يشير تصنيع ومعالجة صفائح الفولاذ المقاوم للصدأ بدقة إلى عملية تعتمد على دقة التصنيع وخصائص المادة، مما يؤدي إلى تحقيق الخصائص الأربعة للفولاذ وحل أربع مشكلات رئيسية في معالجة الصفائح المعدنية، وهي : عدم التوافق بين الفولاذ المقاوم للصدأ 304 و316L، وعدم توافق معايير التصنيع، والتشوه الناتج عن التآكل، وهدر التكاليف . يتميز الفولاذ المقاوم للصدأ 304 بمقاومة ارتداد أكبر بمقدار 3-5 مرات وتكلفة أقل بنسبة 30-40% من الفولاذ المقاوم للصدأ الأوستنيتي، ويُستخدم للأغراض العامة. بينما تجعل مقاومة التآكل وثبات اللحام الجيد للفولاذ المقاوم للصدأ 316L منه مناسبًا للاستخدامات الطبية والبحرية عالية المتطلبات.
لا توفر كتيبات المواد التقليدية سوى تركيبات ثابتة دون مواكبة لتغيرات عمليات التصنيع في ورش العمل، مما يؤدي بسهولة إلى هدر المواد. تستند هذه المقالة إلى بيانات قياس فعلية، وتقارن من جوانب مختلفة اختلافات إجراءات معالجة المواد ، وتقدم حلولاً محتملة للاختيار والمعالجة.
نظرة عامة سريعة على الاستنتاجات الرئيسية في معالجة الفولاذ المقاوم للصدأ 304 مقابل 316L
يلخص هذا الفصل الفروق الرئيسية بين نوعي معالجة الصفائح المعدنية المصنوعة من الفولاذ المقاوم للصدأ من حيث التكيف البيئي والتحكم في التكاليف، بحيث يمكن للمستخدمين التعرف بسرعة على المواد وحلول المعالجة التي تناسب مشاريعهم وتجنب الأخطاء الأساسية في الاختيار.
| أبعاد المقارنة | الفولاذ المقاوم للصدأ 304 | الفولاذ المقاوم للصدأ 316L | سيناريوهات التطبيق الموصى بها |
| أداء التشكيل والانحناء | معدل تصلب عالٍ، ارتداد كبير (3°-5°)، يتطلب تعويضًا دقيقًا للزاوية. | مرونة أفضل، ارتداد أقل، لكنه يتطلب ضغط انحناء أكبر. | يُفضل استخدام الفولاذ 316L في عمليات الثني عالية الدقة، بينما يُفضل استخدام الفولاذ 304 في أعمال الأشغال العامة. |
| مقاومة التآكل | قيمة PREN 18.0 ، مناسبة فقط للبيئات العامة المقاومة للتآكل. | قيمة PREN من 23.1 إلى 28.5، مقاومة للتآكل الناتج عن الكلوريد ورذاذ الملح. | يُعدّ الفولاذ المقاوم للصدأ 316L ضروريًا للتطبيقات الطبية والبحرية والكيميائية . |
| تكاليف المعالجة | انخفاض تكاليف المواد الخام والتصنيع، وزيادة فعالية التكلفة. | التكلفة الإجمالية أعلى بنسبة 30% إلى 40% ، وتآكل الأدوات أعلى. | يُستخدم الفولاذ 304 في الأجزاء الهيكلية العامة، بينما يُستخدم الفولاذ 316L في الأجزاء الوظيفية الأساسية. |
| استقرار اللحام | عرضة للتآكل بين الحبيبات، مع وجود المزيد من العيوب في المنطقة المتأثرة بالحرارة. | نسبة كربون منخفضة، حساسية منخفضة، لا توجد تشققات في اللحام ، إحكام إغلاق أقوى. | يفضل استخدام الفولاذ 316L في لحام وختم المعدات المعقمة. |
أهم النقاط الرئيسية:
- أداء التشكيل: يتميز الفولاذ 304 بأسرع معدل تصلب، بالإضافة إلى ارتداد انحناء أعلى بمقدار 3-5 درجات من الفولاذ 316L، ولذلك يتطلب تعويضًا أكثر دقة. يتمتع الفولاذ 316L بليونة أفضل قليلاً، ولكنه يحتاج إلى قوة انحناء أكبر.
- الاختيار البيئي: يُشترط استخدام الفولاذ المقاوم للصدأ 316L في الحالات التي تتطلب حماية من مياه البحر أو محتوى عالٍ من الكلوريد (مثل التنظيف الطبي). أما الفولاذ المقاوم للصدأ 304 فيكفي في الحالات التي تتطلب حماية من العوامل الجوية أو التآكل الناتج عن المواد الغذائية.
- استراتيجية التكلفة: تزيد تكاليف المواد الخام والتصنيع للفولاذ 316L بنسبة 30-40% عن تلك الخاصة بالفولاذ 304 بسبب عنصر سبيكة الموليبدينوم. لذا، ينبغي شراء الفولاذ وفقًا لمتطلبات المطابقة المحددة للأجزاء.
لماذا تثق بخبرة شركة JS Precision في اختيار الفولاذ المقاوم للصدأ 304 مقابل 316L لتصنيع الصفائح المعدنية؟
بحسب الممارسات الصناعية والتحليلات الفنية، ينبغي اعتماد بيانات الاختبارات الفعلية كمعيار لاختيار المواد الاحترافية بدلاً من البيانات النظرية فقط، نظراً لما يترتب على ذلك من آثار مباشرة على دقة العمل في تشكيل الصفائح المعدنية. وخلال اختباراتي المعيارية التي أجريتها على مدار ثلاثة أشهر، أنجز فريقٌ ما أكثر من 200 تجربة معالجة متكررة لسمك الصفائح ومعاييرها، وفقاً لمعيار ASTM A240 للفولاذ المقاوم للصدأ. يكمن الخطأ الرئيسي في اختيار المواد التقليدي في تجاهل الأداء الديناميكي للمواد أثناء عمليات المعالجة. إذ يكتفي معظم المهندسين باستخدام المكونات النظرية دون مراعاة ظروف الثني والقطع واللحام الفعلية في ورش العمل .
