La fabricación y el procesamiento de chapa de acero inoxidable de precisión se refieren a un proceso basado en procesos y propiedades precisas del material, lo que conduce a atributos de cuatro dimensiones del acero y resuelve cuatro problemas en el procesamiento de chapa metálica, incluyendo la inconformidad en la selección de 304 y 316L, la inconformidad en los parámetros del proceso, la deformación por corrosión y el desperdicio de costos . El acero inoxidable 304 tiene un resorte de 3 a 5 veces mayor y un costo entre un 30% y un 40% menor que el acero inoxidable austenítico, y se usa para usos comunes. Mientras que la resistencia a la corrosión y la buena estabilidad de soldadura del acero inoxidable 316L lo hacen adecuado para condiciones médicas y marinas de alta exigencia.
Los manuales de materiales tradicionales solo ofrecen composiciones estáticas, sin adaptarse a la evolución de los procesos en el taller, lo que facilita el desperdicio de piezas. Este artículo se basa en datos de medición reales, compara las diferencias en los procedimientos de procesamiento de materiales desde diversas perspectivas y propone posibles soluciones de selección y procesamiento.
Resumen rápido de las principales conclusiones sobre el procesamiento del acero inoxidable 304 frente al 316L
Este capítulo resume las principales diferencias entre los dos tipos de procesamiento de chapa de acero inoxidable en lo que respecta a la adaptabilidad medioambiental y el control de costes, para que los usuarios puedan identificar rápidamente qué materiales y soluciones de procesamiento se ajustan mejor a sus proyectos y evitar errores fundamentales de selección.
| Dimensiones de comparación | Acero inoxidable 304 | Acero inoxidable 316L | Escenarios de aplicación recomendados |
| Rendimiento de conformado y doblado | Alta tasa de endurecimiento, gran recuperación elástica (3°-5°), requiere una compensación angular precisa. | Mayor ductilidad, menor efecto de recuperación elástica, pero requiere mayor presión de flexión. | El acero inoxidable 316L es el preferido para el doblado de alta precisión. El acero inoxidable 304 es el preferido para piezas de trabajo en general. |
| Resistencia a la corrosión | Valor PREN 18,0 , apto únicamente para entornos con resistencia general a la corrosión. | Valor PREN 23,1-28,5, resistente a la corrosión por cloruros y niebla salina. | El acero inoxidable 316L es esencial para aplicaciones médicas, marinas y químicas . |
| Costos de procesamiento | Menores costes de materia prima y procesamiento, mayor rentabilidad. | El coste total es entre un 30% y un 40% mayor , y el desgaste de las herramientas es mayor. | El acero inoxidable 304 se utiliza para piezas estructurales generales. El acero inoxidable 316L se utiliza para piezas funcionales principales. |
| Estabilidad de la soldadura | Propenso a la corrosión intergranular, con más defectos en la zona afectada por el calor. | Bajo contenido de carbono, baja sensibilización, sin grietas en la soldadura , sellado más resistente. | El acero inoxidable 316L es el preferido para el sellado de soldaduras y equipos estériles. |
Conclusiones clave:
- Rendimiento de moldeo: El acero inoxidable 304 presenta la velocidad de endurecimiento más rápida, así como una recuperación elástica al doblarse entre 3° y 5° mayor que el acero inoxidable 316L; por ello, requiere una compensación más precisa. El acero inoxidable 316L tiene una ductilidad ligeramente superior, aunque necesita mayor fuerza de doblado.
- Selección ambiental: Se requiere acero inoxidable 316L cuando la protección contra el agua de mar o altos contenidos de cloruro es esencial (por ejemplo, para limpieza médica). El acero inoxidable 304 es suficiente cuando se necesita protección contra los elementos o la corrosión en ambientes alimentarios.
- Estrategia de costos: Los costos de materia prima y procesamiento del acero inoxidable 316L son entre un 30 % y un 40 % más altos que los del acero inoxidable 304 debido al elemento de aleación de molibdeno. Se recomienda realizar compras diferenciadas según los requisitos específicos de cada pieza.
¿Por qué confiar en la experiencia de JS Precision en la selección de acero inoxidable 304 frente a 316L para la fabricación de chapa metálica?
Como práctica industrial y mediante análisis técnico, los datos de pruebas reales deben tomarse como criterio para la selección profesional de materiales en lugar de datos meramente teóricos, ya que las consecuencias directas relacionadas con la precisión del trabajo de chapa metálica son inevitables. Según mi prueba comparativa de tres meses, un equipo ha completado repetidamente más de 200 conjuntos de experimentos de procesamiento de espesor de chapa y parámetros de proceso como el estándar ASTM A240 para acero inoxidable. El principal error de la selección tradicional de materiales es ignorar el rendimiento dinámico del procesamiento de los materiales. La mayoría de los ingenieros simplemente utilizan componentes teóricos sin considerar las condiciones reales de doblado, corte y soldadura en el taller .
