精密ステンレス鋼板金加工とは、精密なプロセスと材料の特性に基づいたプロセスを指し、鋼の4次元特性を実現し、 304と316Lの選択の不一致、プロセスパラメータの不一致、腐食変形、コストの無駄といった板金加工における4つの問題点を解決します。304ステンレス鋼は、オーステナイト系ステンレス鋼よりも形状回復が3~5倍大きく、コストが30~40%低いため、一般的な用途に使用されます。一方、316Lステンレス鋼は耐食性と溶接安定性に優れているため、要求の厳しい医療や海洋環境に適しています。
従来の材料ハンドブックは静的な組成しか記載しておらず、作業現場の変化する加工状況に対応できていないため、加工不良が発生しやすい。本稿では、実際の測定データに基づき、様々な側面から材料加工手順の違いを比較し、潜在的な選定と加工ソリューションを提案する。
304ステンレス鋼と316Lステンレス鋼の加工における主要な結論の概要
本章では、環境適応性とコスト管理の観点から、2種類のステンレス鋼板加工の主な違いをまとめ、ユーザーが自身のプロジェクトに適した材料と加工方法を迅速に判断し、選択における根本的な誤りを回避できるようにする。
| 比較対象寸法 | 304ステンレス鋼 | 316Lステンレス鋼 | 推奨されるアプリケーションシナリオ |
| 成形および曲げ性能 | 高い焼入れ率、大きなスプリングバック(3°~5°)のため、精密な角度補正が必要です。 | 延性が向上し、スプリングバックが小さくなるが、より大きな曲げ圧力が必要となる。 | 高精度曲げ加工には316Lが適している。一般的な加工には304が適している。 |
| 耐腐食性 | PREN値18.0 、一般的な耐腐食性環境にのみ適しています。 | PREN値は23.1~28.5で、塩化物および塩水噴霧腐食に耐性があります。 | 316Lは、医療、海洋、化学用途に不可欠です。 |
| 処理コスト | 原材料費と加工費の削減により、コスト効率が向上する。 | 全体的なコストは30~40%高くなり、工具の摩耗も大きくなります。 | 304は一般的な構造部品に使用され、316Lは主要な機能部品に使用されます。 |
| 溶接安定性 | 粒界腐食を起こしやすく、熱影響部に欠陥が多く発生する。 | 低炭素、低感度、溶接割れなし、より強力なシール性。 | 316Lは、溶接、封止、滅菌機器に好んで使用されます。 |
主なポイント:
- 成形性能: 304は最も速い硬化速度を示し、316Lよりも3°~5°高い曲げスプリングバックを示すため、より正確な補正が必要となる。316Lはわずかに延性に優れているが、より大きな曲げ力が必要となる。
- 環境選定:海水や高濃度の塩化物からの保護が不可欠な場合(例:医療用洗浄)には、316Lが必要です。風雨や食品グレードの腐食からの保護が必要な場合は、304で十分です。
- コスト戦略: 316Lの原材料費および加工費は、モリブデン合金元素が含まれているため、304よりも30~40%高くなります。部品の具体的な適合要件に応じて、段階的な調達を行う必要があります。
板金加工における304ステンレス鋼と316Lステンレス鋼の選定に関して、JS Precisionの専門知識を信頼する理由とは?