تتوافق عملية الاختبار لدينا مع قواعد فحص ISO 14323 لتشكيل الصفائح المعدنية، ونسعى جاهدين لتحقيق التطابق بين النظرية والتطبيق. وبفضل خبرتنا العملية في مشاريع الصفائح المعدنية للأجهزة الطبية المحمولة والطائرات المتطورة، تبين أن أكثر من 90% من حالات تعطل المعدات في المراحل المبكرة ناتجة عن عدم توافق المواد والعمليات ، وليس عن ضعف دقة المكونات.
يتمتع فريقنا بخبرة تراكمية تمتد لخمسة عشر عامًا في مجال معالجة الصفائح المعدنية المتطورة، وبفضل هذه الخبرة، تمكنا من حل مئات المشكلات المتعلقة بالتآكل والتشوه والانحرافات في الأبعاد . وقد تم التحقق من جميع عملياتنا في الإنتاج الضخم، مما يجعلها مناسبة لمتطلبات الصفائح المعدنية المستخدمة في المعدات المتطورة.
استنادًا إلى بيانات الاختبارات الشاملة وخبرتنا في الإنتاج الضخم، تتميز حلولنا لاختيار المواد لمختلف المشاريع بدقة عالية. ولتجنب أخطاء الاختيار بسرعة واختيار أفضل عملية، يمكنك الحصول على استشارة فنية فردية مجانية. إذا كانت لديك متطلبات مشروع محددة، يمكنك تحميل الرسم والحصول على حل مُحسَّن للتصميم من أجل التصنيع (DFM) مُخصَّص لك.

كيفية التحكم في تباين ارتداد الانحناء في تصنيع الصفائح المعدنية المصنوعة من الفولاذ المقاوم للصدأ بدقة عالية؟
معدل تصلب الفولاذ المقاوم للصدأ 304 أعلى بشكل ملحوظ من نظيره 316L، مما يُعطي عمليًا ارتدادًا أكبر بمقدار 1.5 إلى 2.5 درجة عند ثنيه بزاوية 90 درجة مقارنةً بـ 316L. في حال عدم استخدام تعويض القالب الديناميكي، قد يؤدي ذلك إلى انحرافات في أبعاد أجزاء تصنيع الصفائح المعدنية الدقيقة المصنوعة من الفولاذ المقاوم للصدأ. يبقى الفرق في معامل الارتداد بين صفائح 304 و316L ثابتًا تقريبًا حتى مع تغير السماكة. مع ضبط تعويض الزاوية ومعاملات الضغط بشكل صحيح، يمكن التحكم في أخطاء الثني لتصل إلى أعلى معايير الجودة الصناعية، تقريبًا.
بيانات مُقاسة عن معاملات الارتداد المرن لألواح ذات سماكات مختلفة
يُعدّ التحكم الدقيق في أخطاء الثني إشارة تحكم أساسية في عمليات الثني الدقيقة. وقد أجرى الفريق اختبارات عملية على ثلاثة سماكات شائعة للصفائح المعدنية: 1.5 مم، و2.0 مم، و3.0 مم، معتمدًا على عمليات تصنيع الصفائح المعدنية الدقيقة، مما يُتيح تجنب انحرافات التشكيل بطريقة أكثر موثوقية.
جميع البيانات المقاسة مستمدة من عمليات فحص متكررة في ورشة الإنتاج الضخم، لذا يتم استبعاد أي خطأ "مثالي" ناتج عن ظروف المختبر، ومن المفترض أن تتطابق مع ظروف الإنتاج الفعلية. ونتيجة لذلك، يمكن اعتبارها مرجعًا موثوقًا به إلى حد كبير للعديد من تطبيقات ثني الفولاذ المقاوم للصدأ.
المعايير المحددة مذكورة أدناه، وهي ليست نظرية:
- سمك الصفيحة 1.5 مم: زاوية ارتداد 3.0 درجة للفولاذ 304، وزاوية ارتداد 1.2 درجة للفولاذ 316L، يلزم تعويض 3.0 درجة
- سمك الصفيحة 2.0 مم: زاوية الارتداد للفولاذ 304 هي 3.8 درجة، وزاوية الارتداد للفولاذ 316L هي 1.8 درجة، والتعويض المطلوب هو 3.8 درجة.
- سمك الصفيحة 3.0 مم: زاوية الارتداد 304 هي 5.0 درجة، وزاوية الارتداد 316L هي 2.2 درجة، والتعويض المطلوب هو 5.0 درجة.
حلول التحكم في أخطاء الانحناء عالية الدقة
تُعوض معايرة الزاوية في الوقت الفعلي انحراف الارتداد المرن بكفاءة عالية. في شركة LS Manufacturing، تُستخدم آلة ثني CNC لقياس الزاوية في الوقت الفعلي. تستفيد هذه الآلة استفادة كاملة من تقنية التعويض الديناميكي للقالب لتحقيق أقصى دقة في ثني الصفائح المعدنية . ويتم التحكم في انحراف زاوية الثني لجميع صفائح الفولاذ المقاوم للصدأ ضمن نطاق 0.5 درجة.
يُمكن لنمط التعويض الديناميكي معالجة انحرافات تشوه الصفائح المعدنية في الوقت الفعلي. ويتغير هذا النمط تبعًا لنوع المواد وسماكة الفولاذ المقاوم للصدأ، مما يمنحه قدرة فائقة على التكيف. وبفضل ذلك، تتميز أغلفة الصفائح المعدنية الطبية والإلكترونية بتركيب مثالي للغاية، دون أي ارتخاء في التجميع.
لضمان مطابقة دقيقة لمعلمات الانحناء وعدم وجود انحراف في الأبعاد، يمكن تنزيل جدول مرجع معلمات الانحناء مجانًا، أما بالنسبة لاحتياجات معالجة قطع العمل عالية الدقة، فيُرجى الاتصال بمهندس لتصميم نظام تعويض مخصص.
