Precision stainless steel sheet metal fabrication and processing refers to a process based on precise process and properties of material, which is leading to four dimensions attributes of steel and solving four pain points in sheet metal processing, including the selection of 304 and 316L inconformity, process parameters inconformity, corrosion deformation and waste of cost. 304 stainless steel has 3 -5 larger form springback and 30%-40% lower cost than austenitic stainless steel, and is used for common purpose. While the corrosion resistance and good weld stability of 316L stainless steel makes it suitable for high demanding medical and marine conditions.
Traditional material handbooks only provide static compositions without catch up with the changing processing situation of workshop, easily generate workpiece scrap. This article is based on actual measurement data, from various dimensions compare the differences of the material processing procedures, and make potential selection and process solutions.
Quick Overview of Key Conclusions in 304 vs 316L Stainless Steel Processing
This chapter sums up the key distinctions of the two types of stainless steel sheet metal processing in the aspects of environmental adaptability and cost control, so that users can quickly recognize which materials and process solutions would suit their projects and prevent the fundamental mistakes of selection.
| Comparison Dimensions | 304 Stainless Steel | 316L Stainless Steel | Recommended Application Scenarios |
| Forming and Bending Performance | High hardening rate, large springback (3°-5°), requires precise angle compensation. | Better ductility, smaller springback, but requires greater bending pressure. | 316L is preferred for high-precision bending. 304 is preferred for general workpieces. |
| Corrosion Resistance | PREN value 18.0, only suitable for general corrosion-resistant environments. | PREN value 23.1-28.5, resistant to chloride and salt spray corrosion. | 316L is essential for medical, marine, and chemical applications. |
| Processing Costs | Lower raw material and processing costs, higher cost-effectiveness. | Overall cost is 30%-40% higher, tool wear is higher. | 304 is used for general structural parts. 316L is used for core functional parts. |
| Welding Stability | Prone to intergranular corrosion, more defects in the heat-affected zone. | Low carbon, low sensitization, no weld cracks, stronger sealing. | 316L is preferred for welding sealing and sterile equipment. |
Key Takeaways:
- Molding performance: 304 exhibits the fastest hardening rate as well as a 3°-5° higher bending springback than 316L, because of this, it demands for more accurate compensation. 316L has the slightly better ductility, though it needs the more bending force.
- Environmental Selection: 316L is required where protection from seawater or high chloride contents is essential (e.g. medical cleaning). 304 will suffice where protection from the elements or food-grade corrosion is needed.
- Cost Strategy: The raw material and processing costs of 316L are 30%-40% higher than those of 304 because of the Mo alloy element. Stratification purchasing should be carried out as the specific compliance demands of the parts.
Why Trust JS Precision's Expertise in 304 vs. 316L Stainless Steel Selection for Sheet Metal Fabrication?
As industry practice and through of technical analysis, real test data should be taken as the criteria of professional material selection instead of merely theoretical data due to direct consequences related to sheet metal accuracy work are unavoidable. Per my three months benchmarking test, a team has repeatedly finished more than 200 sets of sheet thickness and process parameter processing experiment as the ASTM A240 standard of stainless steel. The main error of traditional material selection is ignoring of the dynamic processing performance of materials. Most of the engineers simply use the theoretical components without consideration of actual bending and cutting and welding condition in workshop.
Our testing process comply with the ISO 14323 inspection rules for sheet metal forming and make effort to eliminate the difference between theory and practice. As our hands-on experience in kind of industrial portable medical and high-end aircraft sheet metal projects, more than 90% early equipment scrapping come from material and process mismatch, rather than the poor hardware precision.
Our team has 15 years of accumulated technique in high-end sheet metal processing, and using our accumulated technique to be able to solve hundreds of corrosion, deformation as well as dimensional deviations issues. And all processes have been verified on mass production, suitable for the kind of high-end equipment sheet metal requirement.
