La lavorazione e la fabbricazione di precisione di lamiere di acciaio inossidabile si riferiscono a un processo basato su processi e proprietà del materiale precisi, che portano ad attributi quadridimensionali dell'acciaio e alla risoluzione di quattro criticità nella lavorazione delle lamiere, tra cui la non conformità nella selezione tra 304 e 316L, la non conformità dei parametri di processo, la deformazione da corrosione e lo spreco di costi . L'acciaio inossidabile 304 ha un ritorno elastico di forma 3-5 volte maggiore e un costo inferiore del 30-40% rispetto all'acciaio inossidabile austenitico ed è utilizzato per scopi comuni. Mentre la resistenza alla corrosione e la buona stabilità della saldatura dell'acciaio inossidabile 316L lo rendono adatto ad ambienti medicali e marini altamente esigenti.
I manuali tradizionali sui materiali forniscono solo composizioni statiche, senza tenersi al passo con le mutevoli esigenze di lavorazione in officina, generando facilmente scarti di lavorazione. Questo articolo, basandosi su dati di misurazione reali, confronta le diverse procedure di lavorazione dei materiali da diverse prospettive e propone potenziali soluzioni di selezione e processo.
Panoramica rapida delle principali conclusioni relative alla lavorazione dell'acciaio inossidabile 304 rispetto al 316L.
Questo capitolo riassume le principali differenze tra le due tipologie di lavorazione della lamiera di acciaio inossidabile in termini di adattabilità ambientale e controllo dei costi, in modo che gli utenti possano individuare rapidamente i materiali e le soluzioni di processo più adatti ai loro progetti ed evitare gli errori di selezione più comuni.
| Dimensioni di confronto | Acciaio inossidabile 304 | Acciaio inossidabile 316L | Scenari applicativi consigliati |
| Prestazioni di formatura e piegatura | Elevato grado di indurimento, grande ritorno elastico (3°-5°), richiede una precisa compensazione dell'angolo. | Maggiore duttilità, minore ritorno elastico, ma richiede una maggiore pressione di piegatura. | L'acciaio inossidabile 316L è preferibile per la piegatura di alta precisione. L'acciaio inossidabile 304 è preferibile per la lavorazione di pezzi generici. |
| Resistenza alla corrosione | Valore PREN 18.0 , adatto solo ad ambienti con resistenza alla corrosione generica. | Valore PREN 23,1-28,5, resistente alla corrosione da cloruri e nebbia salina. | L'acciaio inossidabile 316L è essenziale per applicazioni mediche, navali e chimiche . |
| costi di elaborazione | Minori costi delle materie prime e della lavorazione, maggiore efficienza in termini di costi. | Il costo complessivo è superiore del 30-40% e l'usura degli utensili è maggiore. | L'acciaio inossidabile 304 viene utilizzato per le parti strutturali generiche. L'acciaio inossidabile 316L viene utilizzato per le parti funzionali principali. |
| Stabilità della saldatura | Soggetta a corrosione intergranulare, con maggiore presenza di difetti nella zona termicamente alterata. | Basso contenuto di carbonio, bassa sensibilizzazione, assenza di cricche di saldatura , tenuta più forte. | L'acciaio inossidabile 316L è preferito per la saldatura, la sigillatura e le apparecchiature sterili. |
Punti chiave:
- Prestazioni di stampaggio: l'acciaio inossidabile 304 presenta la velocità di indurimento più elevata e un ritorno elastico in flessione superiore di 3°-5° rispetto al 316L; per questo motivo, richiede una compensazione più precisa. Il 316L ha una duttilità leggermente migliore, sebbene necessiti di una maggiore forza di flessione.
- Selezione ambientale: l'acciaio inossidabile 316L è richiesto laddove sia essenziale la protezione dall'acqua di mare o da elevate concentrazioni di cloruri (ad esempio, per la pulizia in ambito medico). L'acciaio inossidabile 304 è sufficiente laddove sia necessaria la protezione dagli agenti atmosferici o dalla corrosione in ambito alimentare.
- Strategia di costo: i costi delle materie prime e della lavorazione dell'acciaio inossidabile 316L sono superiori del 30%-40% rispetto a quelli del 304 a causa dell'elemento di lega Mo. È necessario effettuare acquisti stratificati in base ai requisiti specifici di conformità dei componenti.
Perché affidarsi all'esperienza di JS Precision nella scelta tra acciaio inossidabile 304 e 316L per la lavorazione della lamiera?
Come prassi industriale e attraverso analisi tecniche, i dati di test reali dovrebbero essere considerati come criteri per la selezione professionale dei materiali, anziché essere considerati meramente dati teorici, poiché le conseguenze dirette sulla precisione della lavorazione della lamiera sono inevitabili. Nel corso di un test di benchmarking durato tre mesi, un team ha completato ripetutamente oltre 200 serie di esperimenti di lavorazione con diversi spessori di lamiera e parametri di processo, secondo lo standard ASTM A240 per l'acciaio inossidabile. L'errore principale nella selezione tradizionale dei materiali consiste nell'ignorare le prestazioni dinamiche di lavorazione dei materiali stessi. La maggior parte degli ingegneri si limita a utilizzare componenti teorici senza considerare le effettive condizioni di piegatura, taglio e saldatura in officina .
