Die präzise Bearbeitung und Fertigung von Edelstahlblechen basiert auf genauen Prozessen und Materialeigenschaften. Dadurch werden die vier Hauptmerkmale des Stahls optimiert und vier zentrale Herausforderungen der Blechbearbeitung gelöst: die Wahl des passenden Edelstahls (304 oder 316L), die Einhaltung von Prozessparametern, Korrosionsverformung und Kostenverschwendung . Edelstahl 304 weist eine 3- bis 5-fach höhere Rückfederung und 30–40 % geringere Kosten als austenitischer Edelstahl auf und wird häufig verwendet. Die Korrosionsbeständigkeit und gute Schweißnahtstabilität von Edelstahl 316L prädestinieren ihn hingegen für anspruchsvolle Anwendungen im Medizin- und Schiffbau.
Herkömmliche Materialhandbücher bieten lediglich statische Zusammensetzungen, die den sich wandelnden Bearbeitungsbedingungen in Werkstätten nicht gerecht werden und leicht zu Ausschuss führen. Dieser Artikel basiert auf realen Messdaten, vergleicht die Unterschiede der Materialbearbeitungsverfahren anhand verschiedener Dimensionen und schlägt mögliche Auswahl- und Prozesslösungen vor.
Kurzer Überblick über die wichtigsten Schlussfolgerungen zur Verarbeitung von Edelstahl 304 im Vergleich zu 316L
Dieses Kapitel fasst die wichtigsten Unterschiede der beiden Arten der Edelstahlblechverarbeitung in Bezug auf Umweltverträglichkeit und Kostenkontrolle zusammen, damit Anwender schnell erkennen können, welche Werkstoffe und Verfahrenslösungen für ihre Projekte geeignet sind und grundlegende Auswahlfehler vermeiden können.
| Vergleichsdimensionen | Edelstahl 304 | Edelstahl 316L | Empfohlene Anwendungsszenarien |
| Umform- und Biegeleistung | Hohe Härterate, große Rückfederung (3°-5°), erfordert präzise Winkelkompensation. | Bessere Duktilität, geringere Rückfederung, erfordert aber einen höheren Biegedruck. | Für hochpräzise Biegearbeiten wird bevorzugt 316L verwendet. Für allgemeine Werkstücke wird bevorzugt 304 verwendet. |
| Korrosionsbeständigkeit | PREN-Wert 18,0 , nur geeignet für allgemein korrosionsbeständige Umgebungen. | PREN-Wert 23,1-28,5, beständig gegen Chlorid- und Salzsprühkorrosion. | 316L ist für medizinische, maritime und chemische Anwendungen unerlässlich. |
| Bearbeitungskosten | Niedrigere Rohstoff- und Verarbeitungskosten, höhere Kosteneffizienz. | Die Gesamtkosten sind um 30-40 % höher , der Werkzeugverschleiß ist höher. | 304 wird für allgemeine Strukturbauteile verwendet. 316L wird für funktionelle Kernbauteile verwendet. |
| Schweißstabilität | Neigung zu interkristalliner Korrosion, mehr Defekte in der Wärmeeinflusszone. | Niedriger Kohlenstoffgehalt, geringe Sensibilisierung, keine Schweißrisse , stärkere Abdichtung. | 316L wird bevorzugt für Schweiß-, Versiegelungs- und Sterilgeräte verwendet. |
Wichtigste Erkenntnisse:
- Formgebungsverhalten: 304 weist die schnellste Aushärtungsrate sowie eine um 3°–5° höhere Biegerückfederung als 316L auf und erfordert daher eine präzisere Kompensation. 316L besitzt eine etwas bessere Duktilität, benötigt jedoch eine höhere Biegekraft.
- Umweltbedingte Werkstoffauswahl: 316L ist erforderlich, wenn Schutz vor Meerwasser oder hohen Chloridgehalten unerlässlich ist (z. B. bei der medizinischen Reinigung). 304 ist ausreichend, wenn Schutz vor Witterungseinflüssen oder Korrosion in Lebensmittelqualität benötigt wird.
- Kostenstrategie: Die Rohmaterial- und Verarbeitungskosten von 316L sind aufgrund des Molybdän-Legierungselements 30–40 % höher als die von 304. Der Einkauf sollte entsprechend den spezifischen Anforderungen der Bauteile gestaffelt erfolgen.
Warum Sie auf die Expertise von JS Precision bei der Auswahl von Edelstahl 304 vs. 316L für die Blechbearbeitung vertrauen sollten?
Gemäß der Branchenpraxis und den Erkenntnissen technischer Analysen sollten reale Testdaten als Kriterium für die professionelle Materialauswahl herangezogen werden, anstatt sich lediglich auf theoretische Daten zu stützen. Die direkten Auswirkungen auf die Genauigkeit der Blechbearbeitung sind unumgänglich. In einem dreimonatigen Benchmark-Test hat ein Team wiederholt über 200 Versuche zur Blechdicke und zu den Prozessparametern gemäß ASTM A240 für Edelstahl durchgeführt. Der Hauptfehler bei der traditionellen Materialauswahl liegt in der Vernachlässigung des dynamischen Verarbeitungsverhaltens der Werkstoffe. Die meisten Ingenieure verwenden lediglich theoretische Komponenten , ohne die tatsächlichen Biege-, Schneid- und Schweißbedingungen in der Werkstatt zu berücksichtigen .