Nuestro proceso de pruebas cumple con las normas de inspección ISO 14323 para el conformado de chapa metálica y se esfuerza por eliminar la diferencia entre la teoría y la práctica. Según nuestra experiencia práctica en proyectos de chapa metálica para equipos médicos portátiles industriales y aeronaves de alta gama, más del 90 % de los equipos desechados prematuramente se deben a la incompatibilidad entre materiales y procesos , y no a la falta de precisión del hardware.
Nuestro equipo cuenta con 15 años de experiencia en el procesamiento de chapa metálica de alta gama, lo que nos permite solucionar cientos de problemas de corrosión, deformación y desviaciones dimensionales . Todos nuestros procesos han sido verificados en producción en masa, cumpliendo con los requisitos de la chapa metálica para equipos de alta gama.
Gracias a los datos de las pruebas exhaustivas y a nuestra amplia experiencia en producción en masa, nuestras soluciones de selección de materiales para diferentes proyectos son muy precisas. Para evitar rápidamente errores de selección y optimizar el proceso, puede obtener una consulta técnica personalizada gratuita. Si tiene un requisito específico para su proyecto, puede subir el plano y obtener su propia solución de optimización DFM.

¿Cómo controlar la variación de la recuperación elástica al doblarse en la fabricación de chapa metálica de acero inoxidable de precisión?
El coeficiente de endurecimiento por deformación del acero inoxidable 304 es notablemente superior al del 316L, lo que en la práctica se traduce en una recuperación elástica de entre 1,5° y 2,5° más en dobleces de 90° en comparación con el 316L. Si no se utiliza la compensación dinámica de la matriz, esto suele generar desviaciones dimensionales en las piezas de chapa de acero inoxidable de precisión. La diferencia en el coeficiente de recuperación elástica entre las chapas de 304 y 316L, incluso cuando cambia el espesor, se mantiene prácticamente constante. Con una compensación angular y una configuración de parámetros de presión adecuadas, los errores de doblado pueden reducirse hasta alcanzar, en gran medida, los estándares industriales de alta gama.
Datos medidos sobre los coeficientes de recuperación elástica para diferentes espesores de lámina.
El control preciso del error de doblado es una señal de control clave para el doblado de precisión. El grupo realizó pruebas reales con tres espesores de chapa habituales: 1,5 mm, 2,0 mm y 3,0 mm, y se basaron en un proceso de fabricación de chapa metálica de precisión, lo que permitió evitar la desviación de conformado de forma más fiable.
Los datos medidos provienen de verificaciones repetidas en el taller de producción en masa, por lo que se elimina prácticamente cualquier error típico de un laboratorio y deberían coincidir con las condiciones reales de producción. En consecuencia, pueden servir como una referencia bastante fiable para diversas aplicaciones de doblado de acero inoxidable.
Los parámetros específicos se detallan a continuación y no son teóricos:
- Espesor de la placa de 1,5 mm: ángulo de recuperación elástica 3,0° para acero inoxidable 304, ángulo de recuperación elástica 1,2° para acero inoxidable 316L, compensación requerida 3,0°.
- Espesor de la placa de 2,0 mm: ángulo de recuperación elástica 3,8° para acero inoxidable 304, ángulo de recuperación elástica 1,8° para acero inoxidable 316L, compensación requerida 3,8°.
- Espesor de la placa de 3,0 mm: ángulo de recuperación elástica 304 de 5,0°, ángulo de recuperación elástica 316L de 2,2°, compensación requerida de 5,0°
Solución de control de errores de doblado de alta precisión
La calibración angular en tiempo real compensa de forma excelente la deformación elástica. En LS Manufacturing, se utiliza una máquina dobladora CNC con medición angular en tiempo real. Esta máquina aprovecha al máximo la tecnología de compensación dinámica de moldes para lograr un doblado de chapa metálica de máxima precisión . La desviación del ángulo de doblado de todas las chapas de acero inoxidable se mantiene dentro de 0,5°.
El modo de compensación dinámica permite compensar la desviación de deformación de la chapa metálica en tiempo real. Se adapta a los diferentes tipos de materiales y al grosor del acero inoxidable, lo que le confiere una gran capacidad de ajuste. Esto garantiza un ajuste perfecto de las carcasas de chapa metálica para aplicaciones médicas y electrónicas, sin holguras de montaje.
Para lograr una coincidencia precisa de los parámetros de doblado y evitar desviaciones dimensionales, puede descargar gratuitamente la tabla de referencia de parámetros de doblado. Para necesidades de procesamiento de piezas de alta precisión, llame a un ingeniero para diseñar un plan de compensación específico.
