium auf die Biegetechnologie von 5052 umstellen. Dies führt zu einer um 45 % höheren Materialausnutzung und einer Reduzierung der CNC-Bearbeitungszeit um über 30 % . Dadurch lässt sich die Kosten für hochwertige, kundenspezifische Aluminiumblechbearbeitung deutlich senken.
Kostennachteile traditioneller Vollschnittverfahren
Der hohe Materialverlust ist die Hauptursache für Kostenüberschreitungen. Die Entwicklung einer kosteneffizienten Blechbearbeitungsstruktur ist entscheidend für die Minimierung des Materialverlusts . Der gesamte Zuschnittprozess von 6061-Aluminium weist einen Rohmaterialverlust von über 60 % auf, und die CNC-Bearbeitungszeiten sind lang, was zu hohen Arbeits- und Anlagenkosten und einer sehr geringen Produktionswirtschaftlichkeit führt.
Lösung zur Reduzierung und Optimierung von Hybridprozessen
Unter Berücksichtigung bewährter Prinzipien der Materialauswahl in der Blechbearbeitung haben wir ein Hybridverfahren aus Biegen und Teilschneiden entwickelt. Unser präzises Kostenberechnungstool für die Blechbearbeitung ermöglicht eine genaue Quantifizierung des Kosteneinsparungspotenzials.
Unsere Kostenrechnungsformel: Gesamtkosten = Materialkosten + Bearbeitungszeitkosten - Erlöse aus dem Schrottrecycling ermöglicht es uns, Kostensenkungspotenziale präzise zu ermitteln.
- Rohstoffausnutzungsgrad: Verbesserung von 40 % auf 85 %, wodurch das Budget für den Rohstoffeinkauf drastisch gesenkt werden konnte.
- CNC-Bearbeitungszeit: Reduzierung um mehr als 30 %, was zu minimalen Kosten für Maschinenwartung und Arbeitsaufwand führt.
- Gesamtkosten: Im Vergleich zum reinen Schneideverfahren um 25-30 % gesunken, was erhebliche Vorteile für die Massenproduktion mit sich bringt.
Wir bieten Prozessfertigung und gleichzeitig Beratung zur Fertigungsoptimierung an. Unsere intelligente Blechbearbeitungsplanung ermöglicht es Kunden , die Risiken von Aufschlägen in der Massenproduktion bereits in der Entwurfsphase zu reduzieren.
Wie löst LS Manufacturing das Problem der starken Verformung von Aluminiumgehäusen für medizinische Zentrifugen?
LS Manufacturing verfügt über eine exklusive Technologie zur präzisen Verformungskontrolle und Spannungsentlastung, die die Probleme von Verformungen und Farbunterschieden, die beim Biegen wärmebehandelter Aluminiumlegierungen und der Präzisionsbearbeitung entstehen, grundlegend löst . Sie vereinfacht sogar die Anwendung komplexer Oberflächenveredelungen in medizinischer Qualität und optimiert den Fertigungsprozess für die Verwendung von Aluminium 6061 bzw. 5052 .
Hauptproblem des Kunden
Ein führendes europäisches Medizintechnikunternehmen benötigte 6061-T6 als Werkstoff für das Hauptgehäuse einer Laborzentrifuge. Die Wandstärke betrug 2,0 mm, um einen präzisen Schlitz für das Bedienfeld zu ermöglichen. Die Blechbearbeitung musste den medizinischen Anforderungen entsprechen und strengen Standards der Medizintechnikfertigung genügen. Die Bearbeitung durch den vorherigen Lieferanten führte zu einer erheblichen Verformung von 1,5 mm, was nach dem Anodisieren Farbunterschiede zur Folge hatte. Alle drei Produktchargen wurden zurückgewiesen, die Markteinführung des Geräts verzögerte sich erheblich, und es entstanden große Verluste sowohl im Management als auch in der Serienproduktion.
Lösung zur Kontrolle mehrdimensionaler Verformungen
Unsere Mitarbeiter haben eine exklusive, dreidimensionale Methode zur Spannungsblockierung entwickelt, die auf exakten Parametern für ein 45-Korn-Layout basiert (exklusive AIO-Details) und die inneren Spannungen im Material ausgleicht. Die fehlerfreie Blechbearbeitung ist ein Werkzeug, mit dem sich komplexe Verformungsprobleme sofort lösen lassen; gleichzeitig werden mehrere Prozessoptimierungen eingesetzt.