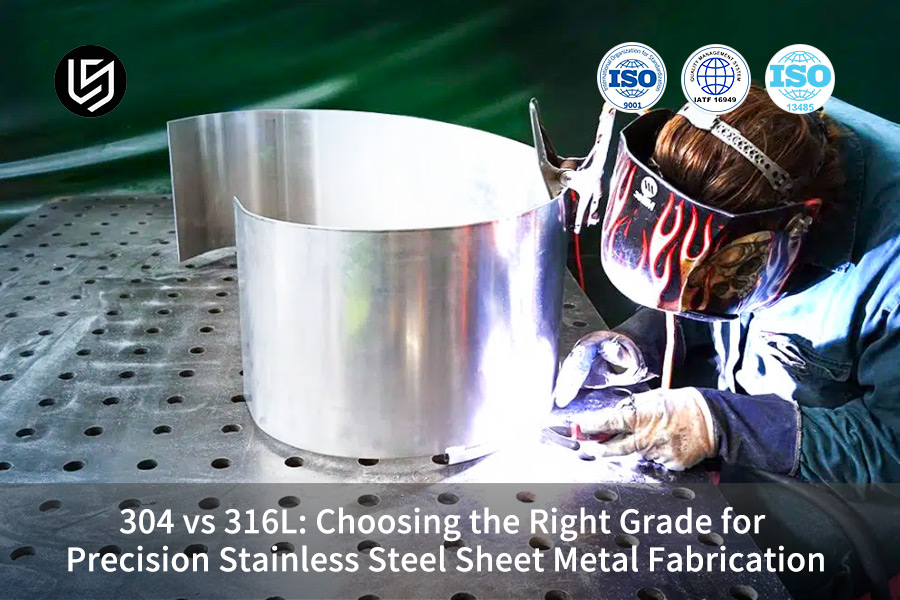
الشكل 1: عامل يقوم بتشغيل مكبس ثني دقيق لثني صفائح الفولاذ المقاوم للصدأ.
كيفية منع التآكل بين الحبيبات أثناء خدمات تصنيع الصفائح المعدنية المصنوعة من الفولاذ المقاوم للصدأ؟
عند لحام الفولاذ المقاوم للصدأ، قد تؤدي درجة حرارة المنطقة المتأثرة بالحرارة عند حوالي 450-850 درجة مئوية إلى ترسب كربيد الكروم، مما قد يتسبب في تآكل بين الحبيبات. يتميز الفولاذ المقاوم للصدأ 316L منخفض الكربون للغاية (نسبة الكربون ≤ 0.03%) بمقاومة أفضل للتشقق من الفولاذ 304. مع خدمات تصنيع صفائح الفولاذ المقاوم للصدأ الاحترافية، يُمكن تجنب التآكل بين الحبيبات تمامًا، مما يجعله مناسبًا للاستخدام طويل الأمد في المعدات المعقمة والمغلقة عالية الجودة التي يجب أن تتحمل ظروف تشغيل قاسية.
المبدأ الكامن وراء اختلاف التآكل بين المادتين
يُعدّ منع التآكل جزءًا أساسيًا من لحام الفولاذ المقاوم للصدأ عمليًا. يسمح الفولاذ المقاوم للصدأ من النوع 304 بنسبة كربون تصل إلى 0.08%، مما يجعله أكثر عرضة للتآكل، كما يمكن أن تتضرر طبقة التخميل في المنطقة المتأثرة بالحرارة العالية.
لا يمكن معالجة هذا النوع من المشاكل المتأصلة في المادة باستخدام تقنيات اللحام التقليدية فقط، لأنها مرتبطة بالتركيب الكيميائي، لذا لا تتحسن إلا بتحسين عملية اللحام واختيار المواد بعناية. من ناحية أخرى، يحافظ الفولاذ المقاوم للصدأ 316L على نسبة منخفضة من الكربون ويحتوي على 2-3% من الموليبدينوم، مما يساعد على منع ترسب الكربيدات ويحافظ على استقرار بنية منطقة اللحام.
تدفق التحكم في عملية اللحام الموحدة
- التحكم في مدخلات حرارة اللحام: حافظ على مدخلات الحرارة ضمن نطاق 0.5-1.2 كيلوجول/مم، وبهذه الطريقة تظل المنطقة المتأثرة بالحرارة أصغر، وتبقى المكونات الملحومة ثابتة بشكل عام.
- تنفيذ عمليات ما بعد اللحام: يجب أن تخضع كل قطعة عمل ملحومة لعملية التخليل والتخميل، حتى يمكن إصلاح طبقة التخميل السطحية بشكل صحيح وتشكيل هيكل تصنيع صفائح معدنية مستقر .
- التكيف مع السيناريوهات المتطورة: بالنسبة لاستخدام أشباه الموصلات والمعدات الطبية المعقمة ، فإن تقنية اللحام غير المدمرة 316L هي الخيار الافتراضي عادةً ، بشكل موحد عبر عمليات النشر.

الشكل 2: صورة مقربة لجزء من الفولاذ المقاوم للصدأ مع تآكل السطح وتغير اللون.
ما هي حدود معلمات القطع بالليزر لتصنيع الصفائح المعدنية من المواد الصعبة؟
نظرًا لاحتواء الفولاذ 316L على الموليبدينوم، ولزوجته العالية، فإن قدرته على إزالة الخبث أثناء القطع بالليزر تتفوق على الفولاذ 304. لذا، في حالات تصنيع الصفائح المعدنية التي تتطلب معالجة دقيقة، يلزم زيادة ضغط الغاز المساعد، وخاصة النيتروجين، بنسبة 20% للحفاظ على سطح القطع خاليًا من النتوءات. تتميز حدود المعايير القابلة للتطبيق في القطع بالليزر باستخدام الفولاذ 316L بأنها أوسع، مما يعني الحاجة إلى تحكم أدق. مع ذلك، يُمكن تحقيق حافة فائقة النعومة بدقة Ra 1.6 ميكرومتر عند ضبط القدرة وضغط الغاز وسرعة القطع بدقة متناهية، مما يُلبي متطلبات المظهر والأبعاد المطلوبة في تصنيع الصفائح المعدنية عالية الدقة، فضلًا عن ملاءمته لمختلف تطبيقات معالجة الصفائح المعدنية المخصصة عالية الجودة.