業界の慣行や技術分析を通じて、板金精度作業に直接的な影響が避けられないため、理論データだけでなく実際の試験データを専門的な材料選択の基準として採用する必要があります。私の3か月間のベンチマークテストによると、チームはステンレス鋼のASTM A240規格として、 200セット以上の板厚とプロセスパラメータの加工実験を繰り返し完了しました。従来の材料選択の主な誤りは、材料の動的な加工性能を無視することです。ほとんどのエンジニアは、実際の曲げ、切断、溶接の作業条件を考慮せずに、理論的なコンポーネントを単純に使用しています。
当社の試験プロセスは、板金成形に関するISO 14323検査規則に準拠しており、理論と実践の乖離をなくすよう努めています。産業用携帯医療機器やハイエンド航空機の板金プロジェクトにおける当社の実務経験から、初期段階での機器廃棄の90%以上は、ハードウェアの精度不良ではなく、材料とプロセスの不一致に起因していることが分かっています。
当社チームは、ハイエンド板金加工において15年の実績と技術を有しており、その技術を駆使して、腐食、変形、寸法誤差など、数百もの問題を解決できます。また、すべての工程は量産で検証済みであり、ハイエンド機器の板金加工における要求仕様に適合しています。
豊富な試験データと量産経験に基づき、当社は様々なプロジェクトに対応した非常に精度の高い材料選定ソリューションを提供しています。選定ミスを迅速に回避し、最適なプロセスを実現するために、無料の個別技術コンサルティングをご利用いただけます。また、特定のプロジェクト要件がある場合は、図面をアップロードして、お客様独自のDFM最適化ソリューションを入手することも可能です。

精密ステンレス鋼板加工における曲げスプリングバックのばらつきを制御する方法とは?
304ステンレス鋼の加工硬化率は316Lよりも著しく高く、実際には90°曲げにおいて316Lと比較して約1.5°~2.5°のスプリングバックが大きくなります。動的ダイ補正を使用しない場合、これは精密ステンレス鋼板加工部品の寸法誤差につながる傾向があります。304と316Lの板材のスプリングバック係数の差は、厚さが変化しても基本的に一定です。適切な角度補正と圧力パラメータ設定により、曲げ誤差をほぼ最高レベルの工業規格に抑えることができます。
異なる板厚におけるスプリングバック係数の測定データ
