
تُعدّ عملية تصنيع صفائح النحاس المعدنية أساسيةً في تشكيل قضبان التوصيل النحاسية السميكة بدقة عالية، والتي تُستخدم في تطبيقات نقل التيار العالي. وهي من العوامل الرئيسية التي تُحدد سلامة التشغيل وكفاءة نقل الطاقة في المعدات، مثل بطاريات الجهد العالي لمركبات الطاقة الجديدة وخزائن توزيع الطاقة في مراكز البيانات. يتميز النحاس عالي النقاء بقدرته الفائقة على توصيل الكهرباء، ولكن نظرًا لمرونته العالية وخصائصه التي تُؤدي إلى التصلب بالتشكيل ، فإنه عُرضة للعيوب (مثل الشقوق الدقيقة والخدوش السطحية) أثناء عمليات التصنيع الاعتيادية.
لا تستطيع طرق المعالجة التقليدية تلبية معايير التفاوتات البُعدية والموضعية البالغة 0.1 مم، إلى جانب معايير مقاومة التلامس المنخفضة، دون التسبب في ارتفاع درجة حرارة المعدات وزيادة مفاجئة في المقاومة . في هذه المقالة، نستعرض بالتفصيل عملية تصنيع قضبان التوصيل النحاسية، بدءًا من اختيار مادة النحاس، وتحسين عملية الثني ، وصولًا إلى الطلاء الكهربائي السطحي، ومناقشة العوائق التقنية وحلول التسليم الشاملة لتصنيع قضبان التوصيل النحاسية الدقيقة.

نظرة عامة سريعة على المعايير الأساسية في تصنيع قضبان التوصيل النحاسية عالية التيار
يلخص هذا التقرير المؤشر الهندسي الرئيسي، والمواد المختارة، وعمليات التصنيع، ومعايير فحص الجودة لتصنيع قضبان النحاس الدقيقة، حتى يتمكن المهندسون من فهم وحفظ المؤشرات الرئيسية بوضوح وتجنب أي أخطاء في التصميم والعمليات.
| أبعاد العملية | معايير المعلمات الأساسية | السيناريوهات القابلة للتطبيق | القيمة الهندسية |
| اختيار المواد | C11000 (≥99.90% نحاس)، C10200 نحاس خالٍ من الأكسجين | مناسب لظروف التشغيل التقليدية التي تتطلب نقل التيار الكهربائي، والفراغ، ودرجات الحرارة العالية . | يضمن توصيلًا كهربائيًا ≥100%. نظام IACS، مما يزيل خطر التقصف الهيدروجيني. |
| تشكيل الانحناء | نصف قطر الانحناء R=1.0T-1.5T، الانحناء عمودي على اتجاه الدرفلة. | جميع عمليات ثني الصفائح المعدنية المصنوعة من النحاس النقي. | يحقق انعداماً تاماً لتدهور الموصلية ، مما يقضي على الشقوق الدقيقة. |
| التحكم في خشونة السطح | خشونة السطح Ra1.6-3.2 ميكرومتر، سمك الطلاء ≥5 ميكرومتر | مناسب لوصلات الجهد العالي والتيار العالي. | مقاومة التلامس أقل من 15 ميكرو أوم بشكل ثابت. |
| التفاوتات البُعدية الدقيقة | التفاوت الهندسي ±0.1 مم، تباعد الثقوب ±0.05 مم | مناسب لخطوط التجميع الآلية. | قابل للتكيف مع تجميع الإنتاج الضخم، مما يقلل من معدل عيوب التجميع. |
| حماية الطلاء الكهربائي ضد التآكل | مطابقة لاختبار رذاذ الملح المحايد لمدة 48 ساعة ، طلاء فضي بقاعدة نيكل ≥3 ميكرومتر | مناسب للمعدات التي تعمل في بيئات رطبة وذات درجات حرارة عالية. | يقضي تماماً على أكسدة قضبان النحاس والتآكل الكهروكيميائي. |
أهم النقاط
- منطق اختيار المواد: تُصنع المكونات الأساسية الرئيسية الحاملة للتيار عادةً من النحاس المتين C11000 بنسبة نحاس تبلغ 99.90% أو أعلى. أما في بيئات الفراغ ذات الإحكام العالي جدًا ، فيُستخدم النحاس الخالي من الأكسجين C10200 المُصنّع خصيصًا للقضاء تمامًا على خطر التقصّف الهيدروجيني عند درجات الحرارة العالية.
- معيار الانحناء: يجب أن يكون نصف قطر الانحناء R من 1.0 إلى 1.5 ضعف سمك T (R 1.0T) النحاس النقي، ويجب الحفاظ على خط الانحناء عموديًا تمامًا على اتجاه الدرفلة للتأكد من عدم وجود فقدان في التوصيل الكهربائي في الانحناء.
- معيار سطح التلامس: يجب ضبط خشونة سطح التلامس الكهربائي عالي الجودة ضمن نطاق يتراوح بين 1.6 ميكرومتر و3.2 ميكرومتر . وباستخدام عمليات طلاء محلية بالقصدير أو الفضة بسماكة 5 ميكرومتر، يمكن خفض مقاومة التلامس في النظام إلى أقل من 15 ميكرو أوم.
لماذا تختار شركة LS Manufacturing لخدمات تصنيع قضبان التوصيل عالية التوصيل باستخدام صفائح النحاس المعدنية؟
تم استخدام التحكم الموحد في العمليات والبيانات المقاسة لدعم تصنيع قضبان النحاس الدقيقة التي يمكنها تجاوز عيوب الأداء الكهربائي لأساليب المعالجة التقليدية والتوافق مع معايير التصنيع الصناعية عالية المستوى.
تُظهر البيانات المُستقاة من عمليات تصنيع قضبان التوصيل النحاسية التي تحمل تيارات عالية أن 18% من هذه القضبان المُصنّعة بالطرق التقليدية تحتوي على عيوب مثل الشقوق الدقيقة، وتتميز بمستوى عالٍ من مقاومة التلامس ، ما لا يفي بمعيار IEC 60287 الخاص بفقدان التيار. ونظرًا لظاهرة التصلب بالتشكيل، فإن النحاس عالي النقاوة عُرضةٌ للعيوب، ولن يتمكن المصنع النموذجي الذي يفتقر إلى آليات تعويض العمليات من تلبية متطلبات التشغيل طويلة الأجل لمعدات الطاقة الجديدة ذات الجهد العالي .