Unser Prüfverfahren entspricht den Prüfregeln der ISO 14323 für die Blechumformung und zielt darauf ab, die Diskrepanz zwischen Theorie und Praxis zu beseitigen. Unsere praktische Erfahrung mit Blechumformungsprojekten für tragbare medizinische Industriegeräte und die Luftfahrtindustrie zeigt, dass über 90 % der Ausschussquote bei frühen Anlagen auf Material- und Prozessinkompatibilitäten und nicht auf mangelnde Präzision der Bauteile zurückzuführen sind .
Unser Team verfügt über 15 Jahre Erfahrung in der High-End-Blechbearbeitung und kann mit diesem Know-how hunderte von Problemen im Zusammenhang mit Korrosion, Verformung und Maßabweichungen lösen . Alle Prozesse wurden in der Serienproduktion erprobt und erfüllen die hohen Anforderungen an Blechbearbeitung für High-End-Anlagen.
Dank umfassender Testdaten und langjähriger Erfahrung in der Serienfertigung sind unsere Materialauswahllösungen für verschiedene Projekte äußerst präzise. Um Auswahlfehler schnell zu vermeiden und den optimalen Prozess zu finden, bieten wir Ihnen eine kostenlose, individuelle technische Beratung an. Bei spezifischen Projektanforderungen können Sie Ihre Zeichnung hochladen und erhalten Ihre maßgeschneiderte DFM-Optimierungslösung.

Wie lässt sich die Rückfederungsabweichung bei der Präzisionsbearbeitung von Edelstahlblechen kontrollieren?
Die Kaltverfestigungsrate von Edelstahl 304 ist deutlich höher als die von 316L, was in der Praxis bei 90°-Biegungen zu einer um etwa 1,5° bis 2,5° höheren Rückfederung führt. Ohne dynamische Werkzeugkompensation kann dies zu Maßabweichungen bei Präzisionsbauteilen aus Edelstahlblech führen. Der Unterschied im Rückfederungskoeffizienten zwischen 304- und 316L-Blechen bleibt auch bei Dickenänderungen im Wesentlichen konstant. Mit der richtigen Winkelkompensation und den passenden Druckparametern lassen sich Biegefehler weitgehend auf höchste Industriestandards reduzieren.
Messdaten zu Rückfederungskoeffizienten für verschiedene Blechdicken
Die präzise Kontrolle von Biegefehlern ist ein entscheidendes Steuerungssignal für präzises Biegen. Die Forschungsgruppe führte praktische Versuche an drei gängigen Blechdicken (1,5 mm, 2,0 mm und 3,0 mm) durch und setzte dabei auf präzise Blechbearbeitungsverfahren, um Formabweichungen zuverlässiger zu vermeiden.
Die Messdaten stammen aus wiederholten Prüfungen in der Serienfertigung, wodurch jegliche laborbedingte Messfehler praktisch eliminiert werden und die Daten den tatsächlichen Bedingungen der Serienproduktion entsprechen sollten. Daher eignen sie sich als zuverlässige Referenz für diverse Anwendungen im Bereich des Edelstahlbiegens.
Die konkreten Parameter sind unten aufgeführt und stellen keine theoretischen Werte dar:
- 1,5 mm Blechdicke: Rückfederungswinkel 3,0° (304), Rückfederungswinkel 1,2° (316L); erforderlicher Ausgleich 3,0°
- 2,0 mm Blechdicke: Rückfederungswinkel 3,8° (304), Rückfederungswinkel 1,8° (316L), erforderlicher Ausgleich 3,8°
- 3,0 mm Blechdicke: Rückfederungswinkel 304 5,0°, Rückfederungswinkel 316L 2,2°, erforderlicher Ausgleich 5,0°
Lösung zur Kontrolle von Biegefehlern mit hoher Präzision
Die Winkelkalibrierung in Echtzeit kompensiert die Rückfederungsabweichung hervorragend. Bei LS Manufacturing kommt eine CNC-Biegemaschine mit Echtzeit-Winkelmessung zum Einsatz. Sie nutzt die dynamische Formkompensationstechnologie optimal aus, um eine maximal präzise Blechbearbeitung durch Biegen zu ermöglichen. Die Abweichung des Biegewinkels aller Edelstahlbleche wird auf unter 0,5° begrenzt.
Der dynamische Kompensationsmodus gleicht Verformungsabweichungen von Blechen in Echtzeit aus. Er passt sich automatisch an verschiedene Materialien und die Dicke des Edelstahls an und zeichnet sich durch eine extrem hohe Anpassungsfähigkeit aus. Dadurch wird eine äußerst präzise Passform der Gehäuse aus medizinischem und elektronischem Blech erreicht – Montagespielraum ist ausgeschlossen.
Um eine genaue Abstimmung der Biegeparameter und keine Maßabweichungen zu gewährleisten, kann die Referenztabelle der Biegeparameter kostenlos heruntergeladen werden. Für hochpräzise Werkstückbearbeitungsanforderungen wenden Sie sich bitte an einen Ingenieur, um ein spezielles Kompensationsschema zu erstellen.