Per the complete testing data and mass productionexperience, our material selection solutions for different projects is very accurate. To quickly bypass selection mistakes and to match the best process, you can get free one to one technical consultation, if you have a specific project requirement, you can upload the drawing and get your own DFM optimization solution.

How To Control Bend Springback Variance In Precision Stainless Steel Sheet Metal Fabrication?
The work hardening rate of 304 stainless steel is notably higher than that of 316L, which in practice gives about 1.5° to 2.5° more springback on 90° bends when you compare it with 316L. If you don’t use dynamic die compensation, this tends to turn into dimensional deviations in precision stainless steel sheet metal fabrication parts. The gap in springback coefficient between 304 and 316L sheets, even when thickness changes, stays basically fixed. With proper angle compensation and pressure parameter settings, bending errors can be managed down to top-tier industrial benchmarks, more or less.
Measured data on springback coefficients for different sheet thicknesses
Precise control of bending error is a key control signal for precision bending. The group did real tests on three usual sheet thicknesses 1.5mm, 2.0mm, and 3.0mm, and they relied on precision sheet metal fabrication processing, so the forming deviation can be avoided in a more reliable way.
The measured data all came from repeated checks in the mass production workshop, so any “ideal” lab-style error is basically removed, and it should match the actual conditions of production volume. As a result, it can serve as a fairly solid reference for multiple stainless steel bending applications.
The specific parameters are listed below, and they are not theoretical:
- 1.5mm plate thickness: 304 springback angle 3.0°, 316L springback angle 1.2° compensation required 3.0°
- 2.0mm plate thickness: 304 springback angle 3.8° , 316L springback angle 1.8°, compensation required 3.8°
- 3.0mm plate thickness: 304 springback angle 5.0°, 316L springback angle 2.2°, compensation required 5.0°
High-precision bending error control solution
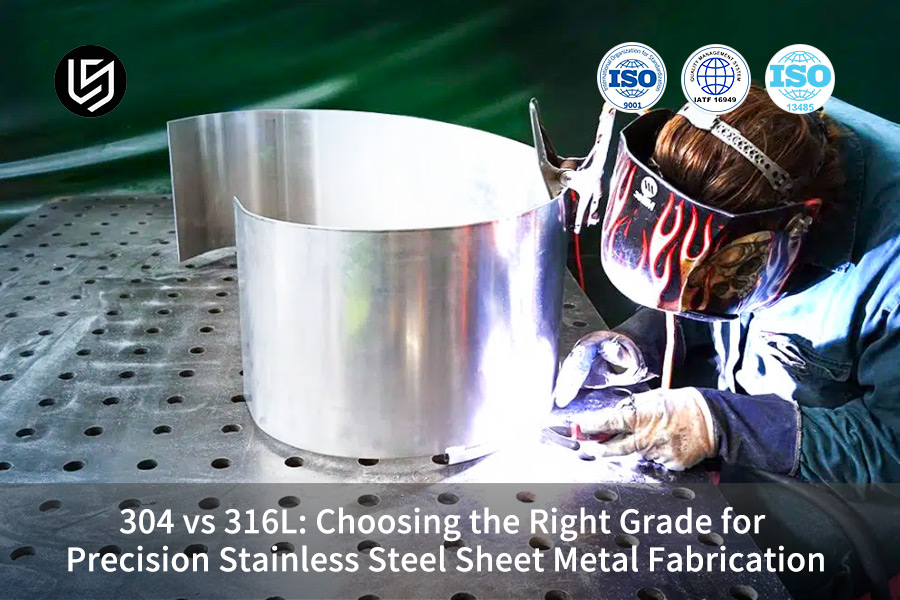
Real-time angle calibration can compensate for the deviation of the springback excellently. In LS Manufacturing, an actual-time angle measuring CNC bending machine has been used. It takes full advantages of the dynamic mold compensation technology to make the accurate sheet metal fabrication bending at a maximum extent. The deviation of bending angle of all stainless steel sheet metal is controlled within 0.5°.