Il nostro processo di collaudo è conforme alle norme di ispezione ISO 14323 per la formatura della lamiera e si impegna a colmare il divario tra teoria e pratica. La nostra esperienza pratica in diversi progetti di lavorazione della lamiera, tra cui dispositivi medici portatili industriali e componenti aeronautici di alta gamma, ci ha dimostrato che oltre il 90% degli scarti prematuri delle apparecchiature è dovuto a incompatibilità tra materiali e processi , piuttosto che a una scarsa precisione dei componenti.
Il nostro team vanta 15 anni di esperienza nella lavorazione di lamiere di alta gamma e, grazie a questa competenza, è in grado di risolvere centinaia di problemi di corrosione, deformazione e deviazioni dimensionali . Tutti i processi sono stati validati sulla produzione in serie e risultano adatti alle esigenze di lavorazione di lamiere per apparecchiature di alta gamma.
Grazie ai dati completi dei test e all'esperienza nella produzione di massa, le nostre soluzioni di selezione dei materiali per diversi progetti sono estremamente precise. Per evitare rapidamente errori di selezione e individuare il processo più adatto, puoi usufruire di una consulenza tecnica personalizzata gratuita. Se hai esigenze di progetto specifiche, puoi caricare il disegno e ottenere una soluzione di ottimizzazione DFM su misura.

Come controllare la variazione del ritorno elastico in curva nella lavorazione di precisione di lamiere di acciaio inossidabile?
Il coefficiente di incrudimento dell'acciaio inossidabile 304 è notevolmente superiore a quello del 316L, il che in pratica si traduce in un ritorno elastico maggiore di circa 1,5°-2,5° nelle piegature a 90° rispetto al 316L. Se non si utilizza la compensazione dinamica dello stampo, questo tende a tradursi in deviazioni dimensionali nei componenti di precisione in lamiera di acciaio inossidabile. La differenza nel coefficiente di ritorno elastico tra le lamiere di 304 e 316L, anche al variare dello spessore, rimane sostanzialmente invariata. Con un'adeguata compensazione dell'angolo e impostazioni dei parametri di pressione, gli errori di piegatura possono essere ridotti a valori paragonabili ai migliori standard industriali.
Dati misurati sui coefficienti di ritorno elastico per diversi spessori di lamiera
Il controllo preciso dell'errore di piegatura è un segnale di controllo fondamentale per la piegatura di precisione. Il gruppo ha condotto test reali su tre spessori di lamiera comuni: 1,5 mm, 2,0 mm e 3,0 mm, e si è avvalso di processi di lavorazione di precisione della lamiera, in modo da poter evitare la deviazione di formatura in modo più affidabile.
I dati misurati provengono tutti da verifiche ripetute effettuate nel reparto di produzione in serie, eliminando così qualsiasi errore tipico delle prove di laboratorio "ideali", e dovrebbero corrispondere alle condizioni reali di produzione. Di conseguenza, possono fungere da riferimento piuttosto affidabile per diverse applicazioni di piegatura dell'acciaio inossidabile.
I parametri specifici sono elencati di seguito e non sono teorici:
- Spessore della piastra 1,5 mm: angolo di ritorno elastico 304 3,0°, angolo di ritorno elastico 316L 1,2° compensazione richiesta 3,0°
- Spessore della piastra 2,0 mm: angolo di ritorno elastico 304 3,8°, angolo di ritorno elastico 316L 1,8°, compensazione richiesta 3,8°
- Spessore della piastra 3,0 mm: angolo di ritorno elastico 304 5,0°, angolo di ritorno elastico 316L 2,2°, compensazione richiesta 5,0°
Soluzione di controllo degli errori di piegatura ad alta precisione
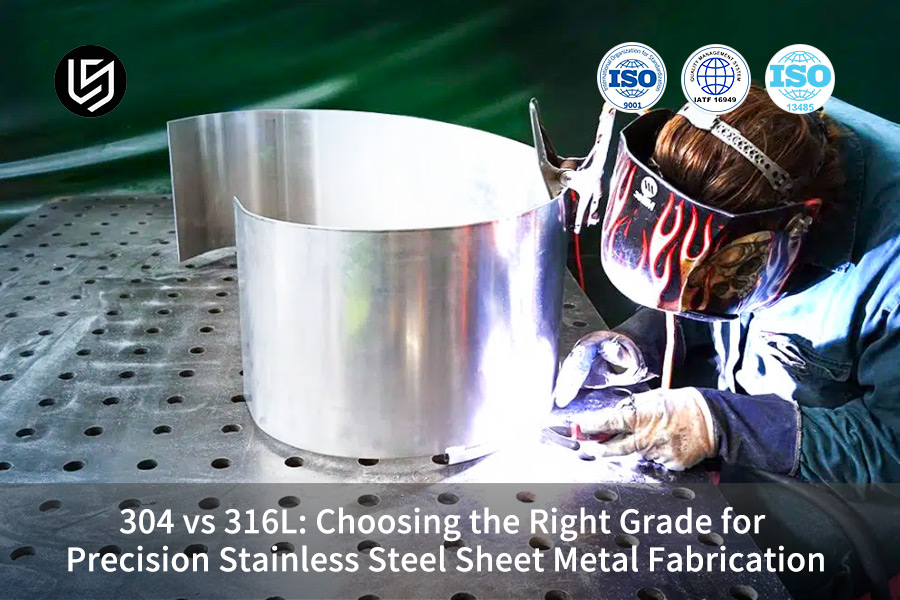
La calibrazione angolare in tempo reale compensa in modo eccellente la deviazione del ritorno elastico. Presso LS Manufacturing, utilizziamo una piegatrice CNC con misurazione angolare in tempo reale. Questa sfrutta appieno la tecnologia di compensazione dinamica dello stampo per garantire la massima precisione nella piegatura della lamiera . La deviazione dell'angolo di piegatura di tutte le lamiere in acciaio inossidabile è controllata entro 0,5°.