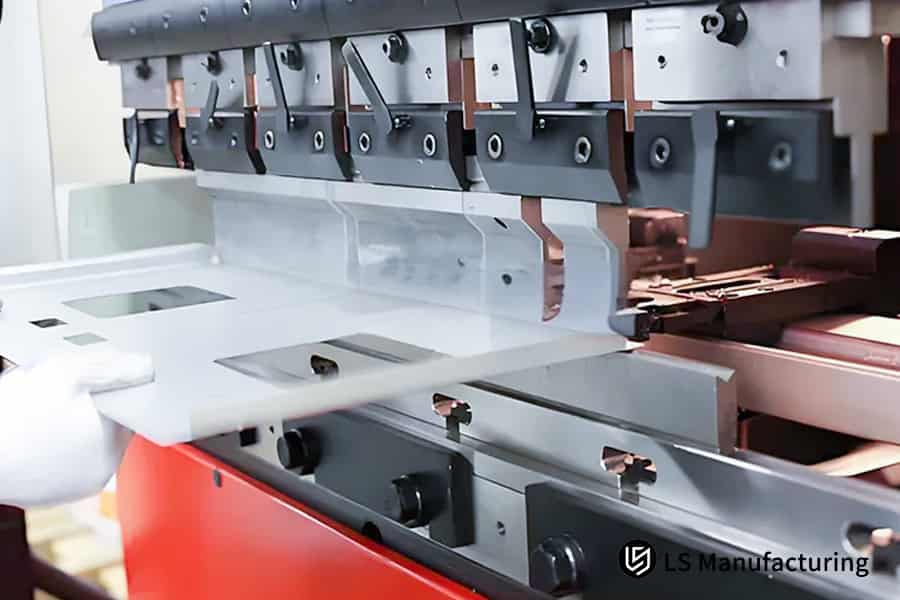
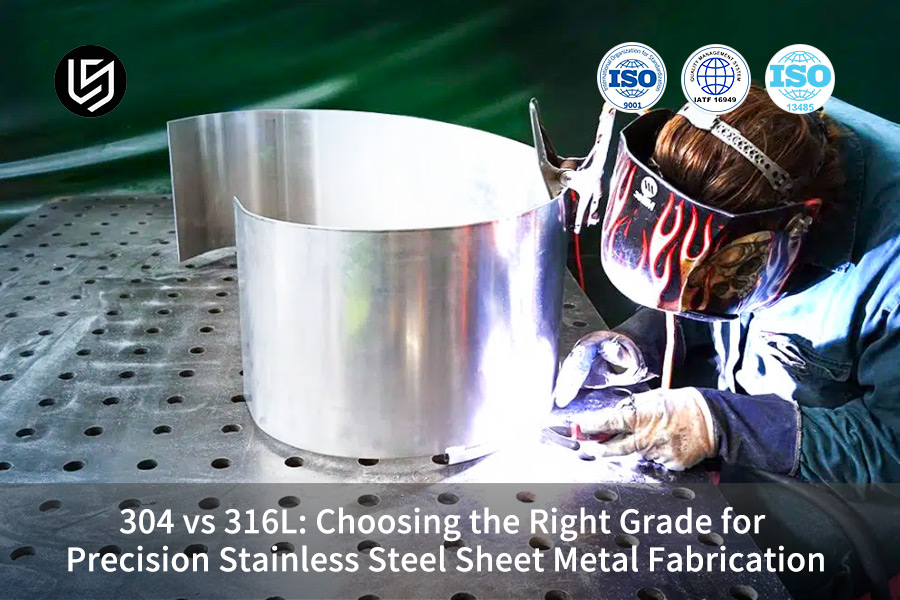
Figura 1: Un operario maneja una prensa plegadora de precisión para doblar láminas de acero inoxidable.
¿Cómo prevenir la corrosión intergranular durante los servicios de fabricación de chapa metálica de acero inoxidable?
Al soldar acero inoxidable, ya sea mediante soldadura láser o TIG, la zona afectada por el calor, con temperaturas entre 450 °C y 850 °C, puede provocar la precipitación de carburo de cromo, lo que a su vez puede causar corrosión intergranular. El acero inoxidable 316L de ultrabajo contenido de carbono (C ≤ 0,03 %) suele presentar una mayor resistencia al agrietamiento que el 304. Gracias a los servicios profesionales de fabricación de chapa metálica de acero inoxidable , la corrosión intergranular se puede evitar prácticamente por completo, lo que permite su uso en equipos sellados, estériles y de alta gama, diseñados para soportar condiciones de funcionamiento exigentes a largo plazo.