أثبتت التجارب الصناعية أن 90% من حوادث الانهيار الحراري في قضبان التوصيل النحاسية تعود إلى استخدام معايير تصنيع دون المستوى المطلوب. تُطبّق خدمة التصنيع لدينا، المتوافقة مع نظام ISO 9001 ، نظام مراقبة العمليات الإحصائية (SPC) على كامل العملية، مما يُحقق أداءً مستقرًا لمؤشر Cpk عند 1.33، وبالتالي يمنع حدوث العيوب من مصدرها، ويضمن في الوقت نفسه استقرار قضبان التوصيل النحاسية كهربائيًا ومتانتها الميكانيكية.
نتيجة لخدمات تصنيع قضبان التوصيل النحاسية عالية الجودة والدقة: انخفاض أعطال المعدات، وإطالة عمر الأجزاء، وانخفاض تكلفة الصيانة وإعادة العمل اللاحقة.
لفهم الاختلافات في جودة تصنيع قضبان النحاس الدقيقة بشكل بديهي، يمكنك تنزيل ورقة العمل الخاصة بمقارنة العمليات مجانًا لتمييز الاختلافات الأساسية بسرعة بين التصنيع العادي وتصنيع صفائح النحاس المعدنية على مستوى قياسي.
لماذا تختار تصنيع قضبان التوصيل النحاسية المخصصة لأنظمة بطاريات السيارات الكهربائية؟
تتيح عملية تصنيع قضبان التوصيل النحاسية المصممة خصيصًا ملاءمة دقيقة للغاية للمساحة الداخلية المحدودة لحزم بطاريات الجهد العالي في مركبات الطاقة الجديدة. ومن خلال إعادة تشكيل هيكلها، يتم تقليل المقاومة الكهربائية للنظام (20 ميكرو أوم)، وفي الوقت نفسه ، يتم تحقيق كفاءة تبديد حرارة أعلى بنسبة 40% وصلابة أكبر في نقل التيار مقارنةً بتقنية الكابلات القديمة. يوضح هذا الفصل كميًا تفوق قضبان التوصيل النحاسية المصممة خصيصًا في نظام توزيع الطاقة عالي الجهد لمركبات الطاقة الجديدة، موضحًا كيف يمكن للتصميم الجديد تعزيز سلامة حزمة البطاريات وكفاءة الطاقة.
اختلافات الأداء بين الكابلات التقليدية وقضبان التوصيل النحاسية المصممة خصيصًا
يعتمد عمر حزمة البطارية على أداء مكونات الطاقة في السيارة . تُصنع قضبان التوصيل النحاسية بتقنية تصنيع الصفائح المعدنية النحاسية فقط، وتُحدث تغييرات جوهرية في الجوانب الثلاثة التالية:
- استخدام مساحة المقطع العرضي: يمكن أن تتطابق عملية تصنيع قضبان التوصيل النحاسية المخصصة تمامًا مع المقطع العرضي لحزمة البطارية، ولهذا السبب يقلل ذلك من استخدام حزم الكابلات غير الضرورية ويزيد من استخدام المساحة بأكثر من 35٪.
- التحكم في فقد الحرارة: تتميز قضبان التوصيل النحاسية بصلابتها، لذا فإن فقد المقاومة فيها منخفض للغاية. وبفضل ذلك، يمكن تجنب ارتخاء الكابلات وضعف التوصيلات حتى في ظروف الاهتزازات عالية التردد.
- قدرة تبديد الحرارة: تتميز قضبان التوصيل النحاسية بأنها مسطحة، مما يوفر مساحة كبيرة لتبديد الحرارة. ولهذا السبب ، يكون معدل ارتفاع درجة الحرارة أقل بكثير عند ارتفاع التيار واستمراره لفترة طويلة، مقارنةً بالكابلات التقليدية متعددة الأسلاك.
المنطق الكامن وراء تعزيز السلامة الكهربائية لقضبان التوصيل النحاسية المصممة حسب الطلب
تُعدّ نقاوة ودقة أبعاد موصلات البطاريات عنصرين أساسيين في عامل الأمان. فالأجزاء المصنوعة من النحاس الكهربائي عالي النقاوة تتميز بأقل قدر من الشوائب وثبات التوصيلية، مما يمنع ارتفاع المقاومة المفاجئ عند استخدامها لفترات طويلة. قد تُنتج عمليات التشكيل المخصصة عيوبًا نتيجةً للثني والتثقيب. ومع ذلك، فبفضل هذه الإجراءات المخصصة، يُمكن تحقيق استقرار حزم البطاريات عالية الجهد لأكثر من 1000 دورة شحن وتفريغ ، وفي الوقت نفسه تلبية احتياجات تطوير مركبات الطاقة الجديدة خفيفة الوزن وعالية الكثافة الطاقية.
لحساب تكلفة الإنتاج الضخم لقضبان التوصيل النحاسية المخصصة بدقة، أرسل رسوماتك للحصول على تقدير مجاني للتكلفة واحصل على حل تصنيع قضبان التوصيل النحاسية المخصصة لأنظمة بطاريات السيارات الكهربائية.