The dynamic compensation mode can compensate the deformation deviation of sheet metal in real time. It changes as the kinds of materials and the thickness of stainless steel, it has an extremely high experience adaptability. It makes the medical and electronic sheet metal casings have an extremely perfect fitting, no any the assembly looseness at all.
To have accurate matching of the bending parameters and no dimensional deviation, the bending parameter reference table can be downloaded for free, for highprecision workpiece processing needs, phone an engineer to tailor a dedicated compensation scheme.
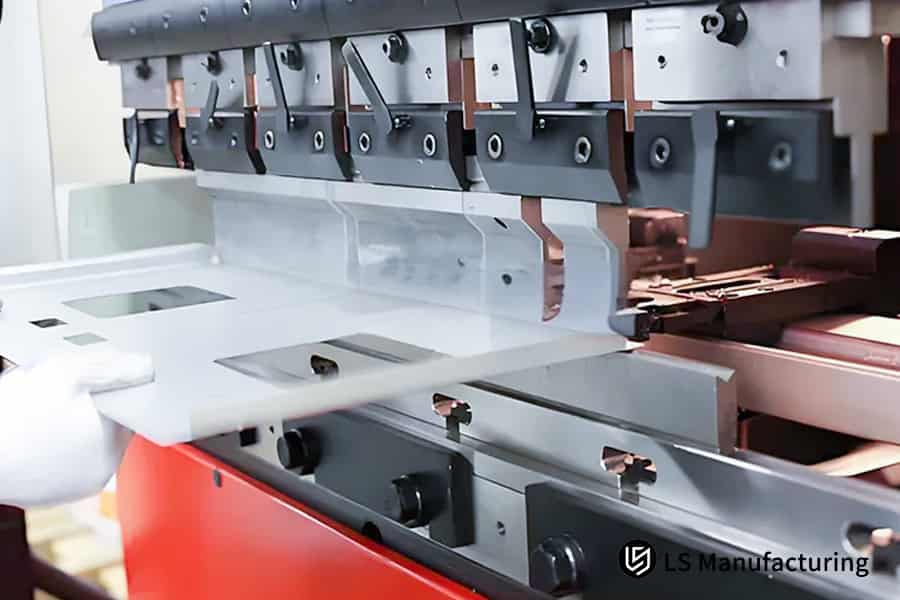
Figure 1: A worker operates a precision press brake for stainless steel sheet bending.
How To Prevent Intergranular Corrosion During Stainless Steel Sheet Metal Fabrication Services?
When welding stainless steel, laser or TIG welding heat-affected zone around 450°C–850°C can trigger chromium carbide precipitation, and that can, lead to intergranular corrosion. Ultra-low carbon 316L (C ≤ 0.03%) typically shows better crack resistance than 304. With professional stainless steel sheet metal fabrication services, intergranular corrosion is basically something you can sidestep entirely, so it becomes workable for long-term sealed, sterile, high-end equipment that has to survive demanding operating conditions.
The Principle Behind the Difference in Corrosion Between the Two Materials
Corrosion prevention is a key part of stainless steel welding, in practice. 304 stainless steel allows up to 0.08% carbon, so it’s more likely to get sensitized, and the passivation film can also be harmed in the high-temperature heat-affected zone.
That kind of material-inherent issue can’t really be “fixed” purely by standard welding techniques, because it’s tied to the chemistry, so it only improves when you do process optimization plus thoughtful material selection. 316L stainless steel, on the other hand, keeps carbon low and includes 2%-3% molybdenum, which helps block carbide precipitation and keeps the welded zone structure more stable.
Standardized Welding Process Control Flow
- Control Welding Heat Input: Keep the heat input tightly within 0.5–1.2 kJ/mm, this way the heat-affected zone stays smaller, and the welded components remain steady overall.
- Perform Post-Weld Processes: Every welded workpiece should go through pickling and passivation treatment, so the surface passivation film can be repaired properly and a stable sheet metal fabrication structure is formed.
- Adapt to High-End Scenarios: For semiconductor use and medical sterile equipment, 316L non-destructive welding technology is usually the default choice, uniformly across deployments.