La modalità di compensazione dinamica è in grado di compensare in tempo reale la deviazione di deformazione della lamiera. Adattandosi ai diversi tipi di materiali e allo spessore dell'acciaio inossidabile, offre un'elevatissima flessibilità. Garantisce un accoppiamento estremamente perfetto degli involucri in lamiera per dispositivi medici ed elettronici, eliminando completamente qualsiasi gioco di assemblaggio.
Per garantire un allineamento preciso dei parametri di piegatura e l'assenza di deviazioni dimensionali, è possibile scaricare gratuitamente la tabella di riferimento dei parametri di piegatura . Per esigenze di lavorazione di pezzi ad alta precisione, si consiglia di contattare un tecnico per la definizione di uno schema di compensazione personalizzato.
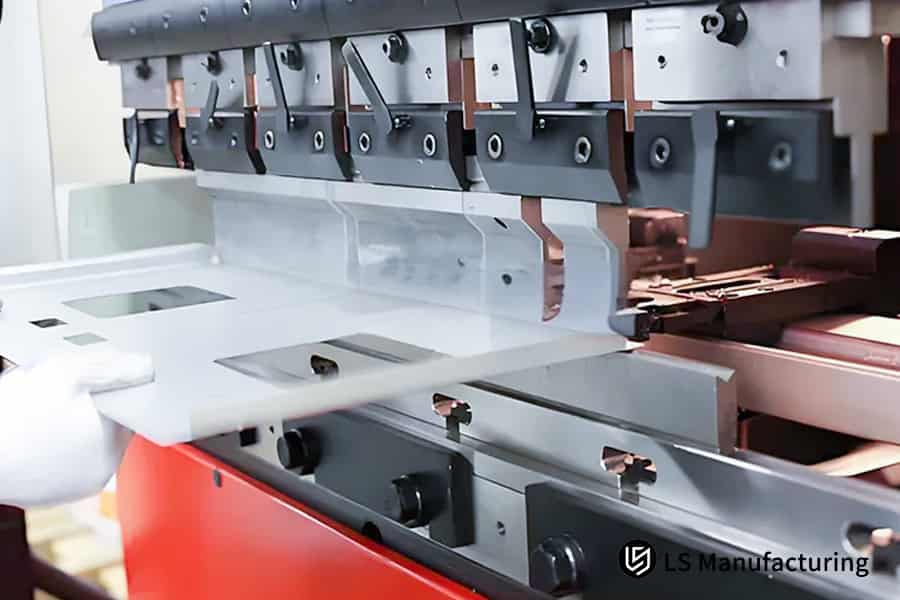
Figura 1: Un operaio aziona una pressa piegatrice di precisione per la piegatura di lamiere di acciaio inossidabile.
Come prevenire la corrosione intergranulare durante i processi di lavorazione della lamiera di acciaio inossidabile?
Durante la saldatura dell'acciaio inossidabile, la zona termicamente alterata (HAZ) con temperature comprese tra 450 °C e 850 °C può innescare la precipitazione di carburo di cromo, che a sua volta può causare corrosione intergranulare. L'acciaio inossidabile 316L a bassissimo tenore di carbonio (C ≤ 0,03%) presenta in genere una maggiore resistenza alle cricche rispetto al 304. Grazie a servizi professionali di lavorazione della lamiera di acciaio inossidabile , la corrosione intergranulare è praticamente un problema che si può evitare completamente, rendendo il materiale adatto alla realizzazione di apparecchiature di alta gamma, sigillate e sterili, destinate a resistere a condizioni operative gravose.
Il principio alla base della differenza di corrosione tra i due materiali
In pratica, la prevenzione della corrosione è un aspetto fondamentale della saldatura dell'acciaio inossidabile. L'acciaio inossidabile 304 ammette fino allo 0,08% di carbonio, quindi è più soggetto a sensibilizzazione, e anche il film di passivazione può essere danneggiato nella zona termicamente alterata ad alta temperatura.