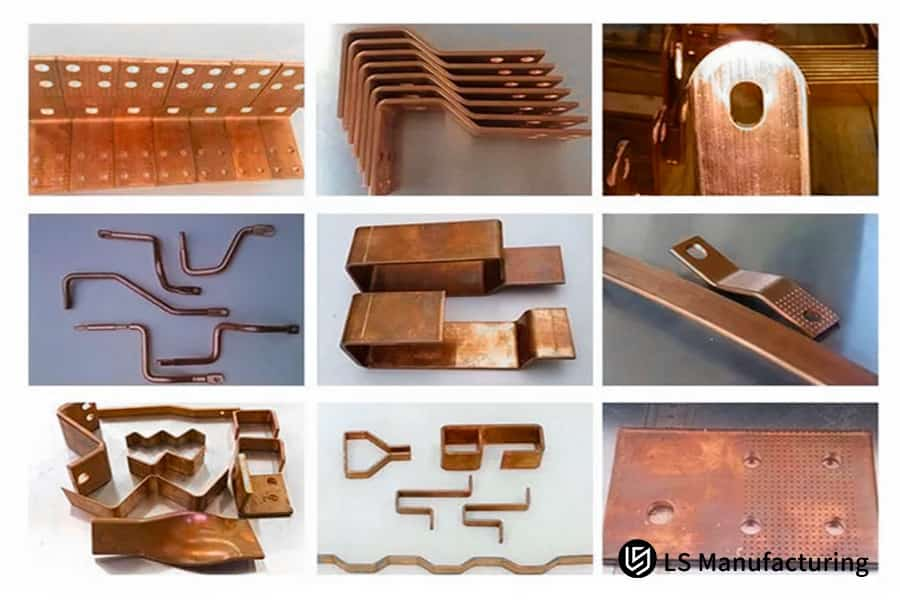
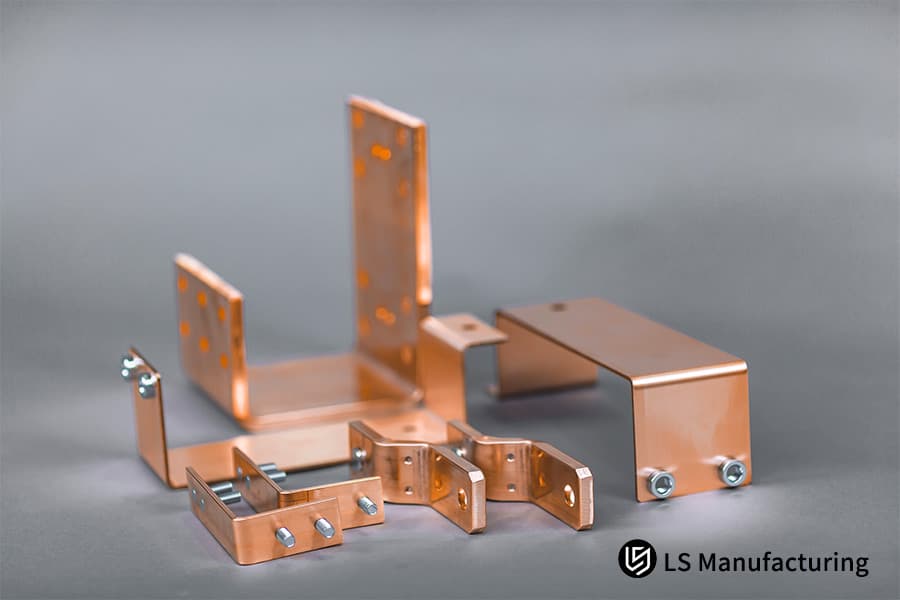
الشكل 1: قضبان توصيل نحاسية ذات انحناءات حادة وفتحات براغي، مصنعة للتوصيلات الكهربائية والتجميع.
كيفية اختيار مواد تصنيع النحاس عالية النقاء لتحقيق التوصيل الأمثل؟
يجب أن تستند معالجة المكونات الكهربائية المصنوعة من النحاس عالي التوصيلية والنقاء إلى تصنيف دقيق للدرجات: يُعدّ النحاس C11000 (ETP) الدرجة الأكثر استخدامًا لنقل التيار الكهربائي التقليدي بفضل توصيليته الفائقة التي تصل إلى 100% من الموصلية القياسية للنحاس (IACS)، بينما يُعدّ النحاس C10200 (OF) الخالي من الأكسجين، والذي يحتوي على أقل من 0.001% من الأكسجين، المادة القياسية المستخدمة لتجنب التقصف الهيدروجيني أثناء اللحام في درجات الحرارة العالية . تقدم هذه المقالة مجموعة متنوعة من المواد للمهندسين لتحديد حد المقاومة.
مقارنة معايير الأداء لمواد النحاس عالية النقاء الشائعة
تؤثر خصائص المواد الموصلة الخام على أداء المنتج النهائي. ويتطلب تصنيع قطعة نحاسية كهربائية عالية الجودة توافقًا دقيقًا مع ظروف التشغيل. وفيما يلي المؤشرات الرئيسية لأنواع النحاس المختلفة:
| نحاس عالي الجودة | الموصلية (IACS%) | قوة الشد (ميجا باسكال) | محتوى الأكسجين (%) | شروط التشغيل المطبقة |
| C11000 | ≥100% | 220-280 | ≤0.03 | سيناريوهات نقل التيار الكهربائي التقليدية ذات الجهد العالي |
| C10200 | ≥102% | 240-320 | ≤0.001 | سيناريوهات اللحام في درجات حرارة عالية وفي الفراغ |
| C12200 | ≥95% | 210-290 | ≤0.01 | مكونات كهربائية عامة ذات تيار منخفض |
| النحاس العادي | ≤90% | 190-250 | ≥0.05 | ملحقات كهربائية مدنية غير دقيقة |
طرق فحص وتصنيف جودة المواد الخام
يُعدّ فحص جودة المواد جزءًا أساسيًا من عملية اختيارها، حيث تلعب خدمات تصنيع النحاس الدقيقة والاحترافية دورًا محوريًا. وتساعد خدماتنا في تجنب مشاكل انقطاع التوصيل الكهربائي من خلال الخطوات التالية:
- فحص المواد: يجب على مشتري مواد تصنيع النحاس عالية النقاء دائمًا فحص شهادة المواد MTR (متوسط إلى معدل) للتأكد من أن إجمالي كمية الشوائب مثل الفوسفور والزرنيخ أقل من 0.005٪ ، وبسبب ذلك لن يحدث أي فقدان في التوصيل.
- أخذ عينات جودة المنتج في الموقع: باستخدام مقياس التوصيلية بالتيارات الدوامية، يتم أخذ عينات عشوائية لمعرفة ما إذا كانت موصلية المنتج النهائي تتوافق مع المعايير ولمنع عيوب الجودة على مستوى الدفعة .