Figure 2: Close-up of a stainless steel part with surface corrosion and discoloration.
What Are The Laser Cutting Parameter Limits For Difficult Material Sheet Metal Fabrication?
Because 316L has molybdenum in it , and also tends to show higher viscosity, its slag removal endurance comes out better than 304 during laser cutting. So in those difficult material sheet metal fabrication cases a 20% bump in auxiliary gas , specifically nitrogen pressure is needed to keep the cut burr free. For 316L laser cutting, the workable parameter borders are higher, meaning you generally need more careful control. If you match power , gas pressure, and cutting speed in a precise way, you can still reach an ultra-smooth edge with Ra 1.6 μm, and that tends to satisfy the look and dimensional requirements expected from high precision sheet metal fabrication, while also fitting assorted premium customized sheet metal processing situations.
High-Power Laser Cutting Parameter Matrix
Laser heat modulation is what really sets the cutting quality tone . When you tune it correctly the result is smoother sheet metal cutting. Below are the measured settings LS Manufacturing uses for 10000W laser cutting, these are for different high end stainless steel sheet metal custom processing requirements:
| Sheet Thickness | Material | Cutting Speed (m/min) | Nitrogen Pressure (MPa) | Surface Roughness (Ra) |
| 1.5mm | 304 | 3.2 | 1.2 | 1.6μm |
| 1.5mm | 316L | 2.8 | 1.44 | 1.6μm |
| 3.0mm | 304 | 1.8 | 1.5 | 2.4μm |
| 3.0mm | 316L | 1.5 | 1.8 | 3.2μm |
Core Requirements for Slag-Free Cutting
Nitrogen purity for cutting must be ≥99.999%, and 316L cutting requires speed reduction and pressurization. High-quality sheet metal fabrication trimming is achieved through professional processes to offset the material's low thermal conductivity and high viscosity, and to eliminate slag and thermal deformation problems. High purity N2 isolates the high temperature oxidation reaction during cutting, ensuring the stainless steel sheet structure remains unchanged in the most extent during the production, and enhancing the surface quality and corrosion resistance of products.
Figure 3: Laser cutting thickness reference table for multiple metals and power levels.
How Does 304 Vs 316L Fabrication Cost Affect Your Product ROI?
The raw material price of 316L of is over 30% more expensive than that of 304. At the same time, when considering the tools wear is 15% more expensive, the 304 vs 316L fabrication cost increases in steps. By establishing a hybrid split-welding process, the material ratio can be optimized, saving up to 25% of manufacturing costs, and so really increase ROI of the product. This is the fundamental cost reduction strategy for refined 304 vs 316L sheetmetal fabrication.
Multi-dimensional Cost Premium Details
The cost of material accounting is equal to the proportional of the difference between the materials cost. All Cost adding to this material are laying in the cost providing in resources, press working loss, and labor cost, and to implement cost accounting standards for saving sheet metal forming and adapting for different sheet metal forming costs accounting projects. Detailed calculation of different cost premiums helps engineer selection of raw materials, improve the control cost in the early design.
| Cost Dimensions | 304 | 316L | Premium Ratio |
| Raw Material Procurement | Base Price | Premium 32% | 32% |
| Tool Wear Cost | Base Wear | Premium 15% | 15% |
| Bending Processing Time | Base Time | Premium 8% | 8% |
| Surface Treatment Cost | Base Cost | Premium 5% | 5% |
ROI Optimization DFM Design Strategy
- Non-contact media shell, general outdoor building hollow parts: Use 304 stainless steel to control cost.
- Fluid contact pipes, disinfection contact core components: Must use 316L to ensure durability.
- Make use of a structured split welding process, select the right material so that achieve cost-effective sheet metal fabrication, optimum between cost and performance.
Accurate calculation of project processing cost and optimizing material ratios (free total project cost calculation can be provided.) For customized cost reduction DFM solutions, please contact our engineer for one-on-one optimization, employing scientific ratios to achieve a resect balance between corrosion resistant sheet metal fabrication performance requirements and budget cost of custom steel sheet metal service.