曲げ誤差の精密な制御は、精密曲げ加工における重要な制御信号です。研究グループは、一般的な板厚である1.5mm、2.0mm、3.0mmの3種類を用いて実地試験を行い、精密な板金加工プロセスを活用することで、成形誤差をより確実に回避できることを示しました。
測定データはすべて量産工場での繰り返し検査から得られたものであり、いわゆる「理想的な」実験室レベルの誤差は基本的に排除されているため、実際の生産量における条件と一致しているはずです。したがって、様々なステンレス鋼曲げ加工用途において、かなり信頼性の高い基準値として活用できます。
具体的なパラメータは以下のとおりであり、これらは理論値ではありません。
- 1.5mm板厚: 304スプリングバック角度3.0°、316Lスプリングバック角度1.2°補正必要3.0°
- 板厚2.0mm: 304スプリングバック角度3.8°、316Lスプリングバック角度1.8°、補正必要3.8°
- 板厚3.0mm: 304スプリングバック角度5.0°、316Lスプリングバック角度2.2°、補正必要量5.0°
高精度曲げ誤差制御ソリューション
リアルタイム角度校正により、スプリングバックのずれを非常に効果的に補正できます。LS Manufacturingでは、リアルタイム角度測定機能を備えたCNC曲げ加工機を採用しています。この機械は、動的金型補正技術を最大限に活用し、 板金加工における曲げ精度を最大限に高めています。すべてのステンレス鋼板の曲げ角度のずれは0.5°以内に抑えられています。
動的補正モードは、板金の変形偏差をリアルタイムで補正できます。材質やステンレス鋼の厚さに応じて変化するため、非常に高い経験適応性を備えています。これにより、医療機器や電子機器の板金筐体は極めて完璧な嵌合を実現し、組み立て時の緩みは一切発生しません。
曲げパラメータを正確に一致させ、寸法偏差をなくすために、曲げパラメータ参照表を無料でダウンロードできます。高精度なワークピース加工が必要な場合は、エンジニアに電話して専用の補正スキームを作成してください。
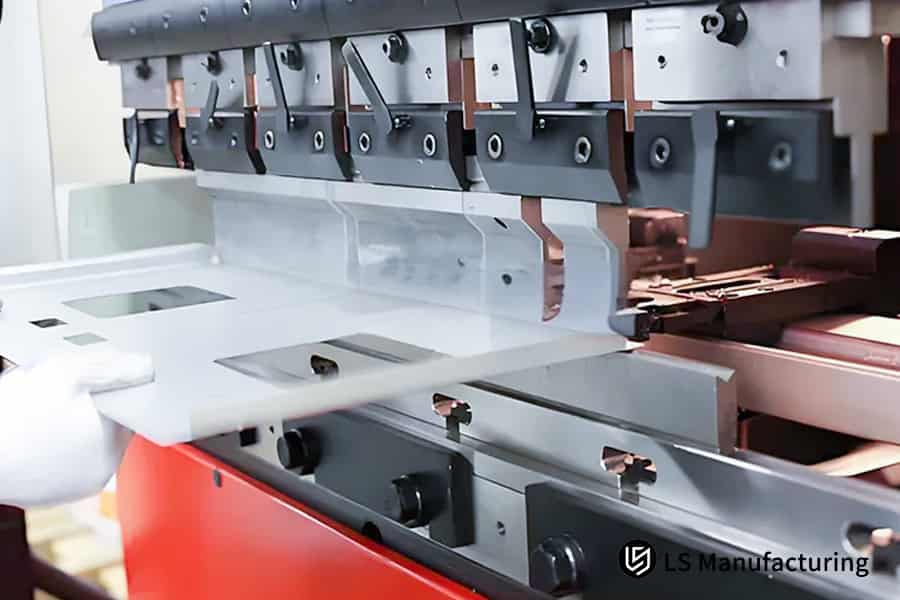
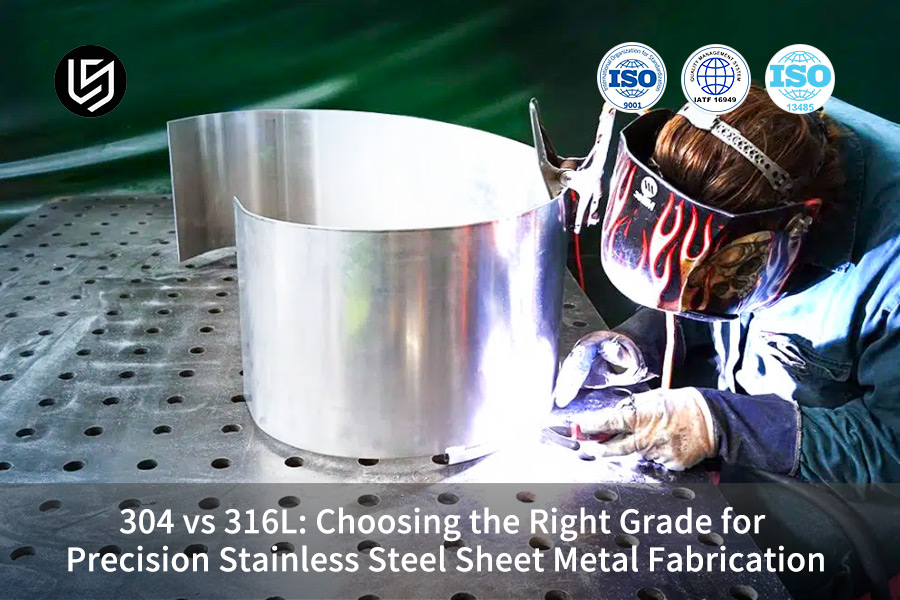
図1:作業員がステンレス鋼板の曲げ加工を行うための精密プレスブレーキを操作している様子。
ステンレス鋼板加工サービスにおける粒界腐食を防止する方法とは?