- فحص اتجاه تدفق الحبيبات : نتحقق من أن اتجاه تدفق الحبيبات لمادة النحاس المدرفلة متسق للقضاء على خطر التشوه أثناء عمليات التشكيل والثني اللاحقة.
قد يُثير نظام اختيار المواد وفحصها الشامل شكوكًا حول أداء المكونات الكهربائية في أكثر من 90% من مراحل إنتاج المواد الخام. لتجنب مخاطر الأداء الناجمة عن أخطاء اختيار المواد، يُمكنكم الحصول على استشارة فردية مجانية لاختيار المواد، بالاعتماد على خدمة تصنيع النحاس الدقيقة لدينا لضمان اختيار درجة النحاس الأمثل.
كيف تمنع خدمة تصنيع الصفائح المعدنية النحاسية حدوث تشققات دقيقة أثناء الانحناء الحاد؟
تتمثل الطريقة الأساسية لمنع التشققات الدقيقة في ثني صفائح النحاس النقي في التحكم الاحترافي بعملية تصنيع صفائح النحاس . ويشمل ذلك بشكل رئيسي الحفاظ على نصف قطر الثني الداخلي (R≥1.2T) عند مستوى معين، وخط الثني بزاوية 90 درجة عمودية على اتجاه درفلة صفيحة النحاس.
تهدف هذه الخطوات إلى تخفيف تركيز الإجهاد الناتج عن الانحناء الموضعي. يُعدّ التصدع المجهري من المخاطر الخفية التي تُهدد جودة قضبان التوصيل النحاسية ذات الجهد العالي، والتي تؤدي مباشرةً إلى تأثيرات النقاط الساخنة وفشل الانهيار الحراري.
الأسباب الأساسية للتشققات الدقيقة في الانحناء
تُعدّ خصائص تصلب النحاس أثناء الثني المصدر الرئيسي للعيوب. ويمكن لعمليات تصنيع صفائح النحاس القياسية أن تُخفف بشكل كبير من هذه المشكلات. يتميز النحاس عالي النقاوة بليونته العالية، ولذلك، عند استخدام محطات ثني متعددة، ينشأ تركيز الإجهاد في منطقة التمدد الخارجية.
لا تحتوي القوالب التقليدية على آلية لتعويض الإجهاد، ولذلك قد تتسبب في حدوث تشققات دقيقة بين الحبيبات، وهي تشققات يصعب رؤيتها. وبحسب خبرتنا في مشاريع ثني النحاس السميك، فإن نسبة التشققات الدقيقة في عملية الثني التقليدية لصفائح النحاس النقي بسمك 3 مم قد تصل إلى 65%.
حل صناعي عالي الجودة خالٍ من الشقوق
بالإضافة إلى معايير تصنيع الصفائح المعدنية المطورة ، فإن معايير العملية القياسية تستبعد العيوب تمامًا بالنسبة لمواد النحاس ذات السماكات المختلفة:
- تكييف القالب: يتم استخدام قالب علوي ذو حجم مناسب بقطر R=6 مم لمواد النحاس بسمك 5 مم، وعلى العكس من ذلك، يتم استخدام قالب أسطواني بقطر R=7.5 مم لمواد النحاس بسمك 6 مم، وذلك للتخلص من تركيز الإجهاد .
- تعويض المعلمات: يتم تعويض الانحناء باستخدام صيغة واحدة: زاوية التعويض = قيمة الارتداد الأساسية + 0.08 سمك المادة ، وهو المقياس الدقيق لتغطية تشوه الارتداد لمادة النحاس.
- فحص الجودة: يتم استخدام طريقتين للتحكم في المجهر الضوئي 50x والتصوير الحراري بالأشعة تحت الحمراء للكشف عن الشقوق الدقيقة المخفية وتجنب الأعطال في العمليات.
تتيح عملية الثني المخصصة هذه لقضيب التوصيل النحاسي تحقيق تشغيل مستقر مع ارتفاع درجة الحرارة الصفري وعدم وجود تشققات عند نقاط الثني في ظل ظروف التيار العالي.
الشكل 2: صورة مقربة لصفيحة نحاسية تخضع لاختبار انحناء بزاوية حادة، وتظهر منحنيات ناعمة ولا توجد بها شقوق.
كيف يمكن لتصنيع قضبان التوصيل المعدنية تقليل مقاومة التلامس عند نقاط التماس؟
يُعدّ الرصد الدقيق لمقاومة سطح التلامس الكهربائي أحد أهم معايير ضبط الجودة في تصنيع قضبان التوصيل المعدنية . ولا يُمكن تحقيق ذلك إلا من خلال التحكم الدقيق في خشونة سطح مناطق التثقيب والتلامس، بحيث تتراوح قيمها بين 1.6 و3.2 ميكرومتر (Ra). وتؤدي خشونة سطح التلامس، سواء كانت منخفضة جدًا أو مرتفعة جدًا، إلى تدهور مساحة التلامس الفعّالة (نقاط التلامس)، وبالتالي ارتفاع حاد في المقاومة الموضعية . ويكمن مفتاح خفض مقاومة التلامس في دقة عمليات السطح والتثقيب.
كيف تؤثر عيوب السطح على المقاومة
يُعزى جزء كبير من زيادة المقاومة إلى وجود شظايا معدنية صغيرة (نتوءات) وتشوه الزوايا على سطح تلامس قضيب التوصيل النحاسي. ويمكن تجنب هذه المشاكل بصقل الصفائح المعدنية الدقيقة . ويؤدي الاستخدام المطول للتيار مع وجود فقاعات يزيد قطرها عن 0.05 مم بعد عملية التثقيب إلى تدهور صلابة المكون، مع تغيرات في المعاوقة تتجاوز 300% ، وفي النهاية إلى ارتفاع درجة حرارة الجهاز بشكل موضعي.
تصنيع النحاس بدقة عالية مع مقاومة منخفضة
من خلال التحكم المتعدد في العمليات، تحافظ خدمة تصنيع النحاس الدقيقة والموثوقة على أدنى معايير المعاوقة ، مما يقضي تمامًا على مشكلة مقاومة التلامس في قضبان النحاس:
- تصحيح التسطيح: باستخدام تقنية التسوية الدقيقة، يتم التحكم في انحراف التسطيح لقضيب التوصيل النحاسي إلى 0.2 مم لكل 100 مم ، مما يوفر تركيبًا لا تشوبه شائبة.