El principio que explica la diferencia en la corrosión entre ambos materiales
La prevención de la corrosión es fundamental en la soldadura de acero inoxidable. El acero inoxidable 304 permite hasta un 0,08 % de carbono, por lo que es más propenso a la sensibilización, y la capa de pasivación también puede dañarse en la zona afectada por el calor a alta temperatura.
Este tipo de problema inherente al material no se puede solucionar simplemente con técnicas de soldadura estándar, ya que está ligado a la composición química; por lo tanto, solo mejora con la optimización del proceso y una cuidadosa selección del material. El acero inoxidable 316L, por otro lado, mantiene un bajo contenido de carbono e incluye entre un 2 % y un 3 % de molibdeno, lo que ayuda a bloquear la precipitación de carburos y mantiene la estructura de la zona soldada más estable.
Diagrama de flujo de control del proceso de soldadura estandarizado
- Control del aporte térmico de soldadura: Mantenga el aporte térmico dentro de un rango estricto de 0,5 a 1,2 kJ/mm; de esta manera, la zona afectada por el calor se mantendrá más pequeña y los componentes soldados permanecerán estables en general.
- Realice los procesos posteriores a la soldadura: Cada pieza soldada debe someterse a un tratamiento de decapado y pasivación para que la película de pasivación de la superficie se pueda reparar adecuadamente y se forme una estructura estable en la fabricación de la chapa metálica .
- Adaptación a escenarios de alta gama: Para su uso en semiconductores y equipos médicos estériles , la tecnología de soldadura no destructiva 316L suele ser la opción predeterminada , de forma uniforme en todas las aplicaciones.

Figura 2: Primer plano de una pieza de acero inoxidable con corrosión y decoloración superficial.
¿Cuáles son los límites de los parámetros de corte láser para la fabricación de chapa metálica con materiales difíciles?
Debido a que el 316L contiene molibdeno y tiende a presentar una mayor viscosidad, su resistencia a la eliminación de escoria es superior a la del 304 durante el corte por láser. Por lo tanto, en los casos de fabricación de chapa metálica con materiales difíciles, se necesita un aumento del 20 % en la presión del gas auxiliar, específicamente nitrógeno, para evitar rebabas en el corte. Para el corte por láser del 316L, los límites de los parámetros de trabajo son más amplios, lo que significa que generalmente se requiere un control más preciso. Si se ajustan con precisión la potencia, la presión del gas y la velocidad de corte, se puede lograr un borde ultrasuave con Ra 1,6 μm, lo que suele satisfacer los requisitos estéticos y dimensionales esperados en la fabricación de chapa metálica de alta precisión, además de ser adecuado para diversas situaciones de procesamiento de chapa metálica personalizada de alta gama.
Matriz de parámetros de corte láser de alta potencia
La modulación del calor del láser es lo que realmente determina la calidad del corte. Cuando se ajusta correctamente, el resultado es un corte de chapa metálica más suave . A continuación se muestran los ajustes medidos que LS Manufacturing utiliza para el corte láser de 10000 W, adaptados a diferentes requisitos de procesamiento personalizado de chapa metálica de acero inoxidable de alta gama:
| Espesor de la lámina | Material | Velocidad de corte (m/min) | Presión de nitrógeno (MPa) | Rugosidad superficial (Ra) |
| 1,5 mm | 304 | 3.2 | 1.2 | 1,6 μm |
| 1,5 mm | 316L | 2.8 | 1.44 | 1,6 μm |
| 3,0 mm | 304 | 1.8 | 1.5 | 2,4 μm |
| 3,0 mm | 316L | 1.5 | 1.8 | 3,2 μm |
Requisitos básicos para un corte sin escoria
La pureza del nitrógeno para el corte debe ser ≥99,999% , y el corte de 316L requiere reducción de velocidad y presurización. El recorte de alta calidad en la fabricación de chapa metálica se logra mediante procesos profesionales que compensan la baja conductividad térmica y la alta viscosidad del material, y eliminan los problemas de escoria y deformación térmica. El nitrógeno de alta pureza aísla la reacción de oxidación a alta temperatura durante el corte, asegurando que la estructura de la chapa de acero inoxidable permanezca prácticamente inalterada durante la producción, y mejorando la calidad superficial y la resistencia a la corrosión de los productos.
Figura 3: Tabla de referencia de espesores de corte láser para varios metales y niveles de potencia.
¿Cómo afecta el coste de fabricación del acero inoxidable 304 frente al 316L al retorno de la inversión de su producto?
El precio de la materia prima del acero inoxidable 316L es más de un 30 % superior al del acero inoxidable 304. Asimismo, si se considera que el desgaste de las herramientas es un 15 % mayor, el coste de fabricación del acero inoxidable 304 frente al 316L aumenta progresivamente. Mediante un proceso de soldadura híbrida dividida, se puede optimizar la proporción de materiales, ahorrando hasta un 25 % en costes de fabricación y, por lo tanto, aumentando significativamente el retorno de la inversión del producto. Esta es la estrategia fundamental de reducción de costes para la fabricación de chapa metálica de alta calidad en acero inoxidable 304 frente al 316L.