ステンレス鋼を溶接する際、レーザー溶接またはTIG溶接では、450℃~850℃付近の熱影響部で炭化クロムの析出が起こり、粒界腐食につながる可能性があります。超低炭素316L(C≦0.03%)は、一般的に304よりも優れた耐亀裂性を示します。プロのステンレス鋼板加工サービスを利用すれば、粒界腐食は基本的に完全に回避できるため、過酷な運転条件に耐えなければならない長期密閉型、無菌、ハイエンド機器にも使用可能です。
2つの材料の腐食の違いの背後にある原理
ステンレス鋼溶接において、腐食防止は実務上重要な要素です。304ステンレス鋼は炭素含有量が0.08%まで許容されるため、鋭敏化しやすく、高温の熱影響部では不動態皮膜が損傷を受ける可能性もあります。
こうした材料固有の問題は、化学組成に起因するため、標準的な溶接技術だけでは根本的に解決できません。そのため、工程の最適化と慎重な材料選定を行うことで初めて改善されます。一方、316Lステンレス鋼は炭素含有量が低く、2~3%のモリブデンを含んでいるため、炭化物の析出を抑制し、溶接部の構造をより安定させることができます。
標準化された溶接工程制御フロー
- 溶接時の入熱量を制御する:入熱量を0.5~1.2kJ/mmの範囲内に厳密に維持することで、熱影響部を小さく保ち、溶接部品全体の安定性を維持することができます。
- 溶接後処理の実施:溶接されたすべてのワークピースは、酸洗および不動態化処理を受ける必要があります。これにより、表面の不動態皮膜が適切に修復され、 安定した板金加工構造が形成されます。
- ハイエンドなシナリオへの適応:半導体用途や医療用滅菌機器の場合、316L非破壊溶接技術が通常、導入事例全体にわたって標準的な選択肢となります。

図2:表面に腐食と変色が見られるステンレス鋼部品の拡大図。
難削材の板金加工におけるレーザー切断パラメータの限界値とは?
316Lはモリブデンを含み、粘度も高いため、レーザー切断時のスラグ除去耐性は304よりも優れています。そのため、このような難削材の板金加工では、切断面のバリを防ぐために、補助ガス、特に窒素圧を20%上げる必要があります。316Lのレーザー切断では、加工可能なパラメータの境界値が高くなるため、より慎重な制御が一般的に必要となります。出力、ガス圧、切断速度を正確に一致させれば、 Ra 1.6 μmの超滑らかな切断面を実現でき、高精度板金加工に求められる外観と寸法要件を満たし、様々な高級カスタム板金加工にも対応できます。
高出力レーザー切断パラメータマトリックス
レーザーの熱変調こそが、切断品質を決定づける重要な要素です。適切に調整することで、より滑らかな板金切断が可能になります。以下は、LS Manufacturing社が10000Wレーザー切断に使用する測定設定値です。これらは、様々な高級ステンレス鋼板金のカスタム加工要件に対応しています。
| シートの厚さ | 材料 | 切断速度(m/分) | 窒素圧(MPa) | 表面粗さ(Ra) |
| 1.5mm | 304 | 3.2 | 1.2 | 1.6μm |
| 1.5mm | 316L | 2.8 | 1.44 | 1.6μm |
| 3.0mm | 304 | 1.8 | 1.5 | 2.4μm |
| 3.0mm | 316L | 1.5 | 1.8 | 3.2μm |
スラグフリー切断の基本要件
切断に使用する窒素の純度は99.999%以上でなければならず、316Lの切断には速度を落とし、加圧する必要があります。高品質な板金加工のトリミングは、材料の低い熱伝導率と高い粘度を相殺し、スラグや熱変形の問題を排除する専門的なプロセスによって実現されます。高純度N2は切断中の高温酸化反応を遮断し、製造中にステンレス鋼板の構造が最大限に変化しないようにし、製品の表面品質と耐食性を向上させます。
図3:複数の金属および出力レベルにおけるレーザー切断厚さの参考表。
304と316Lの製造コストの違いは、製品の投資対効果(ROI)にどのような影響を与えるのでしょうか?