- عملية التثقيب الدقيقة: يتم القضاء تمامًا على النتوءات وانهيارات الزوايا في مناطق الثقوب، والتي تحدث عادة بسبب التثقيب، من خلال استخدام معالجة البطانة المضادة للتشوه مع حد صارم محدد لمتوسط ارتفاع النتوءات إلى 0.05 مم.
- معالجة تلميع السطح: يؤدي التحكم الدقيق في نطاق الخشونة إلى زيادة مساحة التلامس الفعالة إلى أقصى حد، ولهذا السبب يتم الحفاظ على مقاومة التلامس مستقرة عند 15 ميكرو أوم .

الشكل 3: تعمل قضبان التوصيل النحاسية متعددة الطبقات مع فواصل عازلة على تحسين الاتصال الكهربائي لتقليل المقاومة.
كيفية تحديد سمك الطلاء المثالي لمنع أكسدة النحاس؟
تُعدّ معالجة الأسطح بشكل صحيح عنصرًا أساسيًا وضروريًا لإنتاج قطع نحاسية كهربائية عالية الجودة. يتمثل النهج الرئيسي المُتبع في هذا المجال لمعالجة قضبان التوصيل النحاسية المكشوفة والمؤكسدة والمتآكلة كيميائيًا كهربائيًا في طلاء سطحها بطبقة من القصدير غير اللامع بسماكة 5 ميكرومتر أو طبقة من الفضة النيكل (3 ميكرومتر من الفضة)، والتأكد من جودة الطلاء بإجراء اختبار رش ملحي محايد لمدة 48 ساعة قبل بدء الإنتاج. وتُعدّ سماكة الطلاء الكهربائي واختيار العملية من العوامل الرئيسية التي تُحدد أداء قضبان التوصيل النحاسية على المدى الطويل.
عمليات الطلاء الكهربائي الشائعة وتطبيقاتها
يجب أن تتناسب حماية أسطح النحاس من التآكل مع بيئة العمل المحددة. تتطلب منتجات تصنيع النحاس عالي النقاء توافقًا أفضل مع الطلاء. كما أن طبقات الطلاء المختلفة توفر خصائص أداء متباينة.
| عملية الطلاء الكهربائي | سُمك الطلاء | مدة مقاومة رذاذ الملح | شروط التشغيل المطبقة | نطاق السعر (بالدولار الأمريكي/للقطعة) |
| طلاء قصدير غير لامع | ≥5 ميكرومتر | إنجاز خلال 48 ساعة | معدات نقل التيار الكهربائي التقليدية في درجة حرارة الغرفة | 0.8-2.5 |
| طلاء الفضة القائم على النيكل | نيكل 2 ميكرومتر + فضة 3 ميكرومتر | 96 ساعة إنجاز | ظروف تشغيل عالية التردد والتيار ودرجة الحرارة | 2.8-6.5 |
| طلاء القصدير اللامع العادي | 3-4 ميكرومتر | إنجاز خلال 24 ساعة | مكونات مدنية ذات تيار منخفض | 0.5-1.2 |
معايير فحص جودة الطلاء
بعد الطلاء والمعالجة الأخرى، يجب أن تخضع الأجزاء عالية الجودة التي تم طلاؤها من خلال خدمة تصنيع صفائح النحاس الاحترافية، لفحص جودة مزدوج لضمان فعالية التدابير الوقائية:
- فحص السماكة: سيتم استخدام مقياس سماكة بالأشعة السينية لإجراء فحص شامل للمنطقة لضمان عدم وجود أكسدة موضعية ناتجة عن اختلافات في سماكة الطلاء .
- اختبار الالتصاق: يتم فحص التصاق الطلاء عن طريق اختبار الالتصاق المتقاطع لتجنب انفصال الطلاء الناتج عن الاهتزازات أثناء التشغيل.

الشكل 4: عينات نحاسية مطلية بالكهرباء على لوحة اختبار، تستخدم لتحليل مقاومة التآكل.
ما هي معايير التفاوت التي تحدد خدمة تصنيع النحاس الدقيقة المؤهلة؟
من أهم أسس تقديم خدمة تصنيع نحاسية دقيقة وموثوقة ، وضع متطلبات صارمة لدقة معالجة النحاس . ويشمل ذلك التحكم في التفاوتات البُعدية والموضعية ضمن نطاق 0.1 مم في الاتجاه العرضي، وضمان تفاوت تباعد الثقوب عند 0.05 مم، وألا يتجاوز تشوه التسطيح 0.2 مم لكل 100 مم لتلبية متطلبات خط التجميع الآلي . وتُعد دقة التفاوتات أحد العوامل الرئيسية التي تميز مقدمي خدمات معالجة النحاس عالية المستوى عن غيرهم.
الصعوبات التقنية الرئيسية في عمليات التشغيل الدقيق
يُعدّ التحكم في أبعاد النحاس أكثر صعوبةً بكثير من التحكم في أبعاد الفولاذ ذي الجودة نفسها. ويتطلب تصنيع قضبان التوصيل النحاسية حسب الطلب دقةً عاليةً جدًا في الأبعاد . فالنحاس عالي النقاوة معدنٌ لينٌ للغاية، قابلٌ للتشوه بسهولة، ويعود إلى شكله الأصلي بعد المعالجة. ومن المرجح أن يؤدي الجمع بين مجموعات الثقوب المتعددة وقطع العمل ثلاثية الأبعاد إلى تجاوزات في التفاوتات المسموح بها، مما يتسبب بدوره في تأخيرات في التجميع الآلي وانخفاض الإنتاجية .
استراتيجية التحكم في التفاوتات الدقيقة
تعتمد عملية إنتاج قضبان التوصيل المعدنية الرائدة على فهم دقيق للعمليات واستخدام المعدات المناسبة للحفاظ باستمرار على مستوى دقيق من التفاوتات:
- دعم المعدات: يتم مساعدتهم بواسطة آلات التثقيب CNC المؤازرة الأوتوماتيكية بالكامل وقوالب البولي يوريثين المضادة للخدش المصممة خصيصًا لتقليل أخطاء التشوه الناتجة عن نهاية المعالجة.