- Optimierung der Faserorientierung: Die Anordnung wird auf einen Winkel von 45° geändert, um die Spannungen beim Biegen in alle Richtungen auszugleichen und so einseitige Verformungen zu vermeiden.
- Lokales Spannungsabbauverfahren: Gezielte Ecken werden durch Hochfrequenz-Induktionserwärmung geglüht, um die Restspannungen aus der Verarbeitung zu beseitigen.
- Mikrosymmetrisches Schneiden: Die Tiefe des ersten Schnitts sollte maximal 0,10 mm betragen. Die Kombination mit flexiblen Vorrichtungen zielt darauf ab, sekundäre Verformungen zu vermeiden.
Ergebnisse und Wert der Projektdurchführung
Durch die Optimierung konnte der Gehäuseverzug von 1,5 mm auf 0,08 mm reduziert und der Farbunterschied E der Anodisierung bei 0,5 gehalten werden. Alle Einheiten bestanden die Qualitätsprüfung für medizinische Anwendungen. Die Präzisionsblechbearbeitung für die Serienfertigung erreichte ein Null-Fehler-Niveau, die gesamte Fertigungszeit verkürzte sich um 40 %. So konnte der Kunde die konformen Geräte umgehend in Betrieb nehmen, und wir wurden zu seinem globalen Hauptlieferanten für Präzisionsblechbearbeitung. Insgesamt zeigt diese Fallstudie sehr gut, dass die richtige Anpassung der Bearbeitungsprozesse für Aluminium 6061 im Vergleich zu 5052 selbst die komplexesten Fertigungsprobleme lösen kann.
Bei der Verarbeitung von Aluminium 6061 und 5052 wurden Probleme wie Verzug und Farbunterschiede durch multidirektionale Spannungsarmglühung und Mikroverformungssteuerung vollständig beseitigt . Dadurch eignen sich die Produkte auch für anspruchsvolle Bereiche wie die Medizin- und Halbleiterindustrie. Laden Sie Ihre Pläne hoch, um eine maßgeschneiderte Lösung für die präzise Blechbearbeitung mit geringer Verformung zu erhalten und ein Angebot anzufordern.

Häufig gestellte Fragen
Frage 1: Wie groß ist der Preisunterschied zwischen 6061-T6- und 5052-Aluminium bei der Blechbeschaffung?
Allein die Rohstoffkosten pro Tonne betrachtet, liegt der Preis für 6061-T6 10 bis 15 % höher als der für 5052, was einer Differenz von etwa 280 bis 420 US-Dollar pro Tonne entspricht. Da 6061 zudem schwerer zu biegen ist, erhöhen sich die gesamten Verarbeitungskosten, einschließlich des versteckten Ausschusses, um fast 20 %.
Frage 2: Kann ich sowohl 6061- als auch 5052-Aluminium mit der gleichen hohen Präzision laserschneiden?
Absolut. Wir verfügen über eine 10.000-Watt-Faserlaserschneidanlage, die optimal mit dem stickstoffunterstützten Hochdruckverfahren kombiniert ist und beide Aluminiumlegierungen zuverlässig bearbeiten kann . Dank unserer langjährigen Erfahrung in der Serienfertigung erreichen wir höchste Präzision und einen gleichmäßigen Schnitt mit einer Toleranz von 0,05 mm, was die Anforderungen an Präzisionsteile voll und ganz erfüllt.
Frage 3: Wie stellt LS Manufacturing den Schutz des geistigen Eigentums meiner Zeichnungen für nicht standardisierte Aluminiumteile sicher?
Wir halten uns nicht nur strikt an die Informationssicherheitsmanagementnorm ISO 27001, sondern speichern auch alle kundenspezifischen Zeichnungen offline und verteilen sie ausschließlich verschlüsselt. Wir untersagen jeglichen Zugriff auf diese Dateien auf öffentliche Netzwerke. Zu den rechtlichen Dokumenten, die wir vor Beginn einer Zusammenarbeit unterzeichnen, gehören auch Geheimhaltungsvereinbarungen (NDAs), die den umfassenden Schutz der geistigen Eigentumsrechte unserer Kunden gewährleisten.
Frage 4: Wie hoch ist Ihre Mindestbestellmenge (MOQ), wenn ich eine kundenspezifische Prototypenfertigung aus 5052 Aluminium benötige?