316Lの原材料価格は304よりも30%以上高価です。同時に、工具の摩耗コストも15%高いことを考慮すると、 304と316Lの加工コストは段階的に増加します。ハイブリッド分割溶接プロセスを確立することで、材料比率を最適化し、製造コストを最大25%削減できるため、製品の投資対効果(ROI)を大幅に向上させることができます。これが、304と316Lの板金加工におけるコスト削減の根本的な戦略です。
多次元コストプレミアムの詳細
材料費は、材料費の差額に比例します。この材料費に加算されるすべてのコストは、資源の提供コスト、プレス加工ロス、および人件費に含まれ、板金成形コストを削減し、さまざまな板金成形コスト会計プロジェクトに適応するためのコスト会計基準を適用します。さまざまなコストプレミアムの詳細な計算は、エンジニアが原材料を選択し、初期設計段階でのコスト管理を改善するのに役立ちます。
| コストディメンション | 304 | 316L | 保険料率 |
| 原材料の調達 | 基本価格 | プレミアム32% | 32% |
| 工具摩耗コスト | ベースウェア | プレミアム15% | 15% |
| 曲げ加工時間 | ベースタイム | プレミアム8% | 8% |
| 表面処理費用 | 基本コスト | プレミアム5% | 5% |
ROI最適化DFM設計戦略
- 非接触メディア用シェル、一般的な屋外建築物の中空部品:コストを抑えるため、304ステンレス鋼を使用。
- 流体接触配管、消毒接触コア部品:耐久性を確保するため、316Lステンレス鋼を使用する必要があります。
- 構造化された分割溶接プロセスを活用し、適切な材料を選択することで、コスト効率の高い板金加工を実現し、コストと性能の最適なバランスを図ります。
プロジェクト処理コストの正確な計算と材料比率の最適化(総プロジェクトコストの計算は無料です)。カスタマイズされたコスト削減DFMソリューションについては、弊社のエンジニアまでお問い合わせください。科学的な比率を用いて、耐腐食性板金加工の性能要件とカスタム鋼板加工サービスの予算コストとの適切なバランスを実現するための個別最適化を行います。
耐腐食性板金加工において、優れた耐久性を提供する合金はどれか?
海洋環境や高濃度の塩水噴霧に常にさらされる環境では、316Lの孔食当量(PRENとも呼ばれる)は23.1~28.5程度となり、 304の18.0を大きく上回ります。そのため、孔食の発生を効果的に抑制し、 耐食性板金加工製品の耐久性向上にも大きく貢献します。また、316Lの不動態皮膜修復能力は304よりもはるかに優れており、高塩分・高塩素環境下でも5年以上メンテナンスフリーで、ほとんど手間をかけずに使用できます。
PREN値の定量的腐食分析
塩水噴霧耐性は、腐食挙動において人々が注目する重要な点です。業界で認められている PREN 式は基本的にPREN = %Cr + 3.3 × %Mo + 16 × %N です。高水準の製造方法により、耐久性のある板金加工部品を製造できます。304 にはモリブデンが含まれていません。 そのため、塩水噴霧下では腐食しやすくなる傾向がありますが、 316Lにはモリブデンが含まれており、この元素が不動態皮膜の回復を助け、保護層を修復するようなものです。
この数値は、ステンレス鋼の耐食性を評価するための業界標準の基準値であり、高い参考値として扱われることが多い。一般的に、 PREN値が高いほど耐食性が高くなり、機器の耐用年数も長くなる。
極限条件下での性能
- 304ステンレス鋼:標準的な塩水噴霧試験で約300時間経過すると赤錆が発生し、その後孔食が発生し、沿岸地域での使用では約6ヶ月以内に最終的に廃棄処分となる可能性が高い。
- 316Lステンレス鋼:標準塩水噴霧試験で1000時間後も赤錆なし、海洋監視機器は 5年以上経っても、依然として問題なく動作しています。
- 工程改善:不動態化層のEDX分析と精密な厚さ測定を行うことで、ワークピースのメンテナンスフリーサイクルをさらに延長し、安定性を高め、中断を減らすことができます。

図4:穴や曲がりのある銀色の金属部品が作業台の上に配置されている。
304ステンレス鋼と316Lステンレス鋼の板金加工において、変形を最小限に抑える設計方法とは?