- الفحص في الوقت الحقيقي: باستخدام آلة قياس ثلاثية الإحداثيات للفحص ذي الحلقة المغلقة أثناء العملية بأكملها، تتم إزالة قطع العمل المعيبة في الوقت الحقيقي .
- المعايرة الموحدة: تتم معايرة المعدات في كل مرة قبل تنفيذ دفعة من المعالجة لضمان نفس مستوى التسامح عبر الدفعات المختلفة.
كيف يساهم نظام التصنيع حسب الطلب (DFM) في خفض التكاليف في خدمة تصنيع قضبان التوصيل المخصصة؟
يمكن لخدمة تصنيع قضبان التوصيل المخصصة عالية الجودة أن تساهم في إعادة هيكلة تكاليفك بكفاءة عالية بدءًا من مرحلة التصميم. في الواقع، تُعدّ منهجية التصميم للتصنيع (DFM) الأداة الأكثر فعالية لخفض تكاليف معالجة قضبان التوصيل النحاسية، وذلك خلال مرحلة مراجعة التصميم. من خلال هذه العملية، يتم تحويل عملية التشكيل غير المنتظمة متعددة المحطات إلى نمط موحد، مما يُحسّن كفاءة التخطيط ويؤدي إلى استخدام أفضل لألواح النحاس بنسبة تصل إلى 88% ، وهو ما يُقلل تكاليف المواد الخام بنسبة 15%. يُعدّ تصميم DFM أحد أهم الطرق لتحقيق التوازن بين الجودة والتكلفة.
الميزات الرئيسية لتحسين رسومات DFM
بالاستفادة من الخبرة الغنية في تكنولوجيا تصنيع الصفائح المعدنية النحاسية، يمكن أن يكون تحسين الرسم الأولي بمثابة ضمان فعال ضد المشاكل الناجمة عن الإنتاج الضخم:
- التحسين الهيكلي: إصلاح التصاميم السخيفة مثل الثقوب ذات الهامش الصغير جدًا (عادةً ضعف سمك اللوح) وزوايا الانحناء الحادة جدًا من أجل الجانب الآمن حيث يمكن أن يكون خردة المعالجة خارجة عن السيطرة.
- تحسين التخطيط: مع مخرجات قياسية لتصميم التخطيط، يمكن زيادة استخدام صفائح النحاس إلى أكثر من 88٪، وبالتالي التخلص تمامًا من نفايات المواد الخام .
- تبسيط العملية: إن استبدال الهياكل المعقدة التي يتم تجميعها يدويًا بالهياكل المكدسة ميكانيكيًا يساعد في تقليل تكاليف العمالة وأخطاء التجميع.
نتائج تنفيذ تحسين التكاليف
من خلال إعادة استثمار تصنيع قضبان التوصيل المعدنية القياسية باستخدام منهجية التصميم للتصنيع (DFM)، لا يمكن فقط خفض تكلفة المواد الخام بنسبة 15٪، بل يمكن أيضًا التحكم في عيوب الإنتاج في حدود 0.5٪ أثناء الإنتاج الضخم ، ويمكن تقصير وقت الإنتاج بنسبة 10٪ مما يؤدي إلى خفض كبير في التكاليف وتحسين كفاءة مشاريع الشراء متعددة الجنسيات.
لتحسين الرسومات بدقة وتقليل تكاليف التصنيع، أرسل رسوماتك للحصول على حل مجاني لتحسين DFM ، مما يحقق تحسينًا مزدوجًا في الجودة وفعالية التكلفة.
لماذا تُعتبر شركة LS Manufacturing الشريك الرائد في تصنيع الصفائح المعدنية النحاسية؟
يُعدّ تصنيع صفائح النحاس عالية الجودة مهمة بالغة الصعوبة. وقد حسّنت شركة LS Manufacturing، باستخدام نظامها الخاص للتحكم الإحصائي في العمليات (SPC)، مؤشر قدرتها (Cpk) باستمرار ليصل إلى 1.33. وبفضل حصولها على شهادتي ISO 9001 و IATF 16949، تُقدّم الشركة تجربة متميزة بدءًا من عينات التصميم للتصنيع (DFM) المجانية، وصولًا إلى عمليات التسليم بكميات كبيرة دون أي مشاكل. ويُشكّل نظام إدارة المصنع الشامل الركيزة الأساسية لضمان جودة المنتجات المُقدّمة.
نظام مراقبة الجودة الشامل للعملية
تُشبه مراقبة الجودة في المصنع إشرافًا دقيقًا على سلسلة الإنتاج بأكملها من البداية إلى النهاية. وتعتمد خدمات تصنيع صفائح النحاس الاحترافية على نظام متكامل لضمان جودة المنتج النهائي.
- الفحص عبر الإنترنت: تحتوي العمليات على معدات قياس درجة الحرارة بالأشعة تحت الحمراء ومعدات اختبار المعاوقة الميكروية، لذلك يتم إجراء فحص بنسبة 100٪ عبر الإنترنت .
- ضمان جودة المواد الخام: يتوفر لدينا مخزون كبير من صفائح النحاس عالية النقاء. كل وحدة من المواد الخام حاصلة على شهادة فحص المواد (MTR)، ولذلك يُستبعد استخدام المواد منخفضة الجودة .
- ضمان التسليم: يمكن إجراء أخذ العينات والإنتاج السريع خلال 48 ساعة دون حد أدنى لكمية الطلب، ويمكن استخدامه في البحث والتطوير والنماذج الأولية والإنتاج الضخم، على التوالي.
إمكانية ضمان تتبع المنتج بعد البيع
يتم إدخال جميع المنتجات النهائية في نظام تخطيط موارد المؤسسات (ERP) استنادًا إلى عملية خدمة تصنيع قضبان التوصيل المخصصة الناضجة، مما يحقق إمكانية التتبع الكاملة من رقم لفة المواد الخام إلى فحص المصنع ، ويوفر ضمان جودة لمدة 12 شهرًا، ويحل تمامًا نقاط الضعف المتمثلة في مخاطر سلسلة التوريد العالية وتكاليف التجربة والخطأ للعملاء.