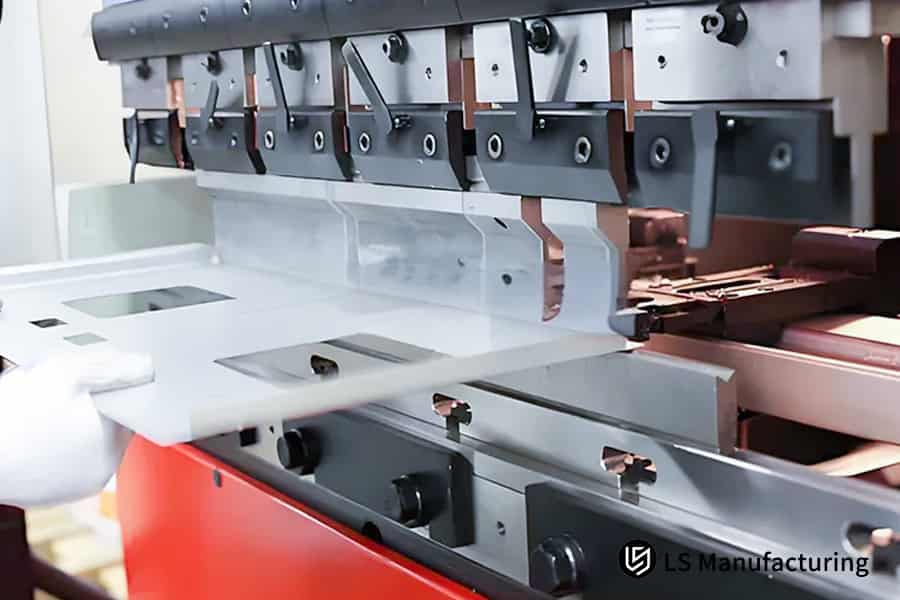
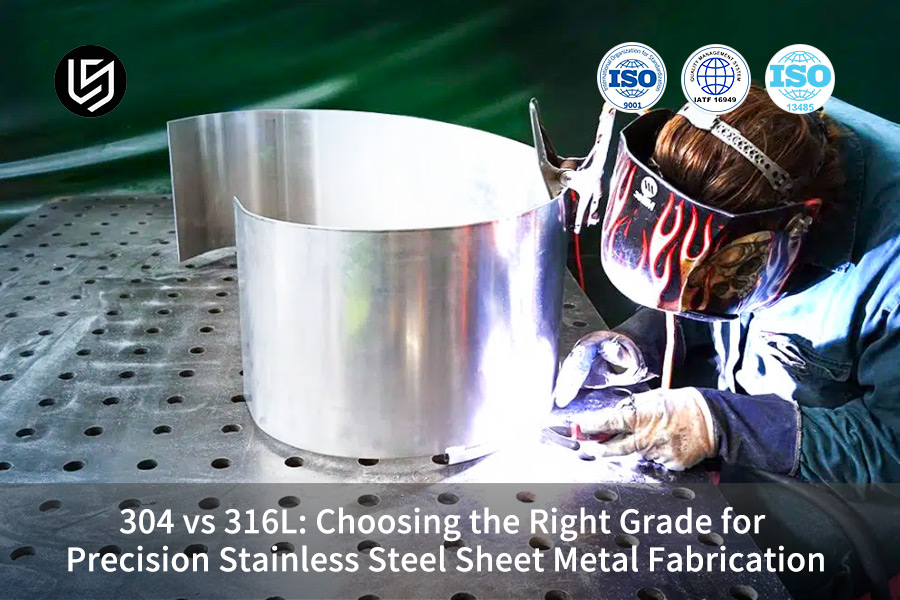
Abbildung 1: Ein Arbeiter bedient eine Präzisions-Abkantpresse zum Biegen von Edelstahlblechen.
Wie lässt sich interkristalline Korrosion bei der Bearbeitung von Edelstahlblechen verhindern?
Beim Schweißen von Edelstahl, ob Laser- oder WIG-Schweißen, kann die Wärmeeinflusszone im Bereich von 450 °C bis 850 °C die Ausscheidung von Chromcarbid auslösen, was zu interkristalliner Korrosion führen kann. Der kohlenstoffarme Edelstahl 316L (C ≤ 0,03 %) weist typischerweise eine bessere Rissbeständigkeit als 304 auf. Dank professioneller Dienstleistungen im Bereich der Edelstahlblechbearbeitung lässt sich interkristalline Korrosion praktisch vollständig vermeiden. Dies ermöglicht den Einsatz von langfristig geschlossenen, sterilen High-End-Anlagen, die anspruchsvollen Betriebsbedingungen standhalten müssen.
Das Prinzip hinter dem Unterschied im Korrosionsverhalten der beiden Materialien
Korrosionsschutz ist in der Praxis ein wesentlicher Bestandteil des Edelstahlschweißens. Edelstahl 304 darf bis zu 0,08 % Kohlenstoff enthalten, wodurch er anfälliger für Sensibilisierung ist, und die Passivierungsschicht kann in der Hochtemperatur-Wärmeeinflusszone ebenfalls beschädigt werden.
Solche materialbedingten Probleme lassen sich nicht allein durch Standardschweißverfahren beheben, da sie mit der chemischen Zusammensetzung zusammenhängen . Eine Verbesserung ist nur durch Prozessoptimierung und sorgfältige Materialauswahl möglich. Edelstahl 316L hingegen weist einen niedrigen Kohlenstoffgehalt auf und enthält 2–3 % Molybdän, was die Karbidausscheidung hemmt und die Schweißnahtstruktur stabiler macht.