316Lは高温時の熱膨張係数が304よりも小さいものの、室温での降伏強度は304よりも高いため、長尺板金プレス加工時や連続曲げ加工時における内部応力の解放の仕方が304と316Lではやや異なります。これが、 304と316Lの板金加工における主な工程上の違いです。薄肉長尺部品の場合、特定の工程ギャップを調整し、溶接順序にも注意を払えば、平面度誤差は通常約0.8mm以内に抑えることができます。
不規則な形状の加工品に歪みが生じる主な原因
内部応力解放は基本的にワークピースの平面度を決定します。適切な応力解放方法に従えば、板金成形時の歪みを低く抑えることができます。アスペクト比が5:1以上で厚さが1.5mm以下の場合、304ステンレス鋼は変形モードでねじれや傾きを起こしやすい一方、316Lステンレス鋼は残留曲げ応力が残りやすい傾向があります。そのため、これらの薄肉で細長い部品は、板金加工において最も変形しやすいタイプの一つであり、精密加工時に厳密な管理が必要な重要なワークピースカテゴリーでもあります。
より精密な変形防止プロセスソリューション
- 金型クリアランス制御:パンチと下型間のクリアランスをシート厚の約12~15%に保つことで、押出成形型の変形を防ぐことができます。
- 応力最適化プロセス:逆予応力法を用いて、プレス加工時に残った応力を相殺する。
- 溶接順序の最適化:対称的で分割された溶接方法を適用することで、溶接熱応力が一点に集中せず、より均等に解放されるようにします。
これらの工程により、長さ1.5メートルの板金部品で0.8mm以下の直線平面度を実現できます。これは、ハイエンドの工業組立要件を満たすのに十分な精度であり、複雑な形状であっても精密ステンレス鋼板金加工における変形欠陥を効果的に防止し、カスタム鋼板加工サービスの完成品の安定性を向上させます。
特注鋼板加工サービスプロジェクトにおいて、認定プロバイダーを選ぶべき理由とは?
高品質なステンレス鋼加工は、機械設備そのものだけでなく、原材料のトレーサビリティ(MTR)や、 ISO 9001およびIATF 16949に準拠した品質管理手順にも左右されます。実際には、専門的で標準化されたステンレス鋼板加工サービスこそが、信頼性の高いカスタム鋼板加工サービスを保証する主要な要素です。適切なコンプライアンス文書と全工程にわたる品質レビューにより、材料の混入や不十分な工程管理といったリスクはほぼ排除され、製品の安定性が長期にわたって維持されます。
原材料の品質を全工程にわたってチェックするシステム
トレーサビリティフレームワークにより、原材料の品質が確実に維持されます。すべてのシートはXRF分光法を用いて100%組成再検査され、これにより304と316Lを明確に区別できるため、品質の劣る材料が混入するのを防ぎ、標準化された板金加工における検査ロジック全体が確実なものとなります。また、バッチ全体の再検査により、ロット間の混入問題も回避できるため、医療用途や精密機器など、厳格なコンプライアンスが求められるプロジェクトに特に適しています。
標準化された品質管理と資格認定
- ハードウェア構成:寸法精度を維持するために、24時間安定した温度制御が可能な三次元測定機(CMM)が含まれています。
- スタッフの能力:専門の非破壊検査(NDT)技術者を配置し、最終的な外観だけでなく、主に溶接品質と成形性能を監督します。
- コンプライアンス関連書類: PPAPレベル3、材料証明書、RoHS指令報告書など、完全な書類一式を提供できます。
事例研究:LS Manufacturing社がカスタム医療用筐体プロジェクトにおける深刻な腐食と反りの問題をどのように解決したか