Questo tipo di problema intrinseco al materiale non può essere risolto semplicemente con le tecniche di saldatura standard, perché è legato alla composizione chimica, quindi migliora solo ottimizzando il processo e selezionando attentamente il materiale. L'acciaio inossidabile 316L, d'altro canto, ha un basso contenuto di carbonio e contiene il 2-3% di molibdeno, che contribuisce a bloccare la precipitazione dei carburi e a mantenere più stabile la struttura della zona saldata.
Flusso di controllo del processo di saldatura standardizzato
- Controllo dell'apporto termico di saldatura: mantenere l'apporto termico entro un intervallo ristretto di 0,5–1,2 kJ/mm; in questo modo la zona termicamente alterata rimane più piccola e i componenti saldati restano complessivamente stabili.
- Eseguire i processi post-saldatura: ogni pezzo saldato deve essere sottoposto a decapaggio e passivazione, in modo che il film di passivazione superficiale possa essere riparato correttamente e si formi una struttura di lamiera stabile .
- Adattamento a scenari di fascia alta: per l'utilizzo nei semiconduttori e nelle apparecchiature mediche sterili, la tecnologia di saldatura non distruttiva dell'acciaio inossidabile 316L è solitamente la scelta predefinita , applicata uniformemente in tutte le applicazioni.

Figura 2: Primo piano di un componente in acciaio inossidabile con corrosione e scolorimento superficiale.
Quali sono i limiti dei parametri di taglio laser per la lavorazione di lamiere di materiali difficili?
Poiché l'acciaio inossidabile 316L contiene molibdeno e tende a presentare una viscosità più elevata, la sua resistenza alla rimozione delle scorie risulta superiore a quella del 304 durante il taglio laser. Pertanto, nei casi di lavorazione di lamiere con materiali difficili, è necessario un aumento del 20% della pressione del gas ausiliario, in particolare dell'azoto, per evitare la formazione di bave durante il taglio. Per il taglio laser del 316L, i limiti dei parametri di lavoro sono più ampi, il che significa che in genere è necessario un controllo più accurato. Se si bilanciano con precisione potenza, pressione del gas e velocità di taglio, è comunque possibile ottenere un bordo estremamente liscio con una rugosità superficiale Ra di 1,6 μm, che in genere soddisfa i requisiti estetici e dimensionali richiesti dalla lavorazione di lamiere di alta precisione, risultando al contempo adatto a diverse situazioni di lavorazione di lamiere personalizzate di alta gamma.
Matrice dei parametri di taglio laser ad alta potenza
La modulazione termica del laser è ciò che determina realmente la qualità del taglio. Una corretta regolazione permette di ottenere un taglio della lamiera più uniforme . Di seguito sono riportate le impostazioni misurate utilizzate da LS Manufacturing per il taglio laser a 10000 W, per diverse esigenze di lavorazione personalizzata di lamiere di acciaio inossidabile di alta gamma:
| Spessore della lastra | Materiale | Velocità di taglio (m/min) | Pressione dell'azoto (MPa) | Rugosità superficiale (Ra) |
| 1,5 mm | 304 | 3.2 | 1.2 | 1,6 μm |
| 1,5 mm | 316L | 2.8 | 1.44 | 1,6 μm |
| 3,0 mm | 304 | 1.8 | 1.5 | 2,4 μm |
| 3,0 mm | 316L | 1.5 | 1.8 | 3,2 μm |
Requisiti fondamentali per il taglio senza scorie
La purezza dell'azoto per il taglio deve essere ≥99,999% e il taglio dell'acciaio inossidabile 316L richiede una riduzione della velocità e la pressurizzazione. La rifilatura di alta qualità della lamiera viene ottenuta attraverso processi professionali che compensano la bassa conduttività termica e l'elevata viscosità del materiale, eliminando i problemi di scorie e deformazione termica. L'azoto ad alta purezza isola la reazione di ossidazione ad alta temperatura durante il taglio, garantendo che la struttura della lamiera di acciaio inossidabile rimanga il più possibile inalterata durante la produzione e migliorando la qualità superficiale e la resistenza alla corrosione dei prodotti.
Figura 3: Tabella di riferimento dello spessore di taglio laser per diversi metalli e livelli di potenza.
In che modo il costo di fabbricazione dell'acciaio inossidabile 304 rispetto al 316L influisce sul ritorno sull'investimento (ROI) del tuo prodotto?
Il prezzo della materia prima 316L è superiore di oltre il 30% rispetto a quello della 304. Allo stesso tempo, considerando che l'usura degli utensili è superiore del 15%, il costo di fabbricazione della 304 rispetto alla 316L aumenta considerevolmente. Implementando un processo ibrido di saldatura a separazione, è possibile ottimizzare il rapporto tra i materiali, risparmiando fino al 25% sui costi di produzione e aumentando così significativamente il ritorno sull'investimento (ROI) del prodotto. Questa è la strategia fondamentale per la riduzione dei costi nella lavorazione di lamiere di acciaio 304 rispetto alla 316L.