مصفوفة معلمات القطع بالليزر عالي الطاقة
يُعدّ تعديل حرارة الليزر العامل الأساسي في تحديد جودة القطع. فعند ضبطه بدقة، نحصل على قطع أكثر سلاسة للصفائح المعدنية . فيما يلي الإعدادات المُقاسة التي تستخدمها شركة LS Manufacturing لقطع الليزر بقدرة 10000 واط، وهي مُخصصة لتلبية متطلبات معالجة الصفائح المعدنية المصنوعة من الفولاذ المقاوم للصدأ عالي الجودة.
| سمك الصفيحة | مادة | سرعة القطع (م/دقيقة) | ضغط النيتروجين (ميجا باسكال) | خشونة السطح (Ra) |
| 1.5 مم | 304 | 3.2 | 1.2 | 1.6 ميكرومتر |
| 1.5 مم | 316L | 2.8 | 1.44 | 1.6 ميكرومتر |
| 3.0 مم | 304 | 1.8 | 1.5 | 2.4 ميكرومتر |
| 3.0 مم | 316L | 1.5 | 1.8 | 3.2 ميكرومتر |
المتطلبات الأساسية للقطع الخالي من الخبث
يجب أن تكون نقاوة النيتروجين المستخدم في القطع ≥ 99.999% ، ويتطلب قطع الفولاذ المقاوم للصدأ 316L خفض السرعة وزيادة الضغط. يتم تحقيق تشذيب عالي الجودة لصفائح المعادن من خلال عمليات احترافية لمعالجة انخفاض الموصلية الحرارية وارتفاع لزوجة المادة، والقضاء على مشاكل الخبث والتشوه الحراري. يعمل النيتروجين عالي النقاوة على عزل تفاعل الأكسدة عند درجات الحرارة العالية أثناء القطع، مما يضمن بقاء بنية صفائح الفولاذ المقاوم للصدأ دون تغيير إلى أقصى حد ممكن خلال عملية الإنتاج، ويعزز جودة السطح ومقاومة التآكل للمنتجات.
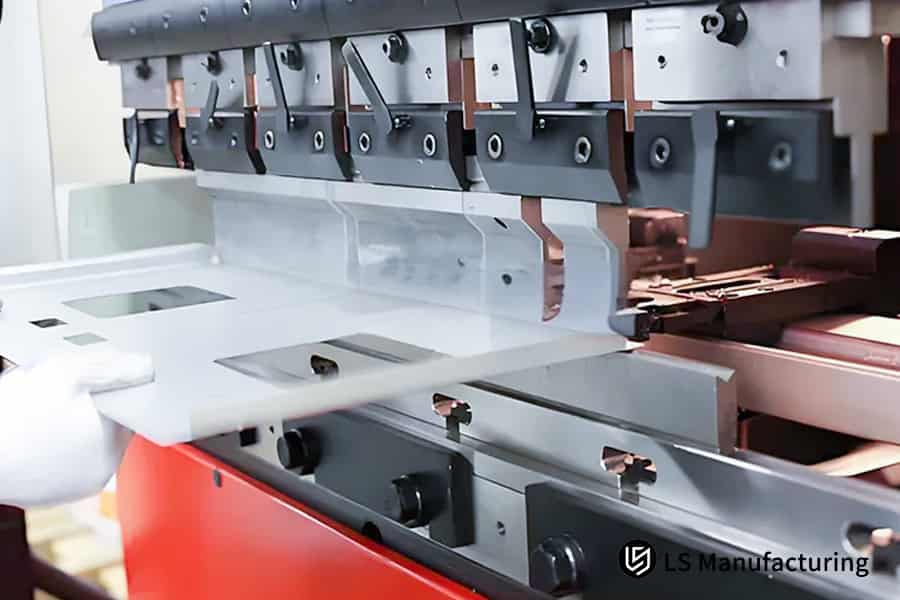
الشكل 3: جدول مرجعي لسمك القطع بالليزر لمعادن متعددة ومستويات طاقة مختلفة.
كيف تؤثر تكلفة تصنيع الفولاذ 304 مقابل الفولاذ 316L على عائد الاستثمار لمنتجك؟
تزيد تكلفة المواد الخام للفولاذ 316L بأكثر من 30% عن تكلفة الفولاذ 304. وفي الوقت نفسه، مع الأخذ في الاعتبار أن تكلفة تآكل الأدوات تزيد بنسبة 15%، فإن تكلفة تصنيع الفولاذ 304 مقارنةً بالفولاذ 316L تتزايد تدريجيًا. من خلال تطبيق عملية لحام هجينة، يمكن تحسين نسبة المواد، مما يوفر ما يصل إلى 25% من تكاليف التصنيع، وبالتالي زيادة عائد الاستثمار للمنتج بشكل ملحوظ. هذه هي الاستراتيجية الأساسية لخفض تكلفة تصنيع الصفائح المعدنية المحسّنة من الفولاذ 304 مقارنةً بالفولاذ 316L.
تفاصيل علاوة التكلفة متعددة الأبعاد
تُحسب تكلفة المواد بنسبة الفرق بين تكلفة المواد. تشمل هذه التكلفة تكاليف توفير الموارد، وخسائر تشغيل المكابس، وتكاليف العمالة. ويهدف تطبيق معايير محاسبة التكاليف إلى توفير تكاليف تشكيل الصفائح المعدنية وتكييفها مع مشاريع محاسبة تكاليف تشكيل الصفائح المعدنية المختلفة. يساعد الحساب التفصيلي لتكاليف المواد المختلفة المهندسين على اختيار المواد الخام، وتحسين التحكم في التكاليف في المراحل الأولى من التصميم.
| أبعاد التكلفة | 304 | 316L | نسبة ممتازة |
| شراء المواد الخام | السعر الأساسي | ممتاز 32% | 32% |
| تكلفة تآكل الأدوات | ملابس أساسية | علاوة 15% | 15% |
| وقت معالجة الانحناء | الوقت الأساسي | ممتاز 8% | 8% |
| تكلفة معالجة الأسطح | التكلفة الأساسية | علاوة 5% | 5% |
استراتيجية تصميم DFM لتحسين عائد الاستثمار
- غلاف الوسائط غير التلامسية، الأجزاء المجوفة العامة للمباني الخارجية: استخدم الفولاذ المقاوم للصدأ 304 للتحكم في التكلفة.