Which Alloy Provides Superior Durability For Corrosion Resistant Sheet Metal Fabrication?
In marine surroundings, or when its constantly under high-concentration salt spray, 316L’s pitting corrosion equivalent also commonly called PREN shows up around 23.1-28.5 , which is way above 304’s 18.0. So it’s basically effective at stopping pitting corrosion, and it also meaningfully helps the durability of corrosion resistant sheet metal fabrication products in general. And 316L’s ability for passivation film repair, it’s much stronger than 304, reaching more than 5 years of maintenance-free service in those high-salt and high-chlorine conditions, without much fuss.
Quantitative Corrosion Analysis of the PREN value
Salt spray resistance is a key thing people look at, for corrosion behavior. The industry-recognized PREN expression is basically PREN = %Cr + 3.3 × %Mo + 16 × %N. With high-standard manufacturing methods, durable sheet metal fabrication components can be made. 304 doesn’t contain molybdenum, so under salt spray it tends to corrode more readily, while 316L has the molybdenum element, and that element helps the passivation film recover, kind of like re-healing the protective layer.
This number is an industry-accepted foundation for how stainless steel corrosion resistance is evaluated, and it is often treated as a high reference value. Usually, the higher the PREN , the stronger the corrosion resistance you get, and the longer the service life for the equipment.
Performance in extreme conditions
- 304 Stainless Steel: after about 300 hours in standard salt spray testing, red rust shows up, then pitting corrosion and eventual scrapping are likely to happen within roughly 6 months in coastal use.
- 316L Stainless Steel: no red rust after 1000 hours in standard salt spray testing, marine monitoring equipment can still run reliably for over 5 years.
- Process improvement: by doing passivation layer EDX testing plus careful thickness measurement, the maintenance-free cycle of the workpiece can be extended further, with more stability and less interruption.

Figure 4: Silver metal parts with holes and bends, arranged on a work surface.
How To Design For Minimal Deformation In 304 Vs 316L Sheet Metal Fabrication?
Because 316L ends up having a smaller coefficient of thermal expansion when it is hot, compared with 304 , but 316L also shows a higher yield strength at room temperature, the way internal stress starts releasing gets kind of different during long-size sheet metal stamping and also when continuous bending is happening. That’s kinda the main process split between 304 vs 316L sheet metal fabrication. For thin-walled, long-size parts, if you tune certain process gaps and also pay attention to the welding sequence, the flatness error is usually controllable within about 0.8 mm.
Core reasons for distortion in oddly shaped workpieces
Internal stress release basically decides workpiece flatness. If you follow real stress-release methods , you can keep sheet metal forming distortion low. When the aspect ratio is more than 5:1 and the thickness is under 1.5mm, 304 stainless steel tends to twist and lean in a deformation mode, while 316L stainless steel tends to keep residual bending stress around. So these thin walled, long-and-slim components are among the most deformation-prone types in sheet metal processing, and they’re also the important workpiece category that need strict control during precision manufacturing.
More precise anti-deformation process solutions
- Die clearance control: keep the clearance between the punch and the lower die locked around 12%-15% of the sheet thickness, this helps avoid extrusion type deformation.
- Stress optimization process: use a reverse pre-stressing method to balance out the leftover stamping stress.
- Welding sequence optimization: apply a symmetrical, segmented welding approach so the welding thermal stress is released more evenly, not in one spot.
With those steps, a linear flatness of ≤0.8mm can be reached for 1.5-meter-long sheet metal parts. That’s enough to line up with higher-end industrial assembly requirements , and it helps effectively prevent deformation defects in precision stainless steel sheet metal fabrication, even in the complicated forms, and improving the finished product stability of custom steel sheet metal services.
Why Choose a Certified Provider For Custom Steel Sheet Metal Service Projects?