Dettagli del premio di costo multidimensionale
Il costo della contabilità dei materiali è pari alla proporzione della differenza tra i costi dei materiali. Tutti i costi aggiunti a questo materiale sono compresi nei costi di fornitura delle risorse, nelle perdite di lavorazione della pressa e nei costi della manodopera, e per implementare gli standard di contabilità dei costi per il risparmio sulla formatura della lamiera e l'adattamento a diversi progetti di contabilità dei costi di formatura della lamiera. Il calcolo dettagliato dei diversi premi di costo aiuta l'ingegnere nella selezione delle materie prime e migliora il controllo dei costi nella fase iniziale della progettazione.
| Dimensioni dei costi | 304 | 316L | Rapporto premio |
| Approvvigionamento di materie prime | Prezzo base | Premio 32% | 32% |
| Costo di utilizzo degli utensili | Abbigliamento base | Premio 15% | 15% |
| Tempo di elaborazione della piegatura | Tempo base | Premio 8% | 8% |
| Costo del trattamento superficiale | Costo base | premio 5% | 5% |
Strategia di progettazione DFM per l'ottimizzazione del ROI
- Involucro per supporti multimediali senza contatto, parti cave generiche per edifici esterni: utilizzare acciaio inossidabile 304 per contenere i costi.
- Tubazioni a contatto con i fluidi, componenti centrali a contatto con il sistema di disinfezione: è necessario utilizzare acciaio inossidabile 316L per garantire la durata nel tempo.
- Utilizzare un processo di saldatura a separazione strutturato, selezionare il materiale giusto per ottenere una lavorazione della lamiera economicamente vantaggiosa , ottimale tra costo e prestazioni.
Calcolo accurato dei costi di lavorazione del progetto e ottimizzazione dei rapporti tra i materiali (è possibile richiedere un calcolo gratuito del costo totale del progetto). Per soluzioni DFM personalizzate per la riduzione dei costi, si prega di contattare il nostro ingegnere per un'ottimizzazione individuale, utilizzando rapporti scientifici per raggiungere un equilibrio preciso tra i requisiti di prestazione della lavorazione di lamiere resistenti alla corrosione e il costo di budget del servizio di lavorazione di lamiere d'acciaio personalizzate.
Quale lega offre una durata superiore per la lavorazione di lamiere resistenti alla corrosione?
In ambienti marini, o quando è costantemente esposto a spruzzi di sale ad alta concentrazione, l'equivalente di corrosione per vaiolatura (PREN) dell'acciaio inossidabile 316L si attesta intorno a 23,1-28,5, un valore nettamente superiore a quello del 304 (18,0). È quindi efficace nel bloccare la corrosione per vaiolatura e contribuisce significativamente alla durabilità dei prodotti in lamiera resistenti alla corrosione in generale. Inoltre, la capacità del 316L di riparare il film di passivazione è molto superiore a quella del 304, garantendo oltre 5 anni di servizio senza manutenzione in condizioni di elevata salinità e cloro, senza particolari problemi.
Analisi quantitativa della corrosione del valore PREN
La resistenza alla nebbia salina è un aspetto fondamentale che le persone considerano per il comportamento alla corrosione. L'espressione PREN riconosciuta nel settore è fondamentalmente PREN = %Cr + 3,3 × %Mo + 16 × %N. Con metodi di produzione di alto livello, è possibile realizzare componenti durevoli in lamiera . L'acciaio inossidabile 304 non contiene molibdeno, quindi in presenza di nebbia salina tende a corrodersi più facilmente, mentre il 316L contiene molibdeno, elemento che aiuta il film di passivazione a rigenerarsi, quasi come se riparasse lo strato protettivo.
Questo valore rappresenta un parametro di riferimento standardizzato nel settore per la valutazione della resistenza alla corrosione dell'acciaio inossidabile ed è spesso considerato un valore di riferimento elevato. In genere, maggiore è il valore PREN, maggiore è la resistenza alla corrosione e più lunga è la durata di vita dell'apparecchiatura.
Prestazioni in condizioni estreme
- Acciaio inossidabile 304: dopo circa 300 ore di test standard in nebbia salina, compare ruggine rossa, quindi è probabile che si verifichino corrosione per vaiolatura e, infine, la necessità di raschiatura entro circa 6 mesi in ambienti costieri.
- Acciaio inossidabile 316L: nessuna ruggine rossa dopo 1000 ore di test standard in nebbia salina , le apparecchiature di monitoraggio marino possono Funzionano ancora in modo affidabile da oltre 5 anni.
- Miglioramento del processo: eseguendo test EDX sullo strato di passivazione e misurando accuratamente lo spessore, è possibile estendere ulteriormente il ciclo di lavorazione senza manutenzione del pezzo, garantendo maggiore stabilità e minori interruzioni.

Figura 4: Componenti in metallo argentato con fori e piegature, disposti su una superficie di lavoro.
Come progettare per ridurre al minimo la deformazione nella lavorazione di lamiere di acciaio inox 304 e 316L?