- أنابيب ملامسة السوائل، مكونات أساسية ملامسة التطهير: يجب استخدام 316L لضمان المتانة.
- استخدم عملية اللحام المنقسمة المنظمة، واختر المادة المناسبة لتحقيق تصنيع الصفائح المعدنية الفعال من حيث التكلفة ، والتوازن الأمثل بين التكلفة والأداء.
حساب دقيق لتكلفة معالجة المشروع وتحسين نسب المواد (يمكن توفير حساب مجاني لتكلفة المشروع الإجمالية). للحصول على حلول DFM مخصصة لخفض التكاليف، يرجى الاتصال بمهندسنا للحصول على تحسين فردي، باستخدام نسب علمية لتحقيق توازن دقيق بين متطلبات أداء تصنيع الصفائح المعدنية المقاومة للتآكل وتكلفة ميزانية خدمة الصفائح المعدنية الفولاذية المخصصة.
أي سبيكة توفر متانة فائقة لتصنيع الصفائح المعدنية المقاومة للتآكل؟
في البيئات البحرية، أو عند تعرضها المستمر لرذاذ ملح عالي التركيز، تصل مقاومة التآكل النُقري للفولاذ 316L، والمعروفة اختصارًا بـ PREN، إلى حوالي 23.1-28.5، وهي أعلى بكثير من مقاومة الفولاذ 304 التي تبلغ 18.0. لذا، فهو فعال بشكل أساسي في وقف التآكل النُقري، كما أنه يُحسّن بشكل ملحوظ متانة منتجات تصنيع الصفائح المعدنية المقاومة للتآكل بشكل عام. أما بالنسبة لقدرة الفولاذ 316L على إصلاح طبقة التخميل، فهي أقوى بكثير من الفولاذ 304، حيث تصل مدة خدمته إلى أكثر من 5 سنوات دون الحاجة إلى صيانة في تلك الظروف ذات الملوحة العالية والكلور العالي، وبأقل قدر من المشاكل.
تحليل التآكل الكمي لقيمة PREN
تُعدّ مقاومة رذاذ الملح من أهم العوامل التي تُؤخذ في الاعتبار عند تقييم سلوك التآكل. ويُمكن التعبير عن معامل PREN المُعتمد في هذا المجال بالمعادلة التالية: PREN = %Cr + 3.3 × %Mo + 16 × %N. وباستخدام أساليب تصنيع عالية الجودة، يُمكن إنتاج مكونات متينة من الصفائح المعدنية . ولا يحتوي الفولاذ 304 على الموليبدينوم. لذلك يميل إلى التآكل بسهولة أكبر تحت رذاذ الملح، بينما يحتوي 316L على عنصر الموليبدينوم، وهذا العنصر يساعد طبقة التخميل على التعافي، مثل إعادة شفاء الطبقة الواقية.
يُعدّ هذا الرقم معيارًا صناعيًا مُعتمدًا لتقييم مقاومة الفولاذ المقاوم للصدأ للتآكل، وغالبًا ما يُعتبر قيمة مرجعية عالية. عادةً، كلما ارتفع رقم PREN، زادت مقاومة التآكل، وزاد عمر الخدمة للمعدات.
الأداء في الظروف القاسية
- الفولاذ المقاوم للصدأ 304: بعد حوالي 300 ساعة في اختبار رش الملح القياسي، يظهر الصدأ الأحمر، ثم من المحتمل أن يحدث تآكل التنقر والتخلص النهائي في غضون 6 أشهر تقريبًا في الاستخدام الساحلي.
- الفولاذ المقاوم للصدأ 316L: لا يظهر عليه صدأ أحمر بعد 1000 ساعة في اختبار رش الملح القياسي ، ويمكن لمعدات مراقبة البيئة البحرية أن... لا تزال تعمل بكفاءة عالية لأكثر من 5 سنوات.
- تحسين العملية: من خلال إجراء اختبار EDX لطبقة التخميل بالإضافة إلى قياس السماكة بعناية، يمكن تمديد دورة الصيانة الخالية من الصيانة لقطعة العمل بشكل أكبر، مع مزيد من الاستقرار وتقليل الانقطاع.

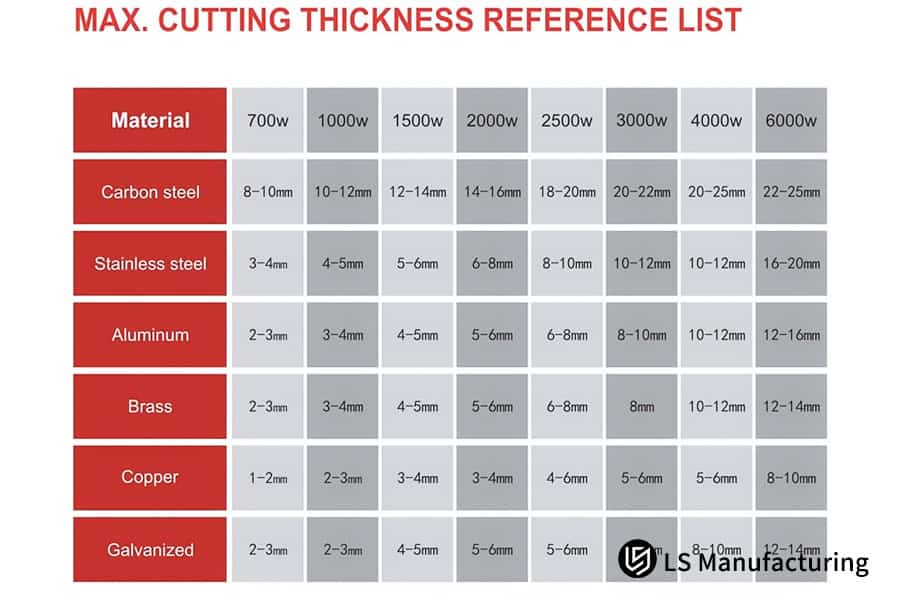
الشكل 4: أجزاء معدنية فضية بها ثقوب وانحناءات، مرتبة على سطح العمل.