Detalles de la prima de costo multidimensional
El costo de la contabilidad de materiales es igual a la diferencia proporcional entre los costos de los materiales. Todos los costos adicionales a este material se encuentran en el costo de provisión de recursos, pérdidas por trabajo de prensado y costos de mano de obra, y para implementar estándares de contabilidad de costos para ahorrar en el conformado de chapa metálica y adaptarlos a diferentes proyectos de contabilidad de costos de conformado de chapa metálica. El cálculo detallado de diferentes primas de costo ayuda al ingeniero a seleccionar materias primas y a mejorar el control de costos en la fase inicial del diseño.
| Dimensiones de costos | 304 | 316L | Índice de prima |
| Adquisición de materias primas | Precio base | Prima 32% | 32% |
| Costo del desgaste de las herramientas | Ropa base | Prima 15% | 15% |
| Tiempo de procesamiento de doblado | Tiempo base | Prima 8% | 8% |
| Costo del tratamiento de superficie | Costo base | Prima del 5% | 5% |
Estrategia de diseño DFM para la optimización del ROI
- Carcasa para medios de comunicación sin contacto, piezas huecas para edificios exteriores en general: utilice acero inoxidable 304 para controlar los costos.
- Tuberías en contacto con fluidos, componentes principales en contacto con la desinfección: Debe utilizarse acero inoxidable 316L para garantizar su durabilidad.
- Utilice un proceso de soldadura por división estructurada y seleccione el material adecuado para lograr una fabricación de chapa metálica rentable , con un equilibrio óptimo entre coste y rendimiento.
Cálculo preciso del costo de procesamiento del proyecto y optimización de las proporciones de materiales (se puede proporcionar un cálculo gratuito del costo total del proyecto). Para soluciones DFM personalizadas de reducción de costos, comuníquese con nuestro ingeniero para una optimización individualizada, empleando proporciones científicas para lograr un equilibrio adecuado entre los requisitos de rendimiento de la fabricación de chapa metálica resistente a la corrosión y el costo presupuestario del servicio de chapa metálica de acero a medida.
¿Qué aleación proporciona una durabilidad superior para la fabricación de chapa metálica resistente a la corrosión?
En entornos marinos, o cuando está constantemente expuesto a altas concentraciones de niebla salina, el equivalente de corrosión por picaduras del acero inoxidable 316L, también conocido como PREN, se sitúa entre 23,1 y 28,5, muy por encima de los 18,0 del acero inoxidable 304. Por lo tanto, es eficaz para detener la corrosión por picaduras y, además, contribuye significativamente a la durabilidad de los productos de chapa metálica resistentes a la corrosión en general. La capacidad del acero inoxidable 316L para reparar la película de pasivación es mucho mayor que la del acero inoxidable 304, alcanzando más de 5 años de servicio sin mantenimiento en esas condiciones de alta salinidad y cloro, sin mayores problemas.
Análisis cuantitativo de corrosión del valor PREN
La resistencia a la niebla salina es un factor clave que se considera para evaluar el comportamiento frente a la corrosión. La expresión PREN reconocida en la industria es básicamente PREN = %Cr + 3,3 × %Mo + 16 × %N. Con métodos de fabricación de alto estándar, se pueden fabricar componentes duraderos de chapa metálica . El acero inoxidable 304 no contiene molibdeno. Por lo tanto, bajo la acción de la niebla salina, tiende a corroerse con mayor facilidad, mientras que el 316L contiene molibdeno, y ese elemento ayuda a que la película de pasivación se recupere, como si reparara la capa protectora.
Este valor es un estándar aceptado en la industria para evaluar la resistencia a la corrosión del acero inoxidable y suele considerarse un valor de referencia alto. Generalmente, cuanto mayor sea el valor PREN, mayor será la resistencia a la corrosión y mayor la vida útil del equipo.
Rendimiento en condiciones extremas
- Acero inoxidable 304: después de unas 300 horas en pruebas estándar de niebla salina, aparece óxido rojo, luego es probable que se produzca corrosión por picaduras y, finalmente, el desguace en aproximadamente 6 meses en uso costero.
- Acero inoxidable 316L: no se oxida después de 1000 horas en pruebas estándar de niebla salina , el equipo de monitoreo marino puede Sigue funcionando de forma fiable desde hace más de 5 años.
- Mejora del proceso: mediante la realización de pruebas EDX de la capa de pasivación, junto con una medición precisa del espesor, se puede prolongar el ciclo de funcionamiento sin mantenimiento de la pieza, con mayor estabilidad y menos interrupciones.