Poiché l'acciaio inossidabile 316L presenta un coefficiente di dilatazione termica inferiore ad alte temperature rispetto al 304, ma mostra anche una maggiore resistenza allo snervamento a temperatura ambiente , il modo in cui le tensioni interne iniziano a rilasciarsi è leggermente diverso durante la stampatura di lamiere di grandi dimensioni e anche durante la piegatura continua. Questa è la principale differenza di processo tra la lavorazione di lamiere in 304 e in 316L . Per i pezzi a parete sottile e di grandi dimensioni , se si regolano determinati intervalli di processo e si presta attenzione alla sequenza di saldatura, l'errore di planarità è generalmente controllabile entro circa 0,8 mm.
Principali cause di distorsione nei pezzi lavorati di forma irregolare
Il rilascio delle tensioni interne determina sostanzialmente la planarità del pezzo. Seguendo metodi di rilascio delle tensioni efficaci, è possibile mantenere bassa la distorsione durante la formatura della lamiera . Quando il rapporto d'aspetto è superiore a 5:1 e lo spessore è inferiore a 1,5 mm , l'acciaio inossidabile 304 tende a torcersi e inclinarsi durante la deformazione, mentre l'acciaio inossidabile 316L tende a mantenere le tensioni residue di flessione. Pertanto, questi componenti a parete sottile, lunghi e snelli, sono tra i più soggetti a deformazione nella lavorazione della lamiera e rappresentano anche la categoria di pezzi più importante che richiede un controllo rigoroso durante la produzione di precisione .
Soluzioni di processo antideformazione più precise
- Controllo del gioco della matrice: mantenere il gioco tra il punzone e la matrice inferiore intorno al 12%-15% dello spessore della lamiera ; questo aiuta a evitare deformazioni di tipo estrusivo.
- Processo di ottimizzazione delle sollecitazioni: utilizzare un metodo di precompressione inversa per bilanciare le sollecitazioni residue di stampaggio.
- Ottimizzazione della sequenza di saldatura: applicare un approccio di saldatura simmetrico e segmentato in modo che le tensioni termiche generate dalla saldatura vengano rilasciate in modo più uniforme , e non in un unico punto.
Grazie a questi passaggi, è possibile raggiungere una planarità lineare di ≤0,8 mm per componenti in lamiera lunghi 1,5 metri. Questo è sufficiente per soddisfare i requisiti di assemblaggio industriale di fascia alta e contribuisce a prevenire efficacemente i difetti di deformazione nella lavorazione di precisione della lamiera di acciaio inossidabile, anche in forme complesse, migliorando la stabilità del prodotto finito nei servizi di lavorazione personalizzata della lamiera d'acciaio.
Perché scegliere un fornitore certificato per progetti di lavorazione di lamiere d'acciaio personalizzate?
La lavorazione di alta qualità dell'acciaio inossidabile dipende non solo dai macchinari stessi, ma anche dalla tracciabilità dei materiali in ingresso (MTR) e da procedure di controllo qualità conformi alle norme ISO 9001 e IATF 16949. In pratica, servizi professionali e standardizzati di lavorazione della lamiera di acciaio inossidabile rappresentano la principale garanzia di un servizio affidabile di lavorazione della lamiera su misura . La corretta documentazione di conformità e una revisione completa del processo di qualità eliminano i rischi, come l'alterazione dei materiali o un controllo di processo inadeguato, garantendo la stabilità del prodotto nel tempo.
Sistema per il controllo completo della qualità delle materie prime lungo tutto il ciclo di vita del prodotto.
Un sistema di tracciabilità garantisce la conformità delle materie prime. Ogni lamiera viene sottoposta a una nuova ispezione della composizione al 100% tramite spettroscopia XRF , che consente di distinguere chiaramente l'acciaio inossidabile 304 dal 316L, impedendo l'immissione di materiale di qualità inferiore e mantenendo solida l'intera logica di ispezione per la fabbricazione standardizzata di lamiere . Il controllo completo di ogni lotto evita inoltre problemi di miscelazione tra i lotti, risultando particolarmente adatto a progetti che richiedono una conformità rigorosa, come quelli per applicazioni medicali o apparecchiature di precisione.
Controllo di qualità standardizzato e certificazione di qualificazione.
- Configurazione hardware: include una macchina di misura a coordinate (CMM) con temperatura stabile 24 ore su 24 per mantenere controllata la precisione dimensionale.
- Competenze del personale: il personale è composto da tecnici specializzati in controlli non distruttivi (CND), incaricati principalmente di supervisionare la qualità della saldatura e le prestazioni di formatura , non solo l'aspetto finale.
- Documentazione di conformità: è possibile fornire un pacchetto completo di documenti, come ad esempio il PPAP Livello 3, i certificati dei materiali e i report RoHS.
Caso di studio: come LS Manufacturing ha risolto il grave problema di corrosione e deformazione in un progetto di contenitore medicale personalizzato
Grazie a procedure di lavorazione precise e a un'attenta selezione dei materiali, è possibile gestire completamente i problemi di vaiolatura e deformazione tipici della lavorazione di lamiere resistenti alla corrosione, raggiungendo così un tasso di resa di produzione di massa estremamente elevato , soprattutto per le lamiere di precisione in ambito medicale.