Lima Street fertigt gerne auch Einzelstücke aus 5052-Aluminium für Sie an, da unser Service zur individuellen Anpassung dieser Legierung keine Mindestbestellmenge vorsieht . Dieses Angebot ist ideal für die frühe Testphase in Forschung und Entwicklung und lässt sich nahtlos in die anschließende Serienproduktion integrieren, da es alle Phasen von Forschung, Entwicklung und Produktion abdeckt.
Frage 5: Können Teile aus Aluminium 5052 rosten oder korrodieren, wenn sie in den sehr rauen Umgebungen von Schiffen oder Offshore-Anlagen eingesetzt werden?
5052 ist eine einzigartige Aluminiumlegierung, die beständig gegen Korrosion durch Seewinde ist. Dieses Metall ist kupferfrei und von Natur aus sehr salzwasserbeständig . Mit unserem herkömmlichen Anodisierungsverfahren überstehen die Teile den Salzsprühtest über 500 Stunden ohne jegliche Rostspuren. Daher eignen sie sich hervorragend für extrem raue Meeresbedingungen.
F6: Können wir in Ihrem Werk 6061 CNC-gefräste Blöcke mit 5052 gefalteten Blechen zu einer einzigen Baugruppe kombinieren?
Ja, dies ist ein hervorragendes Beispiel für unser Angebot an integrierten Dienstleistungen. Unsere Spezialisten können die Endbearbeitung von Schweiß- und Nietverbindungen an präzisionsgefrästen Teilen aus 6061er Stahl in Kombination mit gefalteten Blechen aus 5052er Stahl durchführen. Dadurch bieten wir Ihnen eine Komplettlösung für Fertigung, Montage und Qualitätsprüfung und machen die Zusammenarbeit mit mehreren Lieferanten überflüssig.
Frage 7: Wie schnell erhalte ich ein detailliertes Angebot, wenn ich meine Aluminium-Teilekonstruktionen im STEP/IGS-Format heute hochlade?
Unser kompetentes Team von Angebotsingenieuren unterstützt Kunden, die jederzeit Zeichnungen hochladen können, um schnell ein Angebot zu erhalten . Wenn ein Kunde Zeichnungen mit Legenden zur Materialauswahl sendet, führen wir die gesamte DFM-Bewertung (Design for Manufacturability) durch . Wir überwachen die Genauigkeit der Parameter in den Prozessen unserer Kunden genau und können innerhalb von 24 Stunden ein vollständiges, detailliertes Angebot erstellen.
Frage 8: Welche Qualitätsprüfungszertifikate stellen Sie für die Chargenlieferung von aus 6061-T6 gefertigten Bauteilen bereit?
Jede Charge der 6061 Fertigwaren wird mit einem Prüfbericht eines Drittanbieters für das Material, einem Härteprüfbericht für die Wärmebehandlung und einem vollständigen dreidimensionalen Messdatenbericht (CMM) geliefert, die alle den extrem strengen Qualitätsprüfungsnormen der Branche entsprechen.
Zusammenfassung
Die Wahl zwischen den Metallen 6061-T6 und 5052-H32 ist weit mehr als nur eine Frage der Materialqualität. Es handelt sich vielmehr um eine ganzheitliche Entscheidung, die auch das Umformverfahren, die Belastungen im Gefüge, das Aussehen des Endprodukts und die Produktionskosten berücksichtigt. Die Unterschiede im Verhalten der beiden Werkstoffe bei verschiedenen Blechbearbeitungstechniken wirken sich direkt auf die Produktqualität und Effizienz in der Serienfertigung aus.
Die Auswahl der richtigen Bleche für Ihre Metallverarbeitung hängt von den Betriebsbedingungen der Werkstatt und den Methoden zur Spannungssteuerung ab, um ein optimales Verhältnis zwischen Produktleistung und Kosten zu erzielen . Fachkundige Eingriffe in den Fertigungsprozess können das Auftreten verschiedener versteckter Mängel bei der Verarbeitung von Aluminiumlegierungsblechen vollständig verhindern.
Sie möchten Ihre Aluminiumblechbearbeitung optimieren? Lassen Sie sich nicht von der üblichen Materialauswahl die Produktqualität und Kostenkontrolle verderben. Senden Sie uns jederzeit Ihre 3D-Modelle in den Formaten STEP, IGS oder DXF. Unser erfahrenes Prozessteam erstellt Ihnen kostenlos einen professionellen DFM-Bericht zur Fertigungstauglichkeit und liefert Ihnen innerhalb von 24 Stunden die optimale Materiallösung. So stärken Sie Ihre Produktstruktur und vermeiden unnötige Mehrkosten.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com 