كيفية تصميم عملية تصنيع الصفائح المعدنية من الفولاذ المقاوم للصدأ 304 مقابل الفولاذ المقاوم للصدأ 316L لتقليل التشوه إلى الحد الأدنى؟
نظرًا لأن معامل التمدد الحراري للفولاذ 316L عند ارتفاع درجة حرارته أقل مقارنةً بالفولاذ 304، ولكنه يتميز أيضًا بمقاومة خضوع أعلى عند درجة حرارة الغرفة ، فإن طريقة بدء تحرر الإجهاد الداخلي تختلف نوعًا ما أثناء تشكيل الصفائح المعدنية الطويلة، وكذلك عند حدوث الانحناء المستمر. هذا هو الفرق الرئيسي في عملية تصنيع الصفائح المعدنية بين الفولاذ 304 والفولاذ 316L . بالنسبة للأجزاء الطويلة ذات الجدران الرقيقة ، إذا تم ضبط فجوات معينة في عملية التصنيع، مع مراعاة تسلسل اللحام، يمكن التحكم في خطأ التسطيح عادةً في حدود 0.8 مم تقريبًا.
الأسباب الرئيسية للتشوه في قطع العمل ذات الأشكال غير المنتظمة
يُعدّ تخفيف الإجهاد الداخلي العامل الأساسي في تحديد استواء قطعة العمل. باتباع أساليب تخفيف الإجهاد الفعّالة، يُمكن الحفاظ على تشوّه تشكيل الصفائح المعدنية عند أدنى حد. عندما تتجاوز نسبة الأبعاد 5:1 ويقلّ السُمك عن 1.5 مم ، يميل الفولاذ المقاوم للصدأ 304 إلى الالتواء والانحناء أثناء التشوه، بينما يميل الفولاذ المقاوم للصدأ 316L إلى الاحتفاظ بإجهاد انحناء متبقٍ. لذا، تُعدّ هذه المكونات ذات الجدران الرقيقة والطويلة والرفيعة من بين أكثر أنواع الصفائح المعدنية عرضةً للتشوّه، كما أنها تُمثّل فئة مهمة من قطع العمل التي تتطلب تحكمًا دقيقًا أثناء التصنيع الدقيق .
حلول أكثر دقة لعمليات مقاومة التشوه
- التحكم في خلوص القالب: حافظ على الخلوص بين المثقب والقالب السفلي عند حوالي 12٪ - 15٪ من سمك الصفيحة ، وهذا يساعد على تجنب التشوه من نوع البثق.
- عملية تحسين الإجهاد: استخدم طريقة الإجهاد المسبق العكسي لموازنة إجهاد الختم المتبقي.
- تحسين تسلسل اللحام: تطبيق نهج لحام متماثل ومجزأ بحيث يتم إطلاق الإجهاد الحراري للحام بشكل أكثر تساوياً ، وليس في نقطة واحدة.
باتباع هذه الخطوات، يمكن الوصول إلى استواء خطي لا يتجاوز 0.8 مم لأجزاء الصفائح المعدنية بطول 1.5 متر. وهذا كافٍ لتلبية متطلبات التجميع الصناعي عالية الجودة، ويساعد بفعالية على منع عيوب التشوه في تصنيع صفائح الفولاذ المقاوم للصدأ بدقة، حتى في الأشكال المعقدة، كما يُحسّن من استقرار المنتج النهائي لخدمات تصنيع صفائح الفولاذ حسب الطلب.
لماذا تختار مزودًا معتمدًا لمشاريع خدمات الصفائح المعدنية الفولاذية المخصصة؟
لا تعتمد معالجة الفولاذ المقاوم للصدأ عالي الجودة على الآلات فحسب، بل أيضاً على إمكانية تتبع المواد الخام (MTR) وعلى إجراءات مراقبة الجودة المتوافقة مع معايير ISO 9001 و IATF 16949. عملياً، تُعد خدمات تصنيع صفائح الفولاذ المقاوم للصدأ الاحترافية والموحدة الضمان الأساسي لخدمات تصنيع صفائح الفولاذ المخصصة الموثوقة. تساهم وثائق الامتثال السليمة ومراجعة الجودة الشاملة للعملية في الحد من مخاطر مثل غش المواد أو ضعف مراقبة العملية، مما يضمن استقرار المنتج على المدى الطويل.
نظام لفحص جودة المواد الخام طوال دورة الإنتاج
يضمن نظام التتبع التزام المواد الخام بالمعايير. تخضع كل صفيحة لإعادة فحص تركيبها بنسبة 100% باستخدام مطيافية الأشعة السينية الفلورية (XRF) ، مما يساعد على التمييز بوضوح بين الفولاذ 304 و316L، وبالتالي منع تسرب المواد الرديئة، والحفاظ على سلامة منطق الفحص لتصنيع الصفائح المعدنية المعيارية . كما تمنع إعادة فحص الدفعة بالكامل مشاكل الخلط بين الدفعات، مما يجعلها مثالية للمشاريع التي تتطلب التزامًا صارمًا بالمعايير، مثل الاستخدامات الطبية أو المعدات الدقيقة.
مراقبة الجودة الموحدة بالإضافة إلى اعتماد المؤهلات
- إعداد الأجهزة: يتضمن جهاز قياس إحداثيات درجة الحرارة المستقرة لمدة 24 ساعة (CMM) للحفاظ على دقة الأبعاد تحت السيطرة.
- قدرات الموظفين: يضم فريق العمل فنيين محترفين في مجال الاختبارات غير المدمرة (NDT)، وذلك بشكل أساسي للإشراف على جودة اللحام وأداء التشكيل ، وليس فقط المظهر النهائي.
- أوراق الامتثال: يمكن تقديم حزمة مستندات كاملة، مثل PPAP المستوى 3، وشهادات المواد، بالإضافة إلى تقارير RoHS.