Figura 4: Piezas metálicas plateadas con agujeros y dobleces, dispuestas sobre una superficie de trabajo.
¿Cómo diseñar para minimizar la deformación en la fabricación de chapa metálica de acero inoxidable 304 frente al acero inoxidable 316L?
Debido a que el acero inoxidable 316L tiene un coeficiente de dilatación térmica menor en caliente que el 304, pero también presenta una mayor resistencia a la fluencia a temperatura ambiente , la forma en que se libera la tensión interna difiere durante el estampado de chapa metálica de gran tamaño y también durante el doblado continuo. Esta es, en esencia, la principal diferencia entre la fabricación de chapa metálica 304 y 316L . Para piezas largas de paredes delgadas , si se ajustan ciertos parámetros del proceso y se presta atención a la secuencia de soldadura, el error de planitud suele ser controlable dentro de aproximadamente 0,8 mm.
Principales causas de distorsión en piezas de trabajo con formas irregulares
La liberación de tensiones internas determina básicamente la planitud de la pieza. Si se siguen métodos de liberación de tensiones adecuados, se puede minimizar la distorsión en el conformado de chapa metálica . Cuando la relación de aspecto es superior a 5:1 y el espesor es inferior a 1,5 mm , el acero inoxidable 304 tiende a torcerse e inclinarse durante la deformación, mientras que el acero inoxidable 316L tiende a mantener tensiones residuales de flexión. Por lo tanto, estos componentes de paredes delgadas, largos y estilizados se encuentran entre los tipos más propensos a la deformación en el procesamiento de chapa metálica, y también constituyen una categoría importante de piezas que requiere un control estricto durante la fabricación de precisión .
Soluciones de procesos anti-deformación más precisas
- Control de la holgura de la matriz: mantenga la holgura entre el punzón y la matriz inferior fijada en torno al 12 %-15 % del espesor de la lámina ; esto ayuda a evitar la deformación por extrusión.
- Proceso de optimización de la tensión: utilice un método de pretensado inverso para equilibrar la tensión residual del estampado.
- Optimización de la secuencia de soldadura: aplicar un método de soldadura simétrico y segmentado para que la tensión térmica de la soldadura se libere de manera más uniforme , y no en un solo punto.
Con estos pasos, se puede lograr una planitud lineal de ≤0,8 mm para piezas de chapa metálica de 1,5 metros de longitud. Esto es suficiente para cumplir con los requisitos de ensamblaje industrial de alta gama y ayuda a prevenir eficazmente los defectos de deformación en la fabricación de chapa metálica de acero inoxidable de precisión, incluso en formas complejas, mejorando la estabilidad del producto final en los servicios de chapa metálica de acero a medida.
¿Por qué elegir un proveedor certificado para proyectos de servicios de chapa metálica de acero a medida?
El procesamiento de acero inoxidable de alta calidad depende no solo de la maquinaria, sino también de la trazabilidad de las materias primas y de los procedimientos de control de calidad que cumplen con las normas ISO 9001 e IATF 16949. En la práctica, los servicios profesionales y estandarizados de fabricación de chapa de acero inoxidable son la principal garantía para un servicio confiable de chapa de acero a medida . La documentación de cumplimiento adecuada y una revisión integral de la calidad del proceso eliminan prácticamente riesgos como la adulteración de materiales o un control de proceso deficiente, lo que garantiza la estabilidad del producto a lo largo del tiempo.
Sistema para el control de calidad de materias primas durante todo el ciclo de vida.
Un sistema de trazabilidad garantiza que las materias primas cumplan con los estándares. Cada lámina se somete a una reinspección de composición al 100 % mediante espectroscopia XRF , lo que permite diferenciar claramente el acero inoxidable 304 del 316L, evitando así la entrada de material de baja calidad y manteniendo la solidez de la lógica de inspección para la fabricación estandarizada de chapa metálica . La verificación completa de cada lote también evita problemas de mezcla entre lotes, lo que resulta especialmente útil para proyectos que requieren un cumplimiento estricto, como los de uso médico o equipos de precisión.
Control de calidad estandarizado más certificación de cualificación.
- Configuración del hardware: incluye una máquina de medición por coordenadas (MMC) con temperatura estable las 24 horas para mantener controlada la precisión dimensional.
- Capacidad del personal: cuenta con técnicos profesionales en ensayos no destructivos (END), principalmente para supervisar la calidad de la soldadura y el rendimiento del conformado , no solo el aspecto final.
- Documentación de cumplimiento: se puede suministrar un paquete completo de documentos, como el PPAP Nivel 3, certificados de materiales e informes RoHS.
Caso práctico: Cómo LS Manufacturing resolvió el grave problema de corrosión y deformación en un proyecto de carcasa médica a medida.