Standardisierter Schweißprozess-Kontrollablauf
- Kontrolle der Wärmeeinbringung beim Schweißen: Halten Sie die Wärmeeinbringung genau im Bereich von 0,5–1,2 kJ/mm, damit die Wärmeeinflusszone kleiner bleibt und die Schweißbauteile insgesamt stabil bleiben.
- Nachbearbeitungsprozesse durchführen: Jedes geschweißte Werkstück sollte gebeizt und passiviert werden, damit der Oberflächenpassivierungsfilm ordnungsgemäß repariert und eine stabile Blechkonstruktion gebildet werden kann.
- Anpassung an anspruchsvolle Anwendungsszenarien: Für Halbleiteranwendungen und sterile medizinische Geräte ist die zerstörungsfreie Schweißtechnologie 316L in der Regel die Standardwahl und wird einheitlich über alle Einsatzbereiche hinweg verwendet.

Abbildung 2: Nahaufnahme eines Edelstahlteils mit Oberflächenkorrosion und Verfärbung.
Welche Parametergrenzen gelten für das Laserschneiden bei der Blechbearbeitung von schwierigen Werkstoffen?
Da 316L Molybdän enthält und tendenziell eine höhere Viskosität aufweist, ist seine Schlackenentfernungsbeständigkeit beim Laserschneiden besser als bei 304. Daher ist bei der Blechbearbeitung von anspruchsvollen Werkstoffen eine Erhöhung des Hilfsgasdrucks, insbesondere von Stickstoff, um 20 % erforderlich, um eine gratfreie Schnittfläche zu gewährleisten. Beim Laserschneiden von 316L sind die zulässigen Parametergrenzen höher, was eine sorgfältigere Steuerung erfordert. Durch die präzise Abstimmung von Leistung, Gasdruck und Schnittgeschwindigkeit lässt sich dennoch eine extrem glatte Schnittkante mit Ra 1,6 μm erzielen. Dies erfüllt die Anforderungen an Optik und Abmessungen bei der hochpräzisen Blechbearbeitung und eignet sich auch für diverse hochwertige, kundenspezifische Blechbearbeitungsanwendungen.
Parametermatrix für das Hochleistungslaserschneiden
Die Wärmemodulation des Lasers bestimmt maßgeblich die Schnittqualität. Bei korrekter Einstellung wird ein gleichmäßigerer Blechschnitt erzielt. Nachfolgend sind die von LS Manufacturing verwendeten Messwerte für das 10000-W-Laserschneiden aufgeführt. Diese gelten für verschiedene kundenspezifische Bearbeitungsanforderungen von hochwertigen Edelstahlblechen:
| Blechdicke | Material | Schnittgeschwindigkeit (m/min) | Stickstoffdruck (MPa) | Oberflächenrauheit (Ra) |
| 1,5 mm | 304 | 3.2 | 1.2 | 1,6 μm |
| 1,5 mm | 316L | 2.8 | 1,44 | 1,6 μm |
| 3,0 mm | 304 | 1.8 | 1,5 | 2,4 μm |
| 3,0 mm | 316L | 1,5 | 1.8 | 3,2 μm |
Kernanforderungen für schlackenfreies Schneiden
Für das Schneiden muss der Stickstoff eine Reinheit von ≥ 99,999 % aufweisen . Beim Schneiden von 316L sind eine reduzierte Schnittgeschwindigkeit und Druckbeaufschlagung erforderlich. Hochwertiges Blechschneiden wird durch professionelle Verfahren erreicht, die die geringe Wärmeleitfähigkeit und hohe Viskosität des Materials ausgleichen und Probleme mit Schlacke und thermischer Verformung vermeiden. Hochreiner Stickstoff isoliert die Hochtemperatur-Oxidationsreaktion während des Schneidens und gewährleistet so, dass die Struktur des Edelstahlblechs während der Produktion weitestgehend erhalten bleibt. Dies verbessert die Oberflächenqualität und Korrosionsbeständigkeit der Produkte.
Abbildung 3: Referenztabelle für die Schnittdicke beim Laserschneiden für verschiedene Metalle und Leistungsstufen.
Wie beeinflussen die Fertigungskosten von 304 im Vergleich zu 316L die Kapitalrendite Ihres Produkts?
Der Rohmaterialpreis für 316L ist über 30 % höher als der für 304. Da der Werkzeugverschleiß um 15 % höher ist, steigen die Fertigungskosten für 304 im Vergleich zu 316L deutlich an. Durch die Einführung eines hybriden Split-Schweißverfahrens lässt sich das Materialverhältnis optimieren, wodurch bis zu 25 % der Fertigungskosten eingespart und somit die Rentabilität des Produkts erheblich gesteigert werden können. Dies ist die grundlegende Strategie zur Kostenreduzierung bei der Blechbearbeitung von 304 im Vergleich zu 316L.