دراسة حالة: كيف حلت شركة LS Manufacturing مشكلة التآكل والتشوه الشديدين في مشروع حاوية طبية مخصصة
بالاعتماد على تكرار الإجراءات الدقيقة واختيار المواد بعناية، يمكن معالجة مشاكل التنقر والتشوه في تصنيع الصفائح المعدنية المقاومة للتآكل بشكل كامل، وبالتالي يمكن أن تصل العملية إلى معدل إنتاج ضخم للغاية ، وخاصة بالنسبة للصفائح المعدنية الطبية الدقيقة.
تحديات العملاء
صُنعت أغلفة أجهزة غسيل الكلى التابعة لشركة طبية أمريكية بارزة باستخدام الفولاذ المقاوم للصدأ من النوع 304. بعد غمرها لفترة طويلة في محلول ملحي، بالإضافة إلى تعقيمها المتكرر بدرجة حرارة عالية، ظهر تآكل نقري واسع النطاق على الغلاف في غضون أربعة أشهر فقط. في الوقت نفسه، ظهرت تشققات دقيقة كثيفة في مناطق اللحام، مما كشف بوضوح عن نقاط الضعف في عمليات تصنيع الصفائح المعدنية المعرضة للتآكل .
لم يكن نظام التحكم في الإجهاد لدى المورد الأصلي مطابقًا للمعايير، مما أدى إلى انحراف استواء قطعة العمل لأكثر من 2.5 مم، وعدم التصاق شرائط منع التسرب بشكل صحيح، بالإضافة إلى وجود مخاطر تسرب واضحة للمعدات. في النهاية، تم سحب المنتج من الأسواق على نطاق واسع، وتبع ذلك خسائر مالية فادحة ، مما ألحق ضررًا بالغًا بسمعة العلامة التجارية وعملياتها في السوق.
حلول التصنيع LS
- انطلاقاً من خبرتنا العملية في مجال تخصيص الصفائح المعدنية الطبية الدقيقة ، انخرط الفريق سريعاً وأجرى محاكاة تشغيلية لتحديد السبب الحقيقي للعطل بدقة. واتضح أن السبب الرئيسي هو عدم كفاية مقاومة الفولاذ المقاوم للصدأ 304 لتآكل أيونات الكلوريد، بالإضافة إلى أن الإجراءات القياسية لا تستطيع التحكم بشكل كافٍ في التشوه الحراري في هذه الأجزاء ذات الجدران الرقيقة.
- ثم طرحنا حلاً أكثر دقة، يتمثل أساساً في تحويل المادة الخام إلى الفولاذ المقاوم للصدأ منخفض الكربون للغاية 316L ، بحيث يمكنه تحمل التآكل الناتج عن وسائط التطهير بشكل أفضل، على مستوى المادة.
- من ناحية العملية، اعتمدنا آلة قطع ليزر ألمانية من نوع TRUMPF بقوة 10000 واط ، وحافظنا على عرض منطقة اللحام المتأثرة بالحرارة تحت رقابة صارمة، وتحكمنا فيه بحيث لا يتجاوز 0.2 مم.
- بالنسبة للانحناء، تضمن الإعداد معلمة تعويض ارتداد خاصة تبلغ 3.2 درجة، وتم إقران ذلك باللحام غير المدمر ذي الوصلات 5 محاور، بالإضافة إلى تجهيزات مخصصة، بطريقة تحد من التشوه الحراري بشكل عام.
النتائج والقيمة
بعد التحسين، اجتاز المنتج اختبار رذاذ الملح المحايد ASTM B117 لمدة 1200 ساعة دون أي صدأ. تحسّن استواء قطعة العمل من 2.5 مم إلى أقل من 0.35 مم ، مما أزال تمامًا خطر تسرب المواد العازلة، وتوافق تمامًا مع متطلبات الجودة الصارمة لتصنيع الصفائح المعدنية عالية الدقة .
تتميز عملية تجميع المعدات بسلاسة فائقة، وقد بلغت نسبة النجاح من المحاولة الأولى 99.8%. وهذا يعني أنها تستوفي المعايير الصارمة للتعقيم والإحكام والاستخدام طويل الأمد للمعدات الطبية. وفي وقت لاحق، أنهى العميل تعاونه السابق ووقع اتفاقية توريد حصرية طويلة الأمد لـ 1500 مجموعة، مما ساهم أيضاً في خفض تكاليف خدمة ما بعد البيع وتكاليف سحب المنتجات بشكل ملحوظ.
للحصول على نفس الحل الأمثل لتصنيع الصفائح المعدنية الطبية، يُرجى الاطلاع على دراسة الحالة الكاملة للمشروع. لتلبية احتياجاتكم من الصفائح المعدنية عالية الدقة والتخصيص، يُرجى إرسال رسوماتكم للحصول على حلول وعروض أسعار مُخصصة. نوفر حلاً شاملاً لمشاكل تصنيع الصفائح المعدنية المعقدة ، مما يُحسّن ميزانية تكلفة التصنيع الإجمالية مقارنةً بالصفائح المعدنية من نوع 304 و316L.

الأسئلة الشائعة
س1: هل من الأفضل التحكم في جميع عمليات معالجة الصفائح المعدنية الدقيقة باستخدام الفولاذ 316L مقارنةً بالفولاذ 304؟
ليس الأمر كذلك على الإطلاق. لا يُحقق الفولاذ 316L مزايا الأداء إلا في الظروف القاسية (البيئات الطبية البحرية ذات الملوحة العالية)، وبالتالي يُمكن تحقيقه في معدات منع التسرب عالية الدقة. أما الفولاذ 304، المعروف بسهولة تصنيعه وانخفاض تكلفته ، فيُلبي احتياجات سياقات تصنيع الصفائح المعدنية النموذجية في الأماكن المغلقة وفي البيئات الخارجية المعتدلة.
س2: ما هو الفرق في السعر بين الفولاذ 316L والفولاذ 304 في خدمات الصفائح المعدنية للهياكل الفولاذية المخصصة؟
تزيد تكلفة المواد الخام من الفولاذ 316L بنسبة 30% إلى 40% عن تكلفة الفولاذ 304 بسبب وجود الموليبدينوم. كما ترتفع تكلفة معالجة وتصنيع الصفائح المعدنية من الفولاذ 316L بسبب لزوجتها العالية وصلابتها الكبيرة، مما يؤدي إلى تآكل الأدوات بنسبة 15% أسرع من استخدام الفولاذ 304.