Sfida del cliente
L'involucro di una macchina per emodialisi di una nota azienda medica statunitense è stato realizzato in acciaio inossidabile 304. Dopo una prolungata immersione in soluzione salina e ripetuti cicli di sterilizzazione ad alta temperatura, in soli 4 mesi si è manifestata una corrosione per vaiolatura su vasta area. Contemporaneamente, sono comparse anche numerose microfratture nelle zone di saldatura, che hanno messo a nudo i punti deboli dei tipici processi di lavorazione della lamiera, particolarmente soggetti alla corrosione .
Il sistema di regolazione della pressione del fornitore originale non era conforme agli standard, causando una deviazione della planarità del pezzo superiore a 2,5 mm, impedendo alle guarnizioni di aderire correttamente e creando evidenti rischi di perdite per l'apparecchiatura. Alla fine, è stato avviato un richiamo di massa con conseguenti ingenti perdite finanziarie , che a loro volta hanno gravemente danneggiato la reputazione del marchio e le attività di mercato.
Soluzione di produzione LS
- Grazie alla nostra esperienza pratica nella personalizzazione di lamiere di precisione per il settore medicale , il team è intervenuto rapidamente e ha eseguito una simulazione operativa per individuare con precisione la causa del guasto. Si è scoperto che il problema principale era dovuto all'insufficiente resistenza alla corrosione da ioni cloruro dell'acciaio inossidabile 304 e all'incapacità delle procedure standard di controllare adeguatamente la distorsione termica in componenti a parete sottile.
- Abbiamo quindi proposto una soluzione più mirata, che consiste sostanzialmente nel sostituire la materia prima con acciaio inossidabile 316L a bassissimo contenuto di carbonio , in modo che possa resistere meglio alla corrosione causata dai disinfettanti, a livello del materiale stesso.
- Per quanto riguarda il processo, abbiamo adottato una macchina da taglio laser tedesca TRUMPF da 10.000 watt e abbiamo mantenuto sotto stretto controllo la larghezza della zona termicamente alterata della saldatura, mantenendola a 0,2 mm o inferiore.
- Per la piegatura, la configurazione includeva uno speciale parametro di compensazione del ritorno elastico di 3,2°, abbinato a un sistema di saldatura non distruttiva a 5 assi e a dispositivi di fissaggio personalizzati, in modo da limitare efficacemente la deformazione termica complessiva.
Risultati e valore
Dopo l'ottimizzazione, il prodotto ha superato il test di nebbia salina neutra ASTM B117 per 1200 ore, senza presentare alcuna traccia di ruggine. La planarità del pezzo è migliorata da 2,5 mm a meno di 0,35 mm , eliminando completamente il rischio di perdite di tenuta e allineandosi perfettamente ai rigorosi requisiti di qualità per la lavorazione di lamiere di alta precisione .
Il processo di assemblaggio delle apparecchiature è fluido e il tasso di successo al primo tentativo ha raggiunto il 99,8%. Ciò significa che soddisfa i rigorosi standard di sterilità, tenuta e durata delle apparecchiature mediche. Successivamente, il cliente ha interrotto la precedente collaborazione e ha firmato un accordo di fornitura esclusiva a lungo termine per 1500 set, riducendo significativamente anche i costi di assistenza post-vendita e quelli relativi ai richiami.
Per replicare la stessa soluzione ottimizzata di lavorazione della lamiera per applicazioni medicali, si prega di consultare il caso di progetto completo. Per esigenze di personalizzazione di precisione nella lavorazione della lamiera, inviate i vostri disegni per ottenere soluzioni e preventivi personalizzati. Offriamo una soluzione completa per i problemi di lavorazione di lamiere complesse , ottimizzando il budget complessivo dei costi di fabbricazione (acciaio inox 304 vs 316L).

FAQ
D1: Il controllo totale sulla lavorazione di precisione della lamiera 316L è migliore rispetto al 304?
Assolutamente no. L'acciaio inossidabile 316L offre vantaggi prestazionali esclusivamente in condizioni severe (ambienti marini, ad alta concentrazione salina, in particolare in ambito medico) e in questo modo è realizzabile in apparecchiature di tenuta di alta precisione. L'acciaio inossidabile 304, noto per la sua facilità di lavorazione e i costi inferiori , sarebbe invece adatto alle esigenze tipiche della lavorazione della lamiera in ambienti interni e in ambienti esterni non troppo aggressivi.
D2: Quanto costa di più l'acciaio inossidabile 316L rispetto al 304 nella lavorazione di lamiere per strutture in acciaio personalizzate?
Il costo della materia prima 316L è superiore del 30%-40% rispetto a quello della 304 a causa del molibdeno. Anche i costi di lavorazione e produzione della lamiera 316L aumentano a causa della sua maggiore viscosità e della maggiore durezza , che usurano gli utensili il 15% più velocemente rispetto all'utilizzo della 304.