Details zu mehrdimensionalen Kostenprämien
Die Materialkostenrechnung entspricht dem proportionalen Unterschied zwischen den Materialkosten. Alle zu diesem Material hinzukommenden Kosten umfassen die Kosten für Ressourcen, Pressenausfälle und Arbeitskräfte. Sie dienen der Implementierung von Kostenrechnungsstandards zur Kosteneinsparung bei der Blechumformung und der Anpassung an verschiedene Blechumformungsprojekte. Die detaillierte Berechnung verschiedener Kostenaufschläge unterstützt Ingenieure bei der Auswahl von Rohmaterialien und verbessert die Kostenkontrolle bereits in der frühen Entwurfsphase.
| Kostendimensionen | 304 | 316L | Prämienverhältnis |
| Rohstoffbeschaffung | Grundpreis | Prämie 32 % | 32 % |
| Werkzeugverschleißkosten | Basis-Bekleidung | Prämie 15 % | 15% |
| Biegebearbeitungszeit | Basiszeit | Prämie 8 % | 8% |
| Kosten der Oberflächenbehandlung | Grundkosten | Prämie 5 % | 5% |
ROI-Optimierung DFM-Designstrategie
- Gehäuse für kontaktlose Medien, allgemeine Hohlbauteile für Außengebäude: Verwendung von Edelstahl 304 zur Kostenkontrolle.
- Rohrleitungen, die mit Flüssigkeiten in Berührung kommen, und Desinfektionsmittel-Kernkomponenten: Um die Haltbarkeit zu gewährleisten, muss 316L verwendet werden.
- Nutzen Sie ein strukturiertes Split-Schweißverfahren und wählen Sie das richtige Material, um eine kosteneffiziente Blechbearbeitung zu erreichen, die ein optimales Verhältnis zwischen Kosten und Leistung bietet.
Genaue Berechnung der Projektbearbeitungskosten und Optimierung der Materialverhältnisse (eine kostenlose Gesamtprojektkostenberechnung ist möglich). Für maßgeschneiderte DFM-Lösungen zur Kostenreduzierung kontaktieren Sie bitte unseren Ingenieur für eine individuelle Optimierung. Dabei werden wissenschaftliche Verhältnisse angewendet, um ein optimales Gleichgewicht zwischen den Leistungsanforderungen an die korrosionsbeständige Blechbearbeitung und den Budgetkosten für kundenspezifische Stahlblechbearbeitung zu erreichen.
Welche Legierung bietet überlegene Haltbarkeit für die korrosionsbeständige Blechbearbeitung?
In maritimer Umgebung oder bei dauerhaft hoher Salzkonzentration im Sprühnebel erreicht der Lochfraßkorrosionsindex (PREN) von 316L Werte zwischen 23,1 und 28,5, deutlich über dem Wert von 304 mit 18,0. Somit ist 316L äußerst wirksam gegen Lochfraßkorrosion und trägt wesentlich zur Langlebigkeit korrosionsbeständiger Blechprodukte bei. Auch die Fähigkeit von 316L zur Reparatur von Passivierungsschichten ist deutlich besser als die von 304. Unter diesen Bedingungen mit hohem Salz- und Chlorgehalt ermöglicht es einen wartungsfreien Betrieb von über 5 Jahren ohne großen Aufwand.
Quantitative Korrosionsanalyse des PREN-Wertes
Die Beständigkeit gegen Salzsprühnebel ist ein wichtiger Faktor für das Korrosionsverhalten. Die branchenübliche Formel für den PREN-Wert lautet: PREN = %Cr + 3,3 × %Mo + 16 × %N. Mit modernen Fertigungsmethoden lassen sich langlebige Blechbauteile herstellen. 304 enthält kein Molybdän. Daher neigt es unter Salzsprühnebel dazu, leichter zu korrodieren, während 316L das Molybdän-Element enthält, und dieses Element hilft der Passivierungsschicht, sich zu regenerieren, sozusagen die Schutzschicht wiederherzustellen.
Dieser Wert ist in der Branche als Grundlage für die Bewertung der Korrosionsbeständigkeit von Edelstahl anerkannt und wird häufig als hoher Referenzwert betrachtet. Im Allgemeinen gilt: Je höher der PREN-Wert, desto besser die Korrosionsbeständigkeit und desto länger die Lebensdauer der Anlage.
Leistungsfähigkeit unter extremen Bedingungen
- Edelstahl 304: Nach etwa 300 Stunden im Standard-Salzsprühtest tritt roter Rost auf, dann ist bei Küstennutzung innerhalb von etwa 6 Monaten mit Lochfraßkorrosion und schließlich Verschrottung zu rechnen.
- Edelstahl 316L: Kein Rotrost nach 1000 Stunden im Standard-Salzsprühtest , geeignet für die Überwachung von Schiffen. Läuft immer noch seit über 5 Jahren zuverlässig.
- Prozessverbesserung: Durch die Durchführung von EDX-Prüfungen der Passivierungsschicht sowie durch sorgfältige Dickenmessungen kann der wartungsfreie Zyklus des Werkstücks weiter verlängert werden, mit mehr Stabilität und weniger Unterbrechungen.

Abbildung 4: Silberne Metallteile mit Löchern und Biegungen, angeordnet auf einer Arbeitsfläche.
Wie lässt sich bei der Blechbearbeitung von 304er- und 316L-Blechen eine minimale Verformung erzielen?