Gracias a un procedimiento preciso y una cuidadosa selección de materiales, se pueden solucionar por completo los problemas de corrosión por picaduras y deformación en la fabricación de chapa metálica resistente a la corrosión, de modo que el proceso pueda alcanzar una tasa de producción en masa ultra alta , especialmente para chapa metálica de precisión para uso médico.
Desafío del cliente
La carcasa de una máquina de hemodiálisis de una importante empresa médica estadounidense se fabricó con acero inoxidable 304. Tras una inmersión prolongada en solución salina y una esterilización repetida a alta temperatura, la carcasa presentó corrosión por picaduras en grandes áreas en tan solo cuatro meses. Al mismo tiempo, aparecieron microfisuras densas en las zonas de soldadura, lo que puso de manifiesto los puntos débiles de los procesos de fabricación de chapa metálica propensos a la corrosión .
La regulación de la tensión del proveedor original no cumplía con los estándares, lo que provocó que la planitud de la pieza superara los 2,5 mm, que las tiras de sellado no se adhirieran correctamente y que existieran claros riesgos de fugas en el equipo. Finalmente, se produjo una retirada masiva del producto, con las consiguientes pérdidas económicas significativas , lo que a su vez dañó gravemente la reputación de la marca y las operaciones comerciales.
Solución de fabricación LS
- Gracias a nuestra amplia experiencia en la personalización de piezas de chapa metálica de precisión para uso médico , el equipo se involucró rápidamente y realizó una simulación operativa para determinar con exactitud la causa del fallo. Resultó que el problema principal radicaba en que el acero inoxidable 304 no tenía suficiente resistencia a la corrosión por iones cloruro, y que los procedimientos estándar no lograban controlar adecuadamente la deformación térmica en estas piezas de paredes delgadas.
- A continuación, propusimos una solución más específica, que consistía básicamente en cambiar la materia prima por acero inoxidable 316L de ultrabajo contenido de carbono , para que pudiera resistir mejor la corrosión causada por los agentes desinfectantes a nivel del material.
- En lo que respecta al proceso, adoptamos una máquina de corte láser alemana TRUMPF de 10.000 vatios y mantuvimos un control estricto del ancho de la zona afectada por el calor de la soldadura, limitándolo a 0,2 mm o menos.
- Para el doblado, la configuración incluía un parámetro especial de compensación de recuperación elástica de 3,2°, que se combinó con soldadura no destructiva mediante enlace de 5 ejes, además de fijaciones personalizadas, de forma que se limita considerablemente la deformación térmica general.
Resultados y valor
Tras la optimización, el producto superó la prueba de niebla salina neutra ASTM B117 durante 1200 horas sin presentar corrosión. La planitud de la pieza mejoró de 2,5 mm a tan solo 0,35 mm , lo que eliminó por completo el riesgo de fugas en el sellado y, además, cumplió a la perfección con los exigentes requisitos de calidad para la fabricación de chapa metálica de alta precisión .
El proceso de ensamblaje del equipo fue impecable y la tasa de éxito en el primer intento alcanzó el 99,8 %. Esto significa que cumple con los estrictos estándares de esterilidad, sellado y durabilidad del equipo médico. Posteriormente, el cliente finalizó su colaboración previa y firmó un contrato de suministro exclusivo a largo plazo para 1500 unidades, lo que redujo considerablemente los costos de servicio posventa y las devoluciones.
Para replicar la misma solución optimizada de chapa metálica para aplicaciones médicas, consulte el caso práctico completo del proyecto. Si necesita personalización de chapa metálica de alta precisión, envíenos sus planos para obtener soluciones y presupuestos a medida. Ofrecemos una solución integral para problemas complejos de fabricación de chapa metálica, optimizando el presupuesto total de fabricación en acero inoxidable 304 y 316L.

Preguntas frecuentes
P1: ¿El procesamiento de chapa metálica 316L ofrece un control total con respecto al procesamiento de precisión en comparación con el 304?
En absoluto. El 316L ofrece ventajas de rendimiento únicamente en condiciones extremas (entornos salinos marinos de alta concentración de sal) y, por lo tanto, es posible en equipos de sellado de alta precisión. Si bien el 304, conocido por su facilidad de fabricación y menor coste , satisfaría las necesidades de los contextos típicos de fabricación de chapa metálica en interiores y en entornos exteriores moderados.
P2: ¿Cuánto más caro es el acero 316L que el 304 en los servicios de chapa metálica para estructuras de acero personalizadas?
El coste de la materia prima 316L es entre un 30 % y un 40 % superior al de la 304 debido al molibdeno. El coste del procesamiento y la fabricación de chapa metálica 316L también aumenta debido a su mayor viscosidad y mayor dureza, lo que provoca un desgaste de las herramientas un 15 % más rápido que cuando se utiliza 304.