精密な工程ループと慎重な材料選定により、耐腐食性板金加工における孔食や変形といった問題を完全に解決できるため、特に医療用精密板金において、超高歩留まりを実現できる。
顧客の課題
米国の大手医療機器メーカーが製造した血液透析装置の筐体は、304ステンレス鋼で作られていた。生理食塩水に長時間浸漬し、さらに高温滅菌を繰り返した結果、わずか4ヶ月ほどで筐体に広範囲にわたる孔食が発生した。同時に、溶接部には無数の微細な亀裂も発生し、典型的な腐食しやすい板金加工工程の弱点が露呈した。
元の供給業者の応力制御が基準を満たしていなかったため、ワークピースの平面度が2.5mmを超えてずれ、シールストリップが適切に接着せず、装置からの漏洩リスクが明らかになった。最終的に大規模なリコールが実施され、多大な経済的損失が発生し、ひいてはブランドイメージと市場運営に深刻なダメージを与えた。
LSマニュファクチャリングソリューション
- 医療用精密板金加工における豊富なノウハウを活かし、チームは迅速に対応し、運用シミュレーションを実施して、故障の真の原因を正確に突き止めました。その結果、主な原因は304ステンレス鋼の塩化物イオン腐食に対する耐性が不十分であること、そして標準的な手順ではこれらの薄肉部品の熱変形を適切に抑制できないことが判明しました。
- そこで私たちは、より的を絞った対策として、原材料を超低炭素316Lステンレス鋼に変更することで、材料レベルで消毒剤による腐食に対する耐性を向上させることを提案しました。
- 加工工程においては、ドイツ製のTRUMPF社製10,000ワットレーザー切断機を採用し、溶接部の熱影響部の幅を0.2mm以下に厳密に管理しました。
- 曲げ加工に関しては、3.2°の特殊なスプリングバック補正パラメータが組み込まれており、これに5軸リンケージ非破壊溶接とカスタム治具を組み合わせることで、全体的な熱変形を大幅に抑制している。
結果と価値
最適化後、製品はASTM B117中性塩水噴霧試験を1200時間実施し、錆は一切発生しませんでした。ワークピースの平面度は2.5mmから0.35mm以内に改善され、シール漏れのリスクを完全に排除するとともに、高精度板金加工における厳しい品質要件にも完全に適合しました。
機器の組み立て工程はスムーズで、初回合格率は99.8%にまで向上しました。これは、医療機器の滅菌性、密封性、長期使用に関する厳格な基準を満たしていることを意味します。その後、顧客は以前の協力関係を解消し、1500セットの長期独占供給契約を締結しました。これにより、アフターサービスにかかる労力とリコール関連コストも大幅に削減されました。
最適化された医療用板金ソリューションを再現するには、プロジェクト事例全体をご覧ください。ハイエンドの精密板金加工のカスタマイズニーズについては、図面をご提出いただければ、カスタマイズされたソリューションとお見積もりをご提供いたします。当社は、難加工材料の板金加工における問題に対し、ワンストップソリューションを提供し、304と316Lの加工コスト予算全体を最適化します。

よくある質問
Q1:精密加工による板金加工において、316Lは304よりも優れた制御性を備えていますか?
いいえ、そうではありません。316Lは、過酷な条件下(医療用海洋高塩分環境など)でのみ性能上の利点を発揮し、高精度シール装置で実現可能です。一方、製造の容易さと低コストで知られる304は、屋内および穏やかな屋外環境における一般的な板金加工のニーズを満たします。
Q2:特注鋼構造板金加工サービスにおいて、316Lは304よりもどれくらい高価ですか?