Da 316L im Vergleich zu 304 einen geringeren Wärmeausdehnungskoeffizienten bei hohen Temperaturen aufweist, gleichzeitig aber auch eine höhere Streckgrenze bei Raumtemperatur besitzt , verläuft die Entladung innerer Spannungen beim Stanzen langer Bleche und beim kontinuierlichen Biegen etwas anders. Dies ist der Hauptunterschied zwischen der Blechbearbeitung mit 304 und 316L . Bei dünnwandigen, langen Bauteilen lässt sich die Ebenheitsabweichung durch die Anpassung bestimmter Prozessspalte und die Beachtung der Schweißreihenfolge in der Regel auf etwa 0,8 mm begrenzen.
Hauptgründe für Verformungen bei unregelmäßig geformten Werkstücken
Die innere Spannungsentlastung bestimmt maßgeblich die Planheit des Werkstücks. Durch die Anwendung effektiver Spannungsentlastungsmethoden lässt sich der Umformverzug von Blechen minimieren. Bei einem Seitenverhältnis von über 5:1 und einer Dicke unter 1,5 mm neigt Edelstahl 304 zum Verdrehen und Neigen, während Edelstahl 316L tendenziell Biegeeigenspannungen beibehält. Daher zählen diese dünnwandigen, länglichen Bauteile zu den verformungsanfälligsten Werkstücktypen in der Blechbearbeitung und stellen eine wichtige Werkstückkategorie dar, die bei der Präzisionsfertigung strenge Kontrolle erfordert .
Präzisere Lösungen für den Verformungsschutz
- Kontrolle des Werkzeugspiels: Halten Sie das Spiel zwischen Stempel und Unterdüse bei etwa 12-15 % der Blechdicke . Dies hilft, Verformungen durch Extrusion zu vermeiden.
- Spannungsoptimierungsprozess: Anwendung einer umgekehrten Vorspannungsmethode zum Ausgleich der verbleibenden Stanzspannung.
- Optimierung der Schweißsequenz: Anwendung eines symmetrischen, segmentierten Schweißverfahrens, damit die thermische Schweißspannung gleichmäßiger und nicht punktuell abgebaut wird .
Mit diesen Schritten lässt sich bei 1,5 Meter langen Blechteilen eine lineare Planheit von ≤ 0,8 mm erreichen. Dies genügt den hohen Anforderungen der industriellen Montage und trägt effektiv dazu bei, Verformungsfehler bei der Präzisionsbearbeitung von Edelstahlblechen, selbst bei komplexen Formen, zu vermeiden und die Stabilität der Endprodukte im Bereich kundenspezifischer Blechbearbeitung zu verbessern.
Warum einen zertifizierten Anbieter für kundenspezifische Stahlblechbearbeitungsprojekte wählen?
Hochwertige Edelstahlverarbeitung hängt nicht nur von den Maschinen selbst ab, sondern auch von der Rückverfolgbarkeit der Ausgangsmaterialien (Materialrückverfolgbarkeit) und von Qualitätskontrollverfahren, die den Normen ISO 9001 und IATF 16949 entsprechen . Professionelle und standardisierte Edelstahlblechbearbeitung ist daher die wichtigste Voraussetzung für zuverlässige kundenspezifische Blechbearbeitung . Korrekte Konformitätsdokumente und eine umfassende Prozessqualitätsprüfung minimieren Risiken wie Materialverfälschung oder mangelhafte Prozesskontrolle und gewährleisten so die dauerhafte Produktstabilität.
System zur Qualitätskontrolle von Rohmaterialien über den gesamten Zyklus hinweg
Ein Rückverfolgbarkeitssystem gewährleistet die Einhaltung der Rohstoffvorgaben. Jedes Blech wird einer vollständigen Zusammensetzungsprüfung mittels Röntgenfluoreszenzspektroskopie (RFA) unterzogen . Dies ermöglicht die eindeutige Unterscheidung von 304 und 316L, sodass minderwertiges Material nicht in den Produktionsprozess gelangt und die gesamte Prüflogik für die standardisierte Blechbearbeitung gewährleistet bleibt. Die erneute Chargenprüfung verhindert zudem Vermischungsprobleme zwischen den Chargen und ist daher besonders geeignet für Projekte mit strengen Compliance-Anforderungen, wie beispielsweise im Medizinbereich oder bei Präzisionsgeräten.
Standardisierte Qualitätskontrolle plus Qualifikationsbestätigung
- Hardwareausstattung: beinhaltet eine 24-Stunden- Temperaturstabile Koordinatenmessmaschine (KMM) zur Kontrolle der Maßgenauigkeit.
- Fachliche Kompetenz: Ausgestattet mit professionellen ZfP-Technikern (Zerstörungsfreie Prüfung), die hauptsächlich die Schweißqualität und die Formgebungsleistung überwachen, nicht nur das Endergebnis.
- Konformitätsdokumentation: Es kann ein komplettes Dokumentenpaket bereitgestellt werden, wie z. B. PPAP Level 3, Materialzertifikate sowie RoHS-Berichte.
Fallstudie: Wie LS Manufacturing das Problem der starken Lochfraßkorrosion und Verformung in einem kundenspezifischen Gehäuseprojekt für medizinische Geräte löste
Durch die Anwendung präziser Verfahrensschleifen und die sorgfältige Materialauswahl lassen sich Lochfraß und Verformungsprobleme bei der Herstellung korrosionsbeständiger Bleche vollständig beherrschen, sodass der Prozess eine extrem hohe Massenproduktionsausbeute erzielen kann , insbesondere bei medizinischen Präzisionsblechen.