دراسة حالة: شركة LS Manufacturing لتصنيع قضبان التوصيل النحاسية المخصصة لعميل من الدرجة الأولى في تجميع وحدات بطاريات السيارات الكهربائية
في مجال إنتاج بطاريات الطاقة الجديدة عالية الجودة، تُعدّ متطلبات دقة واستقرار قضبان التوصيل النحاسية بالغة الصرامة، حتى أن العيوب الطفيفة في عملية التصنيع قد تُسبب مشاكل في جودة الدفعة. كاد مشروع بطارية عالية الجهد 800 فولت، مُخصصة لشركة سيارات، أن يفشل لصالح أحد الموردين الرئيسيين، وذلك لاستخدامه عمليات تصنيع أقل جودة من قِبل منافسيه. تُجسّد هذه الحالة بوضوح القيمة العملية الكبيرة لقضبان التوصيل النحاسية المُصممة خصيصًا بدقة عالية.
مشكلة العميل:
استخدم مورد من الدرجة الأولى لهذه الشركة المصنعة للسيارات قضبان توصيل نحاسية عالية النقاء من نوع C11000 بسماكة 6 مم في وحدات بطاريات الحالة الصلبة عالية الجهد 800 فولت للإنتاج الضخم. أما منافسوهم، فقد افتقرت عملية الثني التقليدية باستخدام آلات CNC إلى تقنية تعويض الإجهاد في عملية ثني الصفائح المعدنية (FMM) الخالية من العيوب، واللازمة للحد من الشقوق الدقيقة، مما أدى إلى ظهور شقوق دقيقة بين الحبيبات بسمك 0.15 مم على الجانب الخارجي للأجزاء المثنية في دفعات من المنتجات النهائية.
أظهرت بيانات الاختبار أن الشقوق الدقيقة التي يزيد حجمها عن 0.05 مم يمكن أن تتسبب في ارتفاع درجة الحرارة بشكل ملحوظ عند تجاوز التيار 320 أمبير. بعد خضوع هذه الدفعة من قضبان التوصيل النحاسية لآلاف اختبارات الصدمات الحرارية، لوحظ ارتفاع ملحوظ في مقاومة التلامس وزيادة في درجة حرارة المعدات إلى ما يتجاوز الحد المسموح به، مما أدى إلى احتراق وحدة توزيع الطاقة ذات الجهد العالي، الأمر الذي يُنذر بخطر تأخير المشروع وتقديم مطالبات.
حلول التصنيع LS:
في غضون ساعتين، استجبنا للوضع المفاجئ من خلال إطلاق آلية تحسين عكسي طارئة للتصميم من أجل التصنيع، وأعدنا تصميم عملية الإنتاج بشكل شامل.
- تم اختيار النحاس عالي النقاء C11000 الذي تم اختبار حجم حبيباته بنسبة 100٪ كمادة خام، وتم إجراء عملية الثني بدقة بزوايا قائمة على اتجاه الدرفلة.
- بدلاً من التمسك بالقوالب القديمة على شكل حرف V، تم استخدام قالب انحناء مرن مخصص ، مما أدى إلى تحسين نصف قطر الانحناء للصفائح المعدنية بسمك 6 مم إلى 7.5 مم والتخلص الكامل من إجهاد الانحناء.
- تم تغيير المعالجة اللاحقة إلى عملية طلاء كهربائي مركبة من قاعدة نيكل 2.0 ميكرومتر + قصدير غير لامع 6.5 ميكرومتر ، مما يوفر فائدتين من حيث مقاومة الأكسدة واستقرار التوصيل.
- قبل الشحن، تم الحفاظ على التفاوتات في حدود 0.08 مم باستخدام آلة قياس الإحداثيات، وتم قياس مقاومة كل قطعة باستخدام مقياس أوم صغير حتى يمكن الوصول إلى تأهيل الفحص الكامل بنسبة 100٪.
النتائج والقيمة:
بفضل قدراتنا المتقدمة في تصنيع وتسليم الصفائح المعدنية عالية الجودة، تمكّنا من تسليم عينات مرجعية خلال 72 ساعة. خضعت المنتجات النهائية لاختبارات الصدمات الحرارية الفائقة لـ 1500 دورة، ولم تظهر أي عيوب عند فحصها بالمجهر، كما تميّزت بمقاومة تلامس ثابتة . وقد أزال المشروع تمامًا خطر الانهيار الحراري، وحقّق بدء الإنتاج قبل أسبوعين من الموعد المحدد.
لقد تمت ترقيتنا إلى مستوى المورد الأساسي من الدرجة الأولى، مما ضمن طلبًا طويل الأجل لـ 250,000 قطعة سنويًا وأظهر بشكل مثالي تطبيق القيمة الأساسية لتكنولوجيا قضبان النحاس المتقدمة.
لتجنب أزمات الجودة في الإنتاج الضخم وتلبية المعايير الصارمة لشركات صناعة السيارات، يمكنك الاطلاع على المزيد من دراسات الحالة لتطبيقات قضبان التوصيل النحاسية للطاقة الجديدة والرجوع إلى الحلول المخصصة الناضجة.

الأسئلة الشائعة
س1: ما هو الحد الأدنى لنصف قطر الانحناء لألواح النحاس القياسية C11000؟
لضمان انعدام الشقوق الدقيقة بين الحبيبات وعدم وجود أي خلل مادي في التوصيل الكهربائي، يجب أن يكون نصف قطر الانحناء الداخلي الأدنى (R) للنحاس النقي C11000 أكبر من أو يساوي 1.0 إلى 1.2 ضعف سمك المادة . يمكن تطبيق هذا المعيار على سماكات تتراوح من 1 إلى 10 مم، وهو حد أمان معترف به على نطاق واسع في الإنتاج الصناعي الضخم.