س3: هل من الممكن استخدام نفس قوالب الثني للفولاذ 304 و 316L؟ أي هل هناك حاجة لتغيير/إعادة كتابة برنامج CNC؟
تُعدّ قابلية تشكيل الفولاذ المقاوم للصدأ رقم 304 أسوأ من الفولاذ 316L. نظرًا لأن معدل تصلب الفولاذ 304 أعلى من الفولاذ 316L، فعند زاوية انحناء قياسية تبلغ 90 درجة، ستكون زاوية الارتداد أكبر بمقدار 1.5 إلى 2.5 درجة. استخدام نفس برنامج CNC (بدون أي تعويض للزاوية) سيؤدي مباشرةً إلى تجاوز حجم قطعة العمل للتفاوت المسموح به، مما يتسبب في خطأ في التجميع.
س4: كيف يصبح الفولاذ المقاوم للصدأ 304 أكثر عرضة للصدأ عند وصلات اللحام في عمليات تشكيل الصفائح المعدنية عالية الدقة؟
تصل نسبة الكربون في الفولاذ المقاوم للصدأ 304 إلى 0.08%. عند تعرضه لدرجات حرارة عالية، يحدث تفاعل تحسسي ينتج عنه ترسب كربيد الكروم، مما يؤدي إلى تدمير طبقة التخميل السطحية المقاومة للتآكل. وبدون عملية التخليل والتخميل القياسية، ستتعرض وصلات اللحام للتآكل والكسر سريعًا.
س5: ما هي المادة الأكثر صعوبة في المعالجة باستخدام تقنية القطع بالليزر الليفي؟
يُعدّ الفولاذ 316L أكثر صعوبة في التشغيل الآلي. فهو يتميز بموصلية منخفضة، ولزوجة عالية عند انصهاره، ومقاومة لإزالة الخبث تفوق بكثير مقاومة الفولاذ 304. ويتطلب الأمر ضغطًا مدعومًا بالنيتروجين أعلى بنسبة 20% من الضغط القياسي للحصول على قطع نقي خالٍ من النتوءات أو الخبث.
س6: بالنسبة للصفائح المعدنية 316L بسمك 1.5 مم، ما هو الحد الأدنى لنصف قطر الانحناء الذي يجب استخدامه؟
يُنصح بثني الصفائح المعدنية الدقيقة من الفولاذ المقاوم للصدأ 316L يدويًا بسماكة أقل من 1.5 مم، حيث يبلغ الحد الأدنى لنصف قطر الثني الداخلي باستخدام المندريل للصفائح بسماكة 1.5 مم، وهو ما يتوافق مع معيار التشغيل 1T. كما يمنع هذا الإجراء حدوث تشققات الشد على السطح الخارجي للصفيحة المعدنية، مع الحرص على سلامة القطعة ودقة التجميع.
س7: كيف تتحقق شركة LS Manufacturing من عدم وجود 316L في الخليط مع 304؟
لقد أنشأنا عملية كاملة لاختبار ومراقبة أصول المواد. قبل استلام الصفائح المعدنية واختبارها وشحن المنتج النهائي، نستخدم مطياف الأشعة السينية الفلورية (XRF) لاختبار تركيبة المادة بنسبة 100% لتأكيد اختبار الموليبدينوم والكروم للمادة بدقة، مما يجنب بكفاءة أي خليط من المواد 304 و316L.
س8: هل من الممكن تقليل تكلفة معالجة 304 و 316L عن طريق تصميم الصفائح المعدنية (DFM)؟
نعم، يمكن تصميم تحسين DFM الاحترافي في الأجزاء ذات البنية المختلطة، والتي تستخدم الفولاذ 316L فقط في مناطق التلامس مع التآكل الأساسي، بينما تستخدم الفولاذ 304 في البنية العامة، مما يوفر ما يقارب 25% من التكلفة. كما يمكنك بسهولة تحميل الرسومات ، والحصول على عرض سعر فوري، وتخصيص خطة المعالجة بما يتناسب مع التكلفة.
ملخص
إن اختيار الفولاذ المقاوم للصدأ 304 أو 316L لا يقتصر على السعر فحسب، بل يشمل أيضًا سهولة التصنيع، وعمر المنتج، والعائد على الاستثمار. يتميز الفولاذ 304 بسهولة تصنيعه، وإنتاجه عالي الجودة بتكلفة مناسبة، مما يجعله يلبي احتياجات إنتاج الصفائح المعدنية الصناعية العامة. أما الفولاذ 316L، فيتمتع بمقاومة ممتازة للتآكل وقابلية عالية للحام، مما يجعله مناسبًا تمامًا للصناعات الطبية والبحرية والكيميائية. إن فهم الاختلافات في الارتداد، والقطع، ومقاومة التآكل بين هذين النوعين من الفولاذ هو الأساس المتين لتصنيع الصفائح المعدنية الدقيقة عالية الجودة، والتي يمكن تكييفها مع متطلبات التصنيع الدقيق في مختلف التطبيقات.
شركة LS Manufacturing متخصصة في معالجة الصفائح المعدنية عالية الدقة وتقديم خدمات الصفائح المعدنية حسب الطلب. بفضل خبرتنا الممتدة لعشرين عامًا في هذا المجال، ومعدات المعالجة المتطورة، ونظام مراقبة الجودة المتكامل، نقدم خدمة شاملة تتضمن اختيار المواد، وتحسين التصميم للتصنيع (DFM)، وأعلى دقة في المعالجة، والتسليم في الوقت المحدد. كما نحرص على التحكم الدقيق في تكلفة معالجة المواد وتقليل وقت تنفيذ العمليات. نقدم خدماتنا لمختلف التطبيقات، مثل التفاوتات الدقيقة للغاية (بالميكرون)، واللحام المعقد، والحلول الأمثل من حيث التكلفة، حيث يوفر فريقنا من الخبراء استجابة سريعة على مدار الساعة. ما عليك سوى إرسال رسمك إلينا ، وستحصل على تقييم مجاني لإمكانية التصنيع حسب الطلب، بالإضافة إلى عرض سعر مناسب.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com 