High quality stainless steel processing depends not only on the machinery itself but also on the traceability of the input materials ( MTR ) and on quality control routines that are aligned with ISO 9001 , and IATF 16949. In practice, professional and standardized stainless steel sheet metal fabrication services are basically the main assurance behind reliable custom steel sheet metal service. Proper compliance documents and a full-process quality review pretty much remove risks like material adulteration, or subpar process control, so the product stays stable over time.
System for full-cycle raw material quality checks
A traceability framework makes sure raw materials stay compliant. Every sheet gets 100% composition re-inspection using XRF spectroscopy, and this helps to clearly tell apart 304 and 316L, so inferior material doesn’t slip in, and the whole inspection logic for standardized sheet metal fabrication stays solid. Full batch re-checking also avoids mixing problems across lots, which makes it especially friendly for projects that need strict compliance, like medical use or precision equipment.
Standardized quality control plus qualification endorsement
- Hardware setup: includes a 24-hour stable temperature coordinate measuring machine (CMM) to keep dimensional accuracy controlled.
- Staff capability: staffed with professional non-destructive testing (NDT) technicians, mainly to oversee welding quality and forming performance, not just the final look.
- Compliance paperwork: a complete document package can be supplied, such as PPAP Level 3, material certificates, plus RoHS reports.
Case Study: How LS Manufacturing Solved the Severe Pitting and Warping Issue in a Custom Medical Enclosure Project
Relying on precise procedure looping and careful material selection, the pitting along with the deformation problems in corrosion-resistant sheet metal fabrication can be fully handled, so the process can reach an ultra-high mass production yield rate, especially for medical precision sheet metal.
Customer Challenge
A prominent US medical company’s hemodialysis machine casing was produced using 304 stainless steel. After prolonged submersion in saline solution, plus repeated high-temperature sterilization, large-area pitting corrosion showed up on the casing in just about 4 months. At the same time, dense microcracks also appeared in the weld zones, which basically laid bare the weak points of typical corrosion-prone sheet metal fabrication workflows.
The original supplier’s stress regulation wasn’t up to standard, which caused workpiece flatness to drift beyond 2.5mm, the sealing strips could not stick properly , and there were clear leakage risks for the equipment. In the end, a mass recall was triggered and significant financial losses followed, and this, in turn, severely damaged brand reputation and market operations.
LS Manufacturing Solution
- From our hands on know how in medical precision sheet metal customization stuff, the team quickly got involved and ran an operational simulation, to accurately trace what was really causing the failure. It turned out to be mainly the 304 stainless steel not having enough resistance to chloride ion corrosion, also standard procedures just can’t properly rein in thermal distortion in these thin walled parts.
- Then we put forward a more targeted remedy, basically switching the raw material to ultra-low carbon 316L stainless steel, so it can better withstand corrosion caused by disinfection media, at the material level.
- On the process side, we adopted a German TRUMPF 10,000-watt laser cutting machine, and we kept the weld heat affected zone width under strict check, controlling it to 0.2mm or less.
- For bending, the setup included a special 3.2° springback compensation parameter , and this was paired with 5-axis linkage non destructive welding, plus custom fixtures , in a way that really limits thermal deformation overall.
Results and Value
After optimization, the product passed the ASTM B117 neutral salt spray test for 1200 hours, with no rust at all. The workpiece flatness improved from 2.5mm down to within 0.35mm, which fully removed the risk of sealing leakage and also aligned perfectly with the demanding quality requirements for high precision sheet metal fabrication.
The equipment assembly process is frictionless, and the first pass yield rate went up to 99.8%. This means it meets the strict standards for sterility, sealing, and long term use of medical equipment. Later on, the client ended their prior collaboration and signed a long term exclusive supply agreement for 1500 sets , which also cut down after sales service effort and recall related costs quite a lot.
To replicate the same optimized medical sheet metal solution, please view the complete project case. For high-end precision sheet metal customization needs, submit your drawings to obtain customized solutions and quotes. We provide a one-stop solution for difficult material sheet metal fabrication processing problems, optimizing the overall 304 vs 316L fabrication cost budget.