P3: ¿Es posible utilizar las mismas matrices de doblado para 304 y 316L? Es decir, ¿es necesario cambiar o reescribir el programa CNC?
La conformabilidad del acero inoxidable 304 es peor que la del 316L. Debido a que su tasa de endurecimiento por deformación es mayor que la del 316L, cuando el ángulo de doblado estándar es de 90°, el ángulo de recuperación elástica será de 1,5 a 2,5 °. Si se utiliza el mismo programa CNC (sin compensación de ángulo), esto provocará directamente que el tamaño de la pieza exceda la tolerancia y cause errores de ensamblaje.
P4: ¿Por qué el acero inoxidable 304 se oxida más en las juntas de soldadura durante el mecanizado de chapa metálica de alta precisión?
El contenido de carbono del acero inoxidable 304 es de hasta un 0,08 %. Al volar a altas temperaturas, se produce una reacción de sensibilización en la que se precipita carburo de cromo, destruyendo la capa de pasivación anticorrosiva de la superficie. Sin el proceso estándar de decapado y pasivación, las uniones soldadas se corroerán y se romperán rápidamente.
P5: ¿Qué material es más difícil de procesar mediante corte por láser de fibra?
El acero inoxidable 316L es más difícil de mecanizar. Su baja conductividad, alta viscosidad en estado fundido y resistencia a la eliminación de escoria son órdenes de magnitud superiores a las del 304. Se requiere una presión asistida con nitrógeno un 20 % superior a la estándar para obtener un corte impecable, sin rebabas ni escoria.
P6: Para una chapa metálica 316L de 1,5 mm de espesor, ¿cuál es el radio de curvatura mínimo que se debe utilizar?
Se recomienda el doblado manual de la chapa de precisión 316L con un espesor inferior a 1,5 mm. El radio mínimo de curvatura interna del mandril para una chapa 316L de 1,5 mm de espesor es de 1,5 mm, según el estándar de trabajo 1T. Esto también permite prevenir eficazmente el agrietamiento por tracción en la superficie exterior de la chapa, prestando especial atención a la integridad general de la pieza y a la precisión del montaje.
P7: ¿Cómo comprueba LS Manufacturing que el acero 316L no esté mezclado con el 304?
Hemos establecido un proceso completo de sistemas de control y prueba del origen de los materiales. Antes de que se envíen las láminas, los metales y el producto terminado, utilizamos un práctico espectrómetro XRF para analizar al 100% la composición del material y confirmar con precisión la presencia de molibdeno y cromo, evitando así cualquier mezcla de materiales 304 y 316L.
P8: ¿Es posible disminuir el costo de procesamiento de los aceros 304 y 316L mediante el diseño de chapa metálica (DFM)?
Sí, la optimización DFM profesional se puede diseñar en piezas de estructura mixta, donde el acero inoxidable 316L se aplica solo en las áreas de contacto con la corrosión del núcleo, pero el acero inoxidable 304 se utiliza en la estructura general, lo que puede ahorrar casi un 25 % en costos. Además, puede cargar fácilmente los planos , obtener una cotización instantánea y personalizar aún más el esquema de procesamiento según los costos.
Resumen
La elección entre acero inoxidable 304 y 316L no solo depende del precio, sino también de la viabilidad del procesamiento, el ciclo de vida del producto y el retorno de la inversión. Sin duda, el 304 es muy fácil de procesar y ofrece una excelente relación costo-beneficio, suficiente para la producción industrial general de chapa metálica. El 316L, por su parte, posee una excelente resistencia a la corrosión y soldabilidad, lo que le permite satisfacer plenamente las necesidades de las industrias médica, naval y química. Comprender las diferencias en la recuperación elástica, el corte y la resistencia a la corrosión entre ambos materiales es fundamental para el procesamiento de chapa metálica de alta precisión, que permite adaptarse a las necesidades de fabricación de precisión en diversos escenarios.
LS Manufacturing es una empresa especializada en el procesamiento de chapa metálica de alta precisión y servicios personalizados. Con 20 años de experiencia en el sector, equipos de procesamiento profesionales y un sistema de control de calidad de doble conformidad, ofrecemos un servicio integral que abarca la selección de materiales, la optimización del diseño para la fabricación (DFM), el procesamiento más preciso y la entrega conforme a las especificaciones. Además, controlamos con precisión los costes de procesamiento de materiales y minimizamos la implementación del proceso. Para diversas aplicaciones, como tolerancias micrométricas, soldadura compleja y optimización de costes, nuestro equipo de expertos ofrece una respuesta rápida en 24 horas. Envíenos su plano y recibirá asesoramiento gratuito sobre la viabilidad de fabricación a medida y el presupuesto más competitivo.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección, estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com 