D3: È possibile utilizzare gli stessi stampi di piegatura per l'acciaio inossidabile 304 e 316L? Ovvero, è necessario modificare/riscrivere il programma CNC?
La formabilità dell'acciaio inossidabile 304 è inferiore a quella del 316L. Poiché il tasso di incrudimento è superiore a quello del 316L, quando l'angolo di piegatura standard è di 90°, l'angolo di ritorno elastico sarà di 1,5-2,5 ° maggiore. Se si utilizza lo stesso programma CNC (senza alcuna compensazione dell'angolo), ciò causerà direttamente il superamento della tolleranza dimensionale del pezzo e un errore di assemblaggio.
D4: Come mai l'acciaio inossidabile 304 tende ad arrugginirsi maggiormente in corrispondenza delle saldature durante la lavorazione di lamiere di alta precisione?
Il contenuto di carbonio dell'acciaio inossidabile 304 è fino allo 0,08%. Il contatto con temperature elevate provoca una reazione di sensibilizzazione con precipitazione di carburo di cromo, che distrugge il film di passivazione anticorrosione superficiale. Senza il processo di decapaggio e passivazione standard, le saldature si corroderanno e si romperanno in breve tempo.
D5: Quale materiale è più difficile da lavorare con il taglio laser a fibra?
L'acciaio inossidabile 316L è più difficile da lavorare. Presenta una bassa conduttività, un'elevata viscosità allo stato fuso e una resistenza alla rimozione delle scorie di gran lunga superiore a quella del 304. Per ottenere un taglio perfetto, senza bave o scorie, è necessaria una pressione dell'azoto superiore del 20% rispetto allo standard.
Q6: Per una lamiera di acciaio inox 316L di spessore 1,5 mm, qual è il raggio di curvatura minimo da utilizzare?
Si consiglia la piegatura manuale della lamiera di precisione 316L con spessore inferiore a 1,5 mm. Il raggio di curvatura minimo del mandrino interno per la lamiera 316L di 1,5 mm di spessore è di 1,5 mm, corrispondente allo standard di lavoro 1T. Ciò può anche prevenire efficacemente la formazione di cricche da trazione sulla superficie esterna della lamiera, con particolare attenzione all'integrità complessiva del pezzo e alla precisione di assemblaggio.
D7: Come fa LS Manufacturing a verificare che l'acciaio inossidabile 316L non sia mischiato con il 304?
Abbiamo implementato un processo completo di test e controllo dell'origine dei materiali. Prima della ricezione delle lamiere, dei test sui metalli e della spedizione del prodotto finito, utilizziamo un pratico spettrometro XRF per testare al 100% la composizione del materiale , confermando con precisione la presenza di molibdeno e cromo ed evitando efficacemente qualsiasi miscelazione di materiali 304 e 316L.
D8: È possibile ridurre i costi di lavorazione degli acciai 304 e 316L mediante la progettazione della lamiera (DFM)?
Sì, l'ottimizzazione DFM professionale può essere applicata alla progettazione di componenti con struttura mista, in cui l'acciaio inossidabile 316L è utilizzato solo nelle aree di contatto con la corrosione del nucleo, mentre il resto della struttura è in acciaio inossidabile 304. Questo può consentire un risparmio sui costi di quasi il 25%. Inoltre, è possibile caricare facilmente i disegni , ottenere un preventivo immediato e personalizzare ulteriormente lo schema di lavorazione in base alle esigenze di costo.
Riepilogo
La scelta tra acciaio inossidabile 304 e 316L non è solo una questione di prezzo, ma anche di fattibilità di lavorazione, ciclo di vita del prodotto e ritorno sull'investimento. Indubbiamente, il 304 è molto facile da lavorare e offre un elevato rapporto qualità-prezzo, adatto alla produzione industriale di lamiere. Il 316L, invece, vanta un'eccellente resistenza alla corrosione e saldabilità, e soddisfa pienamente le esigenze dei settori medicale, navale e chimico. Comprendere le differenze in termini di ritorno elastico, taglio e resistenza alla corrosione tra i due è fondamentale per una lavorazione di precisione di alto livello delle lamiere, in grado di adattarsi alle esigenze di produzione di precisione in molteplici scenari.
LS Manufacturing è un'azienda specializzata nella lavorazione di lamiere di alta precisione e nella fornitura di servizi personalizzati. Grazie a un'esperienza ventennale nel settore, a macchinari professionali all'avanguardia e a un sistema di controllo qualità a doppia conformità, offriamo un servizio completo che include la selezione dei materiali, l'ottimizzazione DFM (Design for Manufacturing), la lavorazione più accurata e la consegna conforme alle normative. Inoltre, controlliamo con precisione i costi di lavorazione dei materiali e minimizziamo i tempi di implementazione del processo. Per diverse applicazioni, come tolleranze micrometriche, saldature complesse e ottimizzazione dei costi, il nostro team di esperti garantisce una risposta rapida entro 24 ore. Inviateci il vostro disegno e riceverete gratuitamente una consulenza sulla fattibilità di un prodotto personalizzato e un preventivo competitivo.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com 