Herausforderung für den Kunden
Das Gehäuse eines Hämodialysegeräts eines führenden US-amerikanischen Medizintechnikunternehmens wurde aus Edelstahl 304 gefertigt. Nach längerem Eintauchen in Kochsalzlösung und wiederholter Hochtemperatursterilisation zeigte das Gehäuse innerhalb von nur etwa vier Monaten großflächige Lochfraßkorrosion. Gleichzeitig bildeten sich dichte Mikrorisse in den Schweißzonen, die die Schwachstellen typischer , korrosionsanfälliger Blechbearbeitungsverfahren offenlegten.
Die Spannungsregelung des ursprünglichen Lieferanten entsprach nicht den Standards, wodurch die Ebenheit der Werkstücke um mehr als 2,5 mm abwich, die Dichtungsstreifen nicht richtig hafteten und ein deutliches Leckagerisiko für die Geräte bestand. Schließlich wurde ein Massenrückruf ausgelöst, der erhebliche finanzielle Verluste nach sich zog und dem Markenimage und den Marktaktivitäten schwer schadete.
LS Fertigungslösung
- Dank unserer praktischen Erfahrung in der kundenspezifischen Fertigung von Präzisionsblechteilen für die Medizintechnik konnte sich das Team schnell einbringen und eine Betriebssimulation durchführen, um die genaue Fehlerursache zu ermitteln. Es stellte sich heraus, dass der Edelstahl 304 hauptsächlich nicht ausreichend beständig gegen Chloridionenkorrosion war und Standardverfahren die thermische Verformung dieser dünnwandigen Bauteile nicht ausreichend kontrollieren konnten.
- Dann schlugen wir eine gezieltere Lösung vor, nämlich die Umstellung des Rohmaterials auf kohlenstoffarmen Edelstahl 316L , damit dieser auf Materialebene der durch Desinfektionsmittel verursachten Korrosion besser standhält.
- Auf der Prozessseite setzten wir eine deutsche TRUMPF-Laserschneidmaschine mit 10.000 Watt ein und überwachten die Breite der Wärmeeinflusszone der Schweißnaht streng, um sie auf 0,2 mm oder weniger zu begrenzen.
- Für die Biegeprüfung wurde ein spezieller Rückfederungskompensationsparameter von 3,2° verwendet. Dieser wurde mit einer zerstörungsfreien Schweißanlage mit 5-Achs-Verbindung und kundenspezifischen Vorrichtungen kombiniert, um die thermische Verformung insgesamt stark einzuschränken.
Ergebnisse und Wert
Nach der Optimierung bestand das Produkt den ASTM B117-Salzsprühtest über 1200 Stunden ohne jegliche Rostbildung. Die Ebenheit des Werkstücks verbesserte sich von 2,5 mm auf unter 0,35 mm , wodurch das Risiko von Dichtungsleckagen vollständig beseitigt wurde und die hohen Qualitätsanforderungen an die hochpräzise Blechbearbeitung optimal erfüllt wurden.
Der Montageprozess der Geräte verläuft reibungslos, und die Ausbeute beim ersten Durchgang stieg auf 99,8 %. Damit erfüllt das Gerät die strengen Anforderungen an Sterilität, Dichtheit und Langzeitnutzung von Medizinprodukten. Im Anschluss beendete der Kunde die bisherige Zusammenarbeit und schloss einen langfristigen Exklusivliefervertrag über 1500 Geräte ab, wodurch der Aufwand für Kundendienst und Rückrufaktionen erheblich reduziert wurde.
Um dieselbe optimierte Lösung für medizinische Blechprodukte zu reproduzieren, sehen Sie sich bitte das vollständige Projektbeispiel an. Für hochpräzise Blechbearbeitungsanforderungen senden Sie uns bitte Ihre Zeichnungen , um individuelle Lösungen und Angebote zu erhalten. Wir bieten eine Komplettlösung für anspruchsvolle Blechbearbeitungsprobleme und optimieren dabei das Gesamtkostenbudget für die Fertigung von 304- und 316L-Blechen .

Häufig gestellte Fragen
Frage 1: Ist die Blechbearbeitung von 316L im Vergleich zu 304 in Bezug auf Präzisionsbearbeitung vollständig kontrollierbar?
Keineswegs. 316L bietet Leistungsvorteile nur unter extremen Bedingungen (medizinische, maritime, hochsalzhaltige Umgebungen) und ist nur so in hochpräzisen Dichtungsanlagen erreichbar. 304 hingegen, bekannt für seine einfache Verarbeitbarkeit und geringeren Kosten , erfüllt die Anforderungen typischer Blechbearbeitungsanwendungen in Innenräumen und bei milden Außenbedingungen.
Frage 2: Wie viel teurer ist 316L im Vergleich zu 304 bei kundenspezifischen Blechbearbeitungsdienstleistungen für Stahlkonstruktionen?
Die Kosten für den Rohwerkstoff 316L sind aufgrund des Molybdäns 30–40 % höher als die von 304. Auch die Kosten für die Blechbearbeitung und -herstellung aus 316L steigen aufgrund seiner höheren Viskosität und Härte , wodurch die Werkzeuge 15 % schneller verschleißen als bei der Verwendung von 304.
Frage 3: Können die gleichen Biegewerkzeuge für 304 und 316L verwendet werden? Muss das CNC-Programm geändert/neu geschrieben werden?