س2: أي طلاء سطحي أفضل لقضبان التوصيل النحاسية الإلكترونية، القصدير أم الفضة؟
لأغراض نقل التيار الكهربائي العامة ومقاومة الأكسدة، يُعدّ طلاء القصدير بسماكة 5 ميكرومتر الخيار الأمثل، إذ يوفر قيمة عالية مقابل السعر ومقاومة ممتازة للتآكل . أما في التطبيقات العسكرية، وتطبيقات الترددات الراديوية، وغيرها من التطبيقات التي تتطلب مقاومة منخفضة للغاية، فيُفضّل استخدام طلاء الفضة، الذي يُمكنه خفض مقاومة التلامس في النظام إلى 10 ميكرو أوم.
س3: ما هي التفاوتات الخطية في التصنيع التي يمكن أن تحققها شركة LS Manufacturing في تصنيع النحاس؟
باستخدام مزيج من آلات CNC عالية الدقة والتجهيزات المصممة خصيصًا، نتمكن من الحفاظ باستمرار على تفاوتات شكل وموضع قضبان النحاس من 1 إلى 10 مم في حدود 0.1 مم ، وفي الوقت نفسه، نحافظ بدقة على تفاوت المسافة بين مراكز الثقوب الرئيسية عند 0.05 مم، مما يلبي متطلبات التجميع الآلي الدقيق.
س4: لماذا تظهر علامات حرارية متغيرة اللون على مكون الصفيحة المعدنية النحاسية بعد القطع بالليزر؟
يؤدي انعكاس الضوء العالي والتوصيل الحراري العالي للنحاس النقي إلى مناطق واسعة متأثرة بالحرارة، مما يتسبب لاحقًا في الأكسدة وتغير اللون بعد القطع بالليزر العادي. تعمل عملياتنا باستخدام ليزر الألياف والقطع المائي على الحد تمامًا من أضرار الإجهاد الحراري وعلامات الحروق .
س5: هل تقدم شركة LS Manufacturing مراجعات هندسية مجانية آلية للتصميم من أجل التصنيع قبل تقديم عروض الأسعار؟
يستطيع مهندسونا ذوو الخبرة تحليل رسومات التصميم بمساعدة الحاسوب (CAD) التي يرفعها العملاء والرد عليها في غضون 24 ساعة كحد أقصى. ونقوم عادةً بإعداد تقارير DFM مجانية، بل ونحسب تكاليف الإنتاج بناءً على رسومات STEP وDXF، مما يُمكّن العملاء من الحصول على عرض أسعار موثوق به للإنتاج بكميات كبيرة في وقت قصير. تتناول هذه التقارير جميع جوانب تحسين قابلية التصنيع، وتقدم اقتراحات مثل تعويض الانحناء، وتحسين التخطيط، والتحكم في التكاليف.
س6: كيف تضمنون أن نقاء مادة النحاس الخام يفي بالمعايير الكهربائية الصناعية؟
تُرفق كل دفعة من مواد النحاس بشهادة أصلية من الشركة المصنعة، تُثبت أن نسبة النحاس فيها 99.90%. يُجهز المصنع بأجهزة قياس التوصيلية الكهربائية باستخدام التيارات الدوامية لإجراء فحوصات عشوائية، لضمان بقاء توصيلية المنتجات النهائية أعلى من 101% من معيار IACS، بما يتوافق مع معايير الصناعة الكهربائية.
س7: ما هو الحد الأدنى لكمية الطلب لخدمات تصنيع قضبان التوصيل المخصصة؟
نسعى لتسهيل تطوير مشاريع عملائنا وتجربة الحلول المختلفة، ولذلك لا نفرض أي حد أدنى لكميات الطلب . يمكن لعينة واحدة من إجراءاتنا القياسية المعتمدة في صناعة السيارات أن تدعم بشكل كامل احتياجات إنتاج النماذج الأولية بكميات صغيرة والإنتاج الضخم على نطاق واسع، وتلبي متطلباتها.
س8: ما هي فترة الضمان وسجل التتبع لأجزاء النحاس الكهربائية المصنعة لديكم؟
نضمن رسميًا جميع أجزاء الصفائح المعدنية النحاسية وقضبان التوصيل النحاسية لمدة 12 شهرًا. تم إدخال كل دفعة إنتاج في نظام تخطيط موارد المؤسسات (ERP) لضمان التتبع بدءًا من رقم لفة المواد الخام وصولًا إلى بيانات اختبار المصنع . تم إنشاء هذا النظام لحماية حقوق ما بعد البيع.
ملخص
في تطبيقات الطاقة الجديدة ونقل وتوزيع الطاقة عالية الكثافة، تُشكّل قضبان التوصيل النحاسية مكونات أساسية تجمع بين تقنيات متعددة. حتى التغييرات الطفيفة في تركيب المواد، ومعالجة سطح الانحناء، والتفاوتات المسموح بها ، قد تؤدي جميعها، للأسف، إلى مشاكل تتعلق بالسلامة في ظل ظروف التيار العالي. لم يعد بالإمكان تلبية متطلبات السلامة وكفاءة الطاقة للمعدات المتطورة بشكل كافٍ باستخدام أساليب التصنيع التقليدية والبدائية.
من خلال استخدام عمليات التحكم في تصنيع الصفائح المعدنية النحاسية الموحدة والقائمة على البيانات من البداية إلى النهاية، نحن قادرون على تصنيع قضبان توصيل نحاسية دقيقة ذات مقاومة منخفضة وخالية من العيوب ومتينة للغاية ، وهو شرط أساسي للتشغيل المستقر لمختلف المعدات الكهربائية المتطورة.
قد يؤدي سوء تصنيع قضبان التوصيل النحاسية إلى مخاطر جسيمة على سلامة المعدات. وبصفتها موردًا رئيسيًا من الدرجة الأولى لمصنعي السيارات، تقدم LS Manufacturing خدمة متكاملة ومخصصة لتصنيع قضبان التوصيل النحاسية ، بدءًا من اختيار مادة النحاس، مرورًا بتحسين التصميم للتصنيع، والتصنيع الدقيق، والحماية بالطلاء الكهربائي، وصولًا إلى ضمان ما بعد البيع، لتناسب كلًا من نماذج البحث والتطوير الأولية والإنتاج الضخم. حمّل رسوماتك ثلاثية الأبعاد واحصل على تقييم فني وعرض سعر للإنتاج الضخم من أحد مهندسينا خلال 24 ساعة!
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com 