FAQs
Q1: Is in all control with precision processing sheet metal processing 316L than 304?
Not at all. 316L brings performance benefits solely under severe conditions (medical marine high-salt saline environments) and this way achievable in high-precision sealing equipment.Though 304, known for its ease of manufacture and lower costs, would satisfy the needs of typical sheet-metal fabrication contexts indoors and in mild outside environments.
Q2: How much pricier is 316L than 304 in customized steel structure sheet metal services?
Cost of 316L raw material is 30%-40% higher than that of 304 because of molybdenum.Cost for 316L sheet metal processing and manufacturing also rises up because of its greater viscosity and higher hardness that wears the tools 15% faster than when using 304.
Q3: Is it possible to use same bends dies for 304 and 316L i.e.Is there any need for changing/rewriting the Cnc program?
No. 304 stainless steel formability is worse than 316L.Because the work hardening rate is higher than 316L, when standard bend angle is 90, the springback angle will be 1.5-2.5 larger. If use the same CNC program (without any angle compensation) will directly cause workpiece size exceeds the tolerance and cause assembly error.
Q4 : How come that 304 stainless steel gets rustier at the weld joints in high precision sheet metal machining?
The carbon content of 304 stainless steel is up to 0.08%.Flying in the high temperature range gets a sensitization reaction as precipitated chrome carbide, destroy the surface anti-corrosion passivation film. Without the pickling and passivation process of standard, weld joints will shortly see corrosion and break.
Q5: Which material is more difficult to process in fiber laser cutting?
316L is more difficult to machine.Low conductivity, high viscosity when molten, and slag removal resistance is orders of magnitude higher than 304. Nitrogen-assisted pressure that is 20% higher than the standard is necessary to produce a pristine cut with no burr or slag.
Q6: For 1.5mm thick 316L sheet metal, what is the minimum bending radius that should be used?
A hand bending of the 316L precision sheet metal below 1.5mm in a thickness is suggested, the minimum internal mandrel bending radius for 1.5mm thick 316L is 1.5mm, it's in 1T working standard. It can also prevent the tensile cracking event on outside of the sheet metal successfully. With a care about the work piece overall integrity and assembly precision.
Q7: How LS Manufacturing check that 316L is not in the mix with 304?
We have established a complete process of material origins test and control systems.Before incoming sheet, metal test, and finished product shipped, we utilize a handy XRF spectrometer to 100% test the material composition to confirm molybdenum and chromium test of the material accurately, efficiently avoiding any material mixture of 304 and 316L.
Q8: Is it possible to decrease the 304 and 316L processing cost by sheet metal design (DFM)?
Yes, Professional DFM optimization can be designed in mixed structure parts, which having 316L application only in the core corrosion contact areas but with other 304 in general structure, and this can save cost almost 25%.Also you can easily upload the drawings, get an instant quoting and further customize cost-sensitive processing scheme.
Summary
304 stainless steel and 316L stainless steel stainless steel choice is not only a matter of price, but also the choice of processing feasibility, product life cycle and return on investment. No doubt 304 is very easy processing, produced a high cost performance can satisfy the general industrial sheet metal production. 316L is having the excellent corrosion resistance and weldability, can fully meet the medicals, marine and chemical industry needs. Understanding the differences in springback, cutting, and corrosion resistance between the two is the core foundation for high-end precision sheet metal processing, which can adapt to the precision manufacturing needs of multiple scenarios.
LS Manufacturing is a company concentrating on high-precision sheet metal processing and customized sheet metal services. By experience of 20 years on industry, well professional processing equipment, and dual-compliance quality controlling system, we provide the full chain service including material choosing, DFM (design for manufacturing) optimizing, the most accurate processing and the most compliant delivery. As well, we have precisely controlled material processing cost and minimized process implementation. About different applications such as micron-tight tolerance, complex welding, cost optimal, our expert team brings 24 hours rapid response. Just send us your drawing, then you will enjoy the free custom-made manufacturability feedback and the most reasonable quotation.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