Die Umformbarkeit von Edelstahl Nr. 304 ist schlechter als die von 316L. Aufgrund der höheren Kaltverfestigungsrate im Vergleich zu 316L beträgt der Rückfederungswinkel bei einem Standardbiegewinkel von 90° 1,5–2,5 °. Die Verwendung desselben CNC-Programms (ohne Winkelkompensation) führt direkt zu einer Überschreitung der Werkstücktoleranz und somit zu Montagefehlern.
Frage 4: Warum rostet Edelstahl 304 an den Schweißverbindungen bei der hochpräzisen Blechbearbeitung stärker?
Der Kohlenstoffgehalt von Edelstahl 304 beträgt bis zu 0,08 %. Bei hohen Temperaturen kommt es zu einer Sensibilisierungsreaktion durch Ausscheidung von Chromcarbid, wodurch die korrosionsschützende Passivierungsschicht zerstört wird. Ohne die übliche Beiz- und Passivierungsbehandlung korrodieren und brechen die Schweißverbindungen daher schnell.
Frage 5: Welches Material ist beim Faserlaserschneiden schwieriger zu bearbeiten?
316L ist schwieriger zu bearbeiten. Es weist eine geringe Leitfähigkeit, eine hohe Viskosität im geschmolzenen Zustand und einen um Größenordnungen höheren Widerstand gegen die Schlackenentfernung als 304 auf. Um einen sauberen Schnitt ohne Grat oder Schlacke zu erzielen, ist ein um 20 % höherer Stickstoffdruck als üblich erforderlich.
Frage 6: Welcher minimale Biegeradius sollte für 1,5 mm dickes 316L-Blech verwendet werden?
Für das manuelle Biegen von 316L-Präzisionsblechen mit einer Dicke unter 1,5 mm wird eine Biegegenauigkeit von 1,5 mm empfohlen. Der minimale Biegeradius des Innendorns für 1,5 mm dickes 316L beträgt 1,5 mm und entspricht der 1T-Norm. Dadurch lässt sich die Bildung von Zugrissen an der Blechoberfläche wirksam verhindern. Die Gesamtintegrität des Werkstücks und die Montagegenauigkeit sind dabei zu gewährleisten.
Frage 7: Wie stellt LS Manufacturing sicher, dass 316L nicht mit 304 vermischt wird?
Wir haben ein umfassendes Verfahren zur Prüfung und Kontrolle der Materialherkunft etabliert. Vor der Anlieferung von Blechen, Metallen und dem Versand von Fertigprodukten setzen wir ein handliches Röntgenfluoreszenzspektrometer ein, um die Materialzusammensetzung zu 100 % zu prüfen und den Molybdän- und Chromgehalt des Materials genau zu bestimmen. Dadurch vermeiden wir effizient jegliche Vermischung der Werkstoffe 304 und 316L.
Frage 8: Ist es möglich, die Verarbeitungskosten von 304 und 316L durch Blechkonstruktion (DFM) zu senken?
Ja, eine professionelle DFM-Optimierung ist auch bei Bauteilen mit gemischter Struktur möglich, bei denen 316L nur in den korrosionsberührenden Bereichen des Kerns und der Rest aus 304 besteht. Dadurch lassen sich die Kosten um fast 25 % senken. Sie können außerdem ganz einfach die Zeichnungen hochladen , sofort ein Angebot erhalten und anschließend ein kostenoptimiertes Bearbeitungskonzept individuell anpassen.
Zusammenfassung
Die Wahl zwischen Edelstahl 304 und 316L hängt nicht nur vom Preis ab, sondern auch von der Verarbeitbarkeit, dem Produktlebenszyklus und der Rentabilität. Edelstahl 304 lässt sich zweifellos sehr gut verarbeiten und bietet ein hohes Preis-Leistungs-Verhältnis, das den Anforderungen der allgemeinen industriellen Blechproduktion genügt. Edelstahl 316L zeichnet sich durch hervorragende Korrosionsbeständigkeit und Schweißbarkeit aus und erfüllt somit die Bedürfnisse der Medizin-, Schiffs- und Chemieindustrie. Das Verständnis der Unterschiede in Rückfederung, Schneidverhalten und Korrosionsbeständigkeit beider Edelstahlsorten ist die Grundlage für die hochpräzise Blechbearbeitung und ermöglicht die Anpassung an die spezifischen Fertigungsanforderungen verschiedenster Anwendungsbereiche.
LS Manufacturing ist ein Unternehmen, das sich auf hochpräzise Blechbearbeitung und kundenspezifische Blechdienstleistungen spezialisiert hat. Dank 20 Jahren Branchenerfahrung, modernster Bearbeitungstechnik und eines doppelten Qualitätskontrollsystems bieten wir Ihnen einen Komplettservice: von der Materialauswahl über die fertigungsgerechte Konstruktion (DFM) bis hin zu präziser Bearbeitung und termingerechter Lieferung. Wir kontrollieren die Materialbearbeitungskosten präzise und minimieren den Implementierungsaufwand. Für Anwendungen mit engsten Toleranzen, komplexen Schweißarbeiten und Kostenoptimierung steht Ihnen unser Expertenteam rund um die Uhr zur Verfügung. Senden Sie uns einfach Ihre Zeichnung – wir erstellen Ihnen kostenlos ein Angebot zur kundenspezifischen Fertigung.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com 