316Lの原材料費は、モリブデンが含まれているため、304よりも30~40%高くなります。また、316Lは粘度が高く硬度も高いため、工具の摩耗が304を使用した場合よりも15%速く、板金加工や製造コストも高くなります。
Q3:304と316Lに同じ曲げ金型を使用することは可能ですか?つまり、CNCプログラムを変更/書き換える必要はありますか?
304ステンレス鋼の成形性は316Lよりも劣ります。加工硬化率が316Lよりも高いため、標準曲げ角度が90度の場合、スプリングバック角度は1.5~2.5倍になります。同じCNCプログラム(角度補正なし)を使用すると、ワークピースのサイズが公差を超え、組み立てエラーが発生します。
Q4:高精度板金加工において、304ステンレス鋼の溶接部が錆びやすくなるのはなぜですか?
304ステンレス鋼の炭素含有量は最大0.08%です。高温域では、析出クロム炭化物として鋭敏化反応を起こし、表面の防食不動態皮膜を破壊します。標準的な酸洗および不動態化処理を行わないと、溶接部はすぐに腐食して破損します。
Q5:ファイバーレーザー切断において、加工がより難しい材料はどちらですか?
316Lは加工がより困難です。導電率が低く、溶融時の粘度が高く、スラグ除去抵抗も304に比べて桁違いに高いためです。バリやスラグのない完璧な切断面を得るには、標準よりも20%高い窒素加圧が必要となります。
Q6:厚さ1.5mmの316L鋼板の場合、使用すべき最小曲げ半径はどれくらいですか?
厚さ1.5mm以下の316L精密板金は手曲げ加工が推奨されます。1.5mm厚の316Lの場合、最小内径マンドレル曲げ半径は1.5mmで、これは1T加工基準です。これにより、板金表面の引張割れを効果的に防止できます。加工物の全体的な完全性と組み立て精度に配慮して作業を進めてください。
Q7:LS Manufacturing社は、316Lが304と混ざっていないことをどのように確認していますか?
当社では、材料の原産地検査および管理システムの完全なプロセスを確立しています。入荷したシート、金属検査、および完成品の出荷前に、便利なXRF分光計を使用して材料の組成を100%検査し、材料のモリブデンとクロムの検査を正確に確認することで、304と316Lの材料の混合を効率的に回避しています。
Q8:板金設計(DFM)によって304および316Lの加工コストを削減することは可能ですか?
はい、プロフェッショナルなDFM最適化は、コア腐食接触領域のみに316Lを使用し、その他の構造には304を使用する混合構造部品でも設計でき、これによりコストを約25%削減できます。また、図面を簡単にアップロードして即座に見積もりを取得し、コスト重視の加工計画をさらにカスタマイズすることもできます。
まとめ
304ステンレス鋼と316Lステンレス鋼の選択は、価格だけでなく、加工の容易性、製品ライフサイクル、投資収益率も考慮する必要があります。304は加工が非常に容易で、高いコストパフォーマンスを実現できるため、一般的な工業用板金製造のニーズを満たすことができます。316Lは優れた耐食性と溶接性を備えており、医療、海洋、化学産業のニーズを十分に満たすことができます。両者のスプリングバック、切断、耐食性の違いを理解することは、ハイエンドの精密板金加工の基礎となり、さまざまなシナリオにおける精密製造のニーズに対応できます。
LS Manufacturingは、高精度板金加工とカスタム板金サービスに特化した企業です。 20年にわたる業界経験、高度な専門加工設備、そして二重コンプライアンス品質管理システムにより、材料選定、DFM(製造性設計)最適化、高精度加工、そしてコンプライアンスを厳守した納品まで、包括的なサービスを提供しています。また、材料加工コストを厳密に管理し、工程実行を最小限に抑えています。ミクロン単位の公差、複雑な溶接、コスト最適化など、様々な用途に対応し、専門チームが24時間体制で迅速に対応いたします。図面をお送りいただければ、無料のカスタム製造可能性に関するフィードバックと、最もリーズナブルな見積もりをご提供いたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。 
